
Design Methodology and Technology of Textile Footwear



Abstract
:1. Introduction
2. Materials
3. Methods
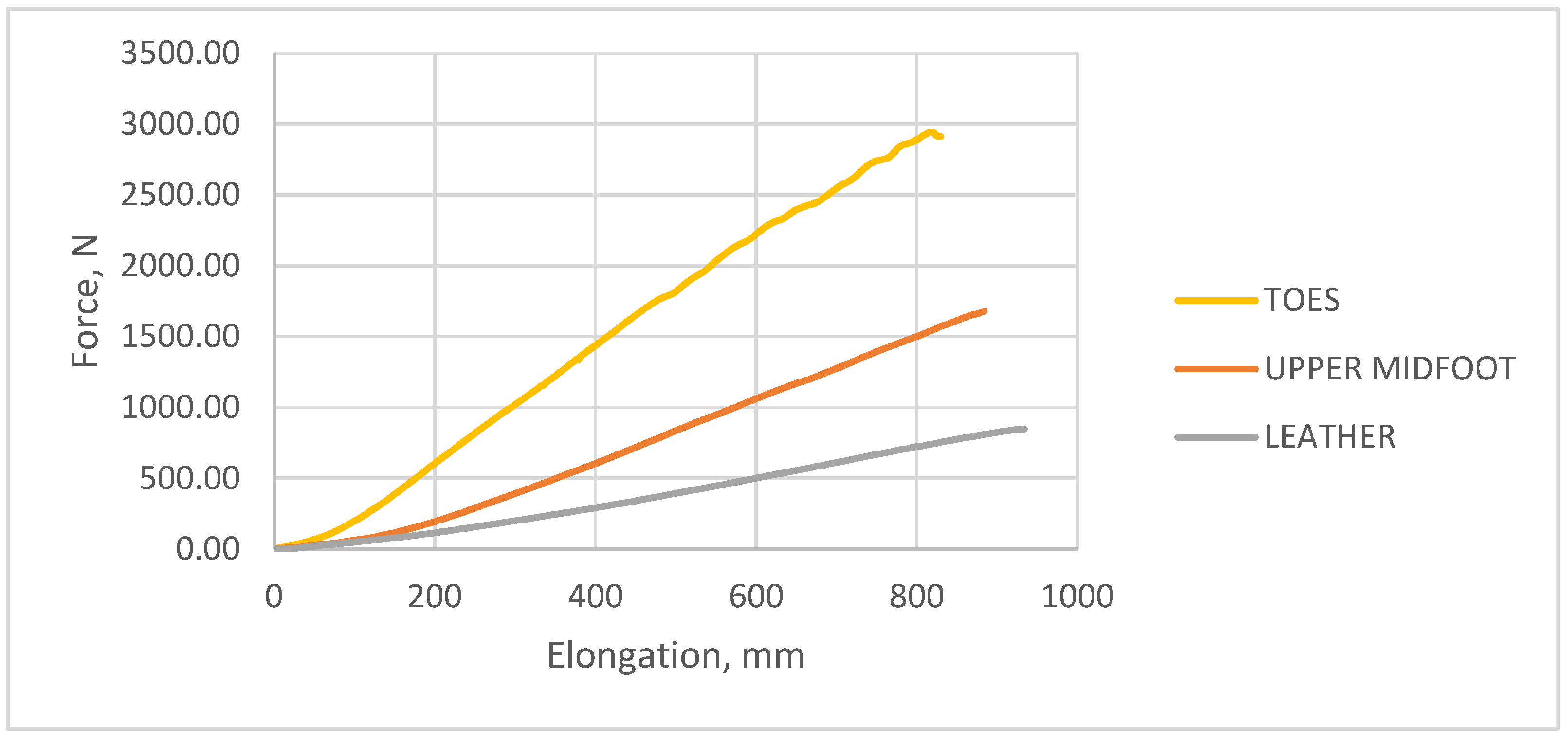
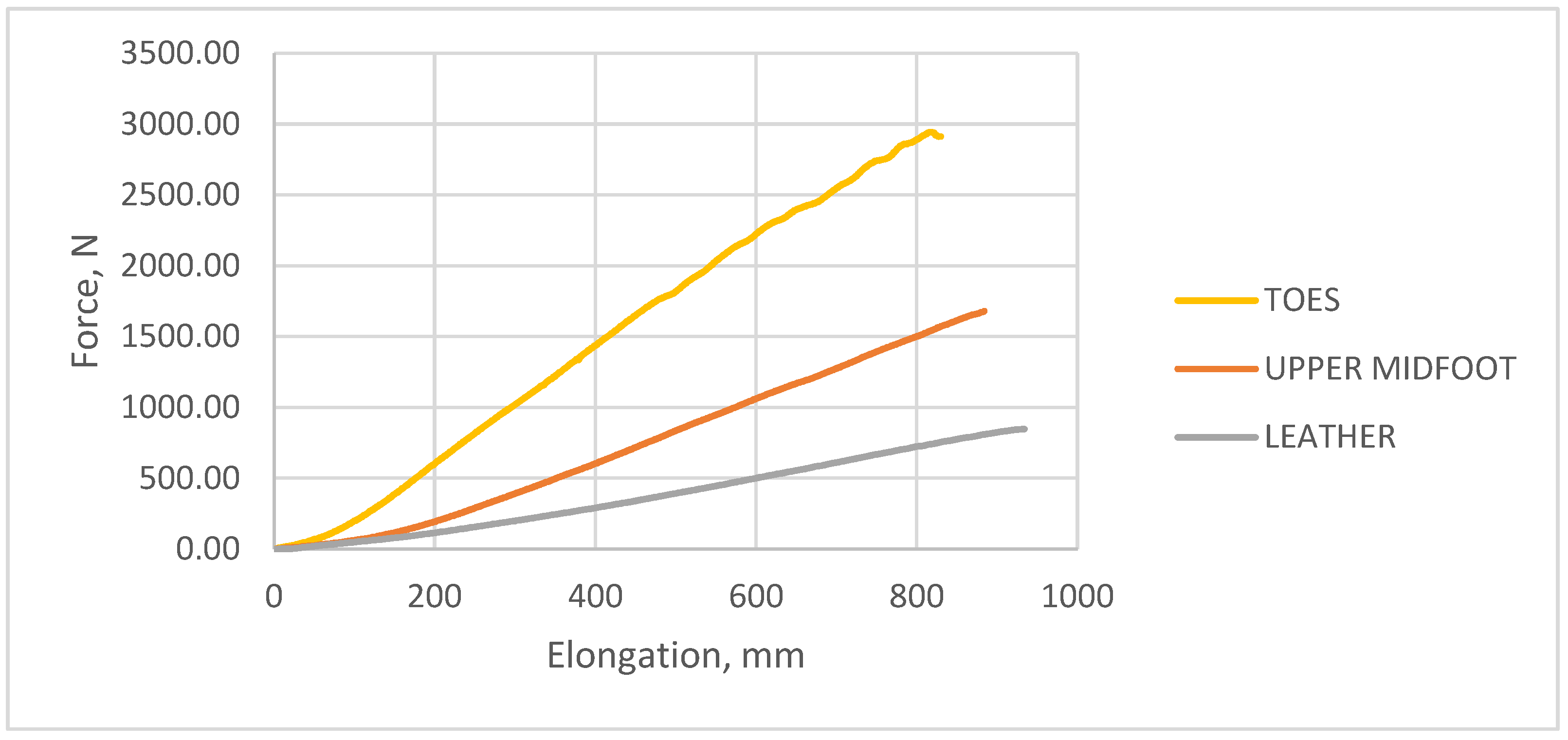
3.1. Longitudinal Strength of the Materials Used for Footwear
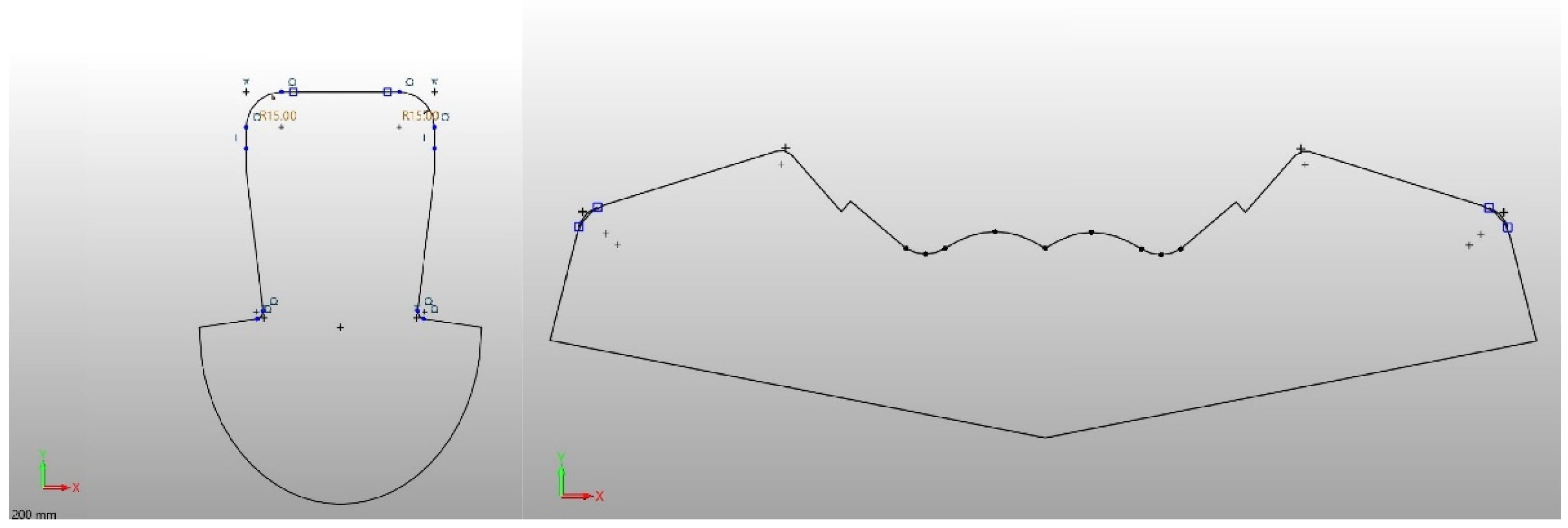
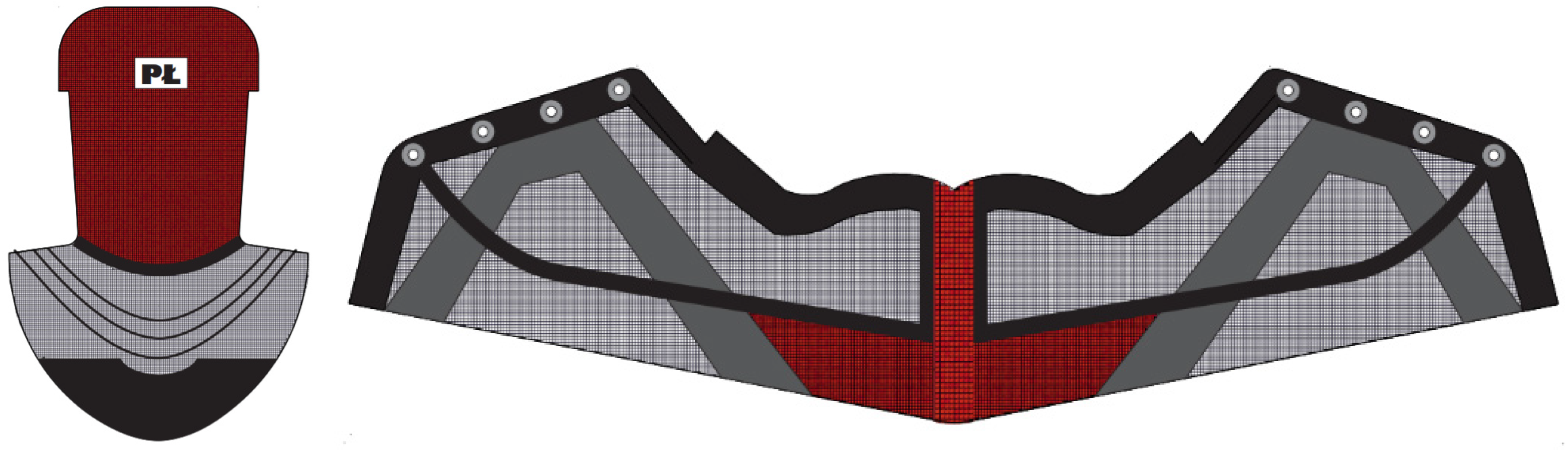
3.2. Methods of Designing the Upper of Footwear
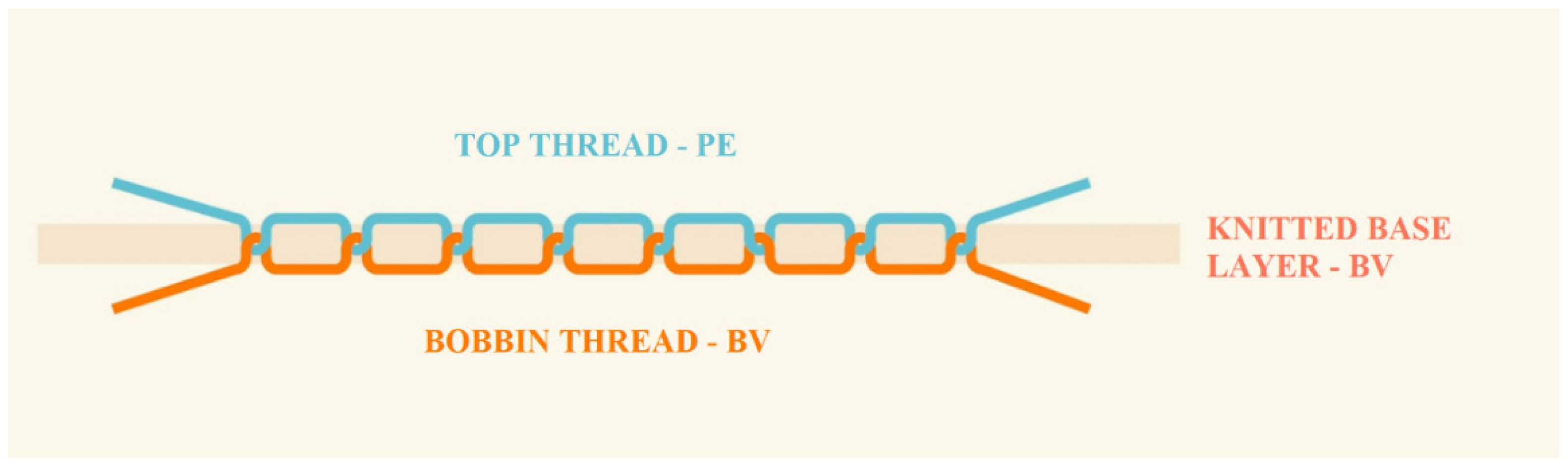
3.3. Technologies Used to Obtain the Third Layer of the Upper of the Footwear
3.4. Footwear Manufacturing Technology in Industrial Conditions
3.5. Test Methods
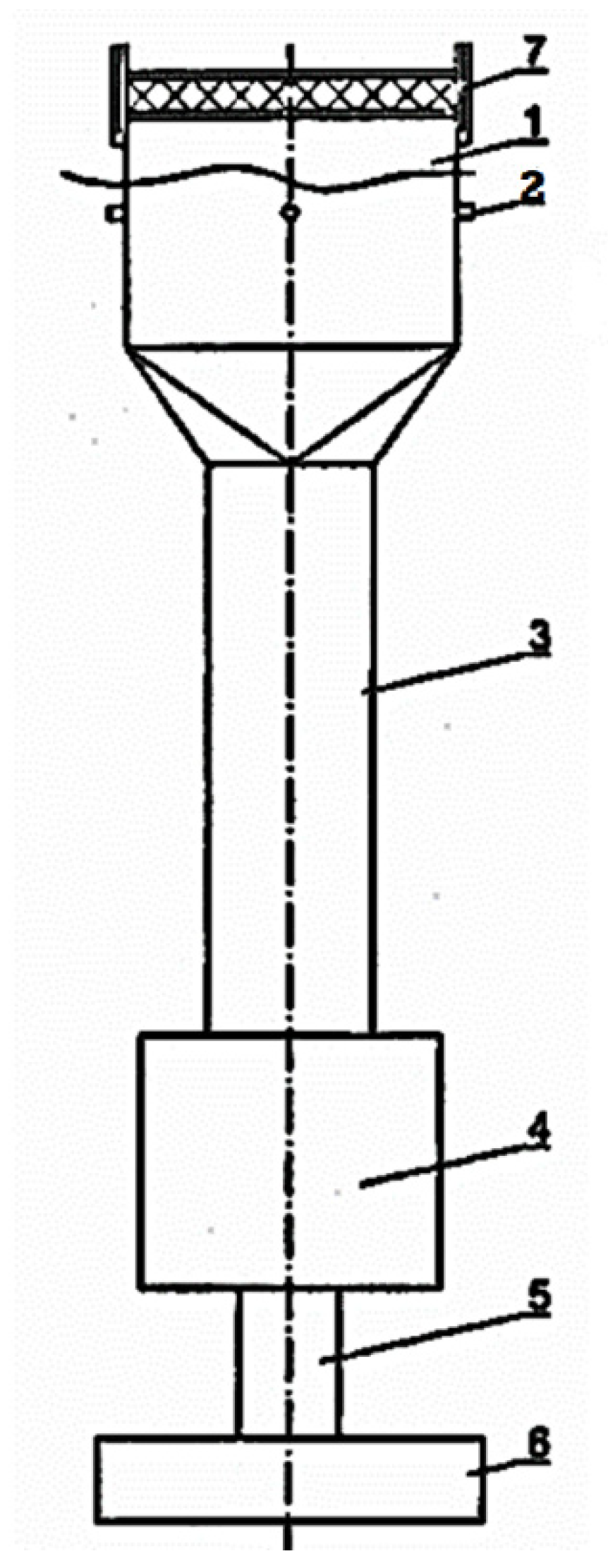
3.5.1. Air Permeability Test
3.5.2. Thermal Insulation Test
4. Results
4.1. Air Permeability
4.2. Thermal Insulation
5. Summary and Conclusions
5.1. Summary
5.2. Conclusions
- (1)
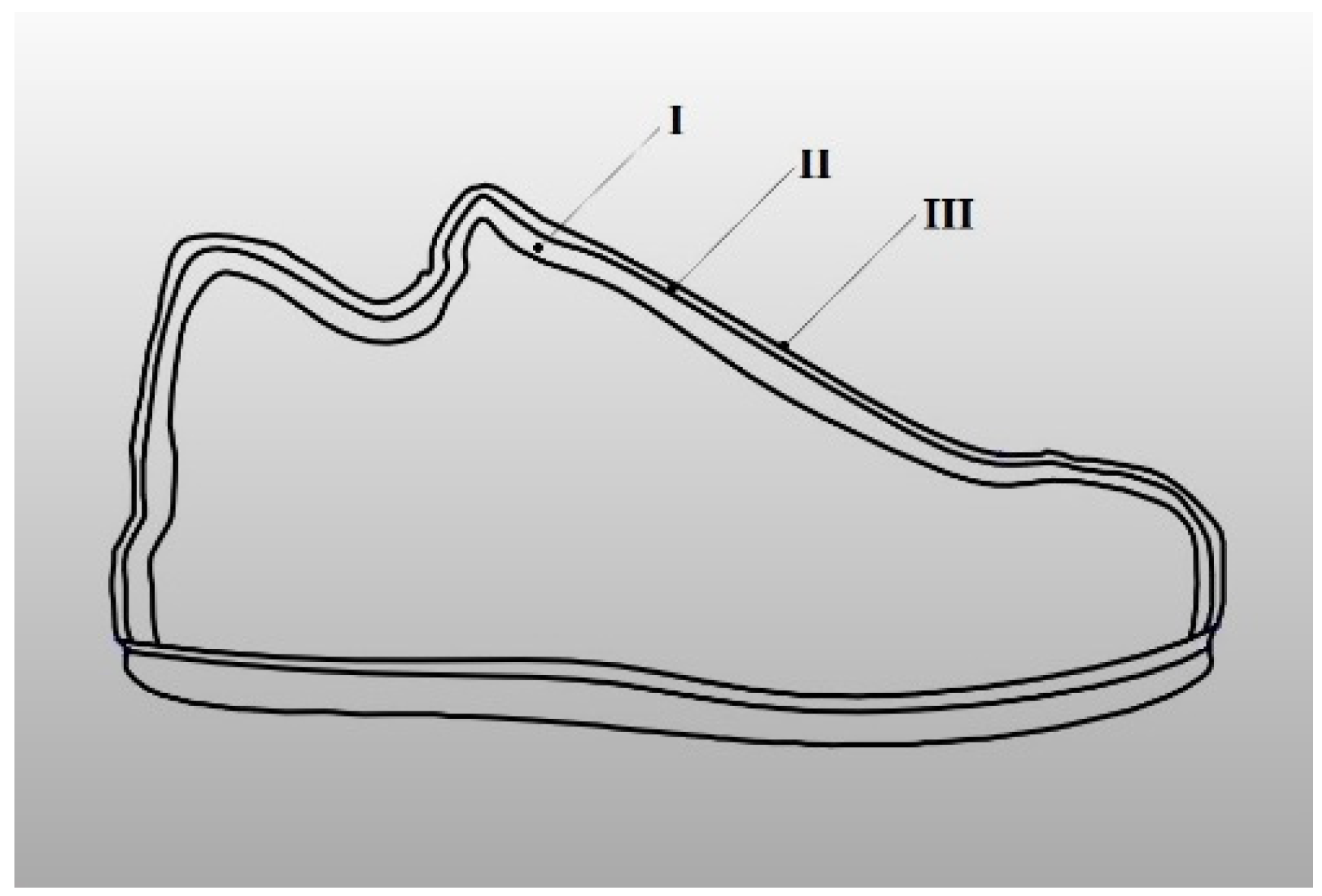
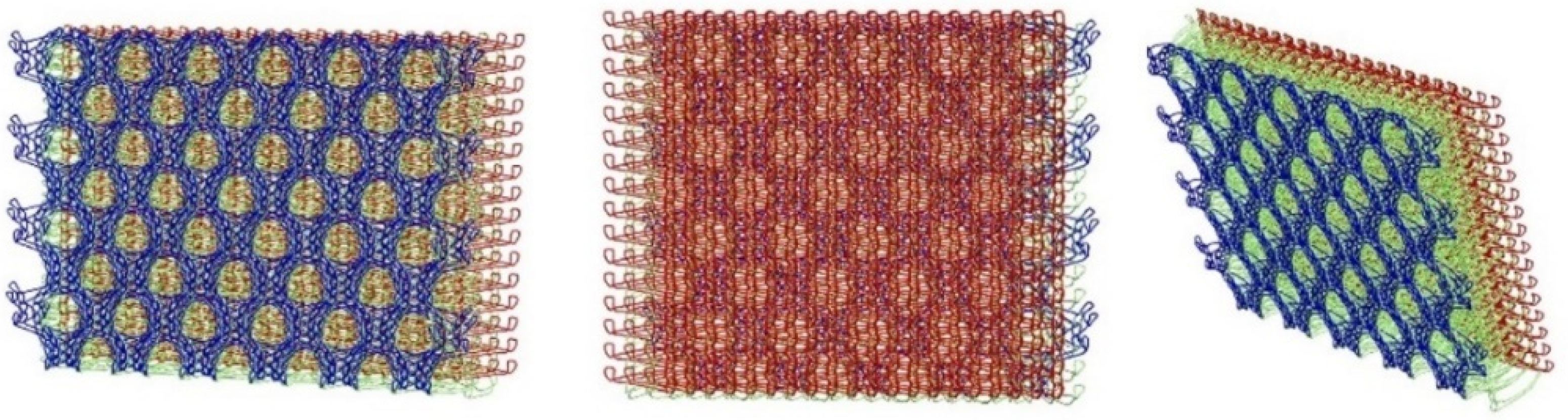
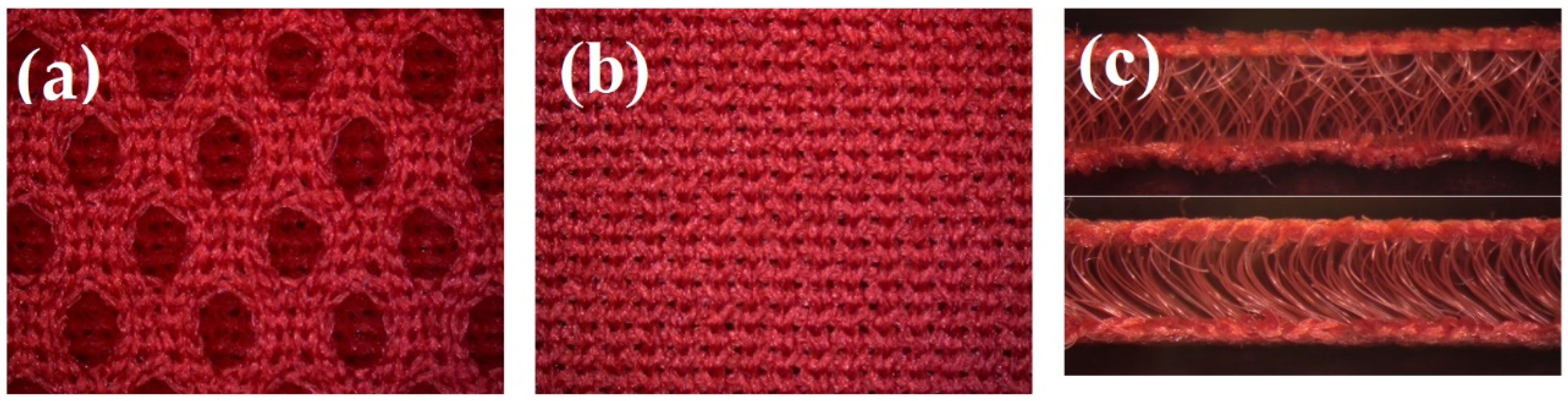
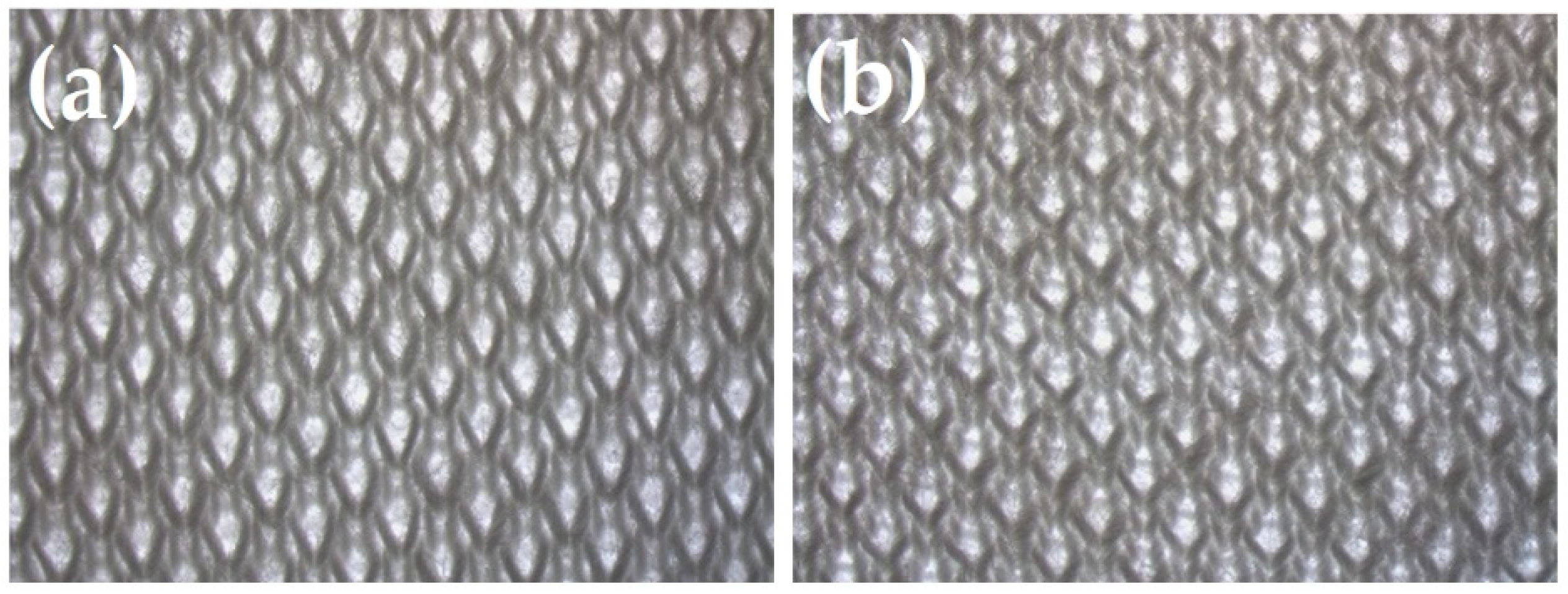
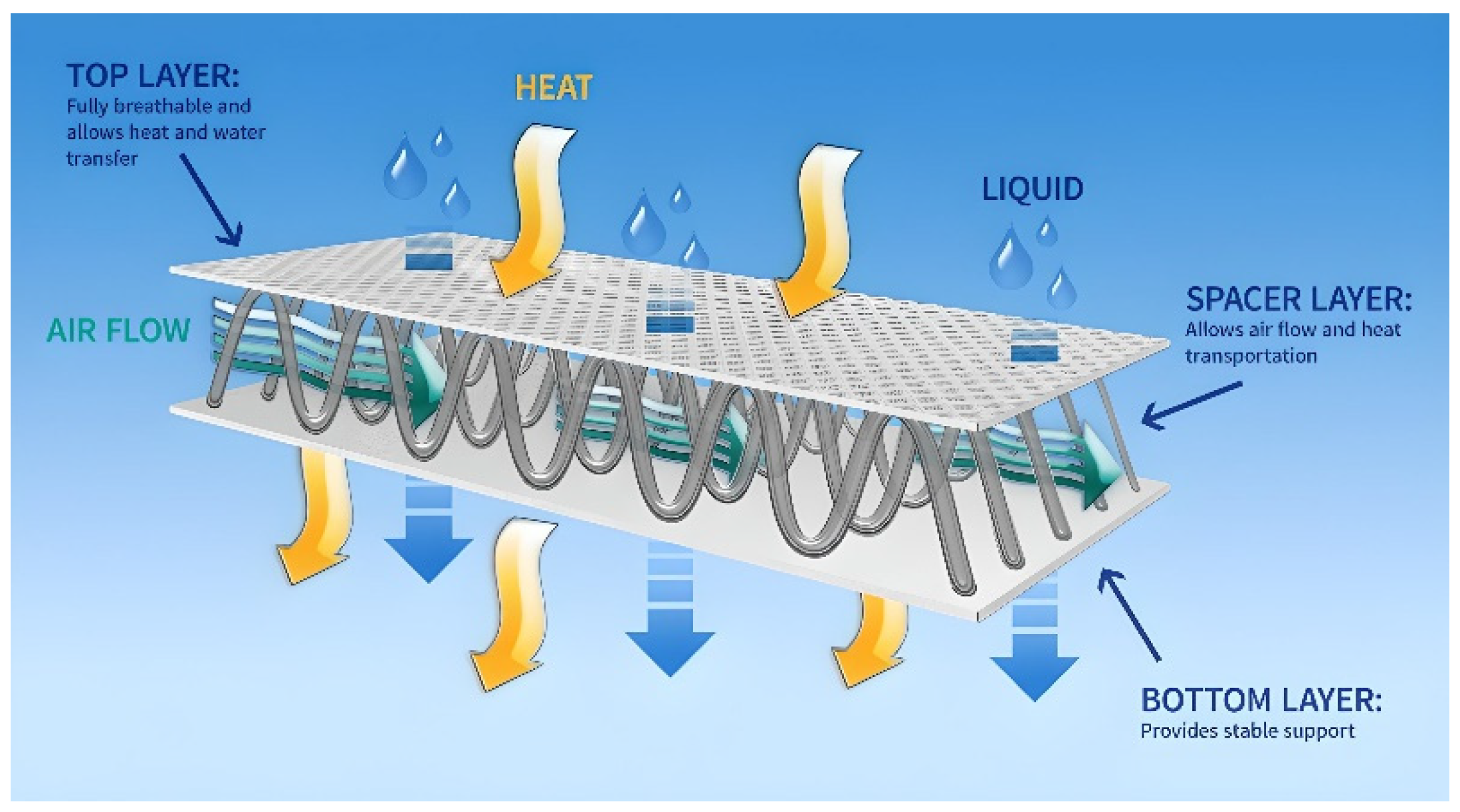
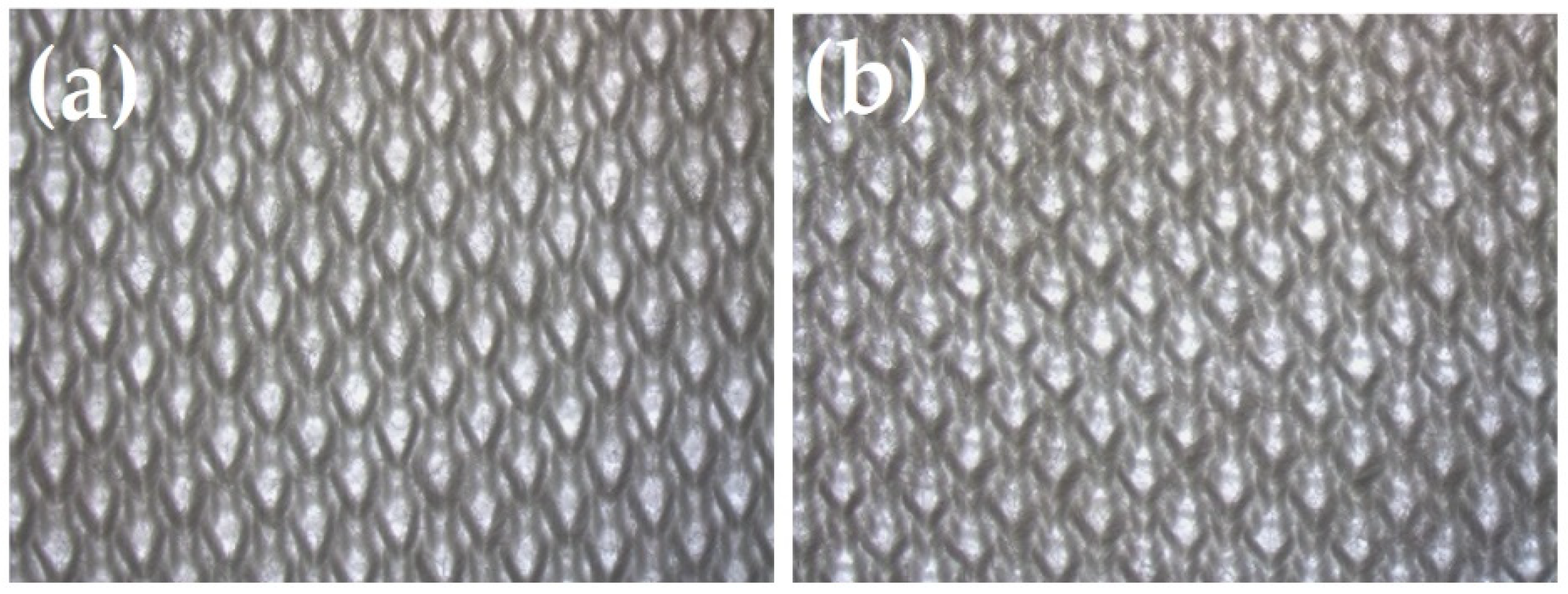
- The original structure of the upper of the footwear was developed in the form of a multi-layer knitted-embroidered structure, where a spacer knitted fabric was used for the layer adjacent to the foot, ensuring physiological-sensory comfort; the inner layer was made of cotton knit, and the outer layer was embroidered with polyester threads, which came from recycling. In the footwear construction project, it was decided to use a multi-layer system of materials combining synthetic and natural materials, following the canon of building a two-layer knit with increased biophysical values.
- (2)
- The analysis of the structural parameters showed that the materials used had a thickness ranging from 1.28 mm to 3.43 mm, and a mass per unit area ranging from 291.87 g/m2 to 321.84 g/m2. The parameters of the density were as follows: the number of courses per decimeter from 130 to 150, the number of wales per decimeter from 100 to 130.
- (3)
- Air permeability and selected thermal insulation parameters, which determine physiological comfort in the context of footwear use, were determined for the variants of cotton weft knit and packages: weft knit with embroidery and distance knit and weft knit with embroidery.
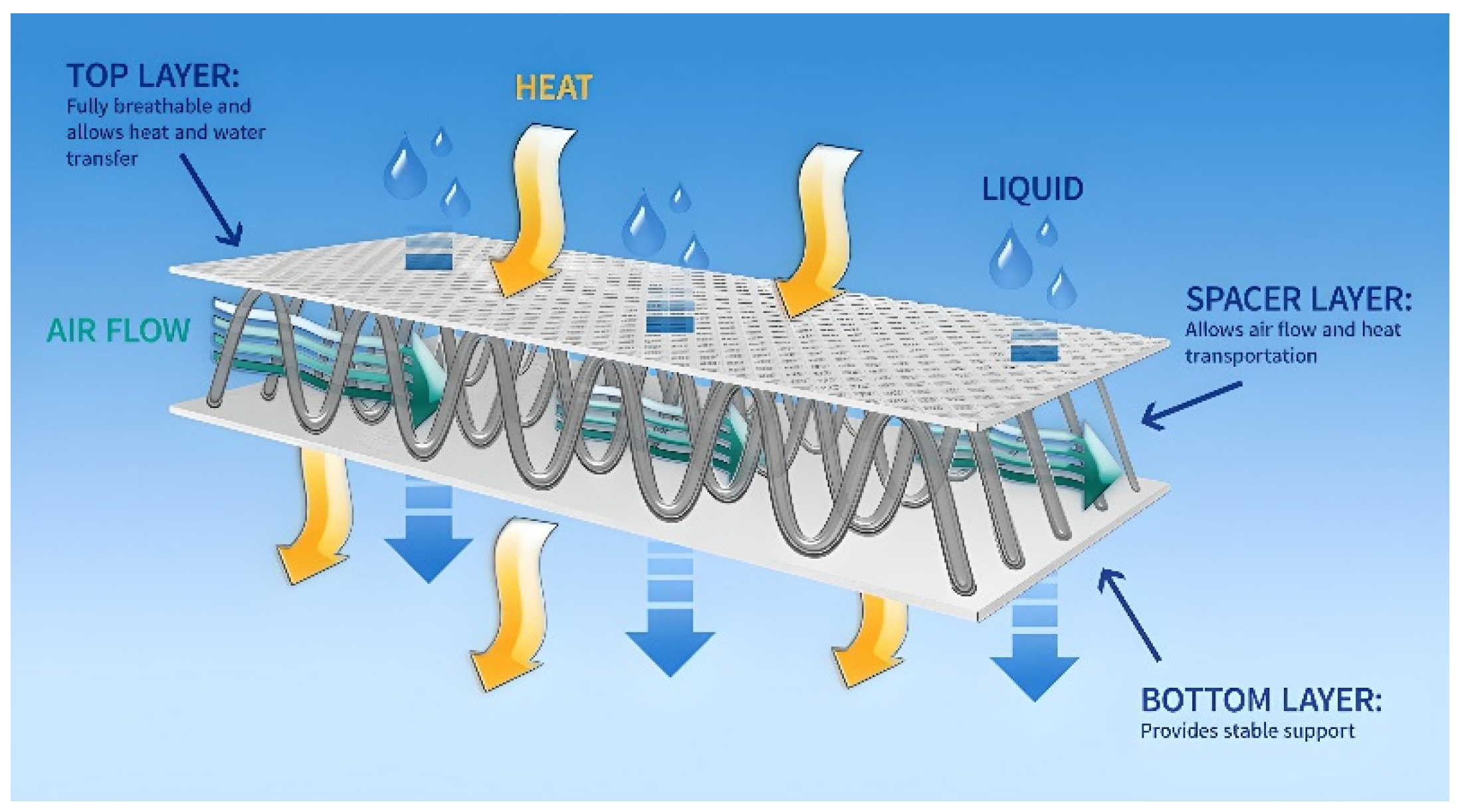
- The highest value of air permeability equal to 3322 mm/s was obtained for the distance knitted fabric, which is the lining of the footwear, and the lowest for the cotton weft knitted fabric with embroidery equal to 132 mm/s. Based on the presented results, it can be seen that the embroidery layer significantly reduced the air permeability of the tested material. Due to the spatial structure of the spacer knitted fabric, air is transported not only perpendicular to the knitted fabric surface, but also along the upper, caused by the so-called ‘chimney effect’.
- The lowest value of thermal resistance equal to 28.5 × 10−3 W−1·K·m2 showed the weft knitted fabric, which was also the thinnest of the tested materials. The highest value of 92.4 × 10−3 W−1·K·m2 was recorded for the package of all layers. Taking into account the obtained results, it can be concluded that the three-layer package of materials will be characterized by the highest thermal insulation among the materials tested, proving that the share of the spacer fabric in the package will improve the ability to dissipate heat to the outside.
- The material package used in the designed upper showed over one hundred times better air permeability than the reference leather material. For the hybrid technology, an over three times higher value of thermal resistance was also obtained, thanks to which the designed footwear will be characterized by higher thermal insulation.
- (4)
- In the future, a new design methodology will be assessed against the use of different raw materials in a shoe material package to improve the physiological comfort. Therefore, technology can be used in the personalization of footwear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gauri; Goel, A. Textile in footwear technology. Man-Made Text. India 2010, 53, 357–362. [Google Scholar]
- Zbigniew, M.; Prążyńska, A.; Kaziur, P. Innowacyjna technologia obuwia sportowego z wykorzystaniem Dzianych cholewek knit and wear [An innovative sports footwear technology with the use of knit and wear uppers, in Polish]. Technol. I Jakość Wyr. 2017, 62, 27–38. [Google Scholar]
- Gulas, S.B.; Imre, H.M. The Use of High Performance Textile Surfaces in Sport Shoe Designs. J. Fash. Technol. Text. Eng. 2020, 8, 4. [Google Scholar]
- Lu, Z.; Jiang, G.; Cong, H.; Yang, X. The Development of The Flat-Knitted Shaped Uppers Based on Ergonomics. AUTEX Res. J. 2016, 16, 67–73. [Google Scholar] [CrossRef]
- Fink, C. Nike: Sustainability and Innovation through Flyknit Technology; Research Scholar, NYU Stern Center for Sustainable Business: New York, NY, USA, 2016. [Google Scholar]
- Davis, H. Karl Mayer Upgrades Rashel Knitting Technology. Knitt. Trade J. 2021. Available online: https://www.knittingtradejournal.com/warp-knitting-news/14540-karl-mayer-upgrades-raschel-knitting-technology (accessed on 19 July 2021).
- Davis, H. Mayer & Cie Offers Sportswear Focus at ITMA. Knitt. Trade J. 2019. Available online: https://www.knittingtradejournal.com/circular-knitting-news/13688-mayer-cie-offers-sportswear-focus-at-itma (accessed on 19 July 2021).
- Santoni Reveals Latest Innovations in 100th Year in Barcelona. Knitt. Ind. 2019. Available online: https://www.knittingindustry.com/santoni-reveals-latest-innovations-in-100th-year-in-barcelona/ (accessed on 19 July 2021).
- Colosio S1+ Intarsia Shoe Machine Makes Shanghai Debut. Knitt. Ind. 2018. Available online: https://www.knittingindustry.com/colosio-s1-intarsia-shoe-machine-makes-shanghai-debut/ (accessed on 19 July 2021).
- Adidas Running Brings Tailored Fibre Placement Technology to the Sports Industry Like No One else with the New Solarboost. 2018. Available online: https://news.adidas.com/running/adidas-running-brings-tailored-fibre-placement-technology-to-the-sports-industry-like-no-one-else-wi/s/f8311e0a-5291-4248-af5b-1bc144020907 (accessed on 19 July 2021).
- Barkley, M.; Bumgarner, M.; Poss, E. Physiological Versus Perceived Foot Temperature, and Perceived Comfort, during Treadmill Running in Shoes and Socks of Various Constructions. Am. J. Undergrad. Res. 2011, 10, 7–14. [Google Scholar] [CrossRef]
- Serweta, W.; Matusiak, M.; Olejniczak, Z.; Jagiełło, J.; Wójcik, J. Proposal for the Selection of Materials for Footwear to Improve Thermal Insulation Properties Based on Laboratory Research. Fibres Text. East. Eur. 2018, 26, 75–80. [Google Scholar] [CrossRef]
- Irzmańska, E.; Dutkiewicz, J.; Irzmański, R. New approach to assessing comfort of use of protective footwear with a textile liner and its impact on foot physiology. Text. Res. J. 2014, 84, 728–738. [Google Scholar] [CrossRef]
- Irzmańska, E. The microclimate in protective fire fighter footwear: Foot temperature and air temperature and relative humidity. Autex Res. J. 2015, 16, 75–79. [Google Scholar] [CrossRef]
- Serweta, W.; Olejniczak, Z.; Woźniak, B. Analysis of Insole Material Impact on Comfort During Physical Exertion. Fibres Text. East. Eur. 2018, 26, 100–103. [Google Scholar] [CrossRef]
- Serweta, W.; Olejniczak, Z.; Matusiak, M. Improve of Footwear Comfort Sensation with Material Packages and Knitted Fabricks. Fibres Text. East. Eur. 2019, 27, 85–90. [Google Scholar] [CrossRef]
- Miller, J.E.; Nigg, B.M.; Liu, W.; Stefanyshyn, D.J.; Nurse, M.A. Influence of foot, leg and shoe characteristics on subjective comfort. Foot Ankle 2000, 21, 759–766. [Google Scholar] [CrossRef] [PubMed]
- Hassan, M.; Qashqary, K.; Hassan, H.; Shady, E.; Alansary, M. Infuence of Sportswear Fabric Properties on the Health and Performance Athletes. Fibres Text. East. Eur. 2012, 20, 82–88. [Google Scholar]
- Sybilska, W.; Korycki, R. Analysis of Thermal-Insulating Parameters in Two- and Thee-Layer Textiles with Semi-Permeable Membranes. Fibres Text. East. Eur. 2016, 24, 80–87. [Google Scholar] [CrossRef]
- Wilnik-Hałgas, B.; Danych, D.; Więcek, B.; Kowalski, K. Air and Water Vapour Permeability in Double-Layered Knitted Fabrics with Different Raw Materials. Fibres Text. East. Eur. 2006, 14, 77–80. [Google Scholar]
- Serweta, W.; Wójcik, J.; Matusiak, M.; Ławińska, K.; Szałek, B. Research on the Possibilities of Polymer Textile Applications as Footwear Packages to Improve Health Properties. Fibres Text. East. Eur. 2020, 28, 89–94. [Google Scholar]
- Ławińska, K.; Serweta, W.; Jaruga, I.; Popovych, N. Examination of Selected Upper Shoe Materials Based on Bamboo Fabrics. Fibres Text. East. Eur. 2019, 27, 85–90. [Google Scholar] [CrossRef]
- Available online: https://www.bowistyl.pl/produkty/dzianiny-dystansowe-3d/3d/ (accessed on 1 August 2021).
- ISO 13934-1:2013; Textiles—Tensile Properties of Fabric—Part 1: Determination of Maximum Force and Elongation at Maximum Force Using the Strip Method. ISO: Geneva, Switzerland, 2013.
- Available online: https://www.renbut.pl/oferta (accessed on 13 October 2020).
- ISO 9237:1995; Textiles—Determination of the Permeability of Fabric to Air. ISO: Geneva, Switzerland, 1995.
- Urządzenie do Pomiaru Przepuszczalności Powietrza Przez Przestrzenne Wysokoporowate, Zwłaszcza Przez Tekstylia 3D. Wynalazca: Zbigniew Mikołajczyk, Leszek Zawadzki, Katarzyna Pieklak. 22 Marca. Zgłoszony: 28.12.2017. Patent Polski PL 237 269 B1 [Lodz University of Technology, (2021). Device for Measuring Air Permeability through High-Porosity 3D Materials, Especially 3D Textiles. Inventors: Zbigniew Mikołajczyk, Leszek Zawadzki, Katarzyna Pieklak. 22 March. Application Submitted: 28.12.2017. Polish Patent PL 237 156 B1, in Polish]. 2021.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
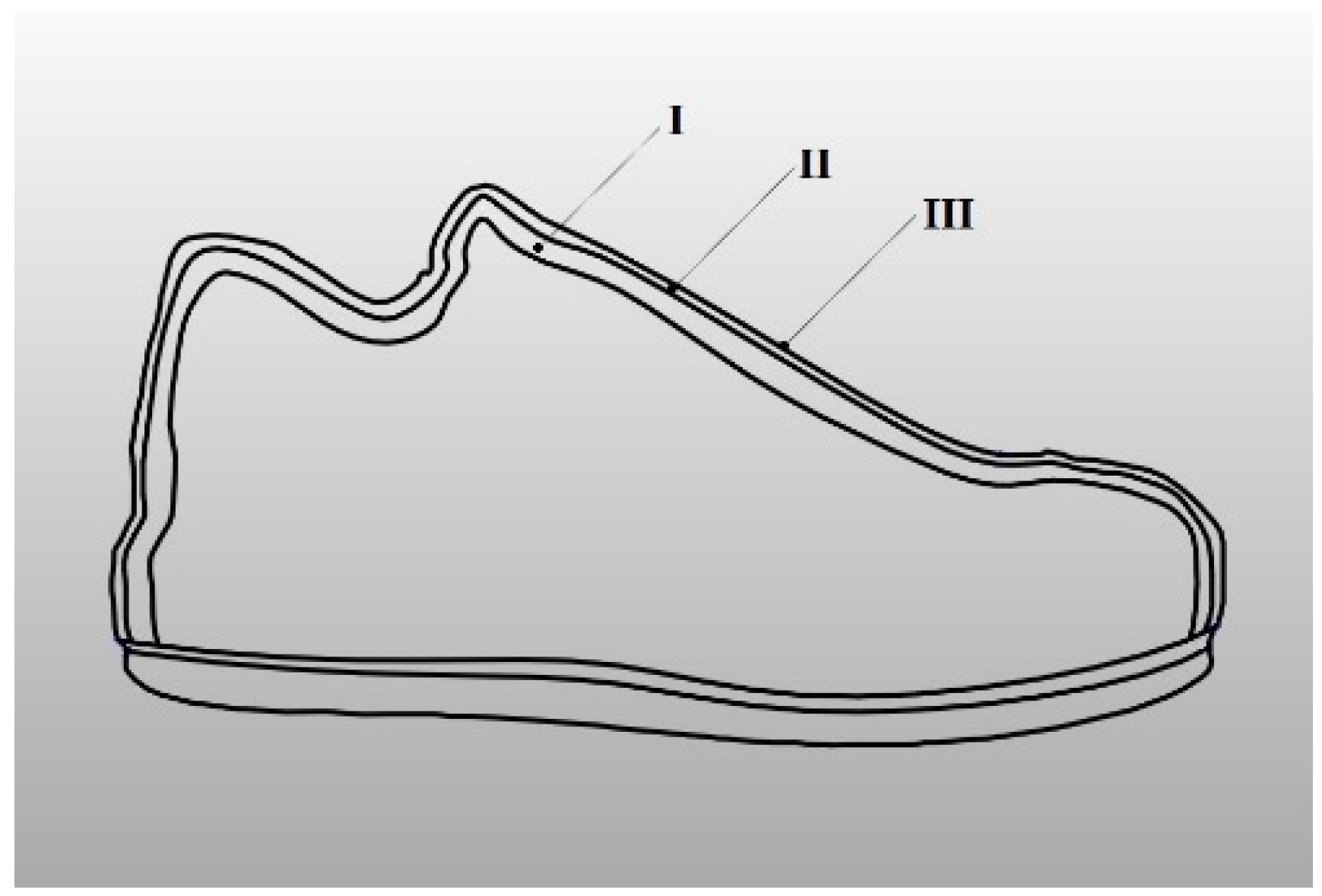
| Layer | Fabric Type | Raw Material | Yarn | Weave/Stitch |
|---|---|---|---|---|
| I | Spacer warp-knitted fabric | 100% polyester | Outer layers: 110 dtex f24 Inner layer: Monofilament d = 0.06 mm |  GB1: 3-4-4-4/3-2-2-2/3-4-4-4/3-2-2-2/1-0-0-0/1-2-2-2/1-0-0-0/1-2-2-2/ GB2: 1-0-0-0/1-2-2-3/1-0-0-0/1-2-2-2/3-4-4-4/3-2-2-2/3-4-4-4/3-2-2-2/ GB3: 1-2-2-3/2-1-1-0/1-2-2-3/2-1-1-0/1-2-2-3/2-1-1-0/1-2-2-3/2-1-1-0/ GB4: 2-1-1-0/1-2-2-3/2-1-1-0/1-2-2-3/2-1-1-0/1-2-2-3/2-1-1-0/1-2-2-3/ GB5: 3-3-3-4/1-1-1-0/3-3-3-4/1-1-1-0/3-3-3-4/1-1-1-0/3-3-3-4/1-1-1-0/ GB6: 0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0/0-0-0-1/1-1-1-0/ |
| II | Weft-knitted fabric | 100% cotton | 20 tex yarn |  |
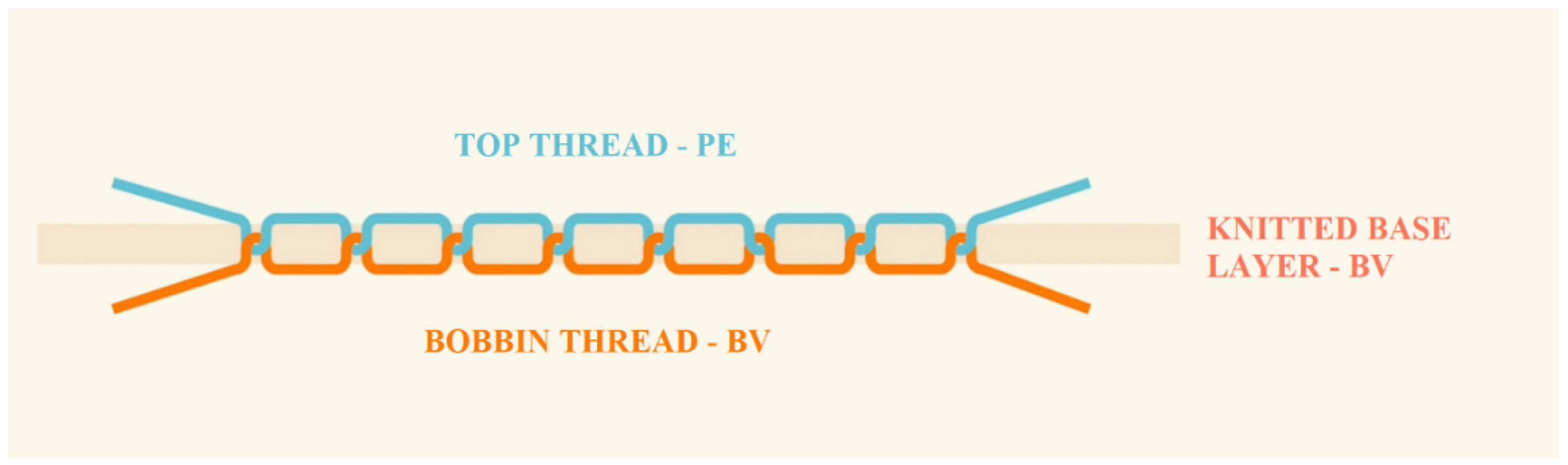
| III | Embroidery | Top thread: 100% polyester Bobbin thread: 100% cotton | Top thread: 27 tex embroidery thread Bobbin thread: 40 tex embroidery thread |  |
| Fabric Symbol | Thickness [mm] | Standard Deviation | Mass per Square Meter [g/m2] | Standard Deviation | Density | Flat Loop Dimensions | Loop Shape Coefficient | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Course Density [Number of Courses/dm] | Standard Deviation | Wale Density [Number of Wales/dm] | Standard Deviation | Width [mm] | Height [mm] | ||||||
| I | 3.43 | 0.01 | 321.84 | 2.83 | 150 | 0.54 | 100 | 0.04 | 1.00 | 0.67 | 0.67 |
| II | 1.28 | 0.01 | 291.87 | 1.81 | 130 | 0.70 | 130.00 | 0.03 | 0.77 | 0.77 | 1.00 |
| Material Tested | Maximum Breaking Force, [N] | Relative Elongation at Break, [%] |
|---|---|---|
| Knitted upper—toe area | 2944.00 | 203.80 |
| Knitted upper—midfoot area | 1680.00 | 176.60 |
| Leather | 847.00 | 27.96 |
| Parameter | Formula | Unit |
|---|---|---|
| Thermal conductivity, λ | λ = q(grad·t)−1 | W·m−1·K−1 |
| Thermal diffusion, a | a = λ·(ρ·c)−1 | m2·s−1 |
| Thermal absorption, b | W·m−2·s1/2·K−1 | |
| Thermal resistance, r | r = Q·Δt−1 = hλ−1 | W−1·K·m2 |
| Sample thickness, h | H | Mm |
| Max and stationary heat flow quotient, I | I = qmax·qs−1 | - |
| Stationary heat flow density at contact point, s | s = b·Δt·(π·t)−0.5 | W·K·m−2 |
| Symbol of Knitted Fabric or Package | Mean Air Permeability , [mm/s] | Standard Deviation, σ | Air Permeability Variability Coefficient V, [%] | Confidence Interval at 95% Probability, [mm/s] |
|---|---|---|---|---|
| I | 3321.980 | 3.79 | 0.11 | 0.13 |
| II | 1325.684 | 7.53 | 0.6 | 0.40 |
| II + III | 132.683 | 3.44 | 2.6 | 0.59 |
| I + II + III | 426.965 | 7.60 | 1.8 | 0.72 |
| Symbol of Knitted Fabric or Package | Sample Thickness, h | Standard Deviation of Thickness σh | Thermal Conductivity, Λ | Standard Deviation of Thermal Conductivity σΛ | Thermal Diffusion, A | Standard Deviation of Thermal Diffusion σA | Thermal Absorption, b | Standard Deviation of Thermal Absorption σb |
|---|---|---|---|---|---|---|---|---|
| [mm] | - | [10−3 W·m−1 ·K−1] | - | [10−6 m2·s−1] | - | [W·m−2·s1/2 ·K−1] | - | |
| I | 3.40 | 0.04 | 48.23 | 0.96 | 0.54 | 0.08 | 66.88 | 3.04 |
| II | 1.30 | 0.02 | 53.20 | 0.71 | 0.30 | 0.07 | 107.40 | 11.69 |
| II + III | 1.84 | 0.22 | 50.56 | 3.19 | 0.24 | 0.03 | 117.11 | 11.36 |
| I + II + III | 5.27 | 0.53 | 55.75 | 2.59 | 0.41 | 0.02 | 40.21 | 9.89 |
| Symbol of Knitted Fabric or Package | Thermal Resistance, r | Standard Deviation of Thermal Resistance σr | Max and Stationary Heat Flow Quotient, I | Standard Deviation of Max and Stationary Heat Flow Quotient σI | Stationary Heat Flow Density at Contact Point, s | Standard Deviation of Stationary Heat Flow Density at Contact Point σs |
|---|---|---|---|---|---|---|
| [10−3 W−1·K·m2] | - | - | - | [W·K·m−2] | - | |
| I | 72.71 | 0.04 | 5.72 | 0.39 | 0.51 | 0.04 |
| II | 28.50 | 0.02 | 1.80 | 0.14 | 0.40 | 0.04 |
| II + III | 36.86 | 0.22 | 1.92 | 0.29 | 0.39 | 0.10 |
| I + II + III | 92.45 | 0.53 | 5.45 | 0.66 | 0.35 | 0.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaziur, P.; Mikołajczyk, Z.; Kłonowska, M.; Woźniak, B. Design Methodology and Technology of Textile Footwear. Materials 2022, 15, 5720. https://doi.org/10.3390/ma15165720
Kaziur P, Mikołajczyk Z, Kłonowska M, Woźniak B. Design Methodology and Technology of Textile Footwear. Materials. 2022; 15(16):5720. https://doi.org/10.3390/ma15165720
Chicago/Turabian StyleKaziur, Patrycja, Zbigniew Mikołajczyk, Magdalena Kłonowska, and Bogusław Woźniak. 2022. "Design Methodology and Technology of Textile Footwear" Materials 15, no. 16: 5720. https://doi.org/10.3390/ma15165720