
Improving Polypropylene Matrix Composites Reinforced with Aligned Hemp Fibre Mats Using High Fibre Contents


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
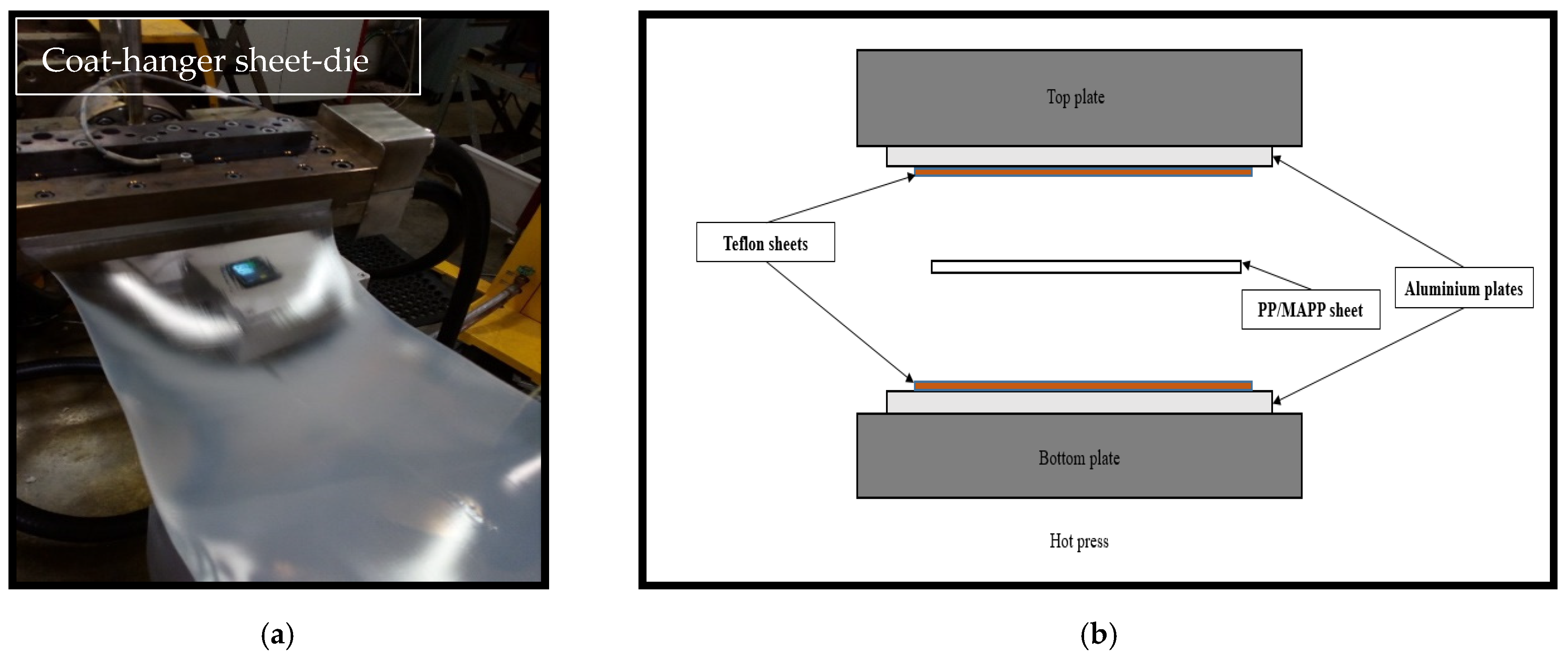
2.2. Production of PP/MAPP Sheets
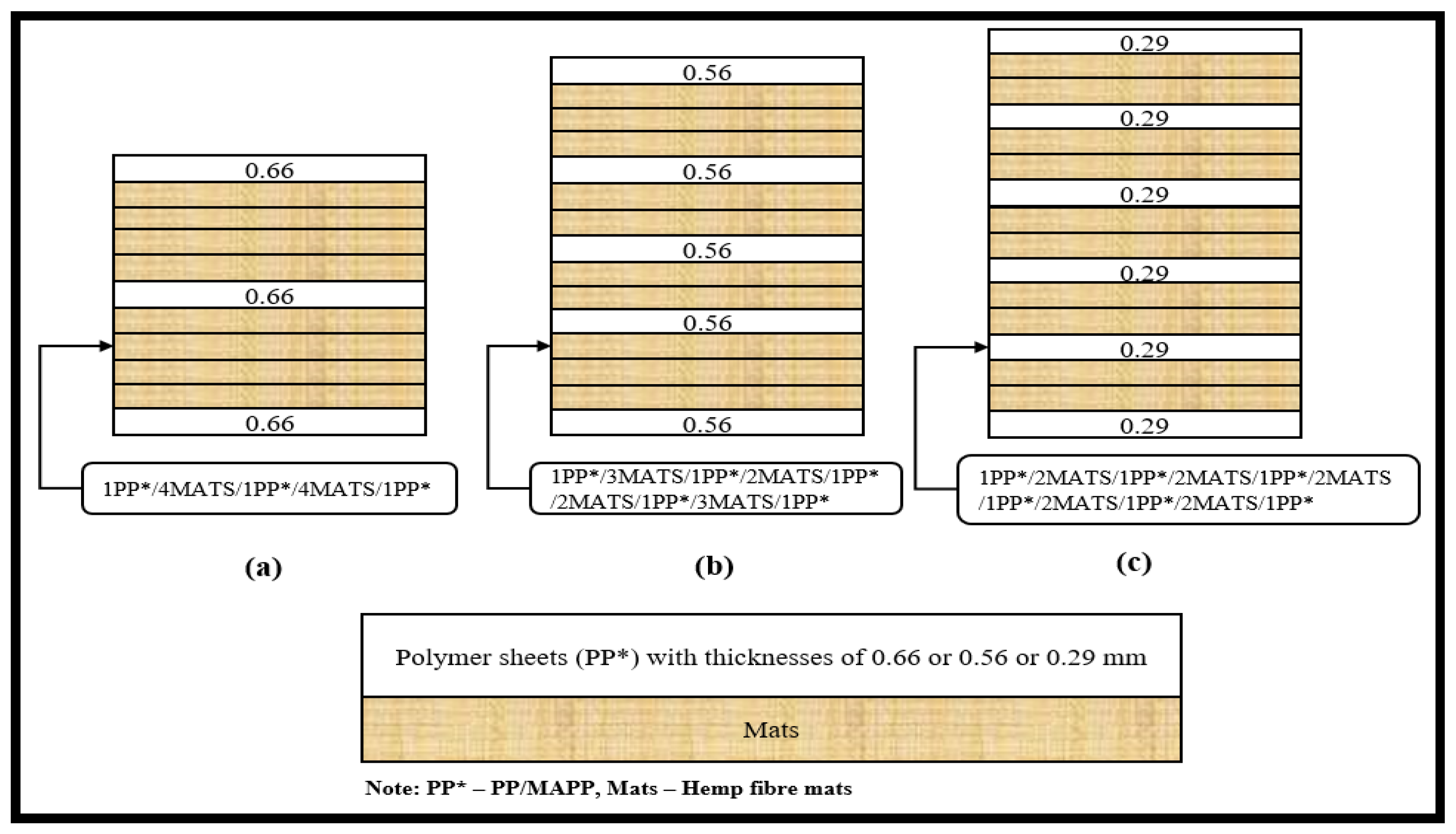
2.3. Fabrication of Composites
2.4. Composite Tensile Testing
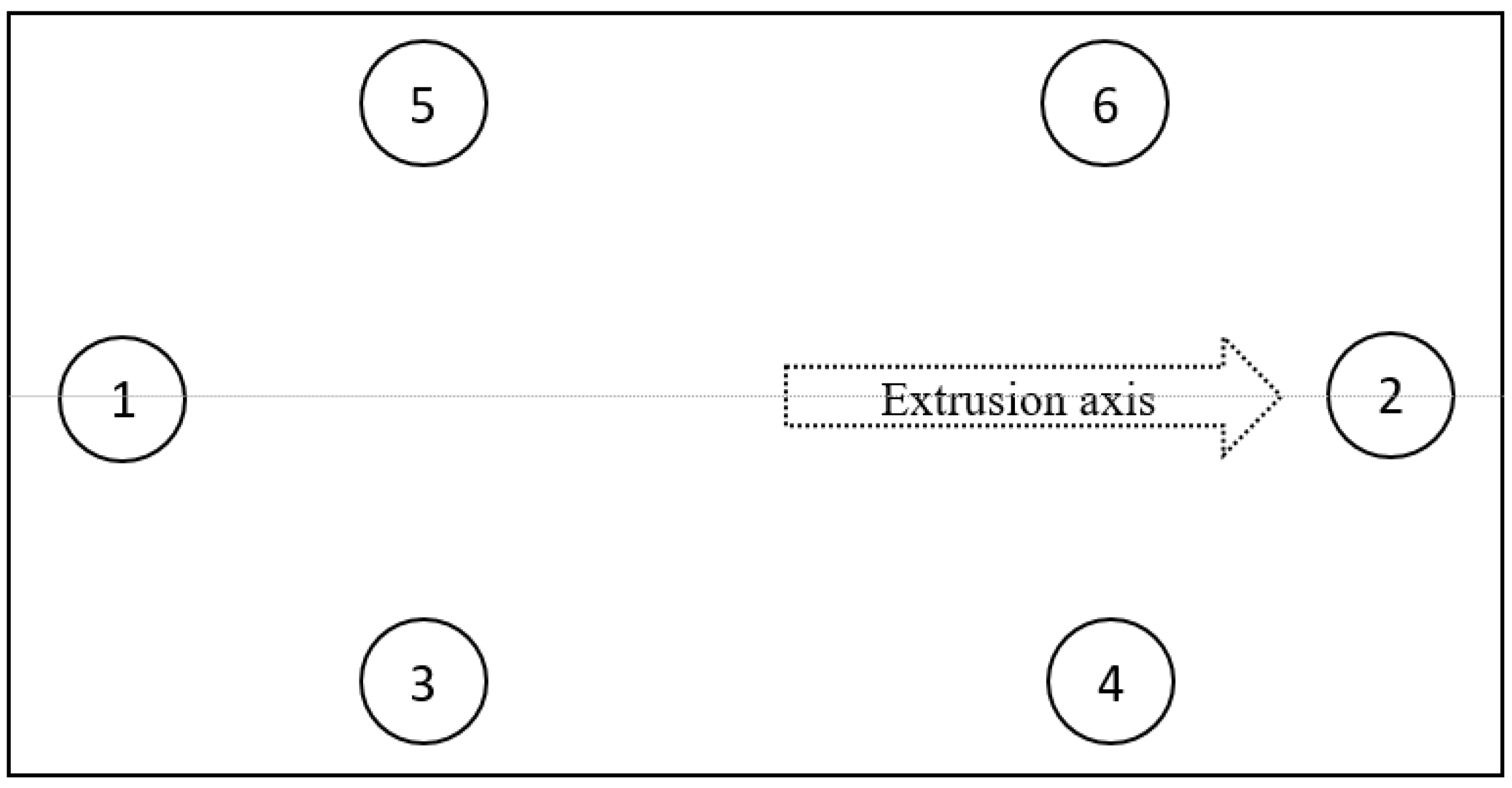
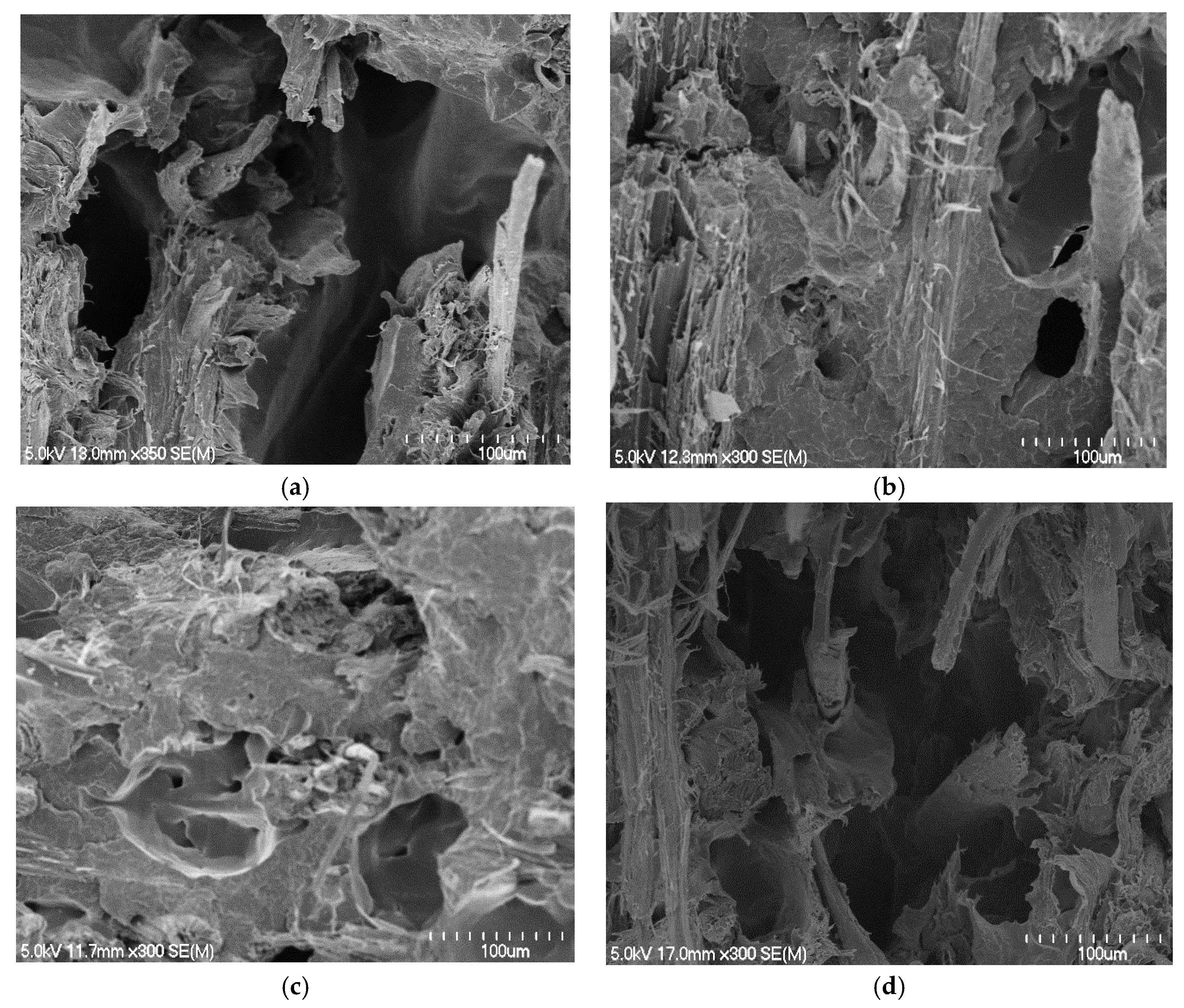
2.5. Assessment of Composite Morphology
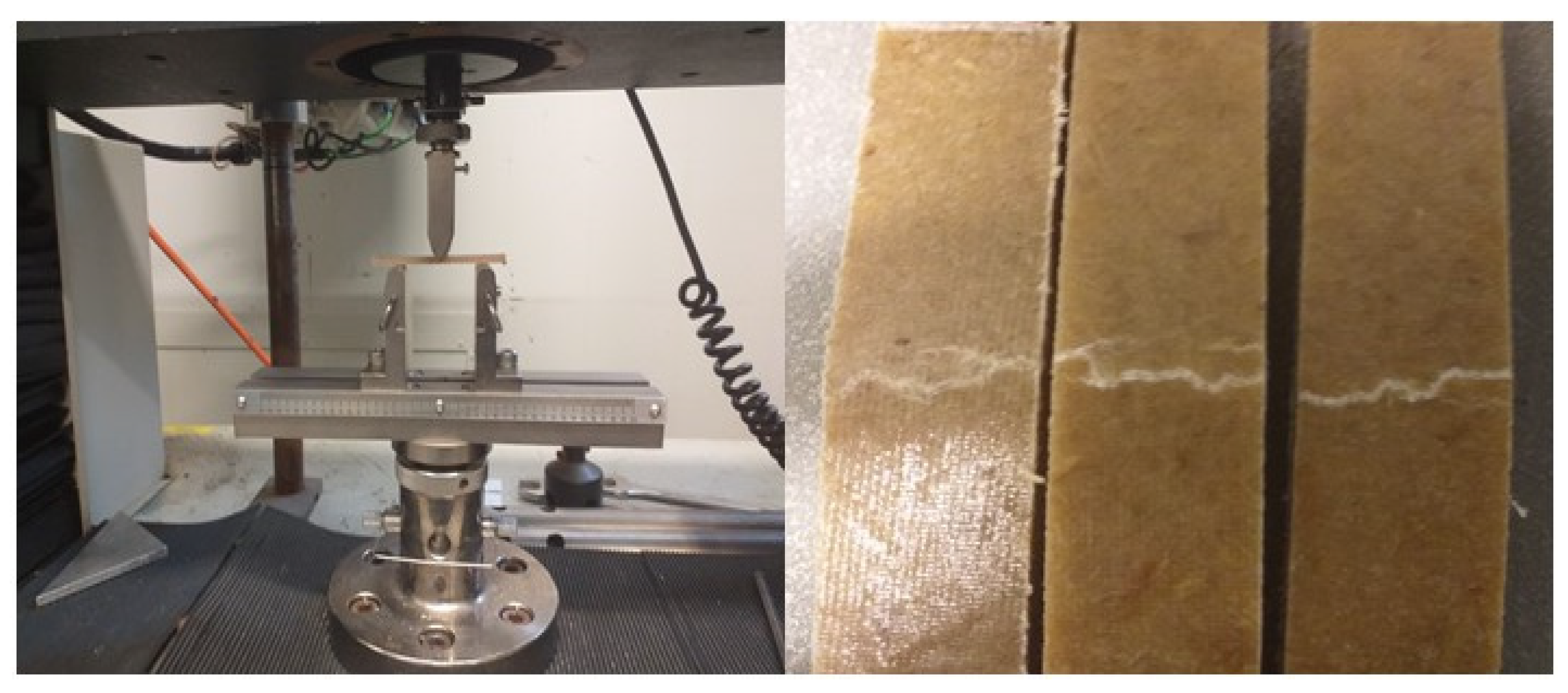
2.6. Composite Flexural Testing
2.7. Composite Impact Testing
3. Results and Discussion
3.1. Production of PP/MAPP Sheets
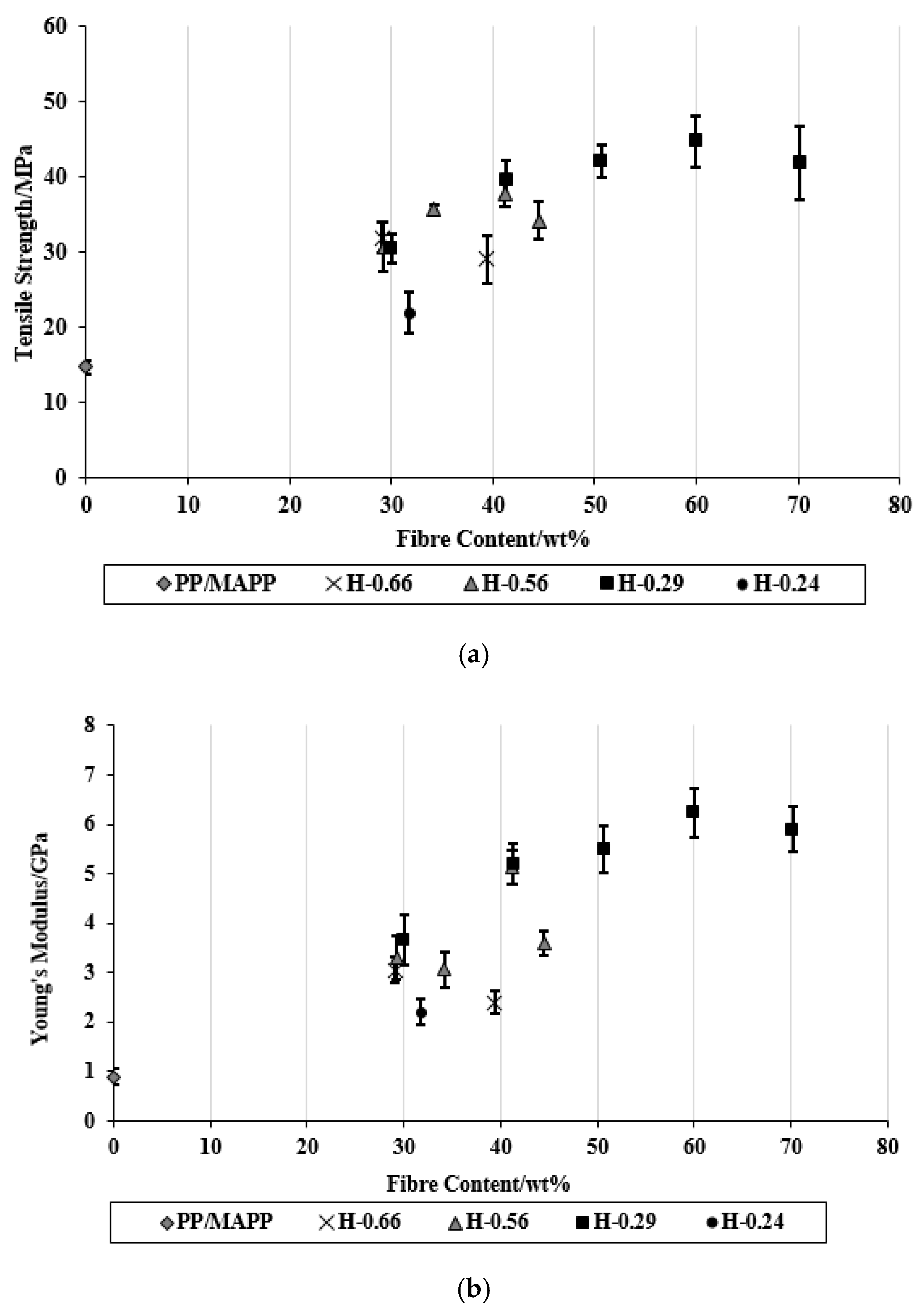
3.2. Tensile Properties of Composites
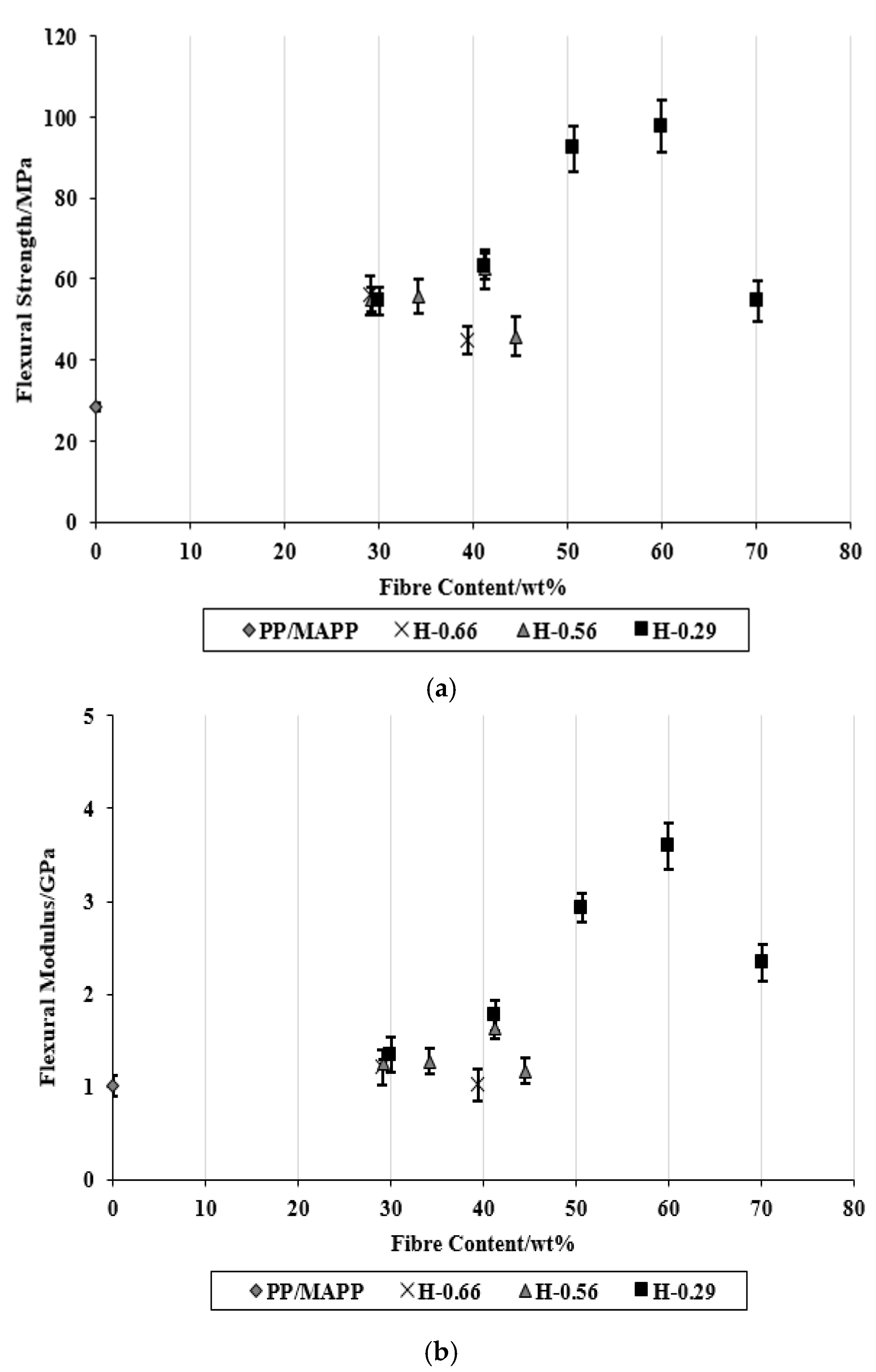
3.3. Flexural Properties of Composites
3.4. Impact Strength of Composites
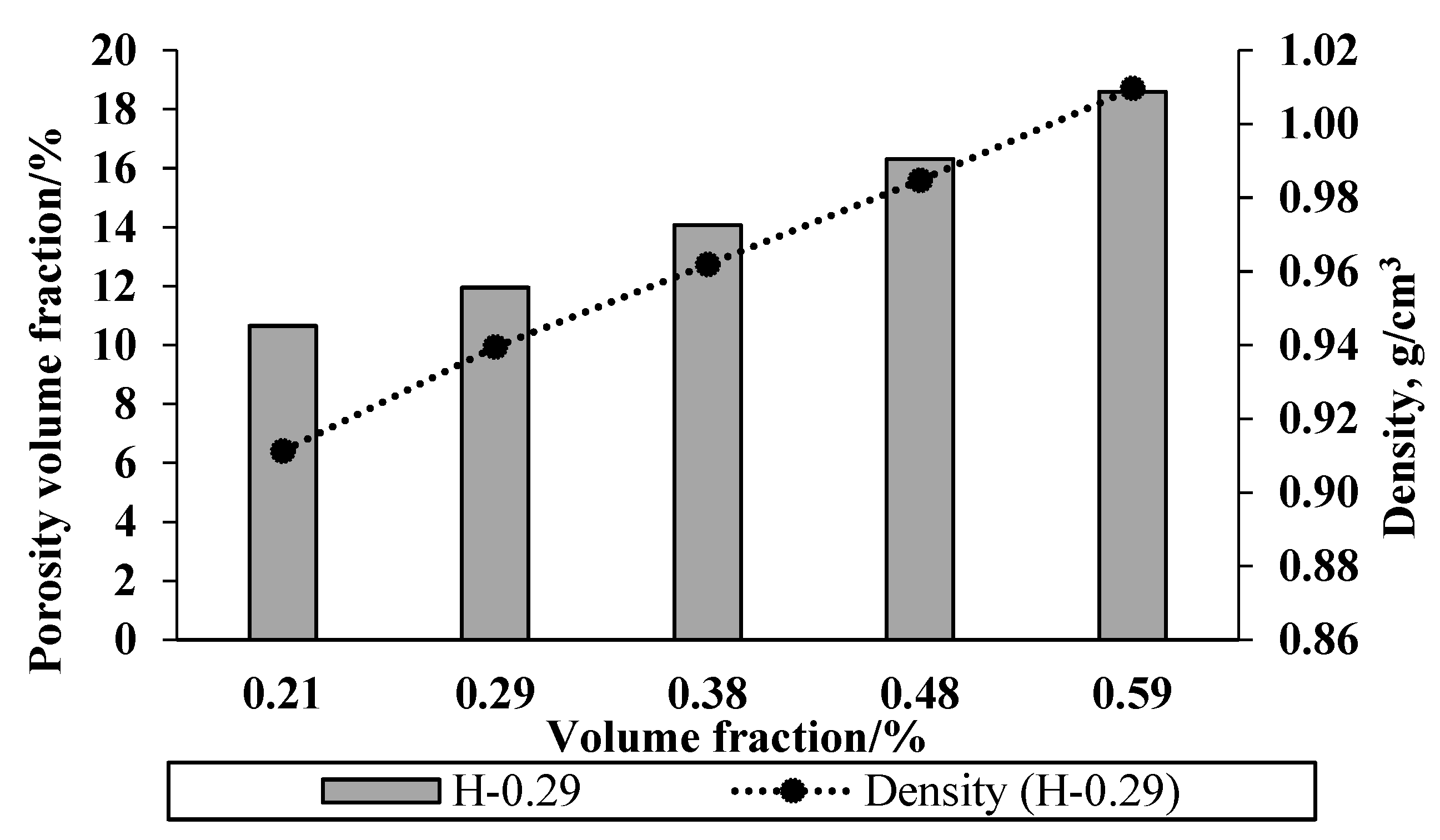
3.5. Density and Porosity of Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Parker, G. Encyclopedia of Materials: Science and Technology; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Gupta, N.; Paramsothy, M. Metal-and polymer-matrix composites: Functional lightweight materials for high-performance structures. JOM 2014, 66, 862–865. [Google Scholar] [CrossRef]
- Pickering, K. Properties and Performance of Natural-Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Yu, H.; Potter, K.; Wisnom, M. Aligned short fibre composites with high performance. In Proceedings of the 19th International Conference on Composites Materials CACSMA, Montreal, QC, Canada, 28 July–2 August 2013. [Google Scholar]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef]
- Norman, D.A.; Robertson, R.E. The effect of fiber orientation on the toughening of short fiber-reinforced polymers. J. Appl. Polym. Sci. 2003, 90, 2740–2751. [Google Scholar] [CrossRef]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural fibre composites and their applications: A review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef]
- Leong, Y.W.; Thitithanasarn, S.; Yamada, K.; Hamada, H. Compression and injection molding techniques for natural fiber composites. In Natural Fibre Composites; Woodhead Publishing: Sawston, UK, 2014; pp. 216–232. [Google Scholar]
- Cristaldi, G.; Latteri, A.; Recca, G.; Cicala, G. Composites based on natural fibre fabrics. Woven Fabr. Eng. 2010, 17, 317–342. [Google Scholar]
- Sunny, T.; Pickering, K.L.; Lim, S.H. Alignment of short fibres: An overview. In Proceedings of the Processing and Fabrication of Advanced Materials-XXV, Auckland, New Zealand, 22–25 January 2017. [Google Scholar]
- Zafeiropoulos, N.E.; Williams, D.R.; Baillie, C.A.; Matthews, F.L. Engineering and characterisation of the interface in flax fibre/polypropylene composite materials. Part I. Development and investigation of surface treatments. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1083–1093. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Kalaprasad, G.; Francis, B.; Thomas, S.; Kumar, C.R.; Pavithran, C.; Groeninckx, G.; Thomas, S. Effect of fibre length and chemical modifications on the tensile properties of intimately mixed short sisal/glass hybrid fibre reinforced low density polyethylene composites. Polym. Int. 2004, 53, 1624–1638. [Google Scholar] [CrossRef]
- Madueke, C.I.; Mbah, O.M.; Umunakwe, R. A review on the limitations of natural fibres and natural fibre composites with emphasis on tensile strength using coir as a case study. Polym. Bull. 2022, 1–18. [Google Scholar] [CrossRef] [PubMed]
- Antony, S.; Cherouat, A.; Montay, G. Effect of fibre content on the mechanical properties of hemp fibre woven fabrics/polypropylene composite laminates. Polym. Polym. Compos. 2021, 29 (Suppl. 9), S790–S802. [Google Scholar] [CrossRef]
- Ghazali, M.; Efendy, A. Bio-Composites Materials from Engineered Natural Fibres for Structural Applications. Ph.D. Thesis, University of Waikato, Hamilton, New Zealand, 2016. [Google Scholar]
- Pickering, K.L.; Sunny, T. Effect of stearic acid treatment on the properties of aligned short hemp fibre mats and their potential use as reinforcement in polypropylene matrix composites. Cellulose 2021, 28, 5611–5624. [Google Scholar] [CrossRef]
- Sunny, T.; Pickering, K.L.; Lim, S.H. Alkali treatment of hemp fibres for the production of aligned hemp fibre mats for composite reinforcement. Cellulose 2020, 27, 2569–2582. [Google Scholar] [CrossRef]
- Sunny, T.; Pickering, K.L.; McDonald-Wharry, J. Improving the Alignment of Dynamic Sheet-Formed Mats by Changing Nozzle Geometry and Their Reinforcement of Polypropylene Matrix Composites. J. Compos. Sci. 2021, 5, 226. [Google Scholar] [CrossRef]
- Beckermann, G. Performance of Hemp-Fibre Reinforced Polypropylene Composite Materials. Ph.D. Thesis, University of Waikato, Hamilton, New Zealand, 2007. [Google Scholar]
- ASTM D 638-03; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM D 790-3; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. International: West Conshohocken, PA, USA, 2017.
- EN ISO 179-1; Plastics—Determination of Charpy Impact Properties. ISO: Geneva, Switzerland, 2010.
- Kostic, M.M.; Reifschneider, L.G. Design of extrusion dies. Encycl. Chem. Process. 2006, 10, 633–649. [Google Scholar]
- Pickering, K.; Efendy, M.A.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2015, 83, 98–112. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef]
- Beg, M.D.H. The Improvement of Interfacial Bonding, Weathering and Recycling of Wood Fibre Reinforced Polypropylene Composites. Ph.D. Thesis, University of Waikato, Hamilton, New Zealand, 2007. [Google Scholar]
- Le, T.M. Harakeke Fibre as Reinforcement in Epoxy Matrix Composites and its Hybridisation with Hemp Fibre. Ph.D. Thesis, University of Waikato, Hamilton, New Zealand, 2016. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples * | Targeted Fibre wt% | PP* Sheets No. | Fibre Mats No. | Actual Fibre wt% | Stacking Arrangement from Bottom to the Top of the Mould |
|---|---|---|---|---|---|
| H30–0.66 | 3 | 6 | 29.1 | 1PP*/3MATS/1PP*/3MATS/1PP* | |
| H30–0.56 | 3 | 6 | 29.5 | 1PP*/3MATS/1PP*/3MATS/1PP* | |
| H30–0.29 | 30 | 4 | 6 | 30.0 | 1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP* |
| H30–0.24 | 4 | 6 | 31.8 | 1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP* | |
| H35–0.56 | 35 | 5 | 8 | 34.2 | 1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP* |
| H40–0.66 | 3 | 8 | 39.4 | 1PP*/4MATS/1PP*/4MATS/1PP* | |
| H40–0.56 | 40 | 5 | 10 | 41.2 | 1PP*/3MATS/1PP*/2MATS/1PP*/2MATS/1PP*/3MATS/1PP* |
| H40–0.29 | 6 | 10 | 41.3 | 1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP* | |
| H45–0.56 | 45 | 5 | 12 | 44.5 | 1PP*/3MATS/1PP*/3MATS/1PP*/3MATS/1PP*/3MATS/1PP* |
| H50–0.29 | 50 | 8 | 14 | 50.1 | 1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP* |
| H60–0.29 | 60 | 10 | 18 | 59.9 | 1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP* |
| H70–0.29 | 70 | 12 | 22 | 70.2 | 1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP*/2MATS/1PP* |
| Sheet Production Processes | Hot Press Temperature/°C | Overall Average Sheet Thickness/mm |
|---|---|---|
| Extrusion using die spacer of 1.00 mm | - | 0.66 (0.05) |
| Extrusion using die spacer of 0.50 mm | - | 0.56 (0.06) |
| Extrusion using die spacer of 0.50 mm + Pressing between the plates in a hot press | (a) 130 °C (b) 140 °C (c) 150 °C (d) 160 °C | (a) 0.49 (0.03) (b) 0.29 (0.04) (c) 0.24 (0.02) (d) 0.13 (0.06) |
| Samples * | Average Thickness of a Fibre Mat/mm | Total Thickness of Fibre Mats in Composites/mm | Total Polymer Sheet Thicknesses at Edges in Composites/mm | Total Polymer Sheet Thicknesses at Middle in Composites | Ratio of Thicknesses of Polymer Sheets to Fibre Mats at Edges in Composites | Ratio of Thicknesses of Polymer Sheets to Fibre Mats at Middle in Composites |
|---|---|---|---|---|---|---|
| H30–0.66 | 0.80 | 4.8 | 1.83 | 2.40 | 0.381 | 0.500 |
| H30–0.56 | 4.8 | 1.56 | 1.89 | 0.325 | 0.394 | |
| H30–0.29 | 4.8 | 1.08 | 1.32 | 0.225 | 0.275 | |
| H30–0.24 | 4.8 | 0.84 | 1.08 | 0.175 | 0.225 | |
| H35–0.56 | 6.4 | 2.60 | 3.15 | 0.406 | 0.492 | |
| H40–0.66 | 6.4 | 1.83 | 2.40 | 0.286 | 0.375 | |
| H40–0.56 | 8.0 | 2.60 | 3.15 | 0.325 | 0.394 | |
| H40–0.29 | 8.0 | 1.62 | 1.98 | 0.203 | 0.248 | |
| H45–0.56 | 9.6 | 2.60 | 3.15 | 0.271 | 0.328 | |
| H50–0.29 | 11.2 | 2.16 | 2.64 | 0.193 | 0.236 | |
| H60–0.29 | 14.4 | 2.70 | 3.30 | 0.188 | 0.229 | |
| H70–0.29 | 17.6 | 3.24 | 3.96 | 0.184 | 0.225 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sunny, T.; Pickering, K.L. Improving Polypropylene Matrix Composites Reinforced with Aligned Hemp Fibre Mats Using High Fibre Contents. Materials 2022, 15, 5587. https://doi.org/10.3390/ma15165587
Sunny T, Pickering KL. Improving Polypropylene Matrix Composites Reinforced with Aligned Hemp Fibre Mats Using High Fibre Contents. Materials. 2022; 15(16):5587. https://doi.org/10.3390/ma15165587
Chicago/Turabian StyleSunny, Tom, and Kim L. Pickering. 2022. "Improving Polypropylene Matrix Composites Reinforced with Aligned Hemp Fibre Mats Using High Fibre Contents" Materials 15, no. 16: 5587. https://doi.org/10.3390/ma15165587