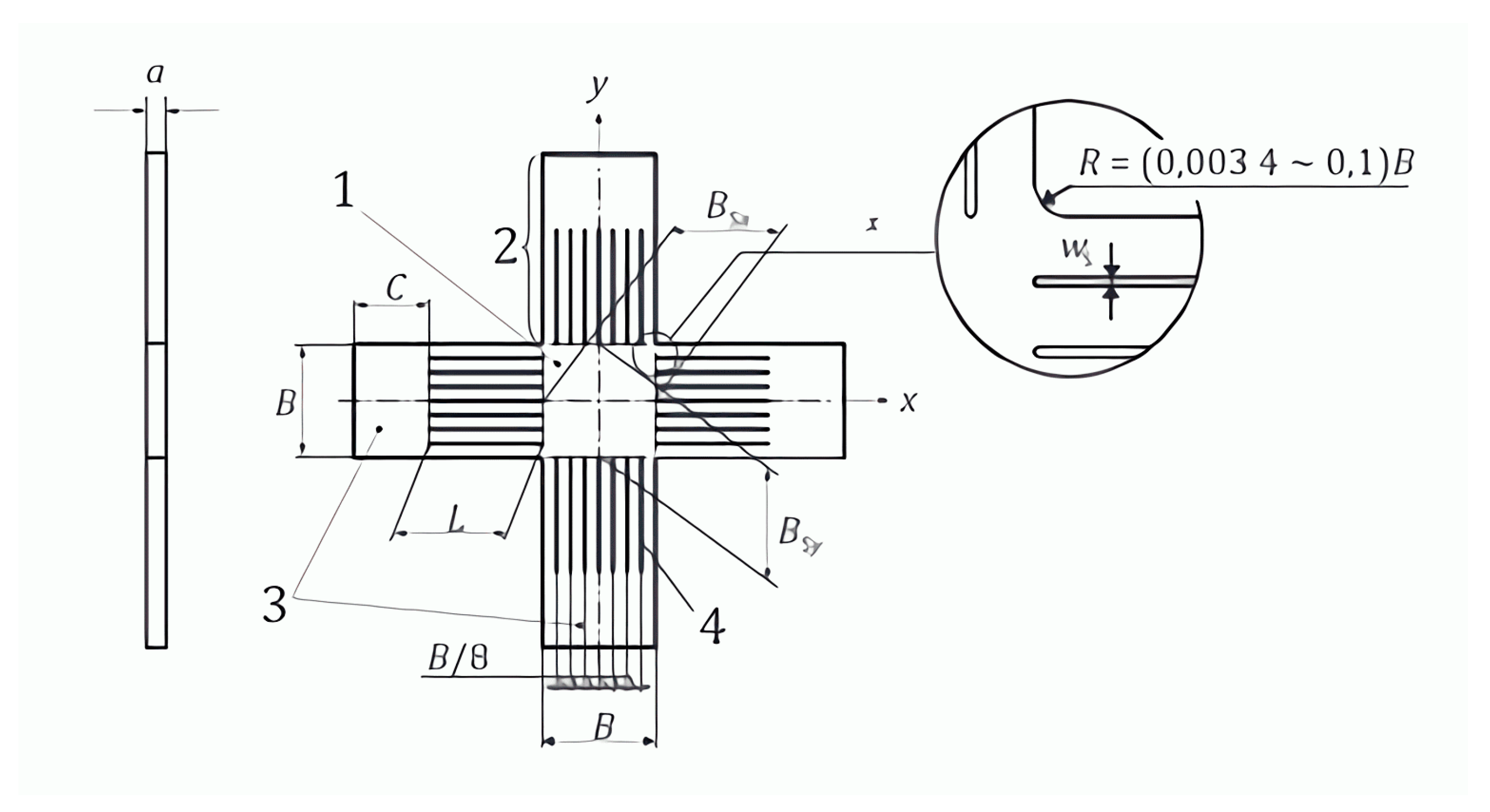
2.1. Shape Optimization Model
The following are the five primary dimensions of the classic cruciform specimen: the length is 220 mm; the width is 220 mm; the thickness is 5 mm; the cross-arms width is 40 mm, and the fillet at the corner is 10 mm (
Figure 3).
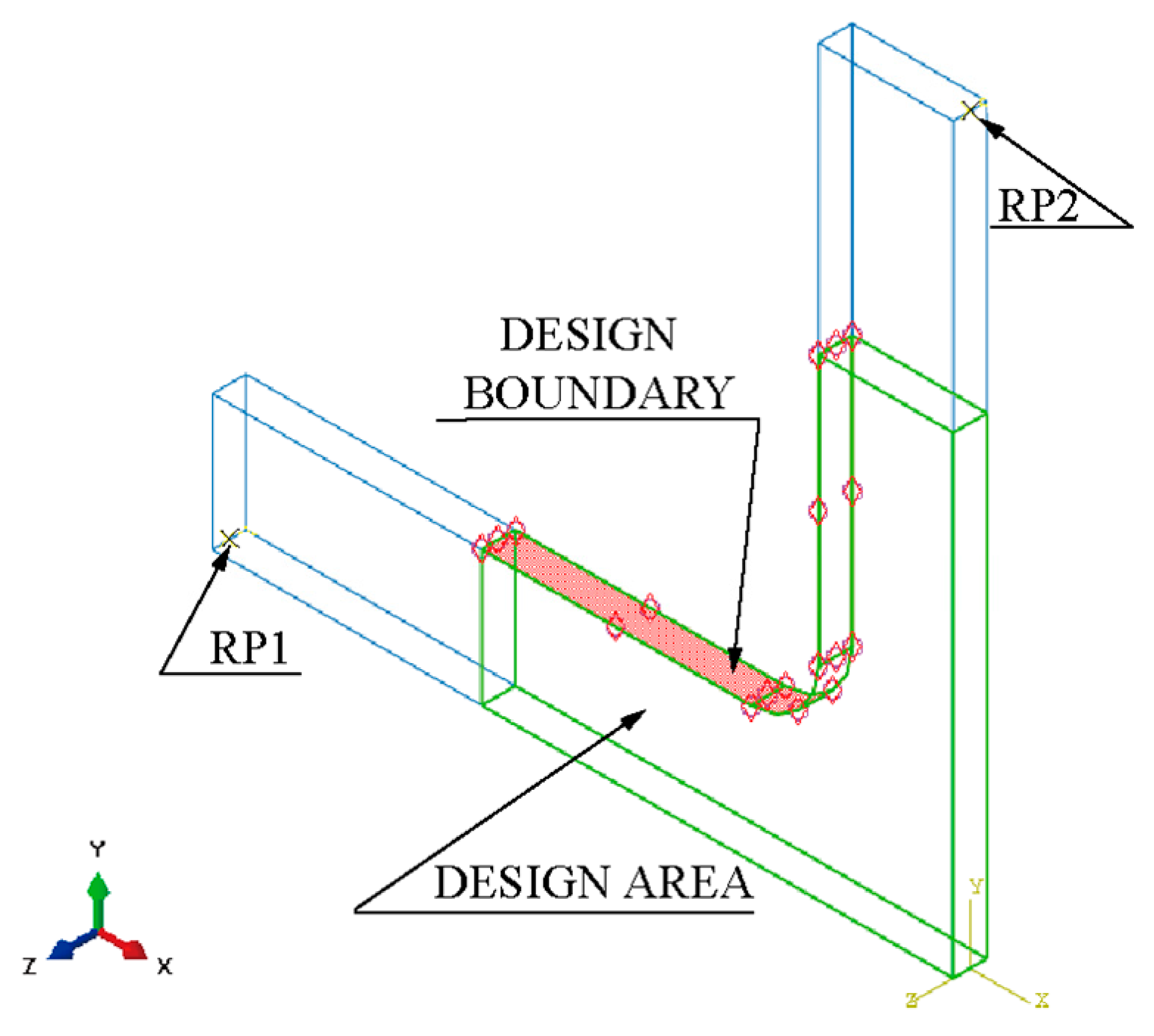
Resting on the symmetries of the geometry and force boundary conditions about the X and Y axes, a quarter model of the classic structure was adopted (
Figure 4). The quarter model comprises four parts: clamping part X1, part X2, design boundary, and design area.
We employed the shape optimisation method—one nonparametric method—to minimise the stress concentration at the specimen’s corner [
32].
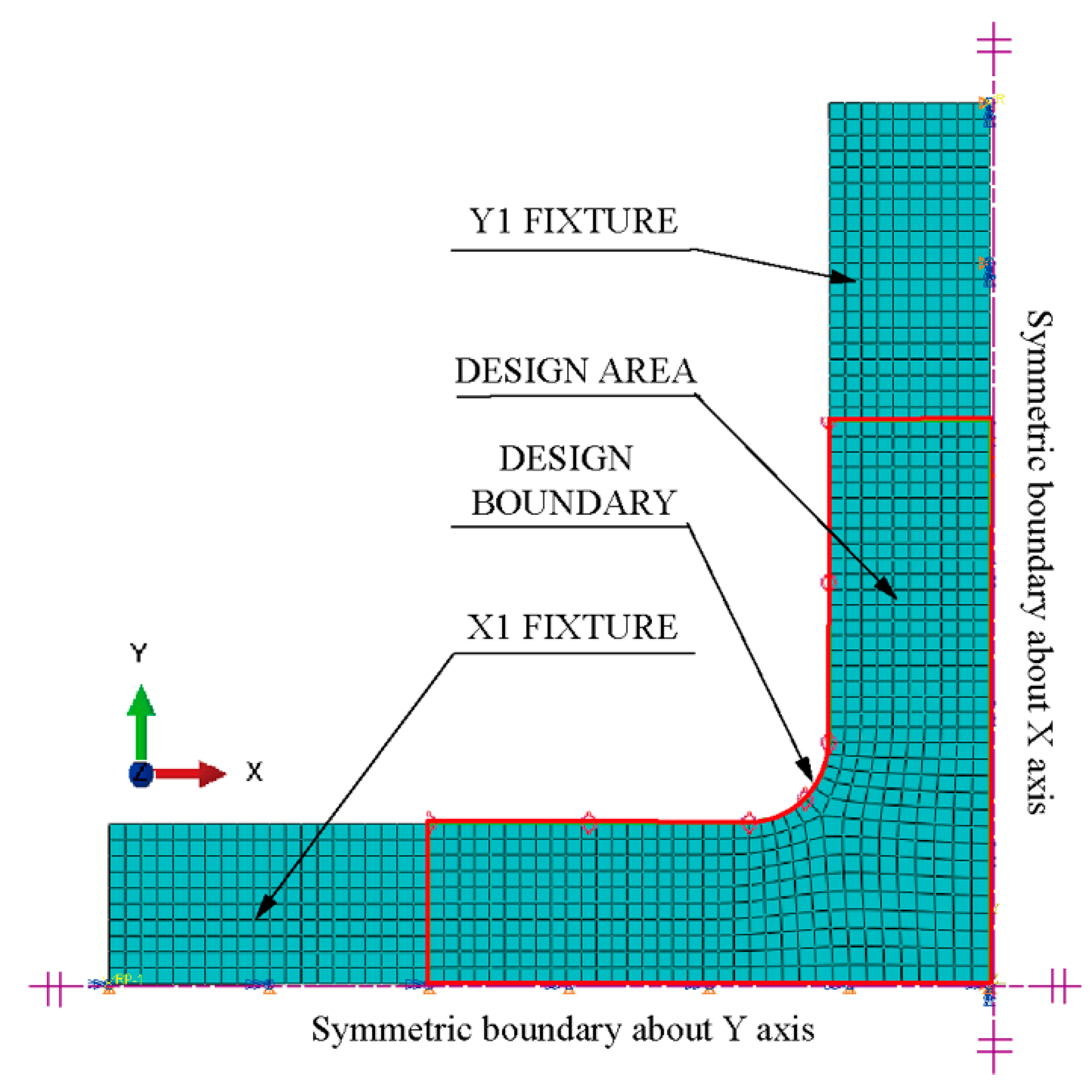
The finite element model consists of the following (
Figure 5):
Parts: The model consists of a single part built according to
Figure 3 and
Figure 4.
Mesh: The type of hexahedral element is C3D8R, and the total number of nodes and elements is 4452 and 3003, respectively (
Figure 5). The five-element layers were arranged along the
Z-axis (the thickness direction).
Materials: The Young’s modulus, yield strength, and Poisson’s ratio of HC1200 are 210 GPa, 1200 MPa, and 0.3, respectively.
Steps: Only one step is specified. Nonlinear geometric effects are considered.
Loads: We rigidly coupled the clamping parts X1 and X2 with two reference points, RP1 and RP2 (
Figure 4), respectively, to apply distributed force on the clamping parts with the concentrated forces on RP1 and RP2. One load of magnitude 40 kN is specified in RP1 and RP2.
Boundary conditions: Symmetry boundary conditions are applied to specified regions (
Figure 5). Before proceeding with the optimisation analysis, examine the finite element model.
Configuring a shape optimisation analysis using Abaqus (
Figure 6):
Creating an optimisation task:
Switch to the Optimisation module. In the Create Optimization Task dialogue box, select the set DESIGN BOUNDARY, as shown in
Figure 5.
In the Basic tabbed page, select Freeze boundary condition regions: the nodes clamped by the X1 fixture and X2 fixture; the nodes on the symmetry edges to the symmetrical planes (
Figure 5).
Select Specify smoothing region and select the whole model.
Select Fix all as the number of node layers adjoining the task region to remain free.
In the Mesh Smoothing Quality tabbed page, set the Target mesh quality to Medium.
Creating design responses:
In the Create Design Response dialogue box: Accept Single-term as the type, and select Whole Model as the design response region.
In the Edit Design Response dialogue box, select Stress and Mises hypothesis (The field Operator on values across steps and load cases is set to Maximum value by default).
Creating an objective function: In the Edit Objective Function dialogue box, add all design responses eligible to participate in an objective function and change the Target to Minimise the maximum design response values (Equation (1)).
Creating a constraint: Select Volum for the Design Response, Toggle on A fraction of the initial value and enter 1 (Equation (2)).
Submit an optimisation process for the optimisation task optimise-shape. Note that the Maximum cycles field is set to 50 by default for shape optimisation.
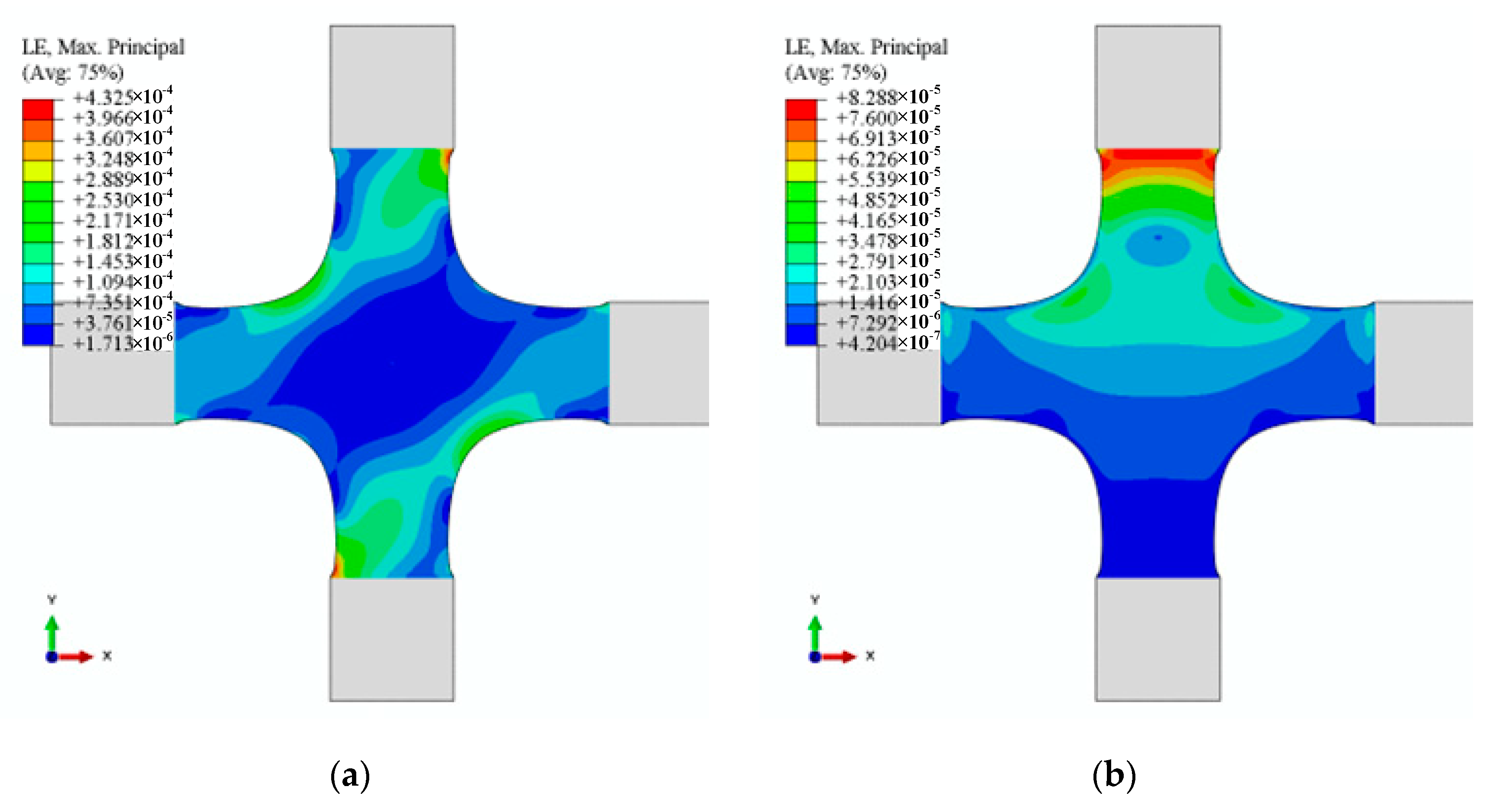
Typically, in shape optimisation, the goal is to homogenise the stress on the surface of a component by adjusting the surface nodes (moving them inward or outward). Thus, minimisation is achieved by homogenisation. Shape optimisation is not limited to minimising stresses; it may be extended to plastic strains, natural frequencies, etc. This research will homogenise the Mises stress on the cross-arms intersection. The following is the objective of shape optimisation:
where
is the Mises stress of each node in the design boundary (
Figure 4).
The purpose of creating volume constraints in shape optimisation is to ensure that the overall volume of the component remains the same. In some cases, adding material to reduce stress might be undesirable. In such cases, we can redistribute the material to minimise the stress. Volume constraints ensure that either no material is added or very little material is added due to the shape optimisation. The following is the volume constraint of shape optimisation:
where
Vinitial—is the initial volume of all elements;
Vfinal—the final volume of all elements.
2.2. Quantified Model of Alignment Deviations
AutoML was used to map the relationship between the alignment deviations and the strain measurement points using the optimised specimen. The training data were obtained using FEM via optimum Latin hypercube Latin (opt LHD) [
32].
The ideal clamping state yields that the alignment deviations—originating from the spatial dislocation of the central axis of the fixtures—are independent of the geometries of the cruciform specimen. The additional bending strain comes from two aspects: the dislocation of the central axis between the fixtures in space and the unsatisfactory clamping state of the fixture to the specimen. The unsatisfactory clamping state of the fixture to the specimen leads to an eccentric load, which varies with the cruciform specimen’s geometries, such as the length, width, and thickness. Theoretically, the dislocation of the central axis between fixtures in space is the attribute of the test system itself, independent of the geometry of the cruciform specimen. Resting on the ideal clamping state of the fixture, we only consider alignment deviations: the spatial dislocation of the central axis between fixtures.
The displacement and coordinate system provisions are identical to those in ABAQUS: Linear displacement along the X, Y, and Z axes are denoted by U2, U2, and U3, while angular displacement along the X, Y, and Z axes are denoted by UR2, UR2, and UR3, respectively (
Figure 7). To map the quantified model of alignment deviations, we picked 12 alignment deviations from the in-plane biaxial test system (
Figure 7), including four alignment deviations (U2, U3, UR2, UR3) of X1, four alignment deviations (U2, U3, UR2, UR3) of X2, and four alignment deviations (U2, U3, UR2, UR3) of Y1.
The generality of the hydraulic and profiling fixtures and 12 alignment deviations is maintained without losing generality. The fixtures of hydraulic and profiling fixtures markedly differ in clamping form. The six alignment deviations (U2 and UR3 in X1; U2 and UR3 in X2; U2 and UR3 in Y1) cannot exist for the hydraulic fixtures. The 12 alignment deviations involved in X1, X2, and Y1 are inevitable for the profiling fixtures because of the limitation of locators/clamps, such as grooves. The strain distribution on the specimen depends on the constraints of the fixture. The constraints of the six alignment deviations cannot exist for the hydraulic fixtures, indicating that the contribution to the strain distribution must be close to zero. Hence, the working condition—the cruciform specimen clamped by hydraulic fixtures—is only a particular case in this study.
Fifty-six strain points were applied to quantify alignment deviations of the in-plan biaxial test system. Fifty-six strain points include 12 strain points on each arm to measure the coaxiality of the corresponding loading chain and eight measurement points in the centre to measure the interaction of the four loading chains (
Figure 8).
The first clamping end of the cruciform specimen determines the coordinate system of the physical model. Y2 is assumed to be the first clamping end, and its coordinate system corresponds with the global coordinate system (
Figure 9). In the simulation process, the following three settings have been made: freeze the six degrees of freedom of the Y2 end; free X1U2, X2U2, and Y1U2; couple the four clamping ends with the reference points: RP1, RP2, RP3, and RP4, respectively. In addition, to simulate different alignment deviations, we change the displacement boundary conditions with four reference points.
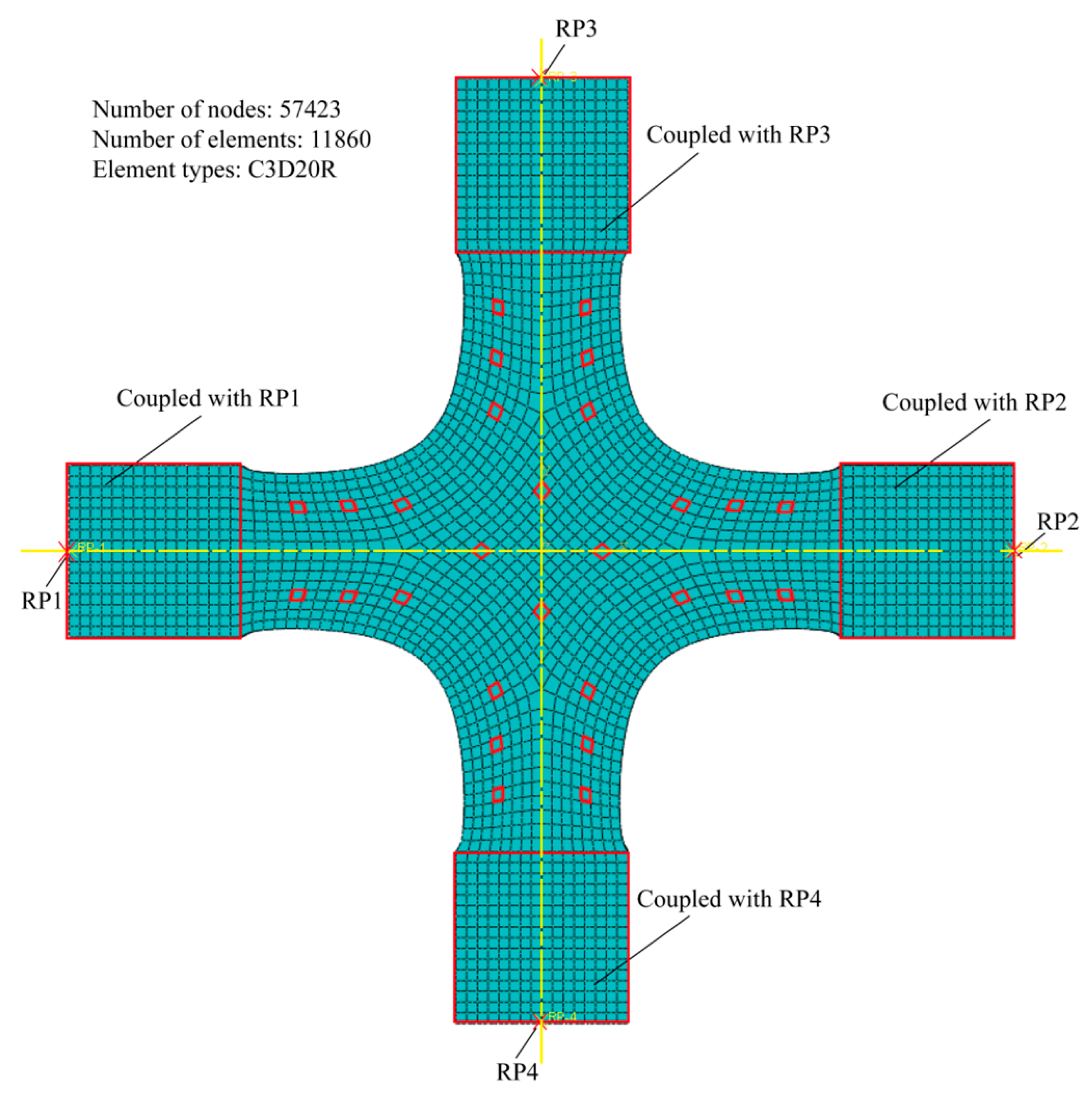
A static analysis module built into ABAQUS was employed to calculate the strain values from 56 measurement points (
Figure 10). The analysis were conducted by Abaqus version 2019 for Windows (Dassault Systemes Simulia Corp., Johnston, RI, USA). For each simulation, the input and output of the finite element model are 12 alignment deviations and 56 strain values, respectively. The following is the specific information about the finite element model: The material of the specimen adopts HC1200, whose elastic modulus, yield strength, and Poisson’s ratio of HC1200 are 210 GPa, 1200 MPa, and 0.3, respectively; the finite element type is linear hexahedral elements C3D20R, and the maximum size of mesh generation is 1 mm. The specimen comprises 11,860 elements and 57,423 nodes by automatic mesh generation technology. We highlight that the material deformation should be limited to the elastic range [
9], so we only list the elastic modulus, yield strength, and Poisson’s ratio.
According to the alignment deviations through the Opt LHD, we performed 54,976 finite element simulations (
Table 2). We extracted the 56 strain values corresponding to each group of alignment deviations for each simulation by writing a secondary development script.
The AutoML built-in AutoGloun was utilised to quantify alignment deviations of the in-plane biaxial test system using the 54,976 training data [
33]. In contrast to the finite element model, the input variables of the AutoML model are strain values of 56 measurement points, and the output variables are 12 alignment deviations (
Figure 7). The data were analyzed by AutoGLuon version 0.5.0 for Windows (Author: AutoGluon Community). The AutoGluon will repeatedly modify structural parameters, increase training times, or increase the train number to gain quantified alignment deviations. The training process stops, and the model is stored when the training time reaches the preset value.
2.3. Identification Coefficients of Strain Distribution
The least-squares method (LMS) was used to quantify each alignment deviation’s contribution to the specimen’s strain distribution. Accordingly, we defined each alignment deviation as a mode of characteristic strain. Hence, the 12 alignment deviation yields 12 modes of characteristic strain. The above 12 characteristic modes can linearly express any strain distribution determined by 12 alignment deviations.
To quantify the contribution of the alignment deviation to the strain distribution of the specimen, we normalise each characteristic strain mode under the same rule:
where
—the normalised strain of the
j-th alignment deviation at the
i-th strain measurement position;
—the strain value of the finite element simulation of the j-th alignment deviation at the i-th strain measurement position.
With the combined action of the above 12 alignment deviations, the 56 strain values on measurement points can be expressed as:
where
S * is the matrix with 56 strains on measurement points. In formula (4),
n is 56,
m is 12, and
e0 represents the constant strain component caused by the test force.
The following is the matrix form of linear Equation (4):
where
S—the
i-th characterisation of strain distribution;
e—the i-th characteristic strain identification coefficients.
The problem of solving
e in Formula (5) by the least square method can be expressed as:
Therefore, the following solves Formula (6):
To verify the linear independence of the 12 modes of characteristic strain, we calculate the rank of the matrix. The rank p of the above matrix can be expressed as:
The validity of the identification coefficient of zero alignment deviation was verified through two control groups. In nine cases, we set four alignment deviations of Y1 zero compared with nonzero alignment deviations involved in X1 and X2. In the cases of AD-1 to AD-8, we set alignment deviations—U2, U3, UR2, UR3 of X1 and the four U2, U3, UR2, and UR3 of X2—to zero compared with nonzero alignment deviation in the initial. In addition, to verify the numerical validity of the identification coefficients, we set X1 (U2, U3, UR2, UR3) and X2 (U2, U3, UR2, UR3) as the experimental control group because of numerical comparability originating from geometric symmetry (
Table 3).





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}