
Temperature Optimization by Using Response Surface Methodology and Desirability Analysis of Aluminium 6061



Abstract
:1. Introduction
1.1. Response Surface Methodology
1.2. Desirability Function Analysis—DFA
2. Experimentation Design
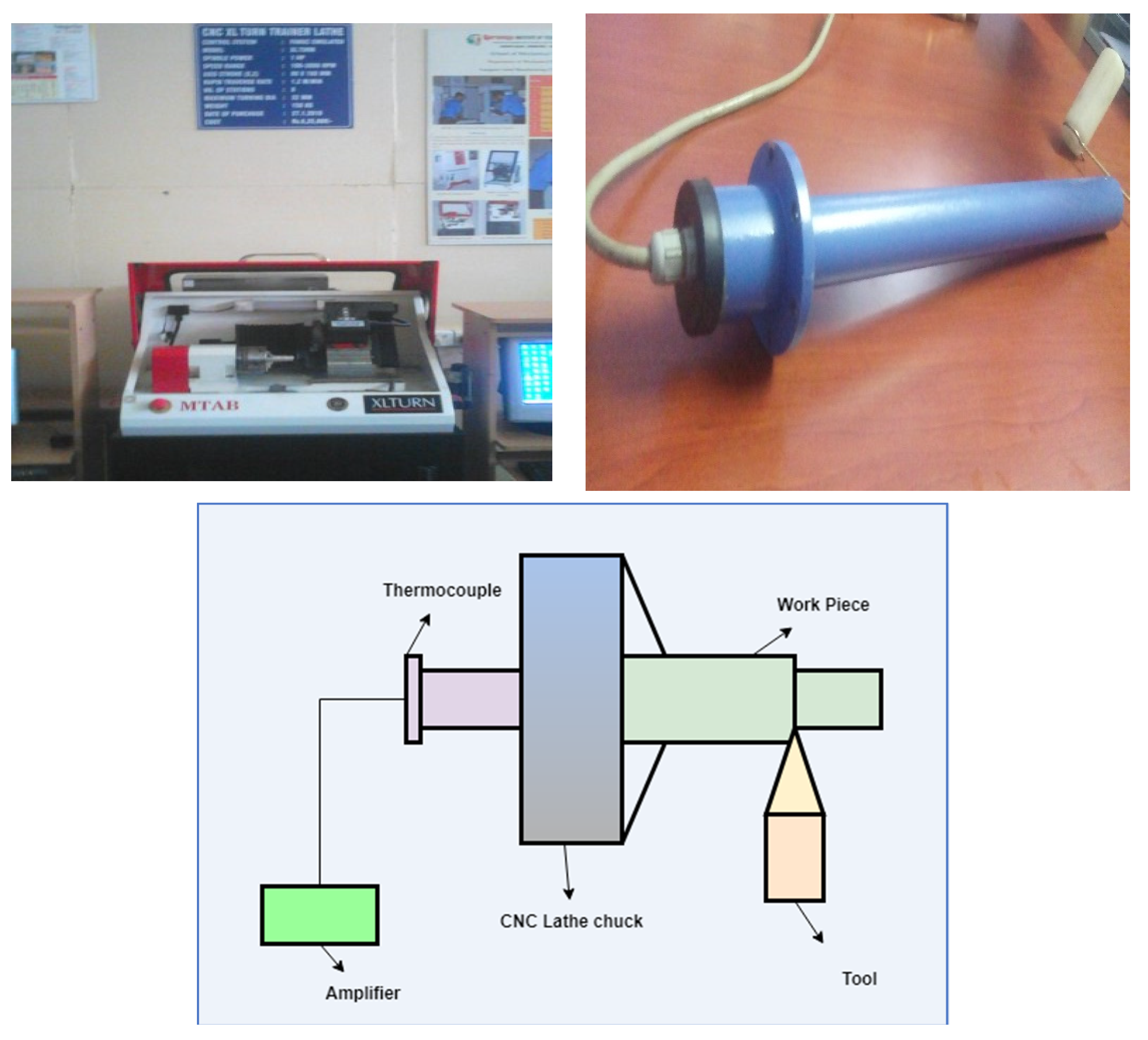
2.1. Experimental Set-Up
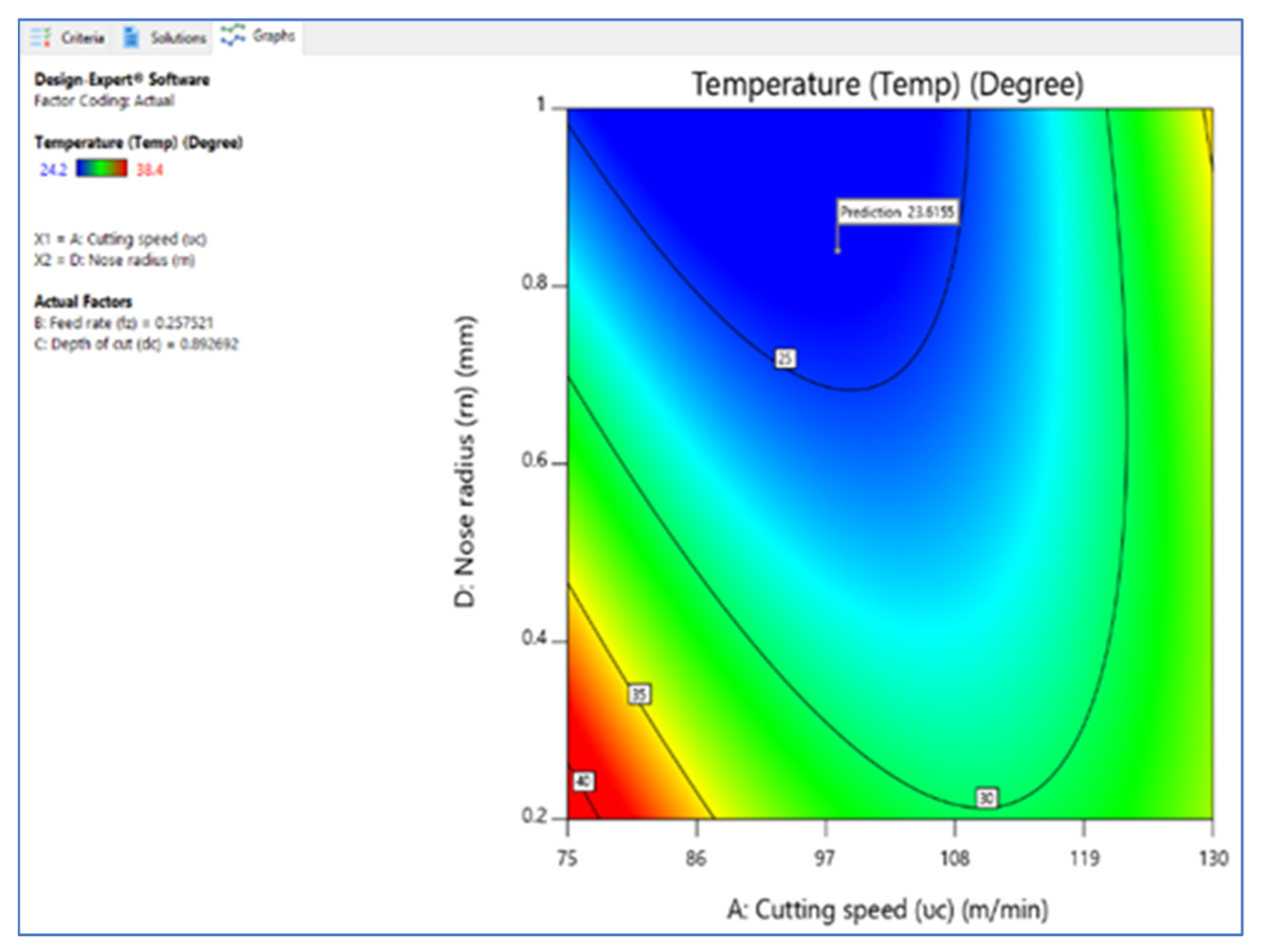
2.2. Temperature Prediction Using a Response Surface Model
− 0.260417 × Vc × Dc + 0.431250 × Vc × Rn − 23.26389 × Fz × Dc + 23.95833 × Fz × Rn − 28.59375 × Dc × Rn +
0.009097 × Vc2 + 44.36728 × Fz2 + 14.60937 × Dc2 + 7.42187 × Rn2
3. Results and Discussions
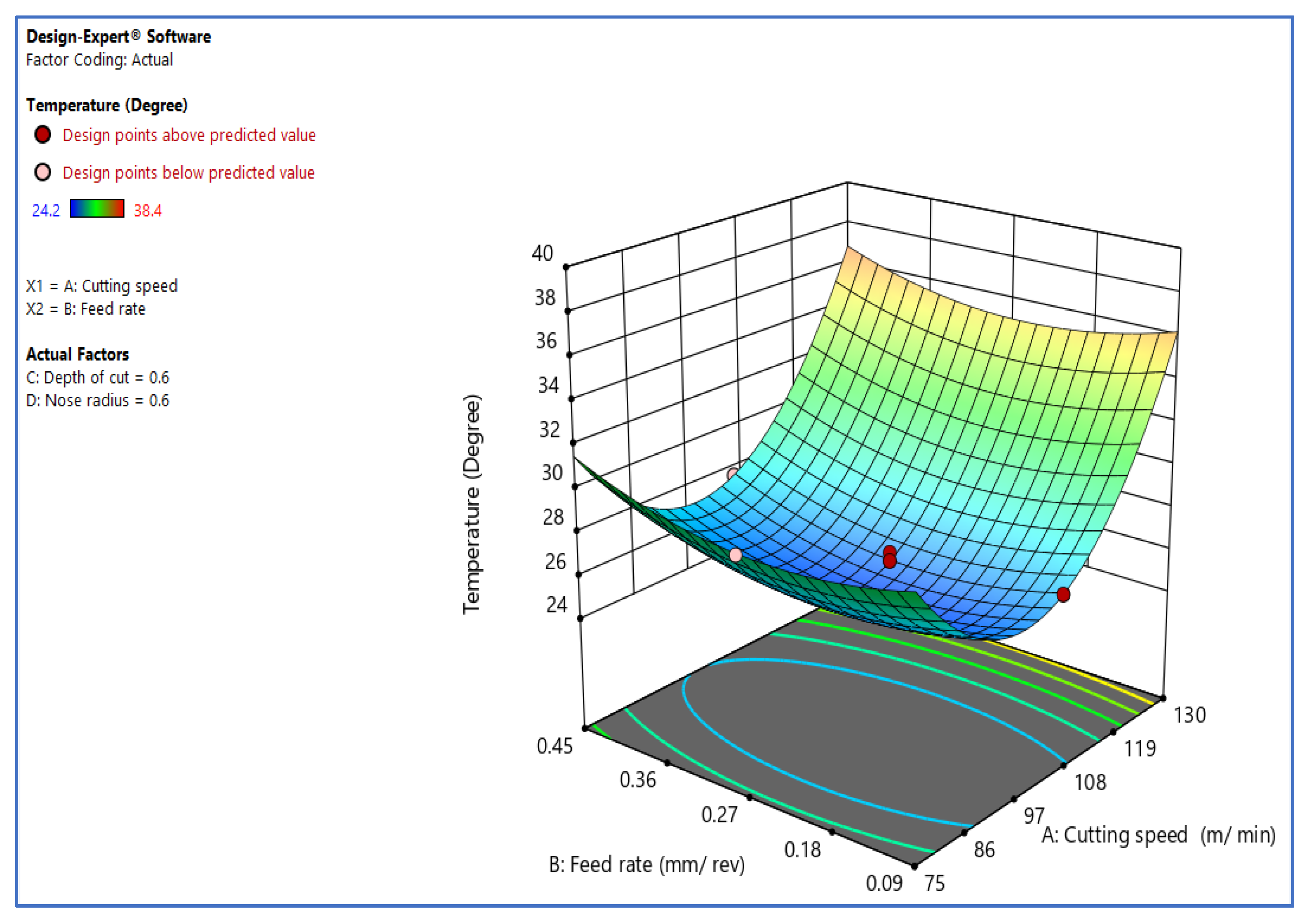
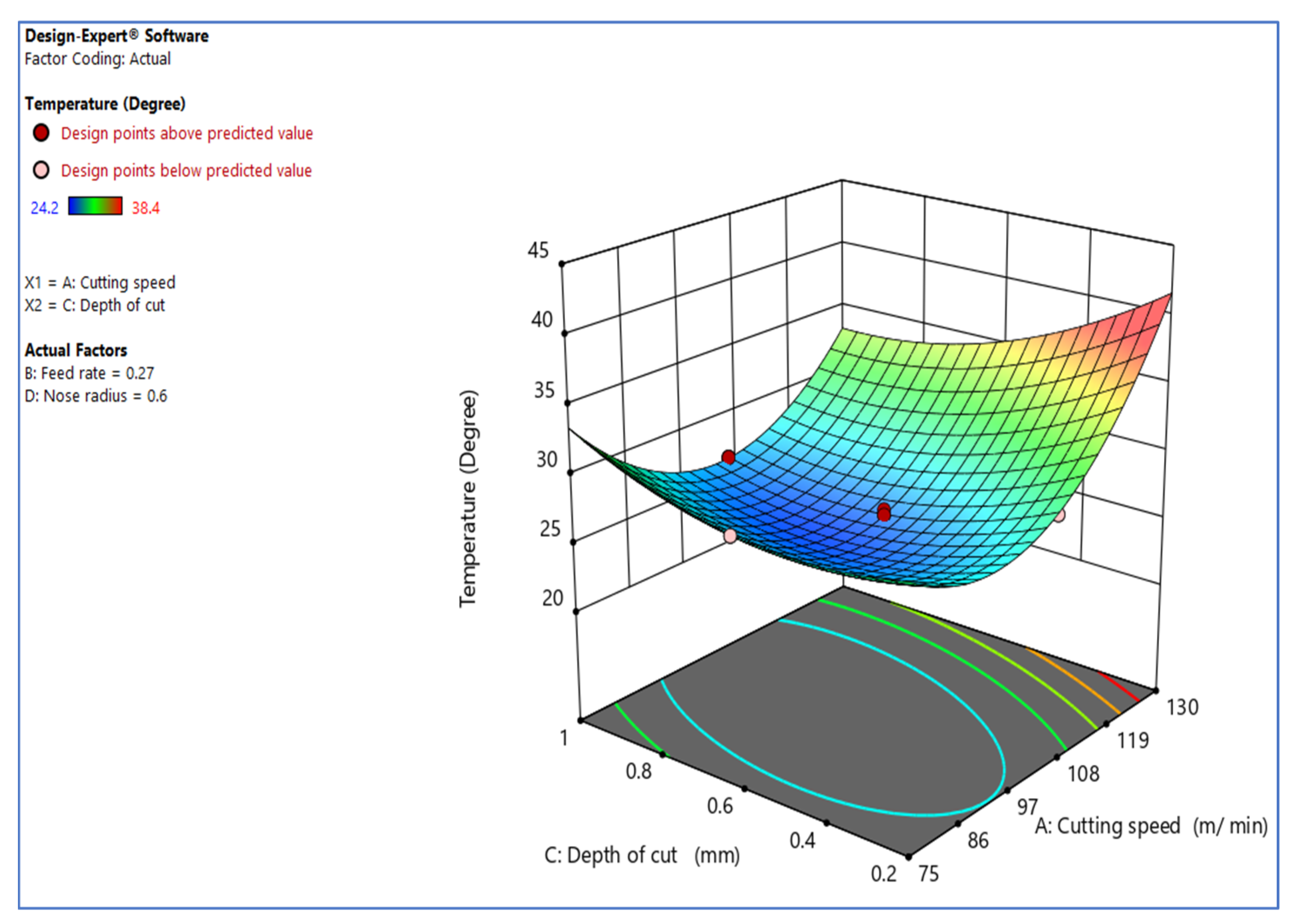
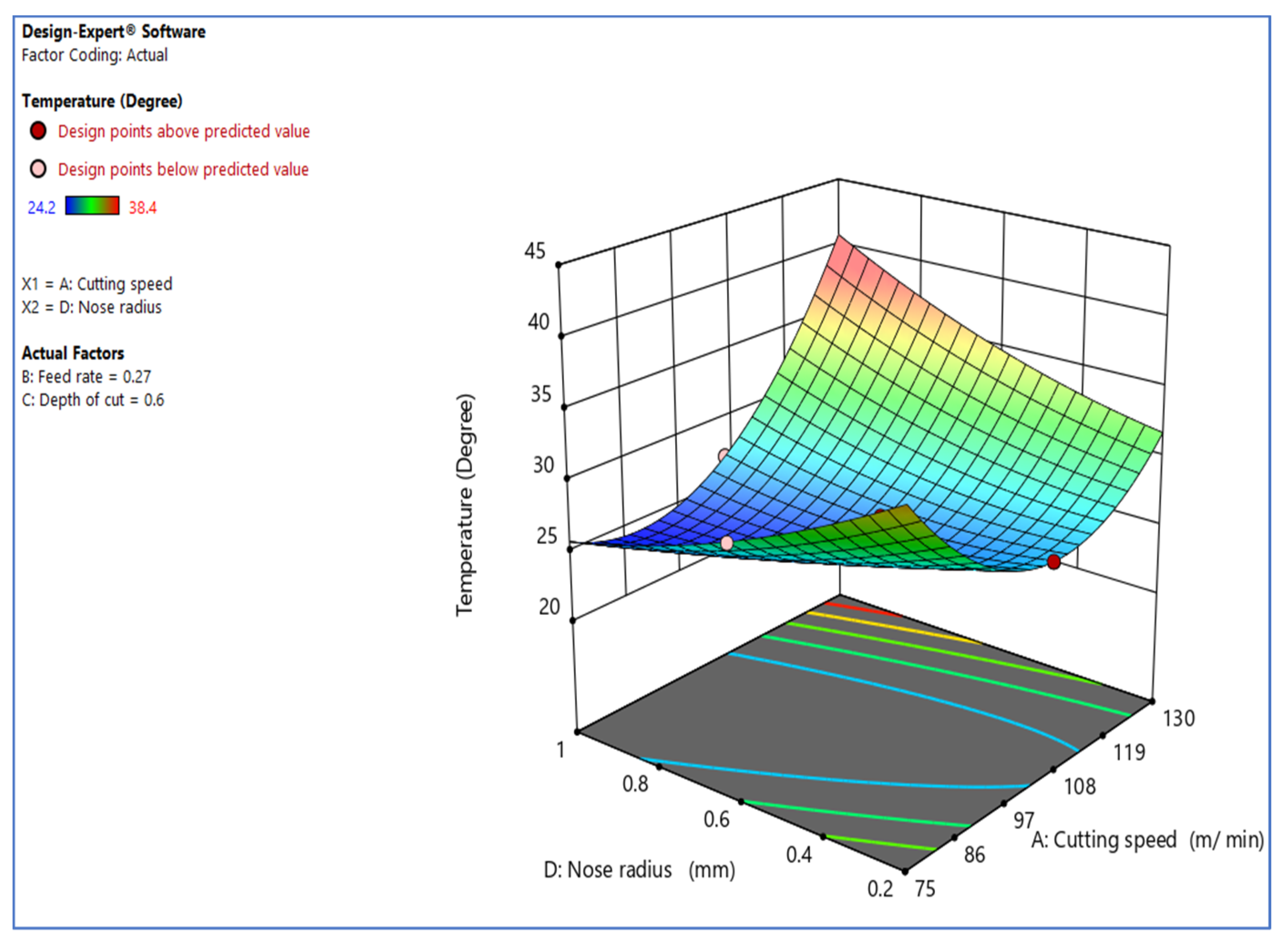
3.1. Interaction Effect
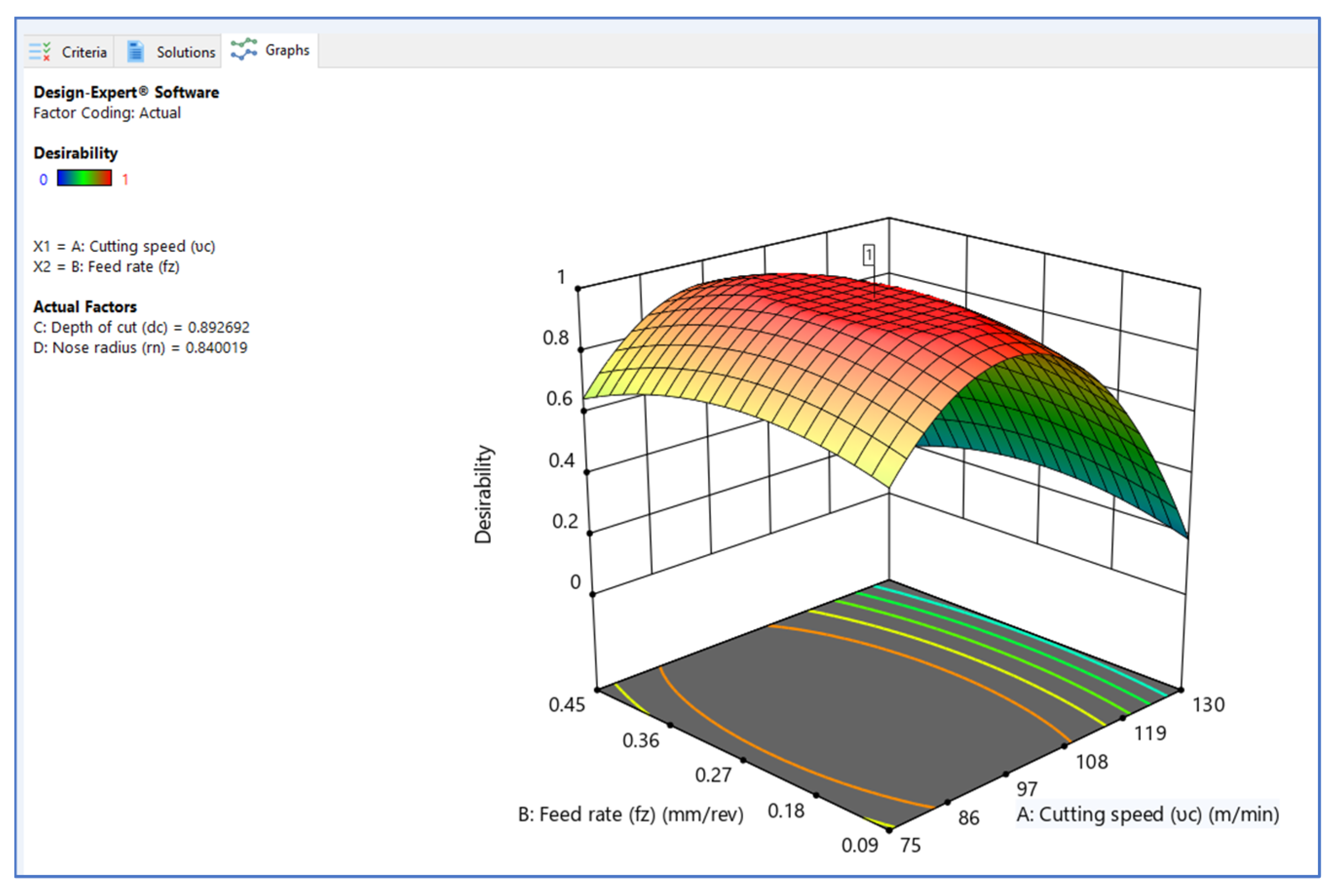
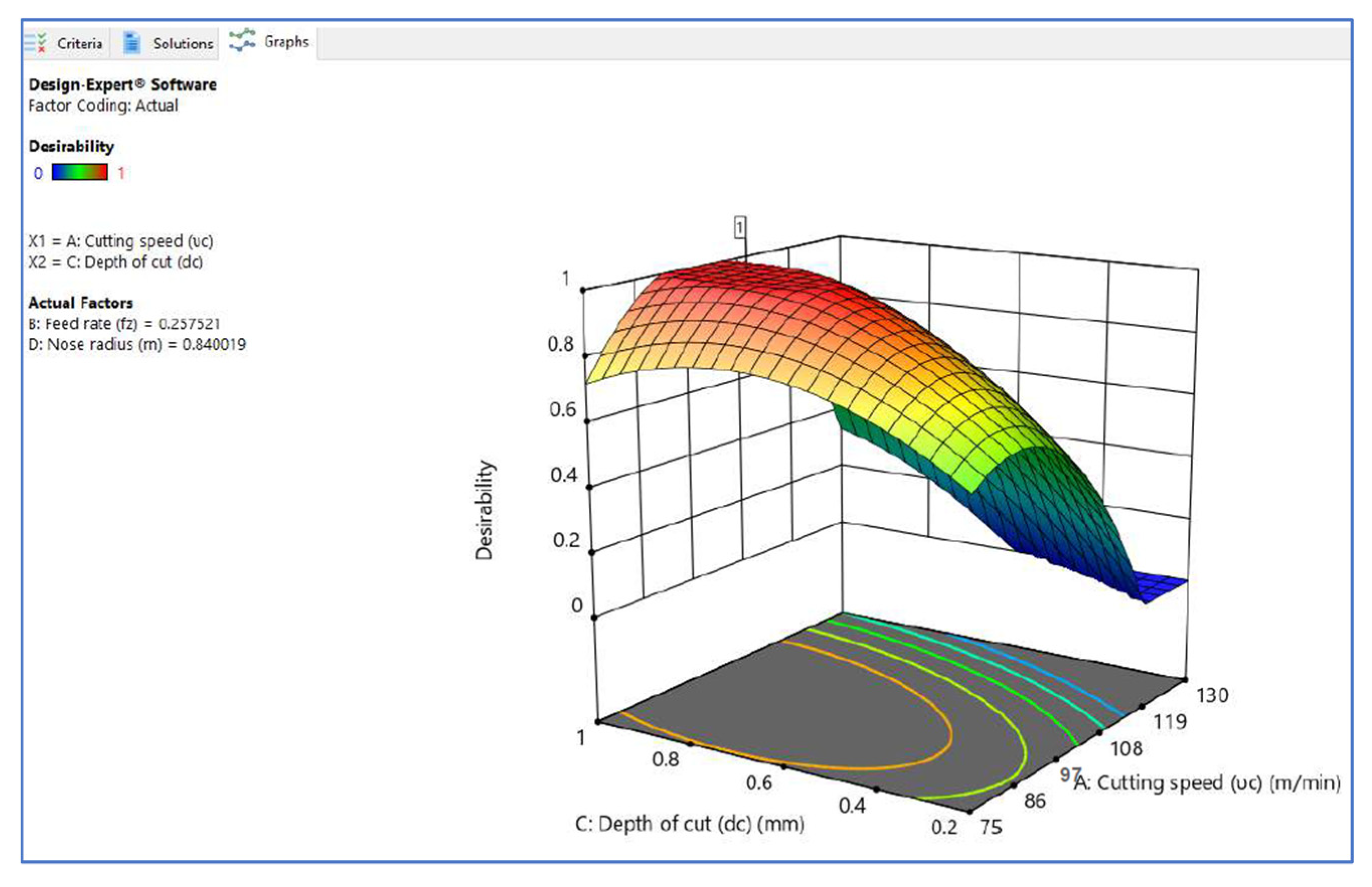
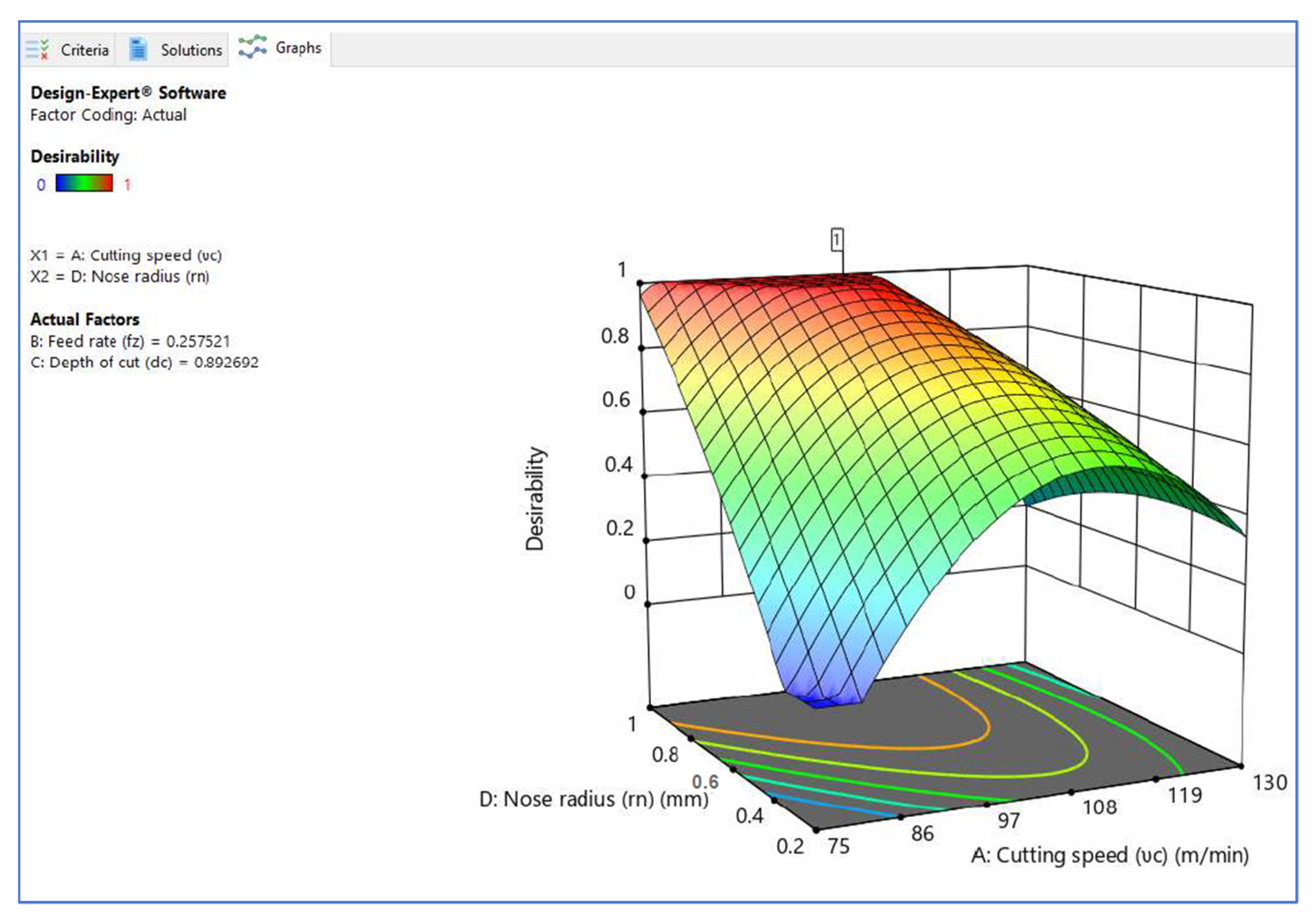
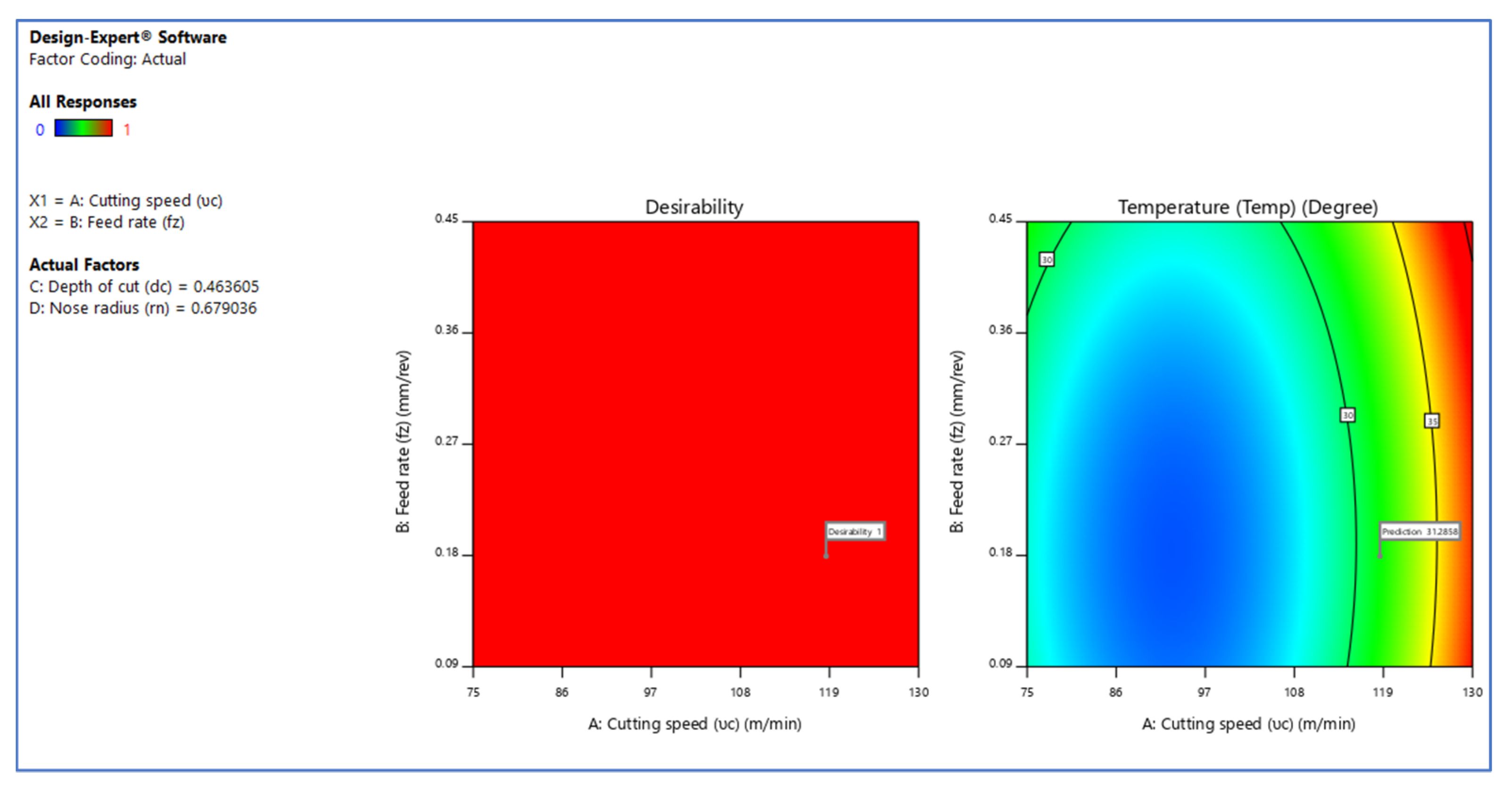
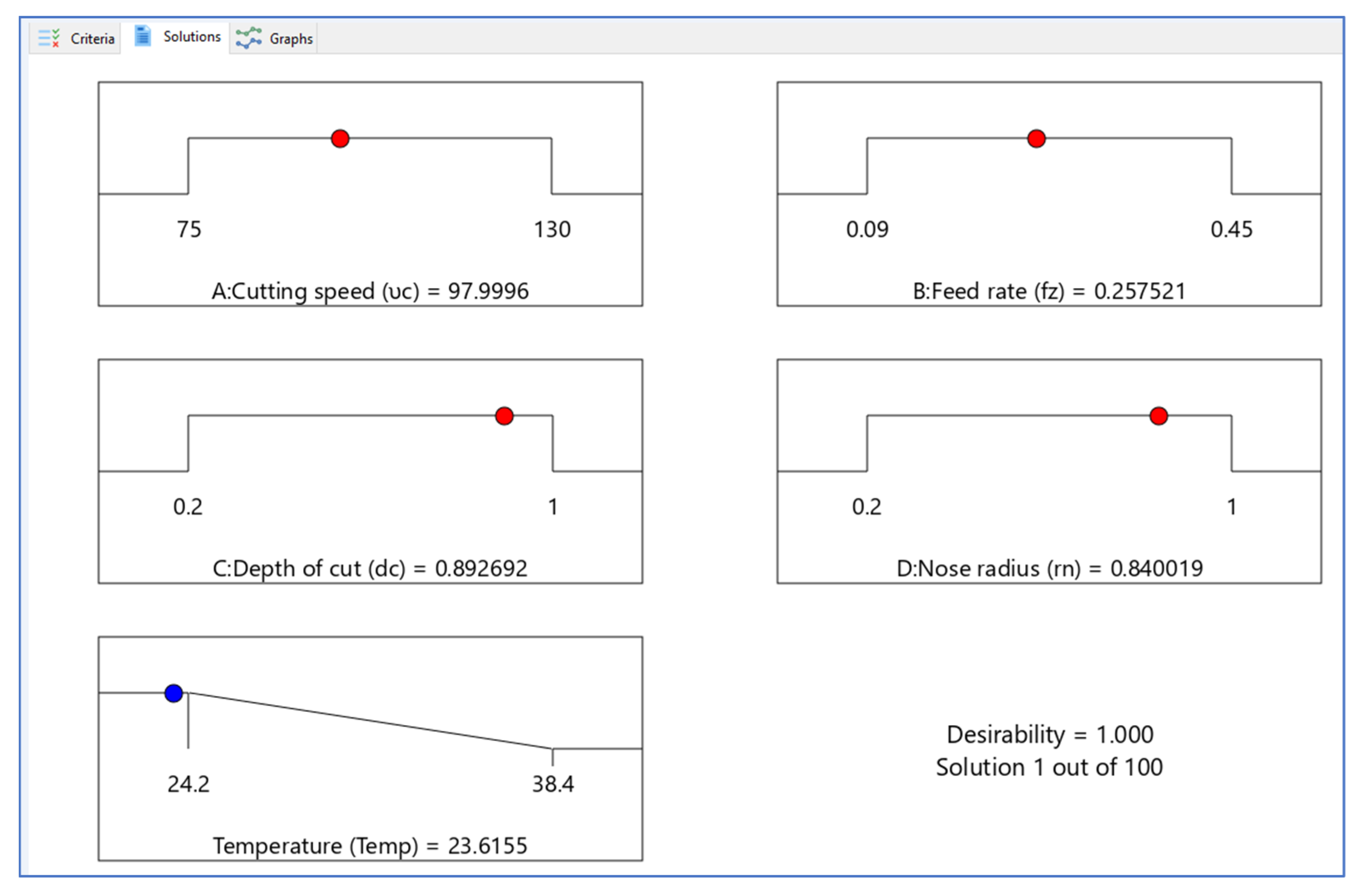
3.2. Implementation of DFA
4. Validation of the Model
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Muthukrishnana, N.; Paulo Davim, J. Optimization of machining parameters of Al/SiC-MMC with ANOVA and ANN analysis. J. Mater. Process. Technol. 2009, 209, 225–232. [Google Scholar] [CrossRef]
- Ding, X.; Liewb, W.Y.H.; Liu, X.D. Evaluation of machining performance of MMC with PCBN and PCD tools. Wear 2005, 259, 1225–1234. [Google Scholar] [CrossRef]
- Devaraj, S.; Malkapuram, R.; Singaravel, B. Performance analysis of micro textured cutting insert design parameters on machining of Al-MMC in turning process. Int. J. Lightweight Mater. Manuf. 2021, 4, 210–217. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Pradhan, S. Modeling and optimization of Al/SiCp MMC machining using Taguchi approach. Measurement 2013, 46, 3064–3072. [Google Scholar] [CrossRef]
- Palanikumar, K.; Muthukrishnan, N.; Hariprasad, K.S. Surface Roughness Parameters Optimization in Machining A356/SiC/20p Metal Matrix Composites by PCD Tool using Response Surface Methodology and Desirability Function. Mach. Sci. Technol. 2008, 12, 529–545. [Google Scholar] [CrossRef]
- Nataraj, M.; Balasubramanian, K. Parametric Optimization of CNC Turning Process for Hybrid Metal Matrix Composite. Int. J. Adv. Manuf. Technol. 2017, 93, 215–224. [Google Scholar] [CrossRef]
- Dhavamani, C.; Alwarsamy, T. Optimization of Machining Parameters for Aluminum and Silicon Carbide Composite Using Genetic Algorithm. Procedia Eng. 2012, 38, 1994–2004. [Google Scholar] [CrossRef]
- Muthukrishnan, N.; Babu, T.S.M.; Ramanujam, R. Fabrication and Turning of Al/SiC/B 4 C Hybrid Metal Matrix Composites Optimization Using Desirability Analysis. J. Chin. Inst. Ind. Eng. 2012, 29, 515–525. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K. Application of the Central Composite Design in Optimization of Machining Parameters in Drilling Hybrid Metal Matrix Composites. Measurement 2013, 46, 1470–1481. [Google Scholar] [CrossRef]
- Devarajaiah, D.; Muthumari, C. Evaluation of Power Consumption and MRR in WEDM of Ti–6Al–4V Alloy and Its Simultaneous Optimization for Sustainable Production. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 400. [Google Scholar] [CrossRef]
- Kumar, V.; Kharub, M.; Sinha, A. Modeling and Optimization of Turning Parameters during Machining of AA6061 Composite Using RSM Box-Behnken Design. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1057, 012058. [Google Scholar] [CrossRef]
- Ramanujam, R.; Raju, R.; Muthukrishnan, N. Taguchi Multi-Machining Characteristics Optimization in Turning of Al-15%SiCp Composites Using Desirability Function Analysis. J. Stud. Manuf. 2010, 1, 120–125. [Google Scholar]
- Rouniyar, A.K.; Shandilya, P. Semi-Empirical Modeling and Optimization of Process Parameters on Overcut during MFAPM-EDM of Al6061 Alloy. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 235, 1784–1796. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of Cutting Parameters Using Response Surface Method for Minimizing Energy Consumption and Maximizing Cutting Quality in Turning of AISI 6061 T6 Aluminum. J. Clean. Prod. 2015, 91, 109–117. [Google Scholar] [CrossRef]
- Seeman, M.; Ganesan, G.; Karthikeyan, R.; Velayudham, A. Study on Tool Wear and Surface Roughness in Machining of Particulate Aluminum Metal Matrix Composite-Response Surface Methodology Approach. Int. J. Adv. Manuf. Technol. 2010, 48, 613–624. [Google Scholar] [CrossRef]
- Joardar, H.; Das, N.S.; Sutradhar, G.; Singh, S. Application of Response Surface Methodology for Determining Cutting Force Model in Turning of LM6/SiCP Metal Matrix Composite. Measurement 2014, 47, 452–464. [Google Scholar] [CrossRef]
- Liu, D.; Huang, C.; Wang, J.; Zhu, H.; Yao, P.; Liu, Z. Modeling and Optimization of Operating Parameters for Abrasive Waterjet Turning Alumina Ceramics Using Response Surface Methodology Combined with Box–Behnken Design. Ceram. Int. 2014, 40, 7899–7908. [Google Scholar] [CrossRef]
- Mugendiran, V.; Gnanavelbabu, A.; Ramadoss, R. Parameter Optimization for Surface Roughness and Wall Thickness on AA5052 Aluminium Alloy by Incremental Forming Using Response Surface Methodology. Procedia Eng. 2014, 97, 1991–2000. [Google Scholar] [CrossRef]
- Singh, D.; Chadha, V.; Singari, R.M. Effect of Nose Radius on Surface Roughness During CNC Turning Using Response Surface Methodology. Int. J. Recent Adv. Mech. Eng. 2016, 5, 31–45. [Google Scholar] [CrossRef]
- Veeraajay, C.; Vinoth, V. Optimization of Process Parameters in Turning of Aluminum Alloy Using Response Surface Methodology. Mater. Today Proc. 2021, 46, 9462–9468. [Google Scholar] [CrossRef]
- Bhushan, R.K. Optimization of Cutting Parameters for Minimizing Power Consumption and Maximizing Tool Life during Machining of Al Alloy SiC Particle Composites. J. Clean. Prod. 2013, 39, 242–254. [Google Scholar] [CrossRef]
- Naveen Sait, A.; Aravindan, S.; Noorul Haq, A. Optimisation of Machining Parameters of Glass-Fibre-Reinforced Plastic (GFRP) Pipes by Desirability Function Analysis Using Taguchi Technique. Int. J. Adv. Manuf. Technol. 2009, 43, 581–589. [Google Scholar] [CrossRef]
- Sharma, S.; Tamang, S.; Devarasiddappa, D.; Chandrasekran, M. Fuzzy Logic Modeling and Multiple Performance Optimization in Turning GFRP Composites Using Desirability Function Analysis. Procedia Mater. Sci. 2014, 6, 1805–1814. [Google Scholar] [CrossRef]
- Ramanujam, R.; Maiyar, L.M.; Venkatesan, K.; Vasan, M. Multi-response Optimization using ANOVA and Desirability Function Analysis: A case study in End Milling of Inconel alloy. ARPN J. Eng. Appl. Sci. 2014, 9, 7. [Google Scholar]
- Pandey, R.K.; Panda, S.S. Optimization of Bone Drilling Using Taguchi Methodology Coupled with Fuzzy Based Desirability Function Approach. J. Intell. Manuf. 2015, 26, 1121–1129. [Google Scholar] [CrossRef]
- Box, G.E.P.; Behnken, D.W. Some New Three Level Designs for the Study of Quantitative Variables. Technometrics 1960, 2, 455–475. [Google Scholar] [CrossRef]
- Box, G.E.P.; Hunter, J.S.; Hunter, W.G. Statistics for Experimenters: Design, Innovation, and Discovery; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Hmt, H.M.T.; Bangalore, H. Production Technology; Tata McGraw-Hill Education: New York, NY, USA, 2001. [Google Scholar]
- Mahesh, G.; Muthu, S.; Devadasan, S.R. Prediction of Surface Roughness of End Milling Operation Using Genetic Algorithm. Int. J. Adv. Manuf. Technol. 2015, 77, 369–381. [Google Scholar] [CrossRef]
- Derringer, G.; Suich, R. Simultaneous Optimization of Several Response Variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Harrington, E.C. The Desirability Function. Ind. Qual. Control 1965, 21, 494–498. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sl. No | Parameter Considered | Factorial Levels | ||||
|---|---|---|---|---|---|---|
| −2 | −1 | 0 | 1 | 2 | ||
| 1 | Cutting speed, Vc (m/min) | 75 | 90 | 105 | 120 | 130 |
| 2 | Rate of feed, Fz (mm/rev) | 0.09 | 0.18 | 0.27 | 0.36 | 0.45 |
| 3 | Cutting depth, Dc (mm) | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 |
| 4 | Tool Nose radius, Rn (mm) | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 |
| Sl. No | Vc (m/min) | Fz (mm/rev) | Dc (mm) | Rn (mm) | Temperature Rise °C Tob (Observed) | Temperature Rise °C (TRSM) (Pred. by RSM) |
|---|---|---|---|---|---|---|
| 1 | 120 | 0.36 | 0.8 | 0.4 | 28.8 | 28.77 |
| 2 | 90 | 0.18 | 0.8 | 0.4 | 29.8 | 29.84 |
| 3 | 105 | 0.27 | 1.0 | 0.6 | 26.6 | 26.55 |
| 4 | 105 | 0.27 | 0.6 | 0.6 | 25.8 | 25.77 |
| 5 | 90 | 0.36 | 0.8 | 0.8 | 24.9 | 24.76 |
| 6 | 105 | 0.27 | 0.6 | 0.2 | 26.8 | 26.80 |
| 7 | 120 | 0.36 | 0.8 | 0.8 | 29.7 | 30.10 |
| 8 | 105 | 0.27 | 0.6 | 0.6 | 28.2 | 25.77 |
| 9 | 75 | 0.27 | 0.6 | 0.6 | 29.3 | 29.58 |
| 10 | 90 | 0.18 | 0.4 | 0.4 | 27.1 | 26.71 |
| 11 | 90 | 0.36 | 0.8 | 0.4 | 28.6 | 28.61 |
| 12 | 105 | 0.27 | 0.6 | 0.6 | 25.6 | 25.77 |
| 13 | 105 | 0.27 | 0.2 | 0.6 | 29.6 | 29.66 |
| 14 | 120 | 0.18 | 0.8 | 0.8 | 29.8 | 29.73 |
| 15 | 120 | 0.18 | 0.4 | 0.4 | 30.1 | 30.12 |
| 16 | 105 | 0.27 | 0.6 | 0.6 | 25.6 | 25.77 |
| 17 | 90 | 0.36 | 0.4 | 0.8 | 27.8 | 27.88 |
| 18 | 90 | 0.36 | 0.4 | 0.4 | 27.2 | 27.16 |
| 19 | 105 | 0.27 | 0.6 | 1.0 | 27.1 | 27.11 |
| 20 | 120 | 0.18 | 0.4 | 0.8 | 34.2 | 34.30 |
| 21 | 90 | 0.18 | 0.4 | 0.8 | 25.8 | 25.71 |
| 22 | 105 | 0.45 | 0.6 | 0.6 | 27.6 | 27.61 |
| 23 | 105 | 0.09 | 0.6 | 0.6 | 26.8 | 26.80 |
| 24 | 120 | 0.36 | 0.4 | 0.4 | 30.4 | 30.45 |
| 25 | 105 | 0.27 | 0.6 | 0.6 | 25.8 | 25.77 |
| 26 | 120 | 0.18 | 0.8 | 0.4 | 30.1 | 30.13 |
| 27 | 135 | 0.27 | 0.6 | 0.6 | 38.8 | 38.33 |
| 28 | 90 | 0.18 | 0.8 | 0.8 | 24.2 | 24.26 |
| 29 | 120 | 0.36 | 0.4 | 0.8 | 36.5 | 36.34 |
| 30 | 105 | 0.27 | 0.6 | 0.6 | 25.6 | 25.77 |
| Source | Sum of Squares Value | df | Mean Square Value | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 311.21 | 14 | 22.23 | 786.09 | <0.0001 | significant |
| Vc | 49.56 | 1 | 49.56 | 1752.53 | <0.0001 | |
| Fz | 1.01 | 1 | 1.01 | 35.72 | <0.0001 | |
| Dc | 9.70 | 1 | 9.70 | 343.14 | <0.0001 | |
| Rn | 0.4290 | 1 | 0.4290 | 15.17 | 0.0014 | |
| Vc Fz | 0.0156 | 1 | 0.0156 | 0.5526 | 0.4688 | |
| Vc Dc | 9.77 | 1 | 9.77 | 345.35 | <0.0001 | |
| Vc Rn | 26.78 | 1 | 26.78 | 947.06 | <0.0001 | |
| Fz Dc | 2.81 | 1 | 2.81 | 99.22 | <0.0001 | |
| Fz Rn | 2.98 | 1 | 2.98 | 105.23 | <0.0001 | |
| Dc Rn | 20.93 | 1 | 20.93 | 740.18 | <0.0001 | |
| Vc2 | 114.92 | 1 | 114.92 | 4063.88 | <0.0001 | |
| Fz2 | 3.54 | 1 | 3.54 | 125.27 | <0.0001 | |
| Dc 2 | 9.37 | 1 | 9.37 | 331.24 | <0.0001 | |
| Rn2 | 2.42 | 1 | 2.42 | 85.49 | <0.0001 | |
| Residual | 0.4242 | 15 | 0.0283 | |||
| Lack of Fit | 0.1508 | 10 | 0.0151 | 0.2759 | 0.9606 | Insignificant |
| Pure Error | 0.2733 | 5 | 0.0547 | |||
| Cor Total | 311.63 | 29 |
| Sl. No | Input Parameter | Goal | Lower Limit | Upper Limit |
|---|---|---|---|---|
| 1 | Vc | In range | 75 | 130 |
| 2 | Fz | In range | 0.09 | 0.45 |
| 3 | Dc | In range | 0.2 | 1.0 |
| 4 | Rn | In range | 0.2 | 1.0 |
| 5 | Temperature rise Observed (Tob) | Minimize | 24.2 | 38.8 |
| Sl. No | Input Parameter | Goal | Optimum Value |
|---|---|---|---|
| 1 | Vc | In range | 98.0 (m/min) |
| 2 | Fz | In range | 0.26 (mm/rev) |
| 3 | Dc | In range | 0.893 (mm) |
| 4 | Rn | In range | 0.84 (mm) |
| 5 | Temperature rise Observed (Tob) | Minimize | 23.615 °C |
| Sl. No | Vc | Fz | Dc | Rn | Confirmatory Test (Temp., °C) | % Error | |
|---|---|---|---|---|---|---|---|
| Optimum Value by DFA | Exp. Value | ||||||
| 1 | 98.0 | 0.258 | 0.893 | 0.84 | 23.615 | 23.610 | 0.021 |
| 2 | 90.3 | 0.136 | 0.654 | 0.86 | 23.943 | 23.896 | 0.196 |
| 3 | 94.7 | 0.199 | 0.730 | 0.78 | 24.098 | 24.061 | 0.154 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gutema, E.M.; Gopal, M.; Lemu, H.G. Temperature Optimization by Using Response Surface Methodology and Desirability Analysis of Aluminium 6061. Materials 2022, 15, 5892. https://doi.org/10.3390/ma15175892
Gutema EM, Gopal M, Lemu HG. Temperature Optimization by Using Response Surface Methodology and Desirability Analysis of Aluminium 6061. Materials. 2022; 15(17):5892. https://doi.org/10.3390/ma15175892
Chicago/Turabian StyleGutema, Endalkachew Mosisa, Mahesh Gopal, and Hirpa Gelgele Lemu. 2022. "Temperature Optimization by Using Response Surface Methodology and Desirability Analysis of Aluminium 6061" Materials 15, no. 17: 5892. https://doi.org/10.3390/ma15175892