
Microstructure, Mechanical and Wear Behaviour of Deep Cryogenically Treated EN 52 Silchrome Valve Steel

 ,
,  and
and
Abstract
:1. Introduction
2. Material and Experimental Process
2.1. DCT Method
2.2. Mechanical Properties Test
2.3. Wear Test
2.4. Optical Microscope
2.5. Wear Studies Using SEM
3. Results and Discussion
3.1. Mechanical Properties
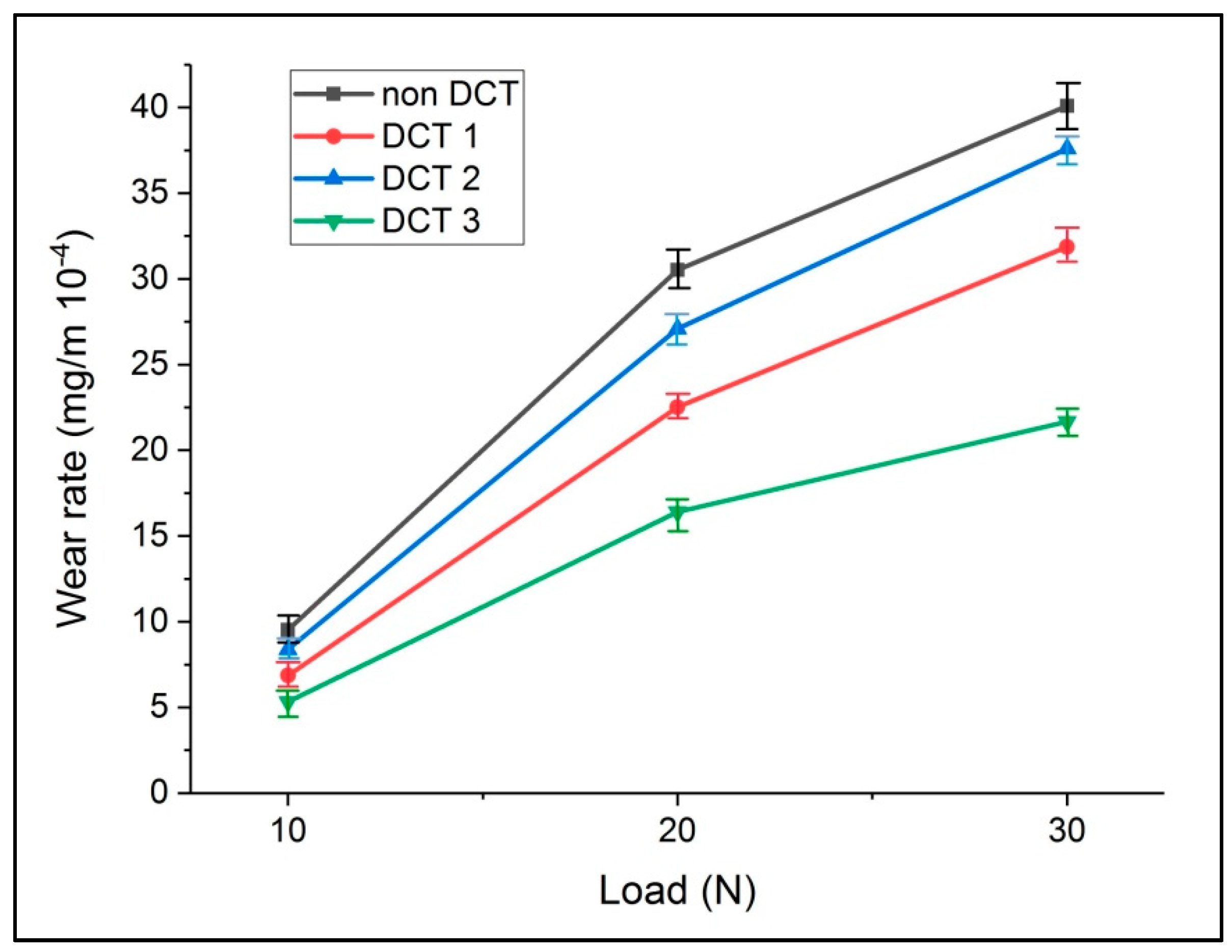
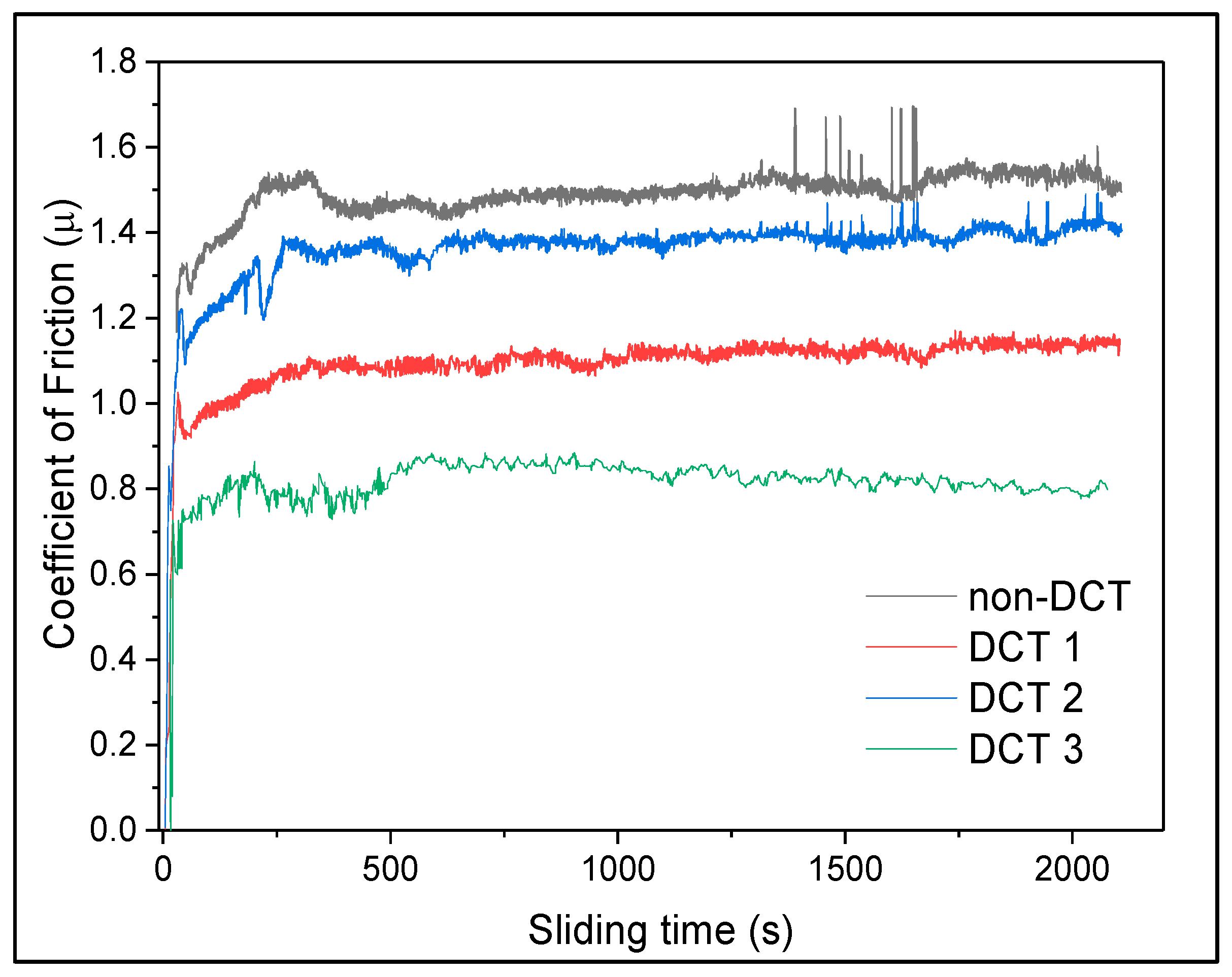
3.2. Wear Behaviour
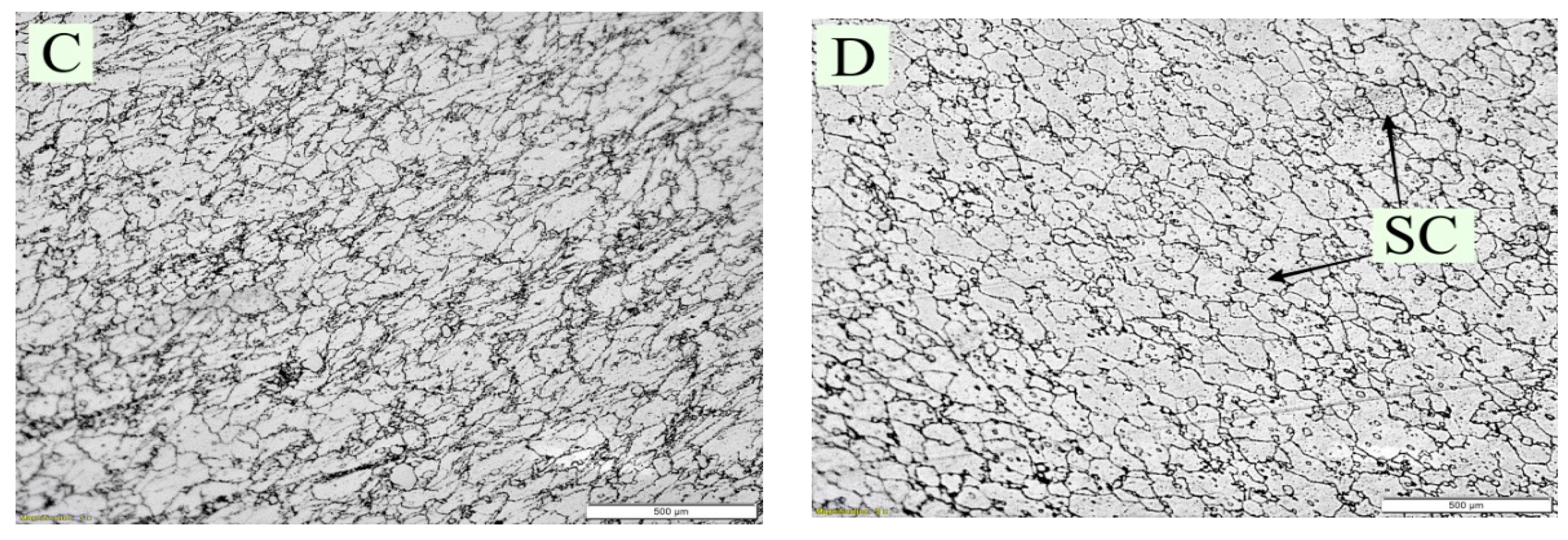
3.3. Microstructure Studies
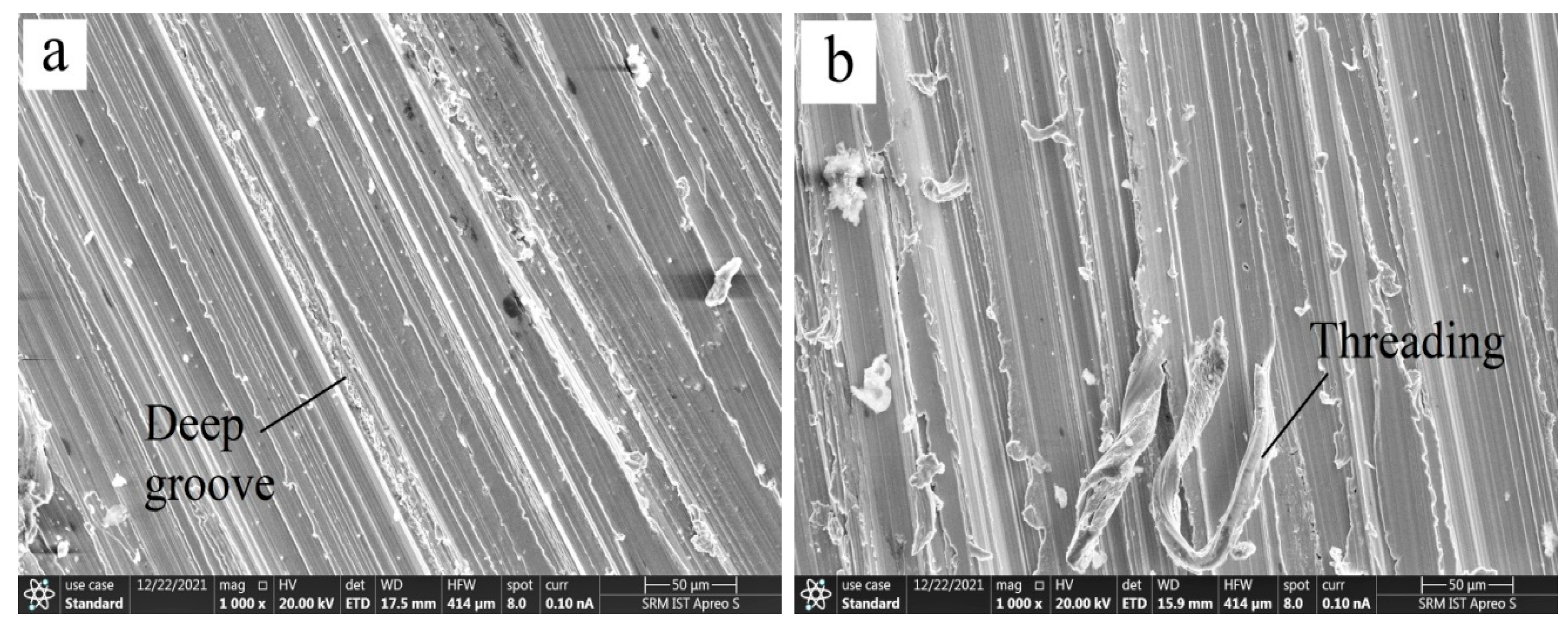
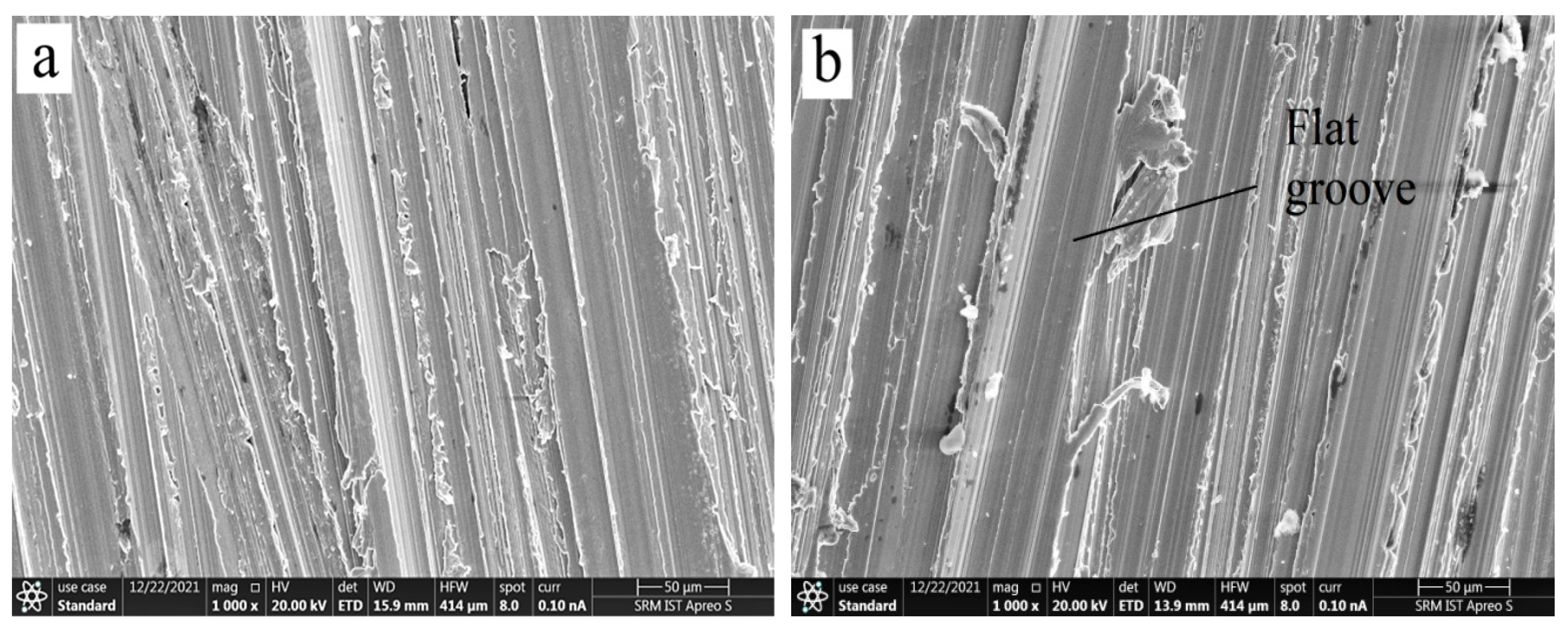
3.4. Wear Surface Morphology Using SEM
4. Conclusions
- The study reveals that DCT increased the wear resistance of EN 52 valve steel. The cryogenic treatment significantly improved wear resistance, with 45% less wear for DCT 3 sample.
- The DCT increases the UTS of EN 52 valve steel. The increase in wear resistance observed at maximum load suggests that the materials’ hot hardness has improved.
- According to the wear surface morphology analysis, the DCT produces the precipitation of smaller carbides with a more significant volume proportion and homogeneous dispersion throughout the structure of EN 52 steel.
- The precipitation of ultrafine carbides by decomposing martensite was a significant element in enhancing the wear resistance of cryo-treated valve steel materials. DCT can be used to improve wear resistance, according to this study.
- According to the results of the experiments, cryogenic treatment can reduce valve train wear in engines, resulting in improved fuel efficiency and performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Molinari, A.; Pellizzari, M.; Gialanella, S.; Straffelini, G.; Stiasny, K.H. Stiasny: Effect of deep cryogenic treatment on the mechanical properties of tool steels. J. Mater. Process. Technol. 2001, 118, 350–355. [Google Scholar] [CrossRef]
- Zhang, F.; Yang, Y.; Shan, Q.; Li, Z.; Bi, J.; Zhou, R. Microstructure evolution and mechanical properties of 0.4C-Si-Mn-Cr steel during high temperature deformation. Materials 2020, 13, 172. [Google Scholar] [CrossRef] [Green Version]
- Arockia Jaswin, M.; Mohan Lal, D.M. Comprehensive analysis on the effect of deep cryogenic treatment on the mechanical behaviour of martensitic valve steel. Iran. J. Mater. Sci. Eng. 2018, 15, 9–16. [Google Scholar]
- Vimal, A.J.; Bensely, A.; Lal, D.M.; Srinivasan, K. Deep cryogenic treatment improves wear resistance of En 31 steel. Mater. Manuf. Process. 2008, 23, 369–376. [Google Scholar] [CrossRef]
- Senthilkumar, D.; Rajendran, I. Influence of shallow and deep cryogenic treatment on tribological behavior of En 19 steel. J. Iron Steel Res. Int. 2011, 18, 53–59. [Google Scholar] [CrossRef]
- Huang, J.Y.; Zhu, Y.T.; Liao, X.Z.; Beyerlein, I.J.; Bourke, M.A.; Mitchell, T.E. Microstructure of cryogenic treated M2 tool steel. Mater. Sci. Eng. A 2003, 339, 241–244. [Google Scholar] [CrossRef]
- Harish, S.; Bensely, A.; Lal, D.M.; Rajadurai, A.; Lenkey, G.B. Microstructural study of cryogenically treated En 31 bearing steel. J. Mater. Process. Technol. 2009, 209, 3351–3357. [Google Scholar] [CrossRef]
- Jaswin, M.A.; Lal, D.M.; Rajadurai, A. Effect of cryogenic treatment on the microstructure and wear resistance of X45Cr9Si3 and X53Cr22Mn9Ni4N valve steels. Tribol. Trans. 2011, 54, 341–350. [Google Scholar] [CrossRef]
- Özden, R.C.; Anik, M.U.S.T.A.F.A. Enhancement of the mechanical properties of EN52CrMoV4 spring steel by deep cryogenic treatment. Mater. Und Werkst. 2020, 51, 422–431. [Google Scholar] [CrossRef]
- Razavykia, A.; Delprete, C.; Baldissera, P. Correlation between microstructural alteration, mechanical properties and manufacturability after cryogenic treatment: A review. Materials 2019, 12, 3302. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Das, D.; Dutta, A.K.; Ray, K.K. Optimization of the duration of cryogenic processing to maximize wear resistance of AISI D2 steel. Cryogenics 2009, 49, 176–184. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, M.; Wang, Y.; Jiang, Y.; Song, Y.; Ge, N. Effect of deep cryogenic pretreatment on microstructure and mechanical properties of warm-deformed 7 Mn steel after intercritical annealing. Mater. Sci. Eng. A 2019, 764, 138202. [Google Scholar] [CrossRef]
- Çiçek, A.; Kara, F.; Kıvak, T.; Ekici, E.; Uygur, I. Effects of deep cryogenic treatment on the wear resistance and mechanical properties of AISI H13 hot-work tool steel. J. Mater. Eng. Perform. 2015, 24, 4431–4439. [Google Scholar] [CrossRef]
- Sugavaneswaran, M.; Kulkarni, A. Effect of cryogenic treatment on the wear behavior of additive manufactured 316L stainless steel. Tribol. Ind. 2019, 41, 33. [Google Scholar] [CrossRef]
- Vahdat, S.E.; Nategh, S.; Mirdamadi, S. Effect of microstructure parameters on tensile toughness of tool steel after deep cryogenic treatment. Int. J. Precis. Eng. Manuf. 2014, 15, 497–502. [Google Scholar] [CrossRef]
- Kumar, S.; Nagraj, M.; Bongale, A.; Khedkar, N. Deep cryogenic treatment of AISI M2 tool steel and optimisation of its wear characteristics using Taguchi‘s approach. Arab. J. Sci. Eng. 2018, 43, 4917–4929. [Google Scholar] [CrossRef]
- Kaya, E.; Ulutan, M. Tribological and mechanical properties of deep cryogenically treated medium carbon micro alloy steel. Met. Mater. Int. 2017, 23, 691–698. [Google Scholar] [CrossRef]
- Amini, K.; Safari, M.; Shafyei, A. Investigation of hardness and wear behaviour of the deep cryogenic treated 1.3255 tool steel. J. Balk. Tribol. Assoc. 2016, 22, 294–303. [Google Scholar]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Investigating the effect of the deep cryogenic heat treatment on the corrosion behavior of the 1.2080 tool steel. Kov. Mater. 2016, 54, 331–338. [Google Scholar] [CrossRef] [Green Version]
- Kandeva, M.; Kalitchin, Z.; Stoyanova, Y. Influence of Chromium Concentration on the Abrasive Wear of Ni-Cr-B-Si Coatings Applied by Supersonic Flame Jet (HVOF). Metals 2021, 11, 915. [Google Scholar] [CrossRef]
- Jaswin, M.A.; Lal, D.M. Effect of cryogenic treatment on the tensile behaviour of En 52 and 21-4N valve steels at room and elevated temperatures. Mater. Des. 2011, 32, 2429–2437. [Google Scholar] [CrossRef]
- Sheng, S.; Zhou, H.; Wang, X.; Qiao, Y.; Yuan, H.; Chen, J.; Yang, L.; Wang, D.; Liu, Z.; Zou, J. Friction and Wear Behaviors of Fe-19Cr-15Mn-0.66 N Steel at High Temperature. Coatings 2021, 11, 1285. [Google Scholar] [CrossRef]
- Lai, F.; Qu, S.; Qin, H.; Lewis, R.; Slatter, T.; Li, X.; Luo, H. A comparison of wear behaviour of heat-resistant steel engine valves and TiAl engine valves. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1549–1562. [Google Scholar] [CrossRef]
- Lewis, R.; Dwyer-Joyce, R.S. Wear of diesel engine inlet valves and seat inserts. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2002, 216, 205–216. [Google Scholar] [CrossRef]
- Cavalieri, F.J.; Zenklusen, F.; Cardona, A. Determination of wear in internal combustion engine valves using the finite element method and experimental tests. Mech. Mach. Theory 2016, 104, 81–99. [Google Scholar] [CrossRef]
- Saran Raj, I.; Ganesan, S. Process parameter analysis of deep cryogenic treated EN 52 Silicon chromium valve steel through Taguchi technique. Mater. Manuf. Process. 2022, 1–7. [Google Scholar] [CrossRef]
- Chaudhari, R.; Ingle, A.; Kalita, K. Experimental Investigation of Correlation of Grain Size and Mechanical Properties in 304 Stainless Steel. Mater. Focus 2016, 5, 440–445. [Google Scholar] [CrossRef]
- Chaudhari, R.; Ingle, A.; Kalita, K. Tribological investigation of effect of grain size in 304 austenitic stainless steel. Trans. Indian Inst. Met. 2017, 70, 2399–2405. [Google Scholar] [CrossRef]
- Ghadai, R.K.; Kalita, K.; Mondal, S.C.; Swain, B.P. PECVD process parameter optimization: Towards increased hardness of diamond-like carbon thin films. Mater. Manuf. Process. 2018, 33, 1905–1913. [Google Scholar] [CrossRef]
- Tibadia, R.; Patwardhan, K.; Shah, D.; Shinde, D.; Chaudhari, R.; Kalita, K. Experimental investigation on hole quality in drilling of composite pipes. Trans. Can. Soc. Mech. Eng. 2018, 42, 147–155. [Google Scholar] [CrossRef]
- Ootani, T.; Yahata, N.; Fujiki, A.; Ehira, A. Impact wear characteristics of engine valve and valve seat insert materials at high temperature (impact wear tests of austenitic heat-resistant steel SUH36 against Fe-base sintered alloy using plane specimens). Wear 1995, 188, 175184. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Si | Mn | P | S | Ni |
|---|---|---|---|---|---|---|---|
| EN 52 | 0.45 | 8.6 | 3.3 | 0.6 | 0.04 | 0.03 | 0.4 |
| Samples | Description | Soaking Temperature (°C) |
|---|---|---|
| 1 | Non-treated | -- |
| 2 | DCT1 | −190 |
| 3 | DCT2 | −170 |
| 4 | DCT3 | −140 |
| Sample Number | Soaking Temp. (°C) | Soaking Period (Hours) | Tempering Temp. (°C) | Tensile Strength (MPa) | Hardness (HV) |
|---|---|---|---|---|---|
| Non-DCT | - | - | - | 1063 | 303 |
| DCT 1 | −190 | 24 | 650 | 1168 | 334 |
| DCT 2 | −170 | 1140 | 323 | ||
| DCT 3 | −140 | 1185 | 346 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saranraj, I.; Ganesan, S.; Čepová, L.; Elangovan, M.; Beránek, L. Microstructure, Mechanical and Wear Behaviour of Deep Cryogenically Treated EN 52 Silchrome Valve Steel. Materials 2022, 15, 5484. https://doi.org/10.3390/ma15165484
Saranraj I, Ganesan S, Čepová L, Elangovan M, Beránek L. Microstructure, Mechanical and Wear Behaviour of Deep Cryogenically Treated EN 52 Silchrome Valve Steel. Materials. 2022; 15(16):5484. https://doi.org/10.3390/ma15165484
Chicago/Turabian StyleSaranraj, Iyyanar, Sudalaimuthu Ganesan, Lenka Čepová, Muniyandy Elangovan, and Libor Beránek. 2022. "Microstructure, Mechanical and Wear Behaviour of Deep Cryogenically Treated EN 52 Silchrome Valve Steel" Materials 15, no. 16: 5484. https://doi.org/10.3390/ma15165484