
Effect of Twisted and Coiled Polymer Actuator (TCPA) on Crack Dispersion Properties of HPFRCC



Abstract
:1. Introduction
2. Experimental Overview
2.1. Materials
2.2. Mix Proportion
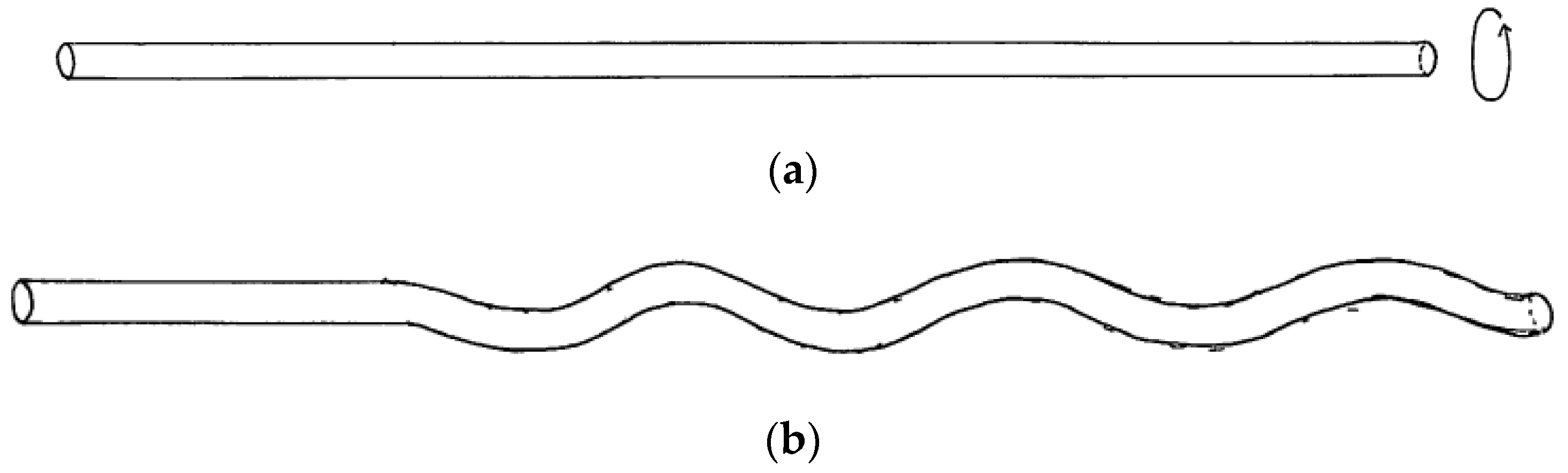
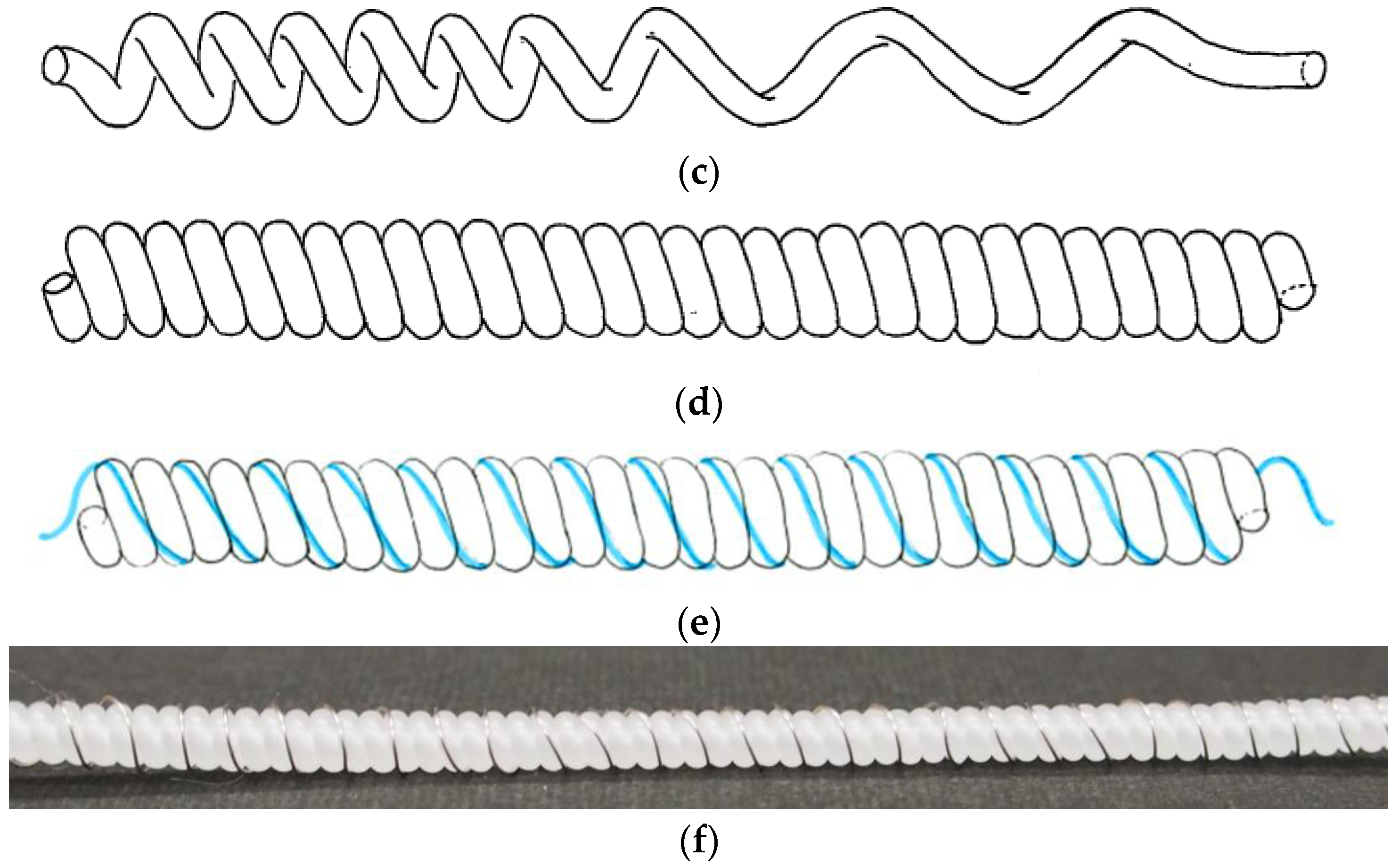
2.3. TCPA Producing Method
2.4. TCPA Performance Evaluation Test
2.5. Uniaxial Tension Test
2.6. Definition of Ultimate Strain
3. Experimental Results and Discussion
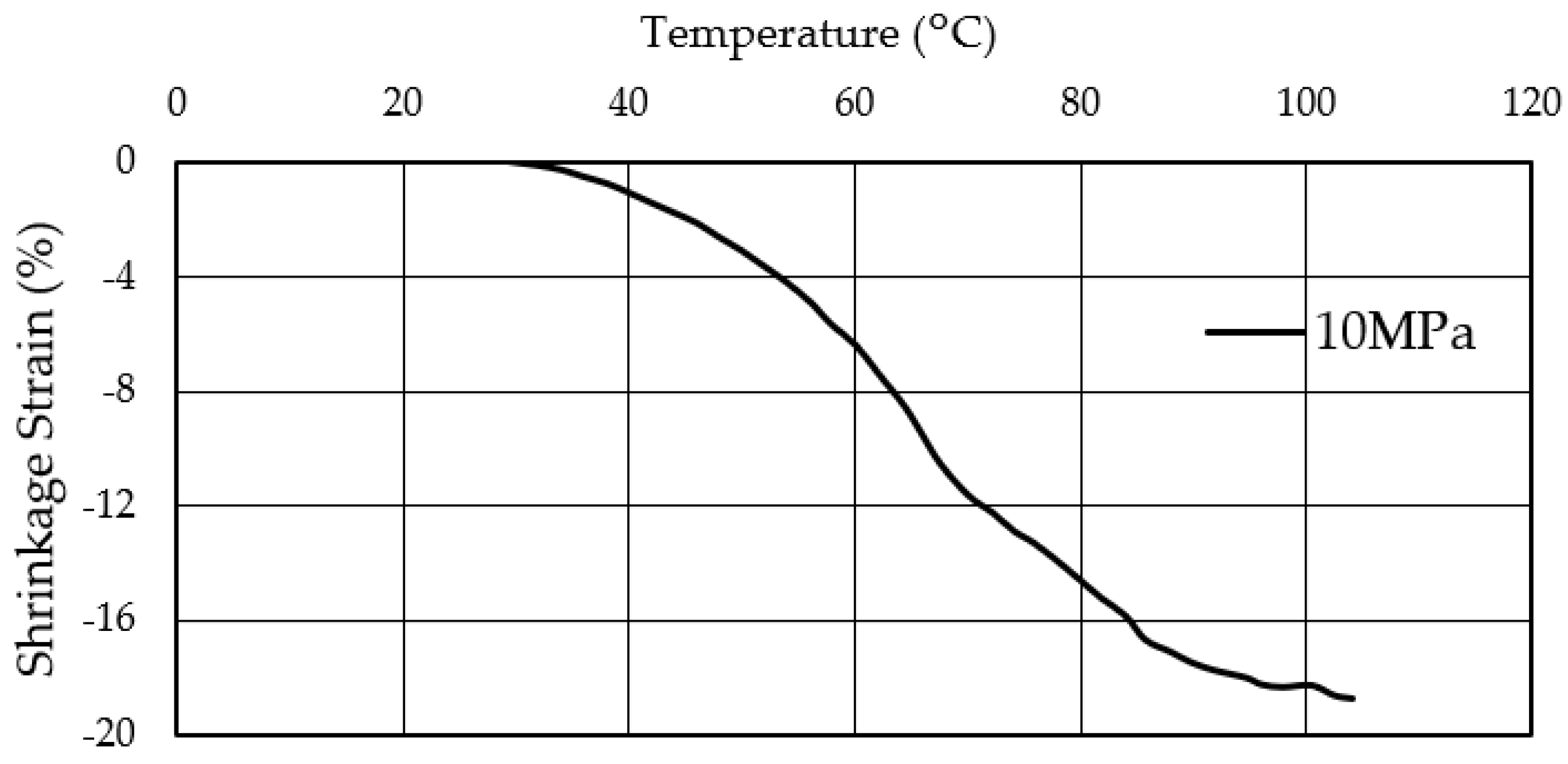
3.1. Temperature and Shrinkage Strain Relationship of TCPA
3.2. Influence of TCPA on the Toughness of HPFRCC, Test A
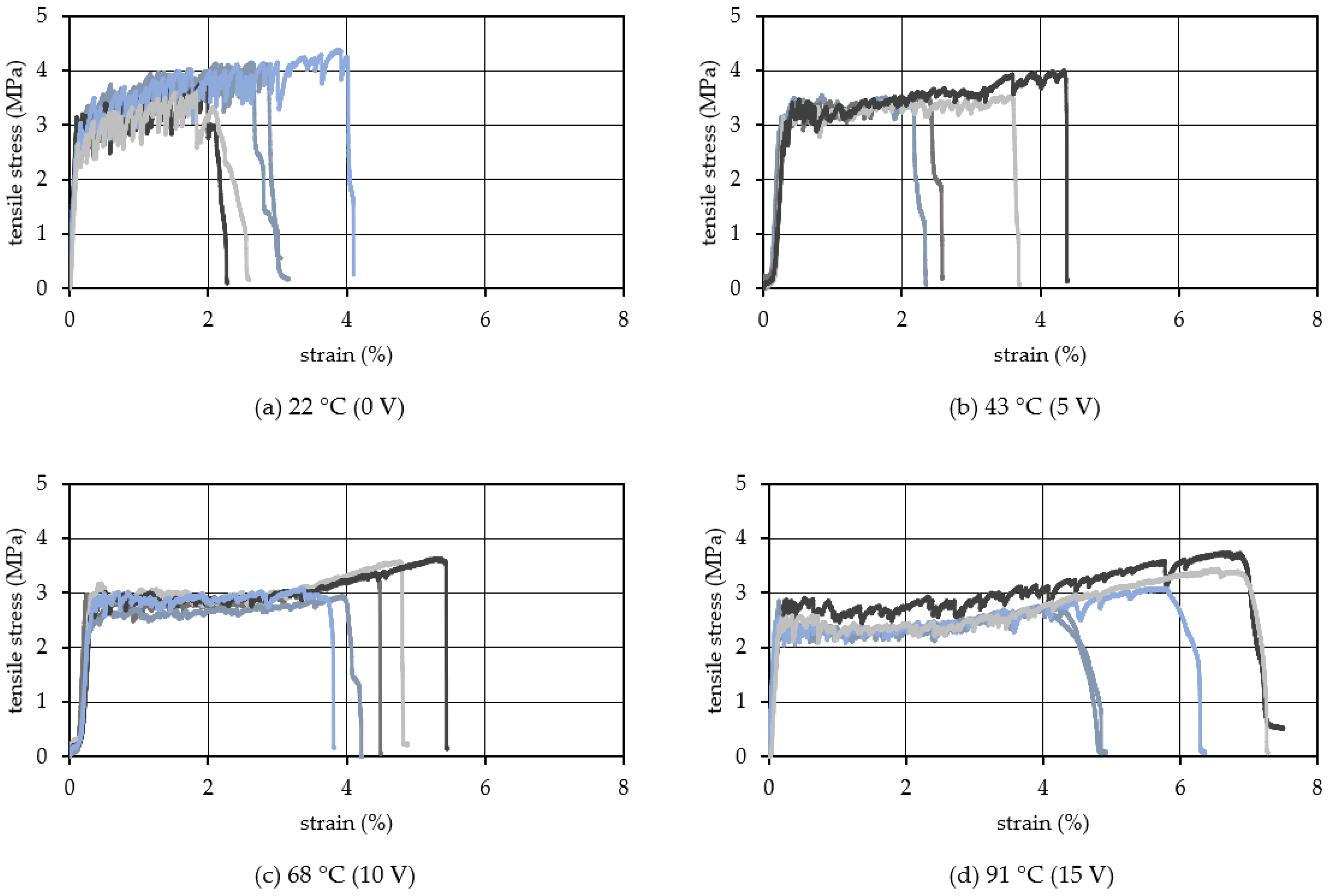
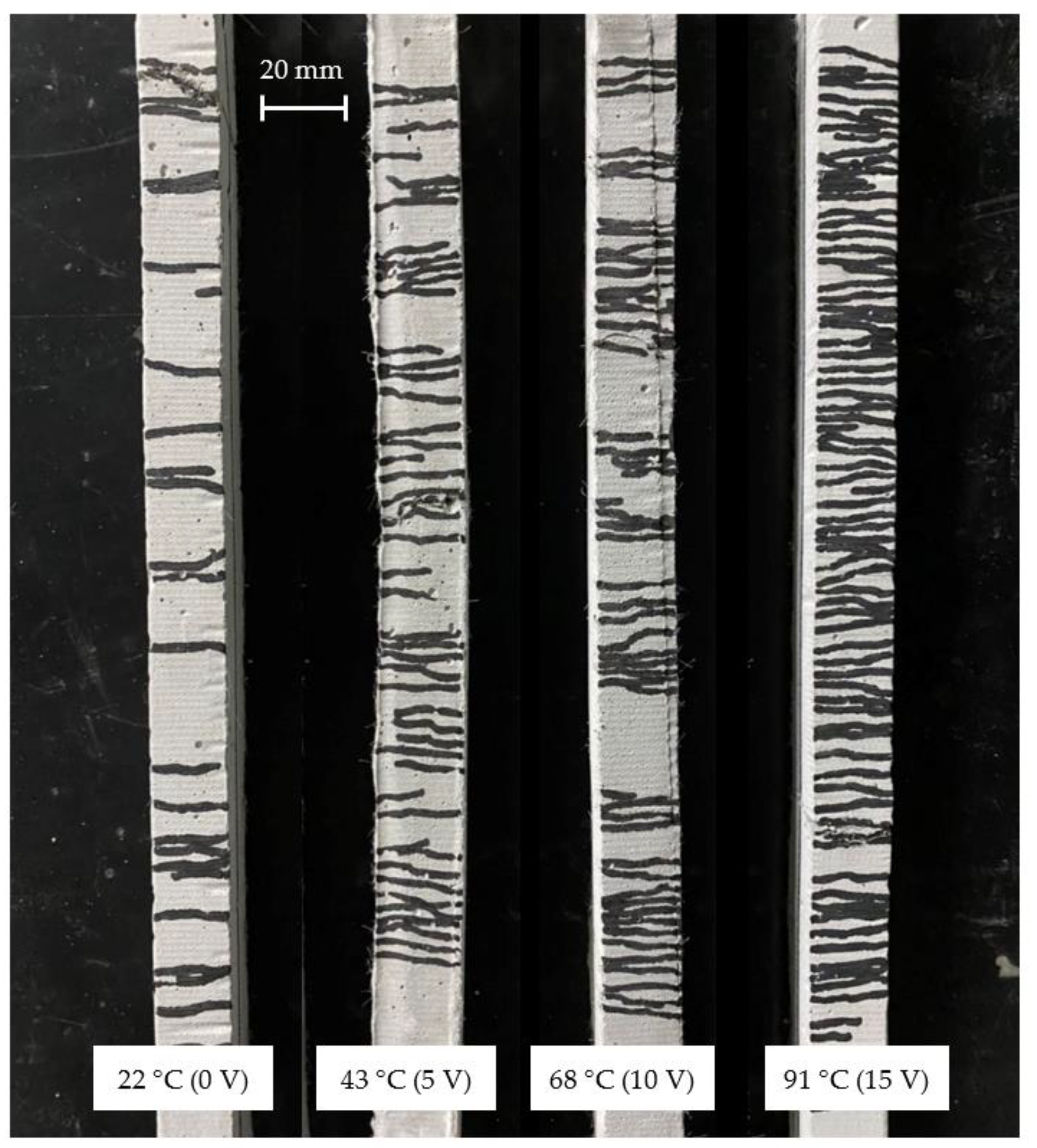
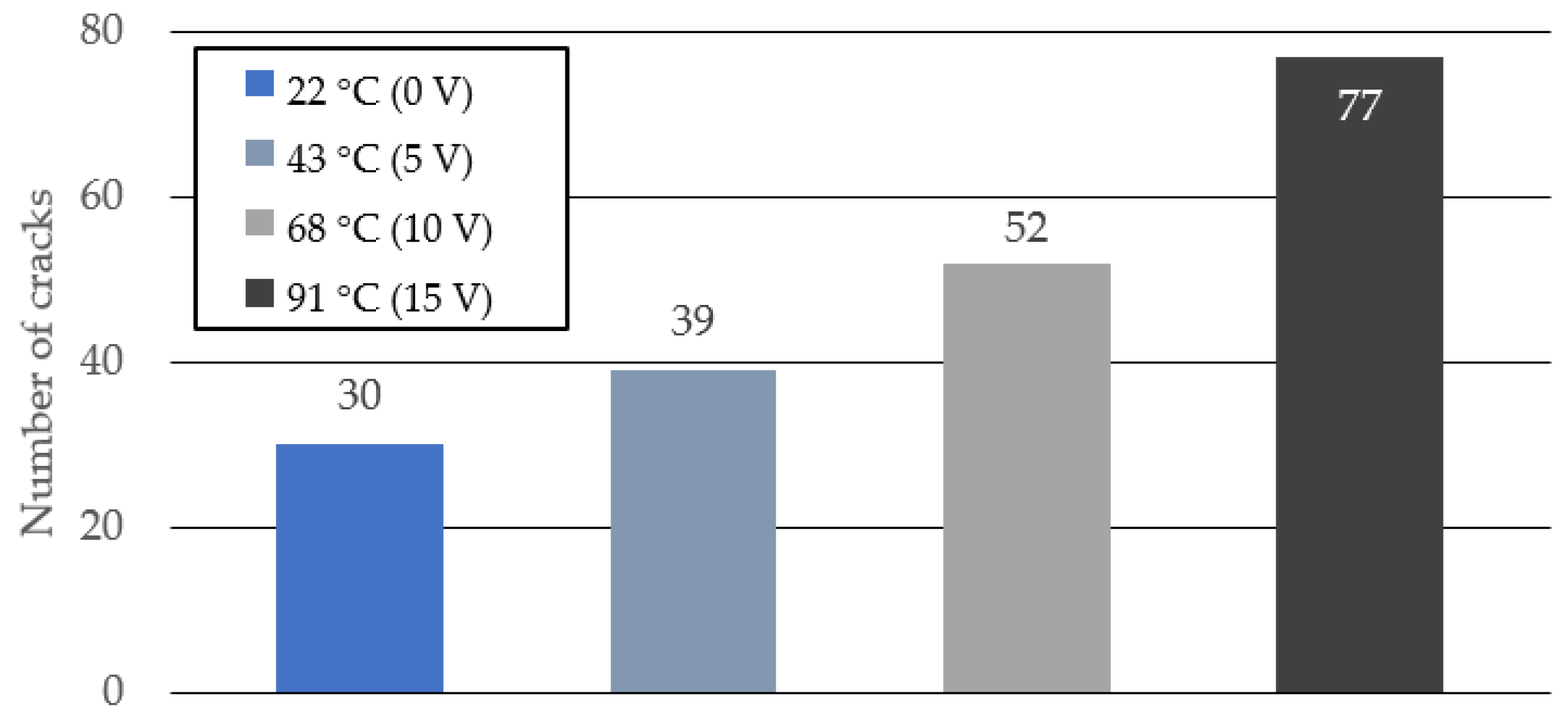
3.3. Influence of Heating Temperature of TCPA on Crack Distribution of HPFRCC, Test B
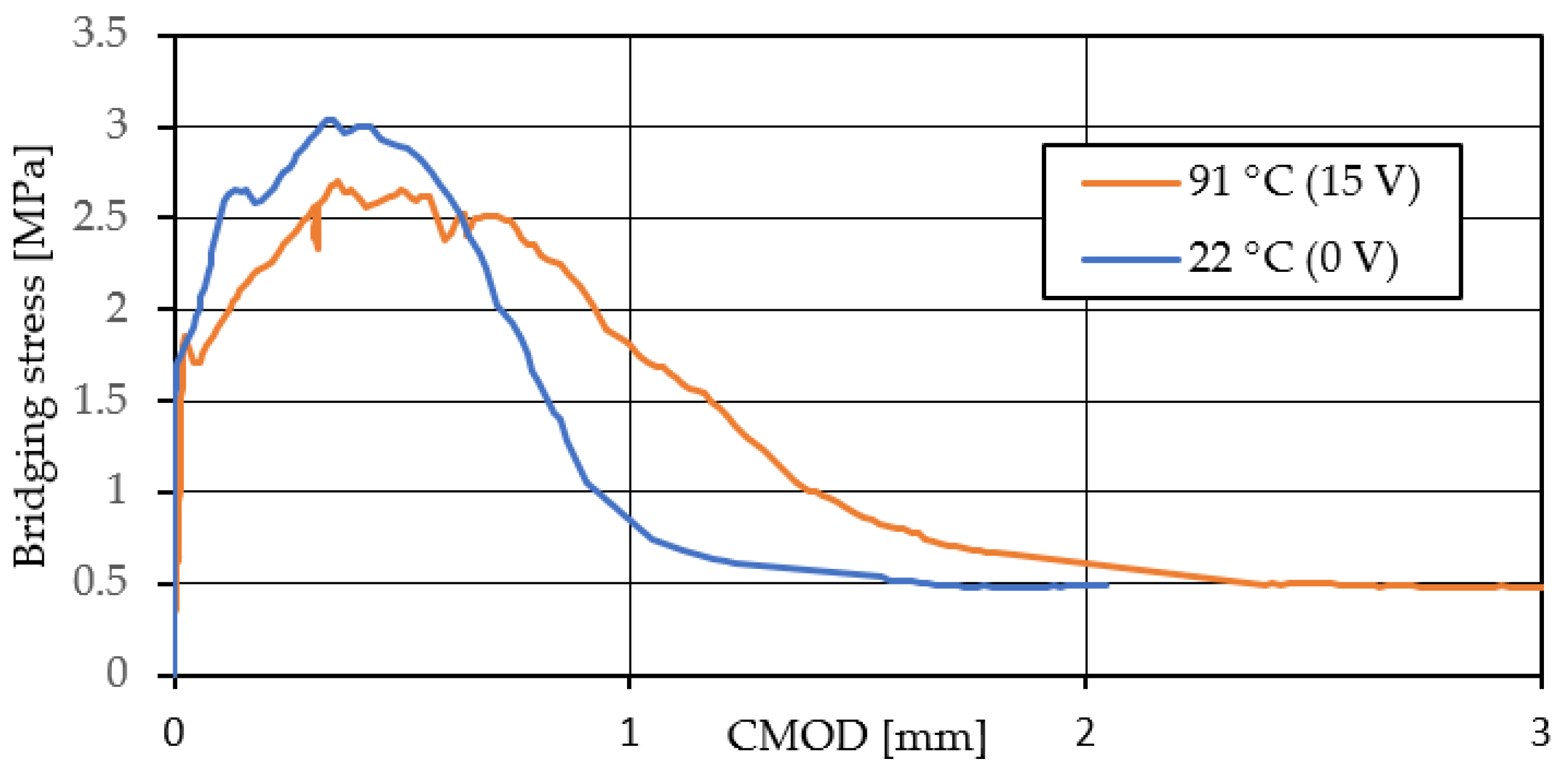
3.4. Effect of Shrinkage Behavior of TCPA on One Cracked Surface, Tast C
4. Conclusions
- TCPA was fabricated from nylon fiber and its performance was evaluated. A clear correlation was observed between the shrinkage strain of TCPA and the surface temperature. Within the range of about 100 °C or lower, which is acceptable for cementitious materials, a larger surface temperature of TCPA resulted in a larger shrinkage strain;
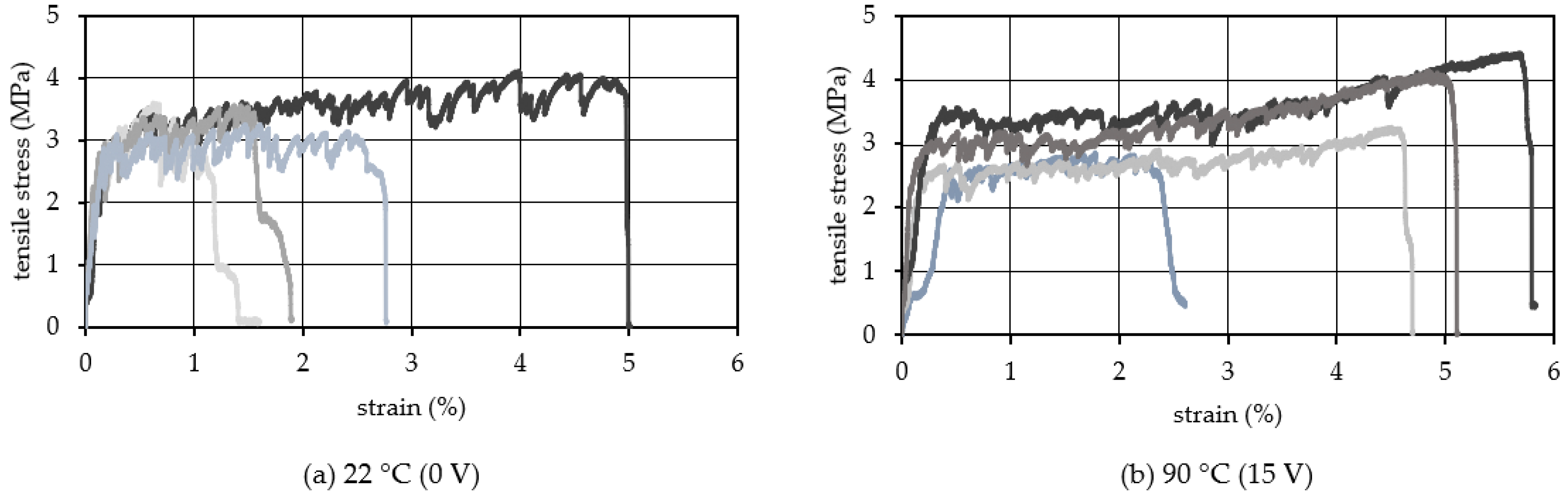
- Specimens with TCPA applied to HPFRCC showing multiple cracks and strain hardening behavior were prepared and uniaxial tensile tests were conducted. As a result, it was clarified that the shrinkage strain generated in TCPA was effective in improving the toughness of HPFRCC;
- By increasing the surface temperature of the embedded TCPA and increasing the shrinkage strain, the toughness of the HPFRCC was improved;
- Prestressing in the compressive direction due to the shrinkage strain of TCPA can suppress the crack localization and crack width expansion. This was accompanied by a significant increase in the number of cracks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ramezani, M.; Kim, Y.H.; Sun, Z.; Sherif, M.M. Influence of carbon nanotubes on properties of cement mortars subjected to alkali-silica reaction. Cem. Concr. Compos. 2022, 131, 104596. [Google Scholar] [CrossRef]
- Ramezani, M.; Dehghani, A.; Sherif, M.M. Carbon nanotube reinforced cementitious composites: A comprehensive review. Constr. Build. Mater. 2022, 315, 125100. [Google Scholar] [CrossRef]
- Naaman, A.E. Half a century of progress leading to ultra-high performance fiber reinforced concrete: Part 1—Overall review. In Proceedings of the 2nd International RILEM Conference on Strain Hardening Cementitious Composites (SHCC2-Rio), Rio de Janeiro, Brazil, 12–14 December 2011; pp. 17–26. [Google Scholar]
- Li, V.C. On Engineered Cementitious Composites (ECC)A Review of the Material and Its Applications. J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef]
- Brandt, A.M. Fibre reinforced cement-based (FRC) composites after over 40 years of development in building and civil engineering. Compos. Struct. 2008, 86, 3–9. [Google Scholar] [CrossRef]
- Schlangen, E.; Sangadji, S. Addressing Infrastructure Durability and Sustainability by Self Healing Mechanisms—Recent Advances in Self Healing Concrete and Asphalt. Procedia Eng. 2013, 54, 39–57. [Google Scholar] [CrossRef]
- Jin, Q.; Li, V.C. Structural and durability assessment of ECC/concrete dual-layer system for tall wind turbine towers. Eng. Struct. 2019, 196, 109338. [Google Scholar] [CrossRef]
- Kabele, P. New Developments in Analytical Modeling of Mechanical Behavior of ECC. J. Adv. Concr. Technol. 2003, 1, 253–264. [Google Scholar] [CrossRef]
- Haines, C.S.; Lima, M.D.; Li, N.; Spinks, G.M.; Foroughi, J.; Madden, J.D.W.; Kim, S.H.; Fang, S.; Jung de Andrade, M.; Göktepe, F.; et al. Artificial Muscles from Fishing Line and Sewing Thread. Science 2014, 343, 868–872. [Google Scholar] [CrossRef]
- Haines, C.S.; Li, N.; Spinks, G.M.; Aliev, A.E.; Di, J.; Baughman, R.H. New twist on artificial muscles. Proc. Natl. Acad. Sci. USA 2016, 113, 11709–11716. [Google Scholar] [CrossRef]
- Semochkin, A.N. A device for producing artificial muscles from nylon fishing line with a heater wire. In Proceedings of the 2016 IEEE International Symposium on Assembly and Manufacturing (ISAM), Fort Worth, TX, USA, 21–22 August 2016; pp. 26–30. [Google Scholar] [CrossRef]
- Chou, C.E.; Liu, Y.L.; Zhang, Y.; Hsueh, C.H.; Yang, F.; Lee, S. Thermomechanical deformation of polyethylene-terephthalate artificial muscles. Polymers 2020, 210, 123013. [Google Scholar] [CrossRef]
- Masuya, K.; Ono, S.; Takagi, K.; Tahara, K. Feedforward control of twisted and coiled polymer actuator based on a macroscopic nonlinear model focusing on energy. IEEE Robot. Autom. Lett. 2018, 3, 1824–1831. [Google Scholar] [CrossRef]
- Zhang, P.; Li, G. Fishing Line Artificial Muscles: New Horizons Toward the Development in Self-Healing Polymer Composites. Ref. Modul. Mater. Sci. Mater. Eng. 2022, 50, 163–179. [Google Scholar] [CrossRef]
- Aziz, S.; Villacorta, B.; Naficy, S.; Salahuddin, B.; Gao, S.; Baigh, T.A.; Sangian, D.; Zhu, Z. A microwave powered polymeric artificial muscle. Appl. Mater. Today 2021, 23, 101021. [Google Scholar] [CrossRef]
- Yip, M.C.; Niemeyer, G. High-performance robotic muscles from conductive nylon sewing thread. In Proceedings of the 2015 IEEE International Conference on Robotics and Automation (ICRA), Seattle, WA, USA, 26–30 May 2015; pp. 2313–2318. [Google Scholar] [CrossRef]
- Arakawa, T.; Takagi, K.; Tahara, K.; Asaka, K. Position control of fishing line artificial muscles (coiled polymer actuators) from nylon thread. Electroactive Polymer Actuators and devices (EAPAD) . In Proceedings of the SPIE–The International Society for Optical engineering, Las Vegas, NV, USA, 21–24 March 2016; pp. 545–556. [Google Scholar] [CrossRef]
- Takagi, K.; Arakawa, T.; Takeda, J.; Masuya, K.; Tahara, K.; Asaka, K. Position control of twisted and coiled polymer actuator using a controlled fan for cooling. Electroactive Polymer Actuators and devices(EAPAD). In Proceedings of the SPIE–The International Society for Optical Engineering, Portland, OR, USA, 26–29 March 2017; pp. 566–573. [Google Scholar] [CrossRef]
- Zhang, J.; Iyer, K.; Simeonov, A.; Yip, M.C. Modeling and Inverse Compensation of Hysteresis in Supercoiled Polymer Artificial Muscles. IEEE Robot. Autom. Lett. 2017, 2, 773–780. [Google Scholar] [CrossRef]
- Xiang, C.; Yang, H.; Sun, Z.; Xue, B.; Hao, L.; Rahoman, M.D.A.; Davis, S. The design, hysteresis modeling and control of a novel SMA-fishing-line actuator. Smart Mater. Struct. 2017, 26, 037004. [Google Scholar] [CrossRef]
- Masuya, K.; Ono, S.; Takagi, K.; Tahara, K. Modeling framework for macroscopic dynamics of twisted and coiled polymer actuator driven by Joule heating focusing on energy and convective heat transfer. Sens. Actuators A Phys. 2017, 267, 443–454. [Google Scholar] [CrossRef]
- Fan, J.; Li, G. Two-Way Shape Memory Polymer Based Artificial Muscles. Ref. Modul. Mater. Sci. Mater. Eng. 2022, 2, 451–459. [Google Scholar] [CrossRef]
- Xu, H.; Han, C.; Liu, X.; Li, Z.; Liu, J.; Sun, Z. A highly flexible and stretchable ionic artificial muscle. Sens. Actuators A Phys. 2021, 332, 113190. [Google Scholar] [CrossRef]
- Sarikaya, S.; Gardea, F.; Auletta, J.T.; Kavosi, J.; Langrock, A.; Mackie, D.M.; Naraghi, M. Athermal artificial muscles with drastically improved work capacity from pH-Responsive coiled polymer fibers. Sens. Actuators B Chem. 2021, 335, 129703. [Google Scholar] [CrossRef]
- Hiraoka, M.; Nakamura, K.; Arase, H.; Asai, K.; Kaneko, Y.; John, S.W.; Tagashira, K.; Omote, A. Power-efficient low-temperature woven coiled fibre actuator for wearable applications. Sci. Rep. 2016, 6, 36358. [Google Scholar] [CrossRef]
- Tanizaki, H.; Takagi, K.; Oiwa, C.; Masuya, K.; Tahara, K.; Irisawa, T.; Shioya, M.; Asaka, K. Experimental investigation of temperature-dependent hysteresis of fishing-line artificial muscle (twisted and coiled polymer fiber) actuator. Electroactive Polymer Actuators and devices(EAPAD). In Proceedings of the SPIE–The International Society for Optical Engineering, Denver, CO, USA, 4–7 March 2019; pp. 68–74. [Google Scholar] [CrossRef]
- Xiao, W.; Du, X.; Chen, W.; Yang, G.; Hu, D.; Han, X. Cooperative collapse of helical structure enables the actuation of twisting pneumatic artificial muscle. Int. J. Mech. Sci. 2021, 201, 106483. [Google Scholar] [CrossRef]
- Xu, Y.; Fang, Q.; Li, H. Kinematic and quasi-static analysis model of a novel variable stiffness pneumatic artificial muscle. Sens. Actuators A Phys. 2021, 329, 112815. [Google Scholar] [CrossRef]
- Masuya, K.; Ono, S.; Takagi, K.; Tahara, K. Nonlinear dynamics of twisted and coiled polymer actuator made of conductive nylon based on the energy balance. In Proceedings of the 2017 IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Munich, Germany, 3–7 July 2017; pp. 779–784. [Google Scholar] [CrossRef]
- Behl, M.; Lendlein, A. Shape-memory polymers. Mater. Today 2007, 10, 20–28. [Google Scholar] [CrossRef]
- Hager, M.D.; Bode, S.; Weber, C.; Schubert, U.S. Shape memory polymers: Past, present and future developments. Prog. Polym. Sci. 2015, 49–50, 3–33. [Google Scholar] [CrossRef]
- Zhou, Y.; Huang, W.M. Shape Memory Effect in Polymeric Materials: Mechanisms and Optimization. Procedia IUTAM 2015, 12, 83–92. [Google Scholar] [CrossRef]
- Pilate, F.; Toncheva, A.; Dubois, P.; Raquez, J.M. Shape-memory polymers for multiple applications in the materials world. Eur. Polym. J. 2016, 80, 268–294. [Google Scholar] [CrossRef]
- Xie, T. Recent advances in polymer shape memory. Polymers 2011, 52, 4985–5000. [Google Scholar] [CrossRef]
- Jefferson, A.; Joseph, C.; Lark, R.; Isaacs, B.; Dunn, S.; Weager, B. A new system for crack closure of cementitious materials using shrinkable polymers. Cem. Concr. Res. 2010, 40, 795–801. [Google Scholar] [CrossRef]
- Teall, O.; Pilegis, M.; Sweeney, J.; Gough, T.; Thompson, G.; Jefferson, A.; Lark, R.; Gardner, D. Development of high shrinkage polyethylene terephthalate (PET) shape memory polymer tendons for concrete crack closure. Smart Mater. Struct. 2017, 26, 045006. [Google Scholar] [CrossRef]
- Balzano, B.; Davies, R.; Sweeney, J.; Thompson, G.; Jefferson, A. Enhanced concrete crack closure with hydrid shape memory polymer tendons. In Proceedings of the 10th International Conference on Fracture Mechanics of Concrete and Concrete Structures (FraMCoS-X), Bayonne, France, 23–26 June 2019. [Google Scholar]
- Kim, M.K.; Kim, D.J.; Chung, Y.-S.; Choi, E. Direct tensile behavior of shape-memory-alloy fiber-reinforced cement composites. Constr. Build. Mater. 2016, 102, 462–470. [Google Scholar] [CrossRef]
- Maddalena, R.; Bonanno, L.; Balzano, B.; Tuinea-Bobe, C.; Sweeney, J.; Mihai, I. A crack closure system for cementitious composite materials using knotted shape memory polymer (k-SMP) fibres. Cem. Concr. Compos. 2020, 114, 103757. [Google Scholar] [CrossRef]
- Cui, J.; Chu, Y.S.; Famodu, O.O.; Furuya, Y.; Hattrick-Simpers, J.; James, R.D.; Ludwig, A.; Thienhaus, S.; Wuttig, M.; Zhang, Z.; et al. Combinatorial search of thermoelastic shape-memory alloys with extremely small hysteresis width. Nat. Mater. 2006, 5, 286–290. [Google Scholar] [CrossRef]
- Koerner, H.; Price, G.; Pearce, N.A.; Alexander, M.; Vaia, R.A. Remotely actuated polymer nanocomposites—Stress-recovery of carbon-nanotube-filled thermoplastic elastomers. Nat. Mater. 2004, 3, 115–120. [Google Scholar] [CrossRef]
- Leng, J.; Lan, X.; Liu, Y.; Du, S. Shape-memory polymers and their composites: Stimulus methods and applications. Prog. Mater. Sci. 2011, 56, 1077–1135. [Google Scholar] [CrossRef]
- Miaudet, P.; Derré, A.; Maugey, M.; Zakri, C.; Piccione, P.M.; Inoubli, R.; Poulin, P. Shape and temperature memory of nanocomposites with broadened glass transition. Science 2007, 318, 1294–1296. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Silva, F.D.A.; Müller, S.; Jun, P.; Filho, R.D.T. Coupled strain rate and temperature effects on the tensile behavior of strain-hardening cement-based composites (SHCC) with PVA fibers. Cem. Concr. Res. 2012, 42, 1417–1427. [Google Scholar] [CrossRef]
- Rokugo, K.; Hayashi, D.; Kobayashi, K.; Lim, S.C.; Takada, H. Effect of temperature on tensile performance of PVA-SHCC. RILEM Bookseries 2018, 15, 333–341. [Google Scholar] [CrossRef]
- Ali, M.; Soliman, M.A.; Nehdi, L.M. Behaviour of Hybrid Fibre-Reinforced ECC Composite Incorporating SMA Short Fibres under Effect of Impact Load. In Proceedings of the International Conference on Civil and Architecture Engineering, Cairo, Egypt, 19–21 April 2016. [Google Scholar]
- Ramezani, M.; Kim, Y.H.; Sun, Z. Probabilistic model for flexural strength of carbon nanotube reinforced cement-based materials. Compos. Struct. 2020, 253, 112748. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Symbol | Properties |
|---|---|---|
| Cement | C | High early strength Portland cement, Density: 3.14 g/cm3 |
| Sand | S | Density: 2.61 g/cm3 |
| Fly Ash | FA | Density: 2.33 g/cm3 |
| Superplasiticizer | SP | Density: 1.05 g/cm3 |
| Viscosity agent | V | Polycarboxylic acid ether system, Density: 1.25 g/cm3 |
| Water | W | Tap water |
| Polyvinyl alcohol fiber | PVA | Length: 8 mm, Diameter: 40 μm, Tensile strength: 1600 MPa, Young’s modulus: 40 GPa, Density: 1.30 g/cm3 |
| W/B 1 | S/B 1 | FA/B 1 | SP/B 1 | V/W | PVA vol.% |
|---|---|---|---|---|---|
| 1.50 | |||||
| 0.45 | 0.4 | 0.3 | 0.009 | 0.003 | 1.75 |
| 2.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kikuta, T.; Nishiwaki, T. Effect of Twisted and Coiled Polymer Actuator (TCPA) on Crack Dispersion Properties of HPFRCC. Materials 2022, 15, 5701. https://doi.org/10.3390/ma15165701
Kikuta T, Nishiwaki T. Effect of Twisted and Coiled Polymer Actuator (TCPA) on Crack Dispersion Properties of HPFRCC. Materials. 2022; 15(16):5701. https://doi.org/10.3390/ma15165701
Chicago/Turabian StyleKikuta, Takatsune, and Tomoya Nishiwaki. 2022. "Effect of Twisted and Coiled Polymer Actuator (TCPA) on Crack Dispersion Properties of HPFRCC" Materials 15, no. 16: 5701. https://doi.org/10.3390/ma15165701