
Study on Mandrel Forging and Necking Process of a Hollow Shaft with an Inner Stepped Hole


Abstract
:1. Introduction
2. Preforming Design Method
3. Numerical Simulation Model and Experimental Procedure
3.1. Establishment of Numerical Simulation Model
3.2. Experimental Procedure
4. Results and Discussion
4.1. Single-Step Pressing Deformation Analysis
4.2. The Effect of the Pressing Reduction
4.3. The Effect of the Rotation Angle
4.4. The Parameters of the Preform
4.5. The Shrinkage Ratio Experiment
5. Conclusions
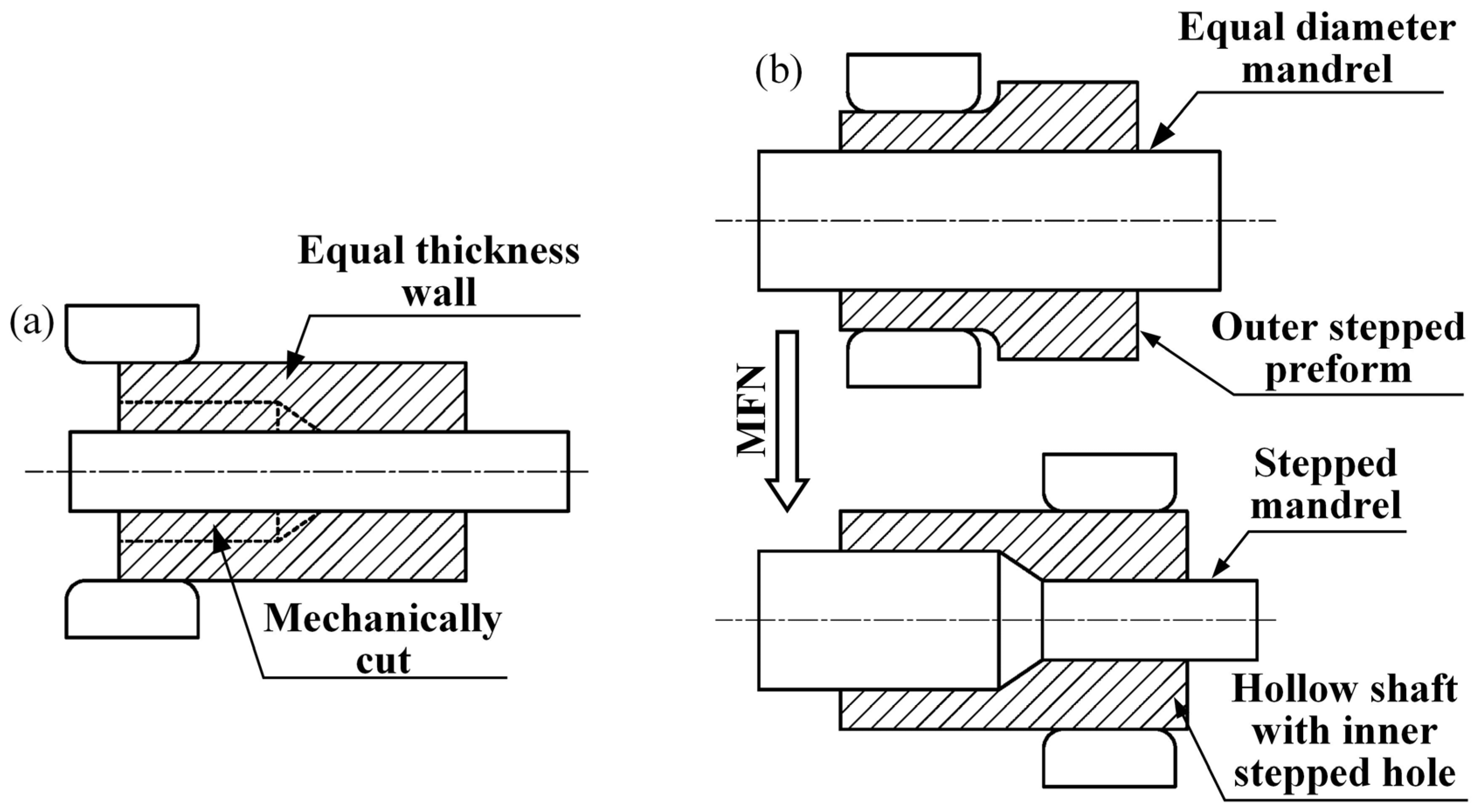
- An advanced MFN process was proposed for the production of a hollow shaft with an inner stepped hole. The outer stepped hollow shaft was preformed by using a mandrel with the same large hole size, and then the inner stepped hollow shaft was formed by the MFN process using a stepped mandrel with the same size as the inner hole of the target forging.
- The isometric radius difference of the preforming design method was obtained. The radius difference of the outer stepped preform was identical to that of the hollow shaft with inner stepped hole. The relationship between the size of the preform and the target forging was established.
- The law of single-step pressing deformation of the MFN process was analyzed. The deformation morphology was divided into six deformation zones. The deformation of each zone was clearly identified to facilitate the subsequent analysis.
- The parameters of the MFN process were optimized. The pressing reduction was controlled at about 20% of the wall thickness, and the 12 × 30° of rotation angle scheme was utilized. The pressing reduction could be appropriately increased in the third and ninth passes according to the actual inner hole distortion. It guaranteed the quality of the MFN process and eliminated surface-folding defects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, M.T.; Li, D.Y.; Wang, F.; Zang, X.L.; Li, X.T.; Xiao, H.; Du, F.S.; Zhang, F.C.; Jiang, Z.Y. Analysis of laminated crack defect in the upsetting process of heavy disk-shaped forgings. Eng. Fail. Anal. 2016, 59, 197–210. [Google Scholar] [CrossRef] [Green Version]
- Tanaka, Y.; Sato, I. Development of high purity large forgings for nuclear power plants. J. Nucl. Mater. 2011, 417, 854–859. [Google Scholar] [CrossRef]
- Chen, W.; Liu, J.S.; Dang, S.E. Uniformity control of deformation and microstructure in stretching process of large axial forging. J. Plast. Eng. 2015, 5, 13–17. [Google Scholar]
- Jiang, H.; Wu, Y.; Gong, X.; Shan, D.; Zong, Y. Control of flow lines during the forging process of bearing outer rings with a deviated groove. Int. J. Adv. Manuf. Technol. 2019, 106, 753–764. [Google Scholar] [CrossRef]
- Wang, Z.H.; Wang, Y. Hot-deformation behavior of high-nitrogen austenitic stainless steel under continuous cooling: Physical simulation of surface microstructure evolution of superheavy forgings during hot forging. Materials 2019, 12, 1175. [Google Scholar] [CrossRef] [Green Version]
- Costa, L.L.; Brito, A.M.G.; Rosiak, A.; Schaeffer, L. Microstructure evolution of 42CrMo4 during hot forging process of hollow shafts for wind turbines. Int. J. Adv. Manuf. Technol. 2019, 106, 511–517. [Google Scholar] [CrossRef]
- Romanenko, V.P.; Stepanov, P.P.; Kriskovich, S.M.; Romanenko, V.P.; Stepanov, P.P.; Kriskovich, S.M. Production of hollow railroad axles by screw piercing and radial forging. Metallurgist 2018, 61, 873–877. [Google Scholar] [CrossRef]
- Wang, G.C.; Li, X.S.; Ding, M.Q.; Chen, W.Q.; Tian, C.S.; Gu, G.C.; Lu, Y.P. Study on deformation uniformity of mandrel forging process and control measures of inner hole eccentricity. J. Manuf. Process. 2020, 58, 75–91. [Google Scholar] [CrossRef]
- Deng, Z.H.; Wen, T.; You, J.H.; Du, K.K.; Sun, L. Manufacturing of ultra-large plate forgings by unfolding and flattening of thick cylinders. J. Cent. South Univ. 2020, 27, 2227–2238. [Google Scholar] [CrossRef]
- Tomczak, J.; Pater, Z.; Bulzak, T. A theoretical and experimental analysis of rotary compression of hollow forgings formed over a mandrel. Strength Mater. 2017, 49, 555–564. [Google Scholar] [CrossRef]
- Wolfgarten, M.; Rosenstock, D.; Schaeffer, L.; Hirt, G. Implementation of an open-die forging process for large hollow shafts for wind power plants with respect to an optimized microstructure. Metall. Ital. 2015, 107, 43–49. [Google Scholar]
- Jha, A.K.; Sreekumar, K.; Tharian, T.; Sinha, P.P. Process optimization for high fracture toughness of maraging steel rings formed by mandrel forging. J. Manuf. Process. 2010, 12, 38–44. [Google Scholar] [CrossRef]
- Wang, J.L.; Wen, H.H.; He, W.W.; Chen, H.Q. Influence laws of reaming deformation modes on forming of cylindrical parts. Forg. Stamp. Technol. 2022, 47, 1–7+22. [Google Scholar]
- Wang, X.P.; Wen, T.; Liu, P.; Zhang, Q.H. Deformation analysis of large cylinder with mandrel reaming process. Hot Work. Technol. 2010, 39, 53–56. [Google Scholar]
- Wu, G.J.; Liu, S.; He, H.; Liu, Z.B.; Zhang, J. Optimization design of heavy forgings stretching process. Foundry Technol. 2018, 39, 1309–1311. [Google Scholar]
- Hu, Z.Z.; Liang, X.P.; Dong, W.F.; Guo, R.T.; Chen, Z.Y.; Yang, M. Research on stretching of the large tube sheet with thin-wall. Die Mould Ind. 2016, 42, 54–56. [Google Scholar]
- Yang, C.; Lu, X.X.; Sun, Y.; Zhuang, X.W.; Wang, L. Research status on forming technology for hollow shaft. Forg. Stamp. Technol. 2018, 43, 1–8. [Google Scholar]
- Shen, J.X.; Wang, B.Y.; Yang, C.P.; Zhou, J.; Cao, X.Q. Theoretical study and prediction of the inner hole reduction and critical mandrel diameter in cross wedge rolling of hollow shaft. J. Mater. Process. Technol. 2021, 294, 117140. [Google Scholar] [CrossRef]
- Huang, X.M.; Zang, Y.; Ji, H.C.; Wang, B.Y.; Duan, H.L. Combination gear hot forging process and microstructure optimization. J. Mater. Res. Technol. 2022, 19, 1242–1259. [Google Scholar] [CrossRef]
- FORGE® Software. Available online: https://www.transvalor.com/en/forge (accessed on 23 July 2022).
- Singh, G.; Singh, P.K. Effect of process parameters on roll separating force, driving torque and end crop length during grooved hot rolling of SAE 1020 steel. J. Manuf. Process. 2022, 79, 1003–1016. [Google Scholar] [CrossRef]
- Chen, Y.; Zhong, Z.P.; Bian, Y.; Zhang, F.R.; Xie, F.D.; Cao, Q.Q. Modeling research on the anvil angle of mandrel drawing for RPV forging at room temperature. J. Plast. Eng. 2000, 7, 52–56. [Google Scholar]
- Muramatsu, M.; Koyama, M.; Watanabe, I. Tensile testing with cyclic strain holding to analyze dynamic recrystallization of pure lead. Adv. Mater. Sci. Eng. 2014, 2014, 498674. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scheme | R1/mm | ∆R/mm | S/mm | ∆S/mm |
|---|---|---|---|---|
| K1 | 650 | 100 | 804 | 146 |
| K2 | 700 | 150 | 656 | 294 |
| K3 | 750 | 200 | 548 | 402 |
| Parameters | Value |
|---|---|
| Mesh number for billet | 150,000 |
| Forging temperature | Billet temperature: 1200 °C Anvils temperature: 300 °C |
| Heat transfer coefficient | Billet and atmosphere: 10 W/(m2·°C) Billet and anvils: 20,000 W/(m2·°C) |
| Friction factor | 0.4 |
| Pressing velocity | 40 mm/s |
| Pressing interval | 5 s |
| Scheme | Pressing Method | Outer Diameter/mm | Outer Diameter Difference/mm | Inner Diameter/mm | Inner Diameter Difference/mm |
|---|---|---|---|---|---|
| M1 | 6 × 60° | Max: Φ1375 Min: Φ1315 | 60 | Max: Φ685 Min: Φ655 | 30 |
| M2 | 8 × 45° | Max: Φ1365 Min: Φ1322 | 43 | Max: Φ680 Min: Φ662 | 18 |
| M3 | 12 × 30° | Max: Φ1357 Min: Φ1320 | 37 | Max: Φ675 Min: Φ661 | 14 |
| One Loop | Two Loops | Three Loops | Four Loops | |
|---|---|---|---|---|
| Simulated outer diameter/mm | 1324.97 | 1274.04 | 1191.15 | 1108.21 |
| Simulated inner diameter/mm | 629.44 | 543.47 | 476.93 | 404.61 |
| Experimental outer diameter/mm | 51.98 | 49.06 | 46.80 | 43.30 |
| Experimental inner diameter/mm | 25.30 | 21.90 | 17.92 | 16.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, X.; Tian, C.; Lu, Y.; Wang, G. Study on Mandrel Forging and Necking Process of a Hollow Shaft with an Inner Stepped Hole. Materials 2022, 15, 5431. https://doi.org/10.3390/ma15155431
Ge X, Tian C, Lu Y, Wang G. Study on Mandrel Forging and Necking Process of a Hollow Shaft with an Inner Stepped Hole. Materials. 2022; 15(15):5431. https://doi.org/10.3390/ma15155431
Chicago/Turabian StyleGe, Xiqing, Chensheng Tian, Yupeng Lu, and Guangchun Wang. 2022. "Study on Mandrel Forging and Necking Process of a Hollow Shaft with an Inner Stepped Hole" Materials 15, no. 15: 5431. https://doi.org/10.3390/ma15155431