
Characterization Studies on Graphene-Aluminium Nano Composites for Aerospace Launch Vehicle External Fuel Tank Structural Application
 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
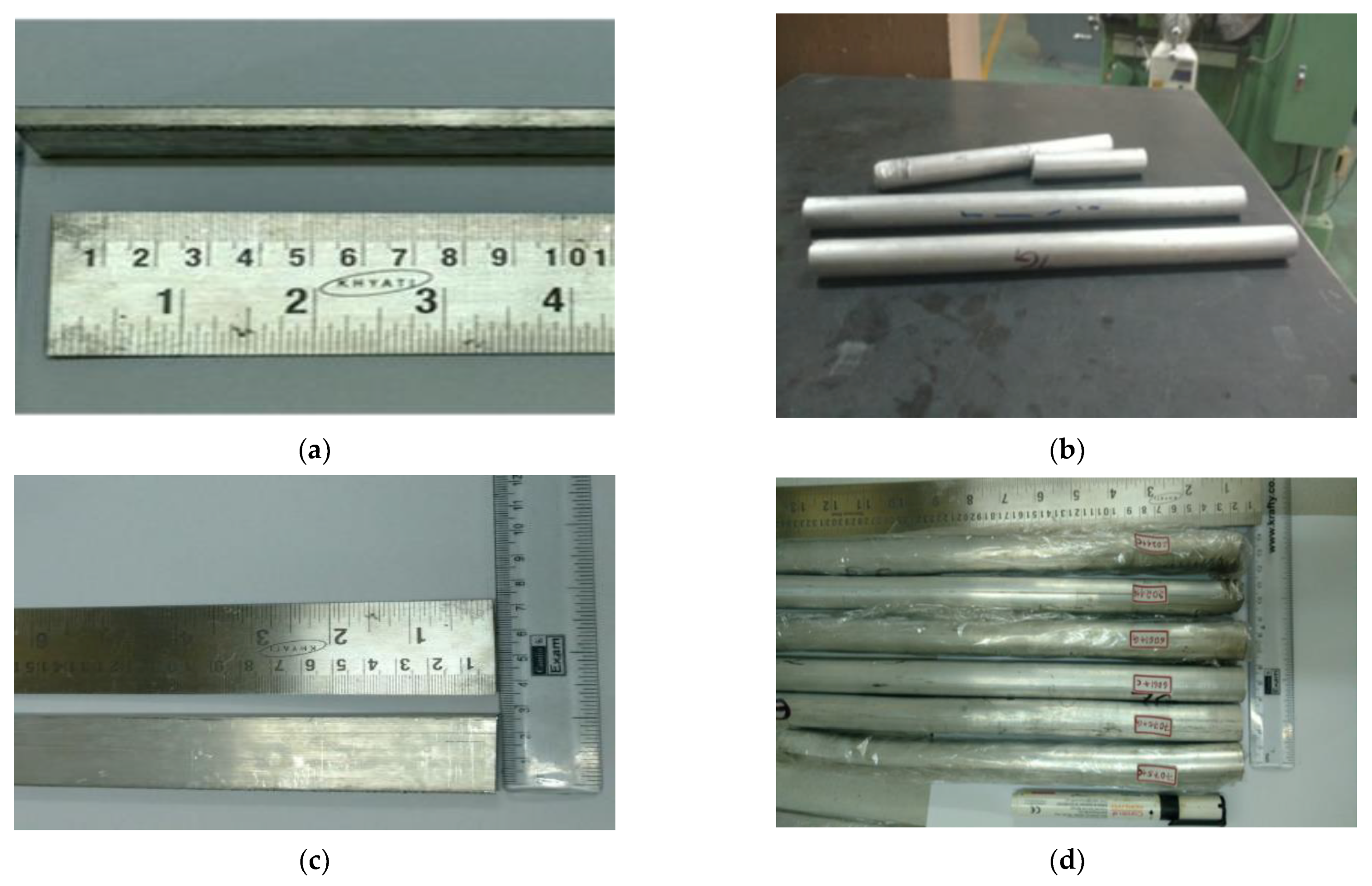
2.2. Microwave Processing and Hot Extrusion of Aluminium-Graphene Nano Composite
3. Results
3.1. Morphology of as Received Graphene (Finite Element–Scanning Electron Microscope FE-SEM)
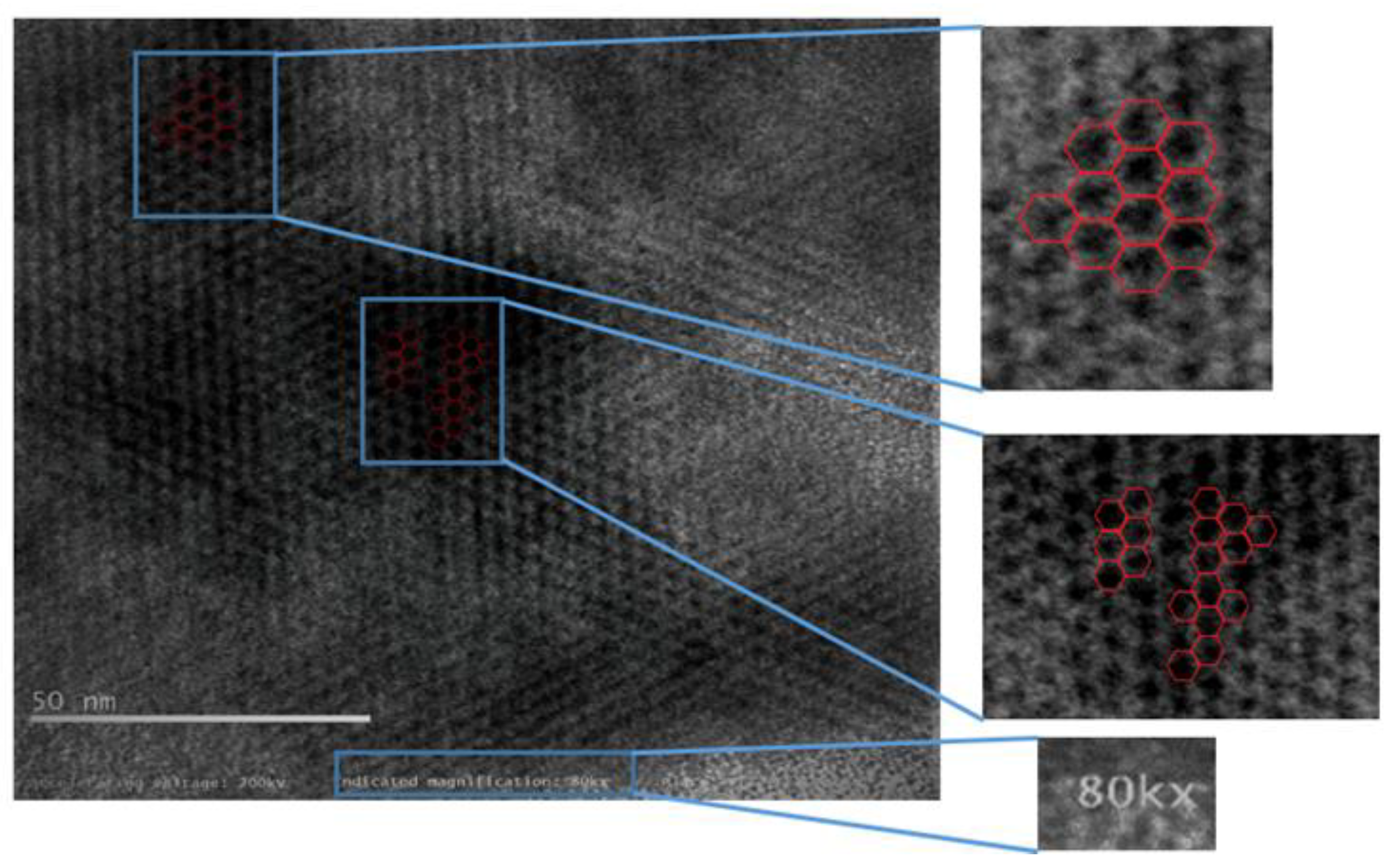
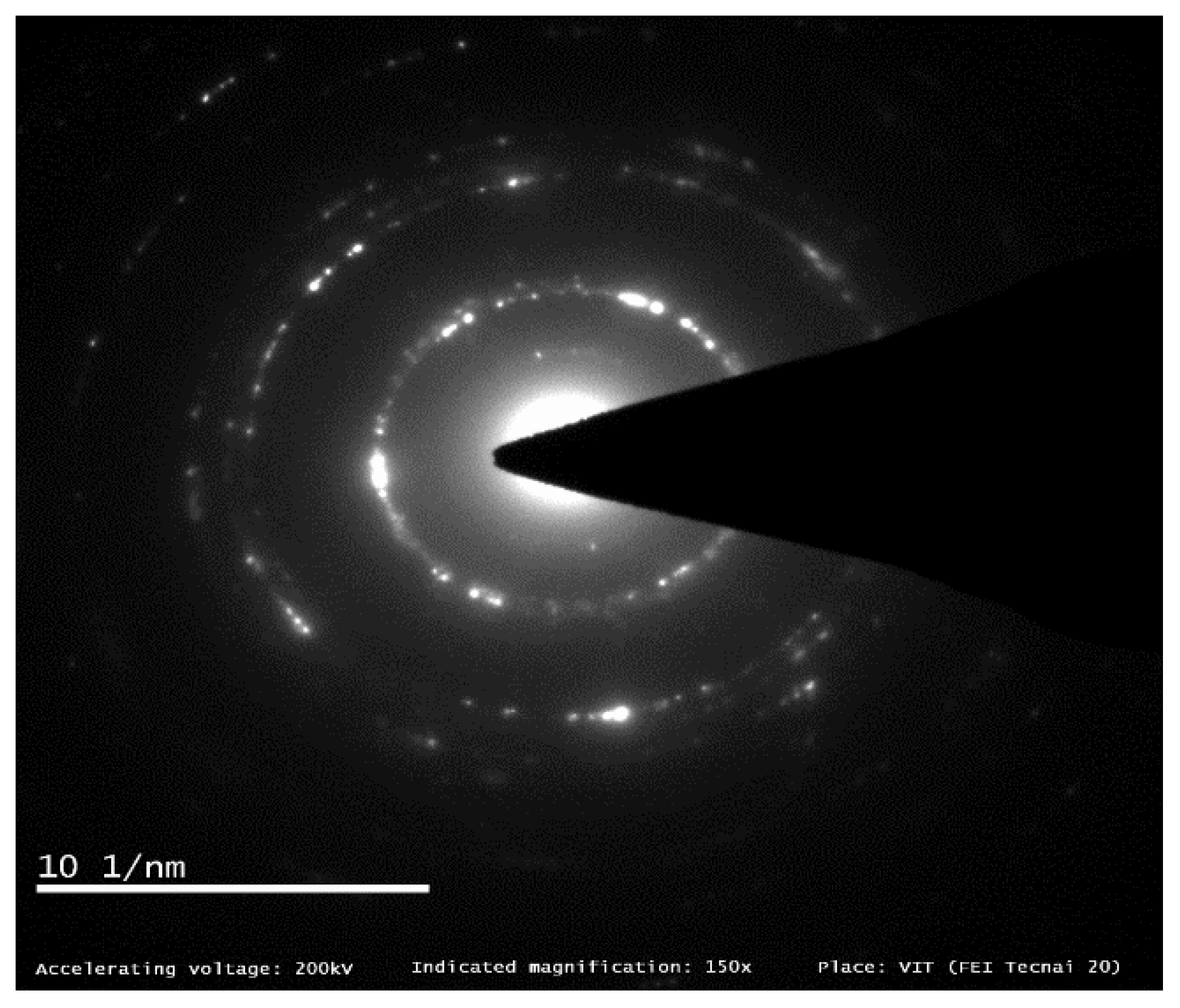
3.2. Morphology of as Received and Exfoliated Graphene (High Resolution Transmission Electron Microscope HR-TEM)
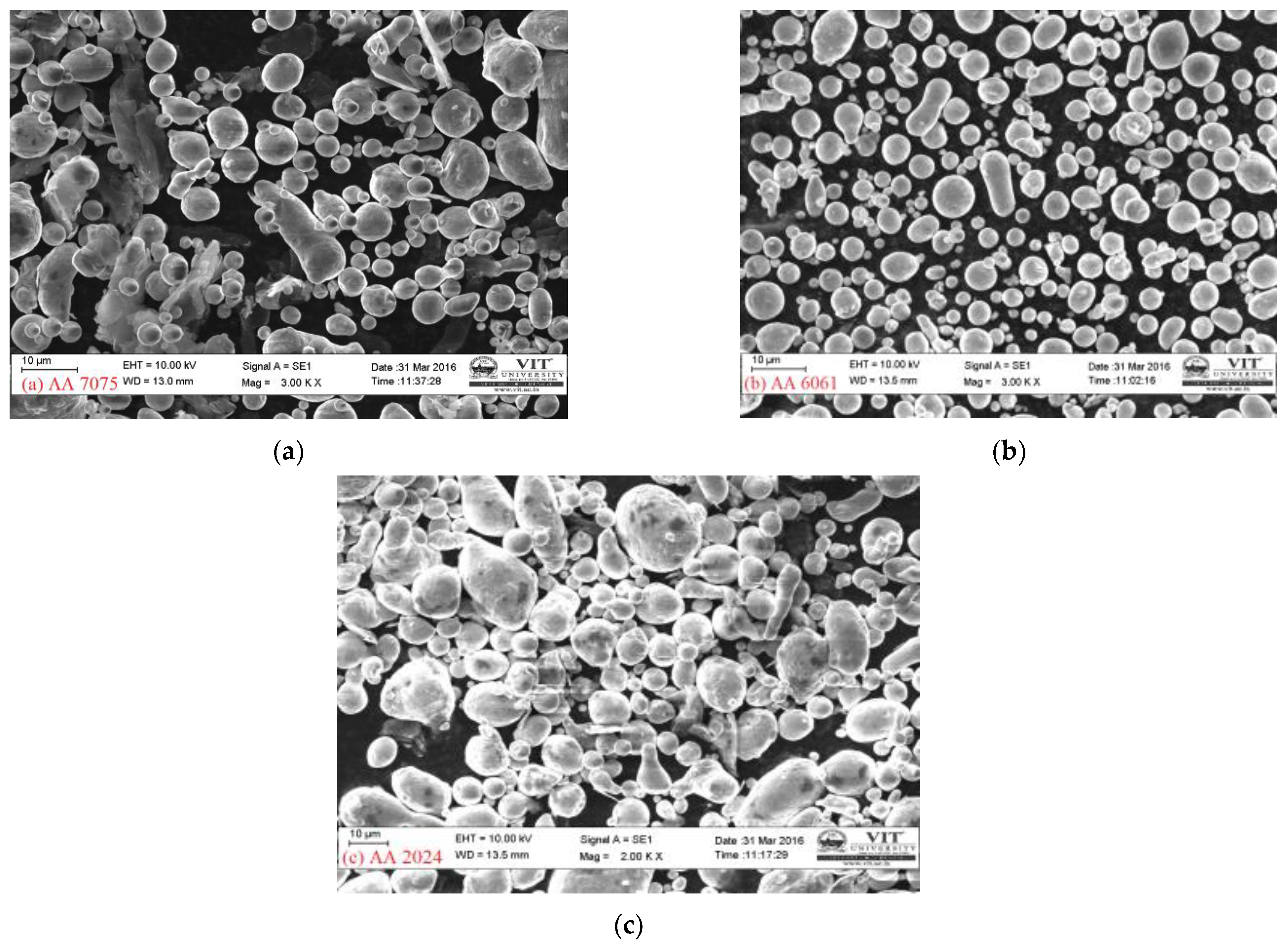
3.3. Morphology of as Received Aluminium Alloy Powders
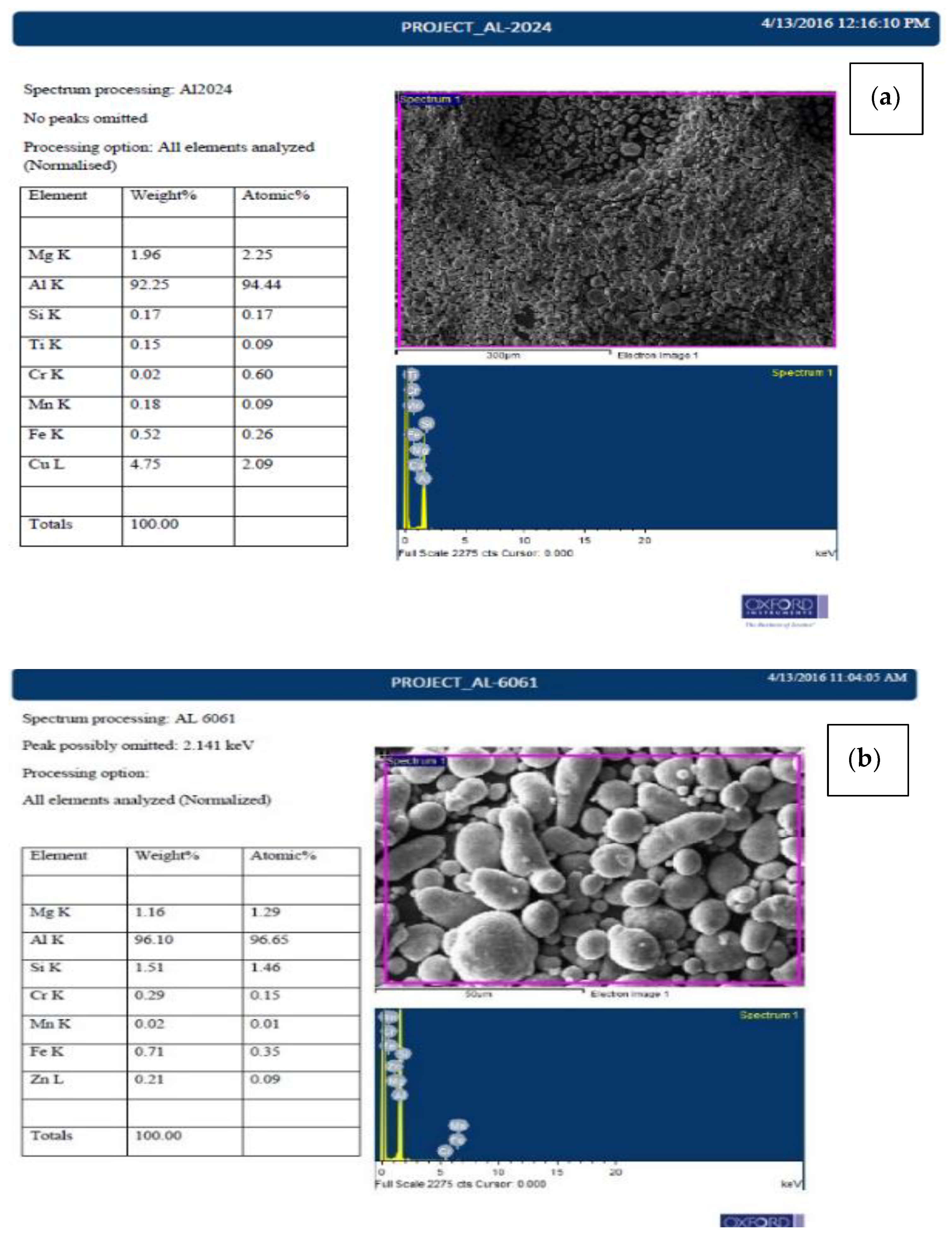
3.4. EDS Analysis of as Received Al and Graphene
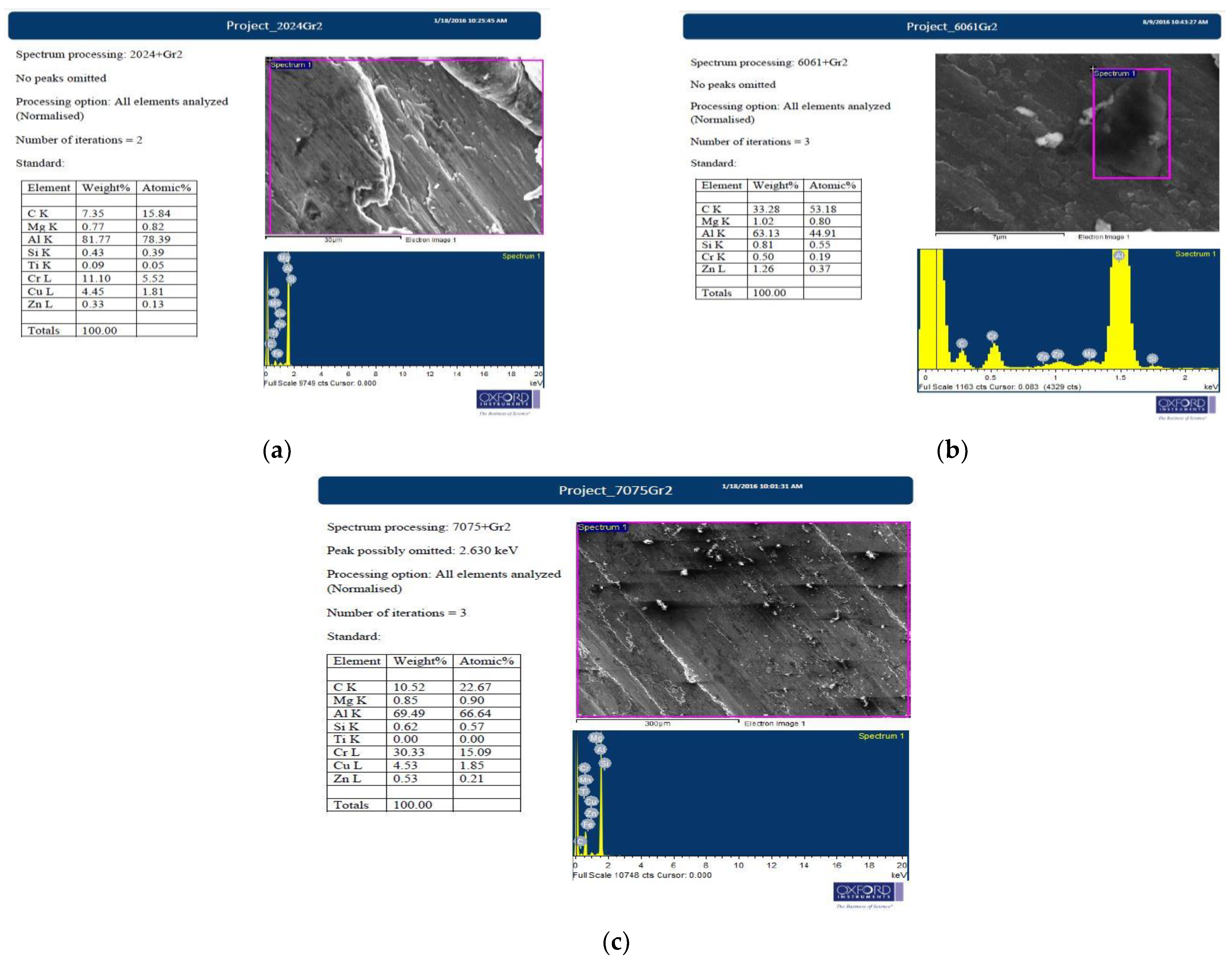
3.5. FE-SEM/EDS Analysis of Microwave Processed and Hot Extruded Nano Composites
3.6. XRD Analysis
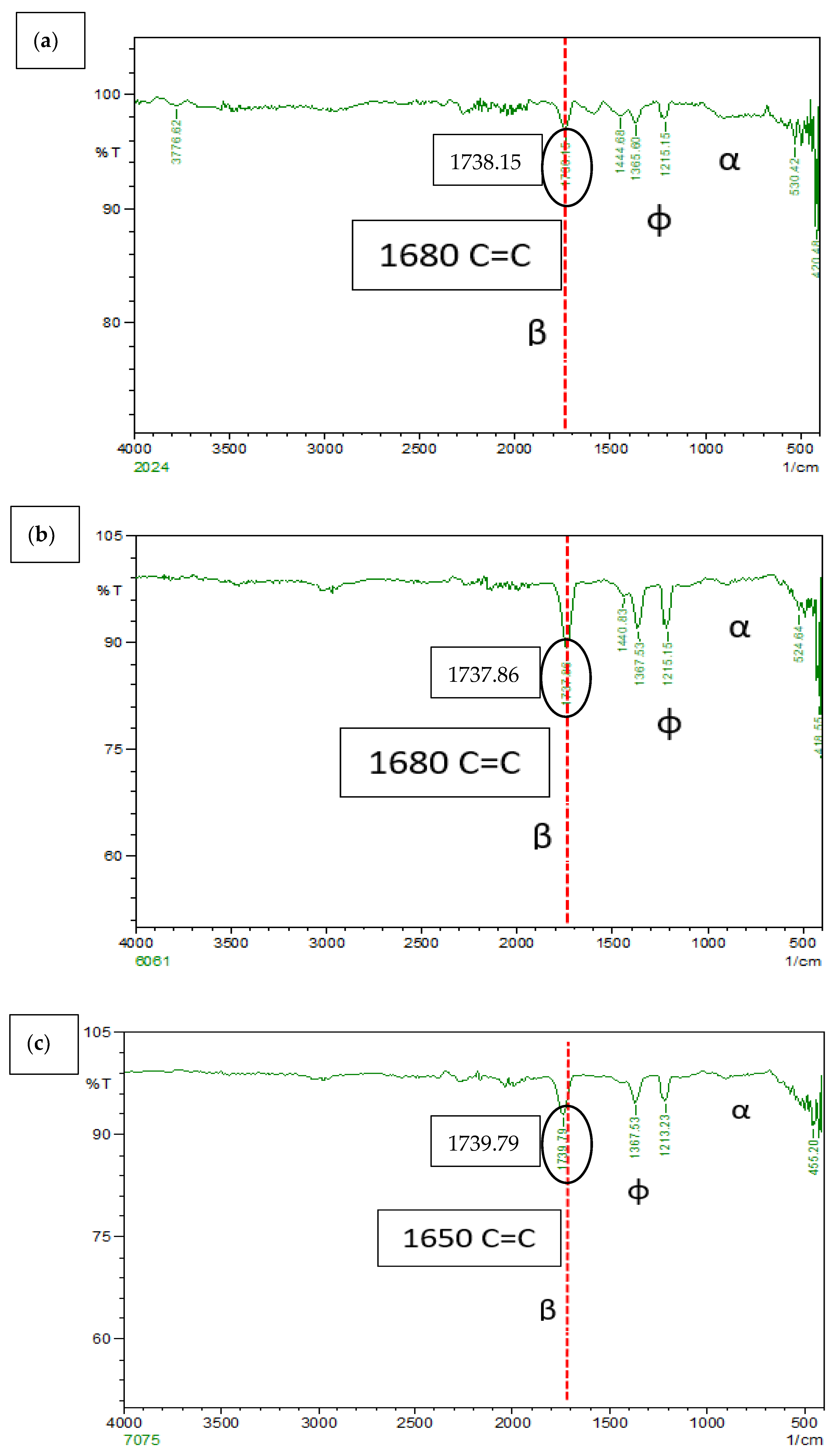
3.7. FTIR of Al-Gr Composites
4. Discussion
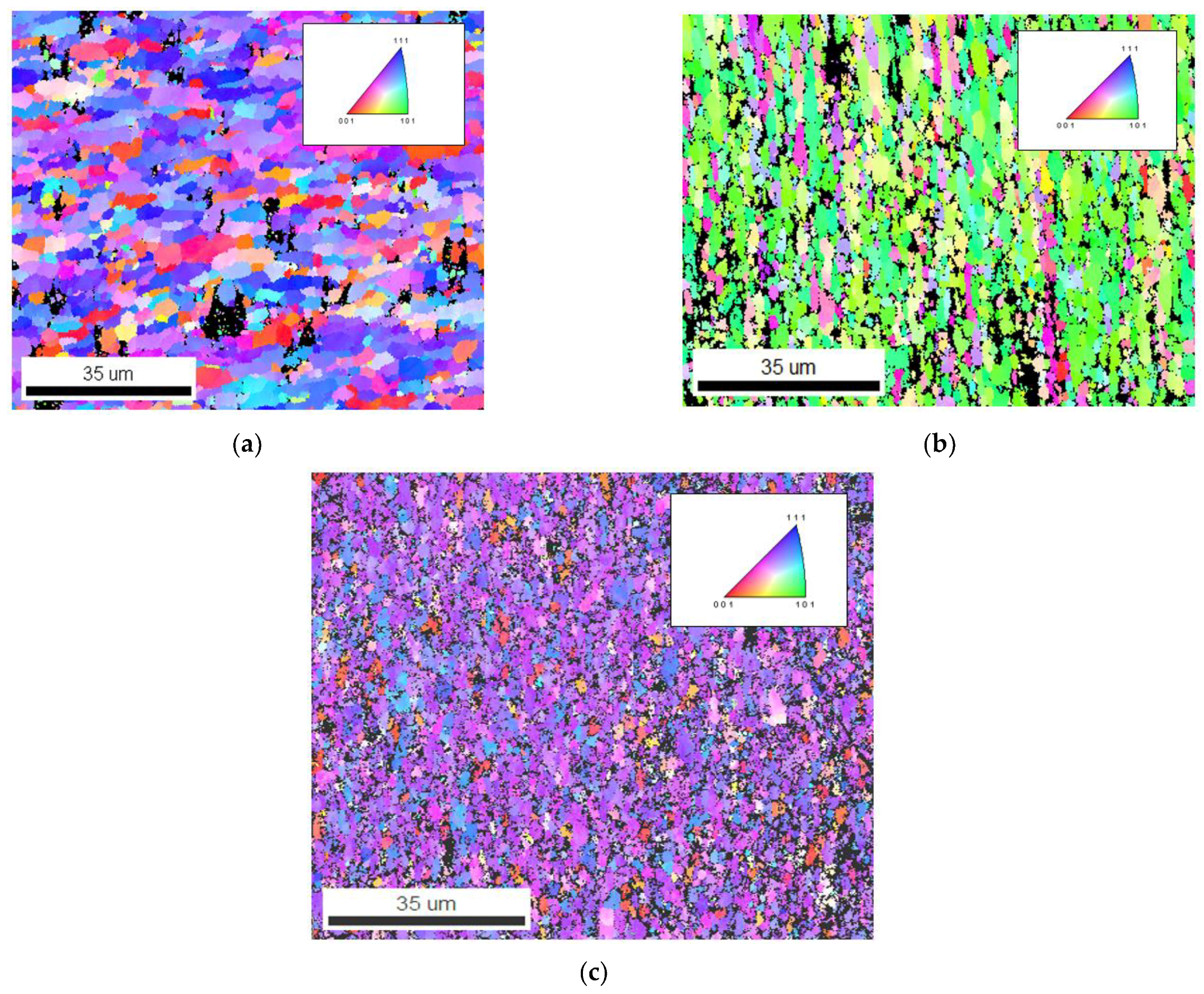
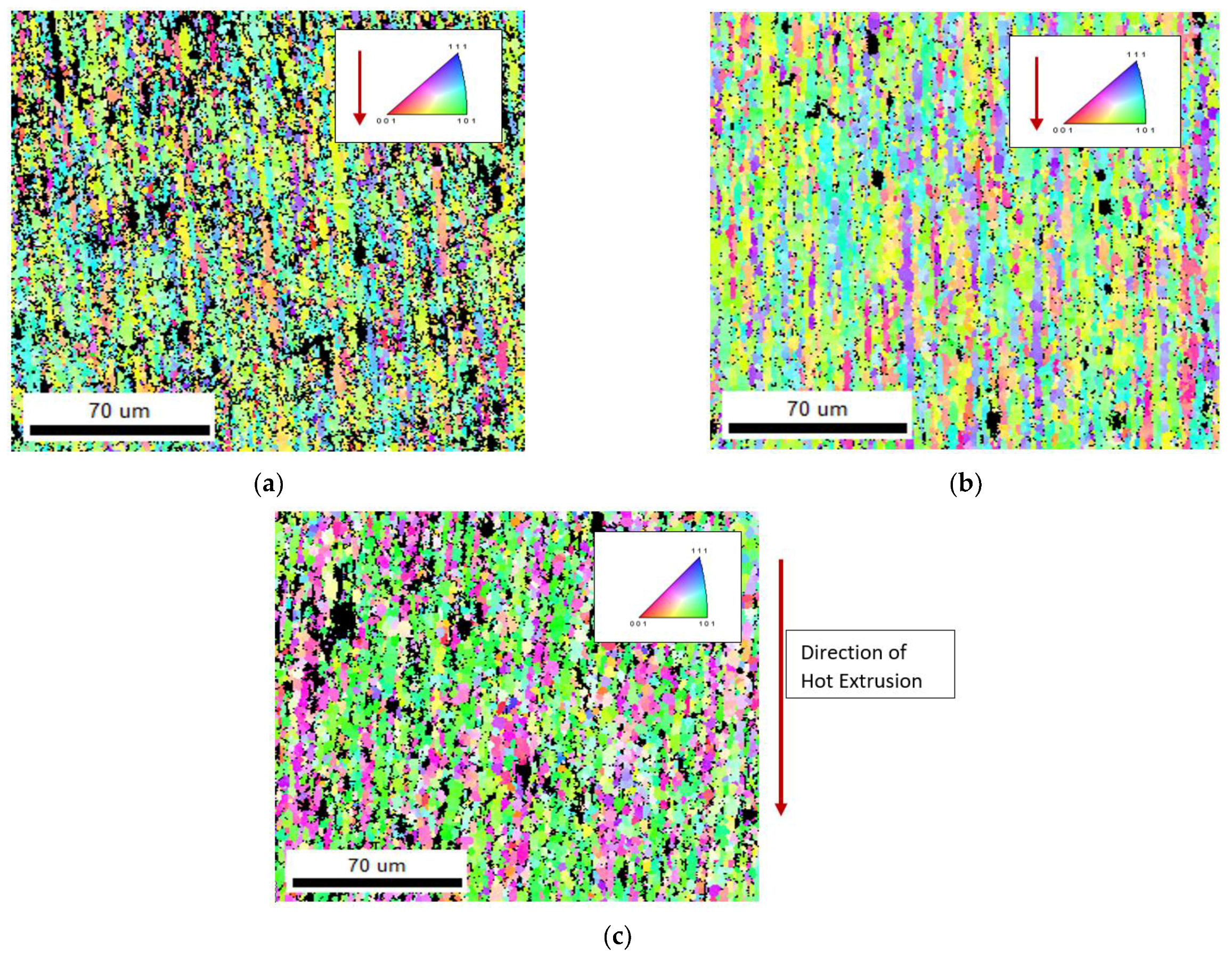
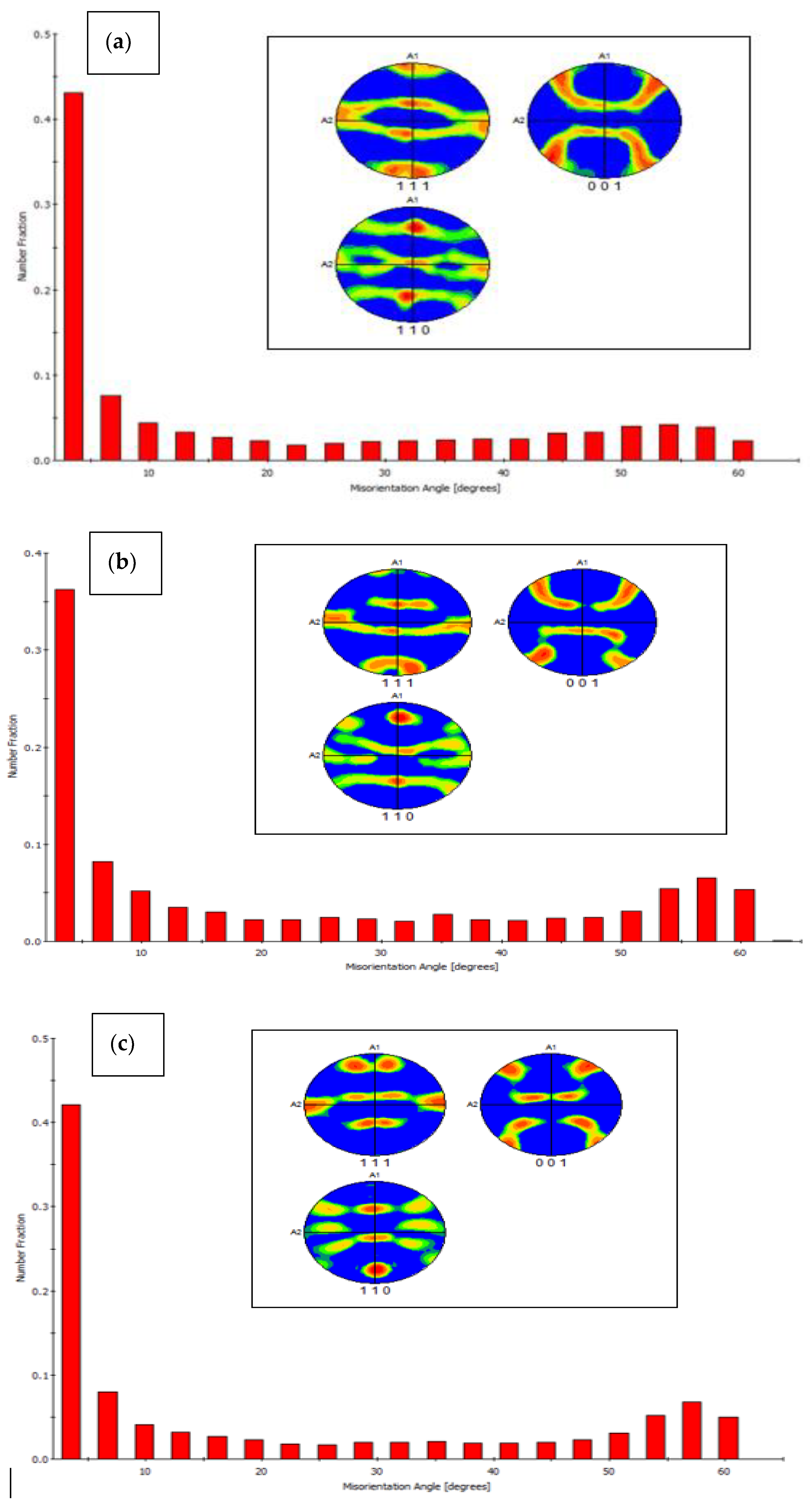
4.1. Electron Backscatter Diffraction (EBSD) Analysis
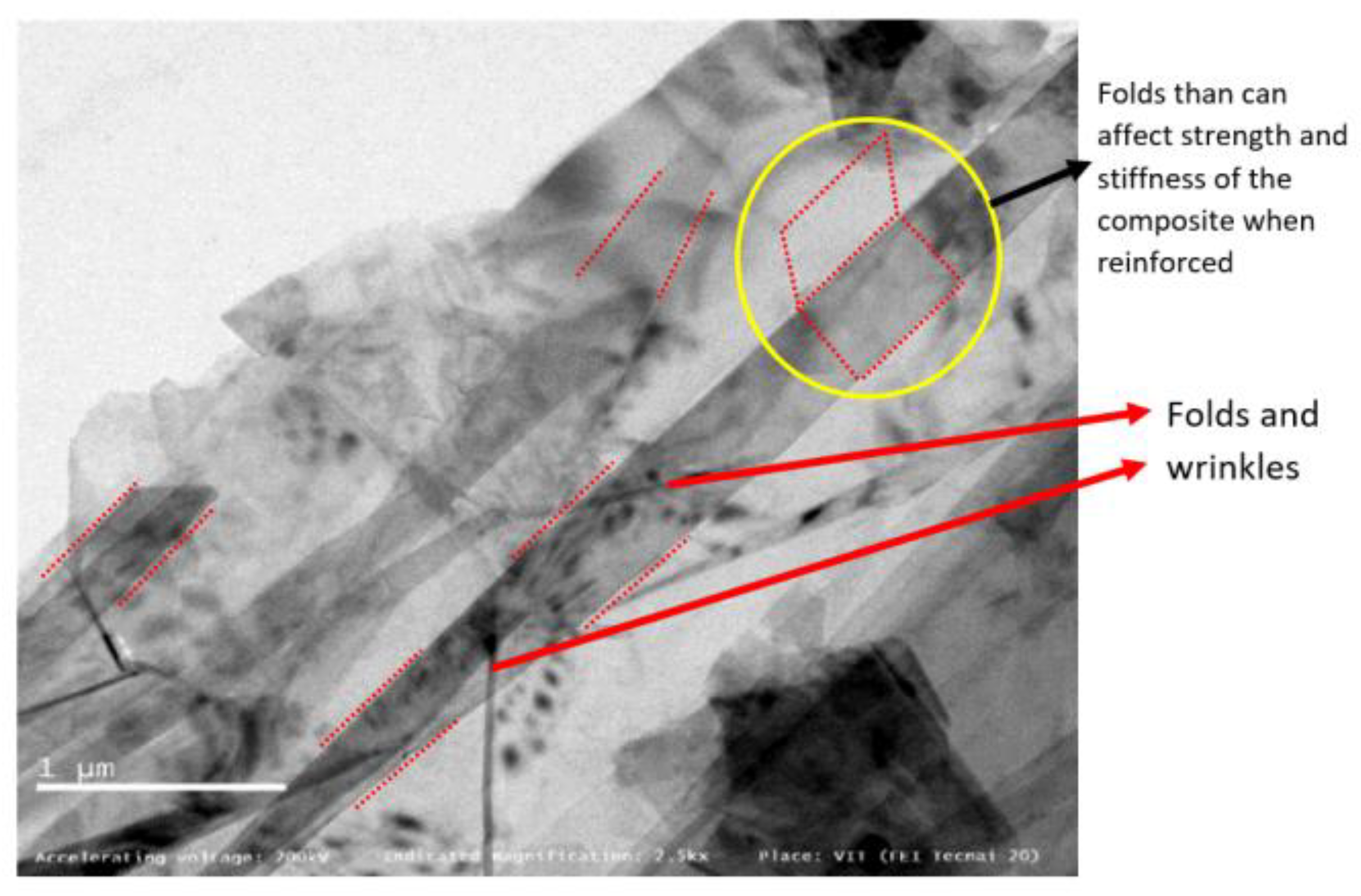
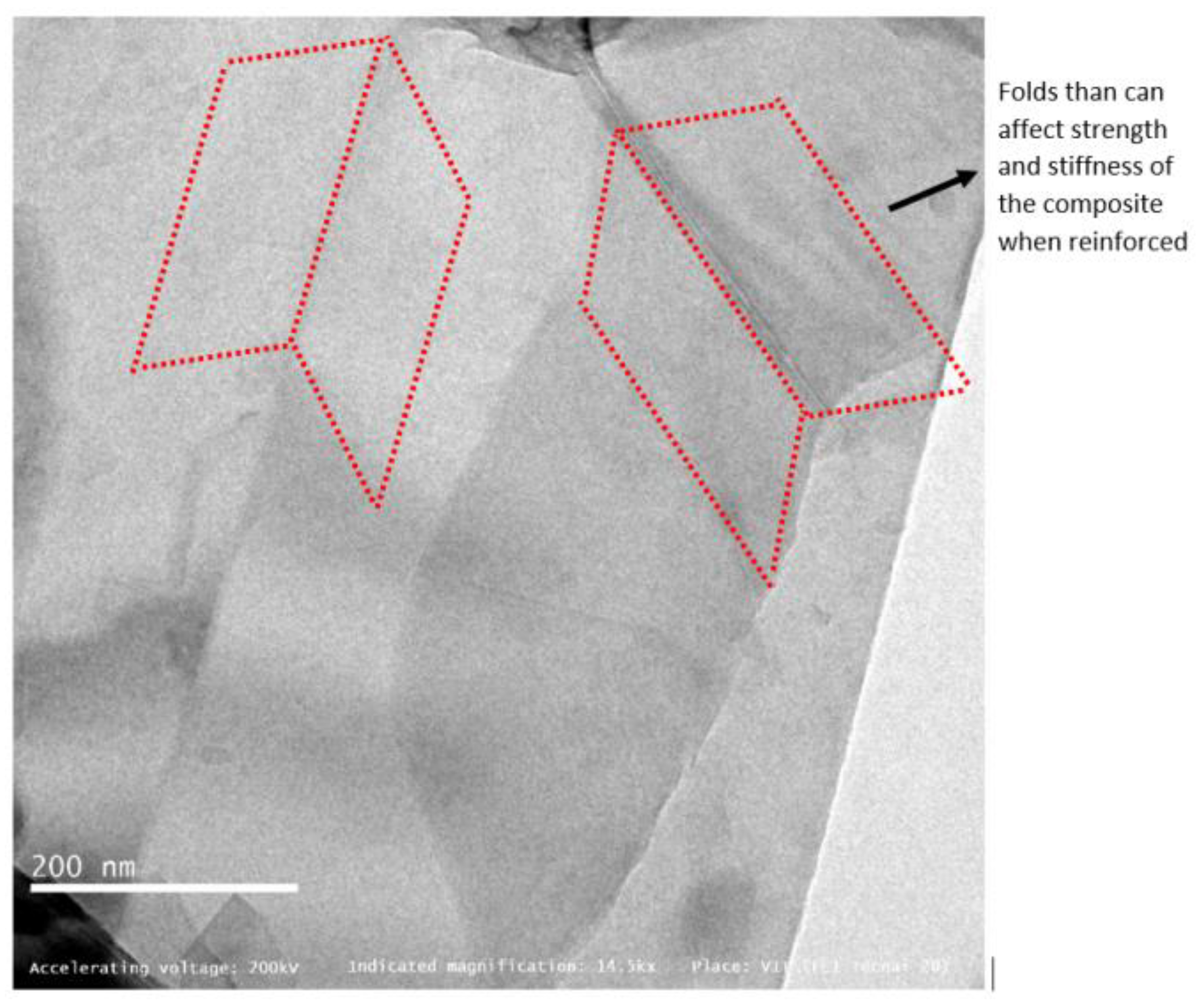
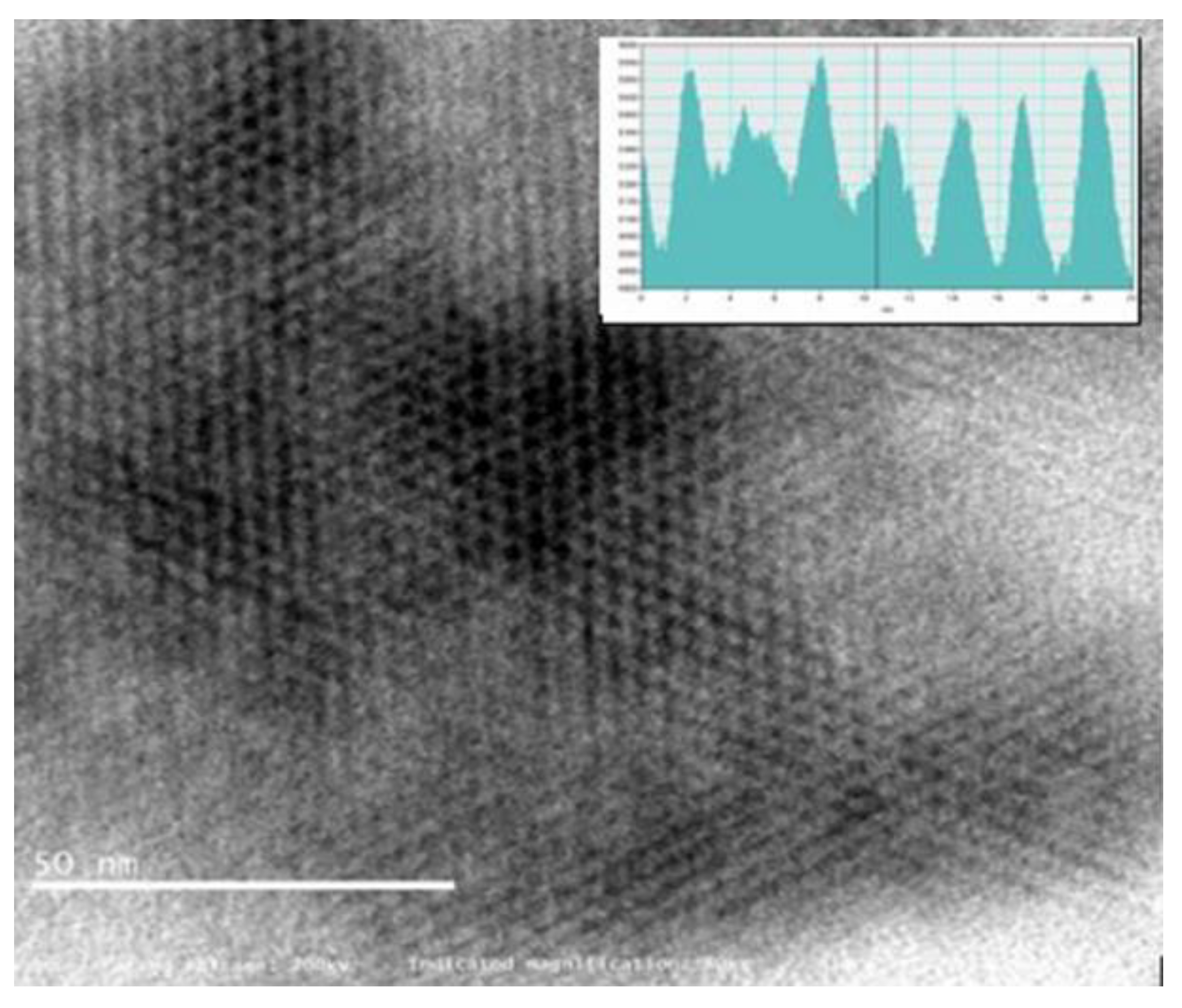
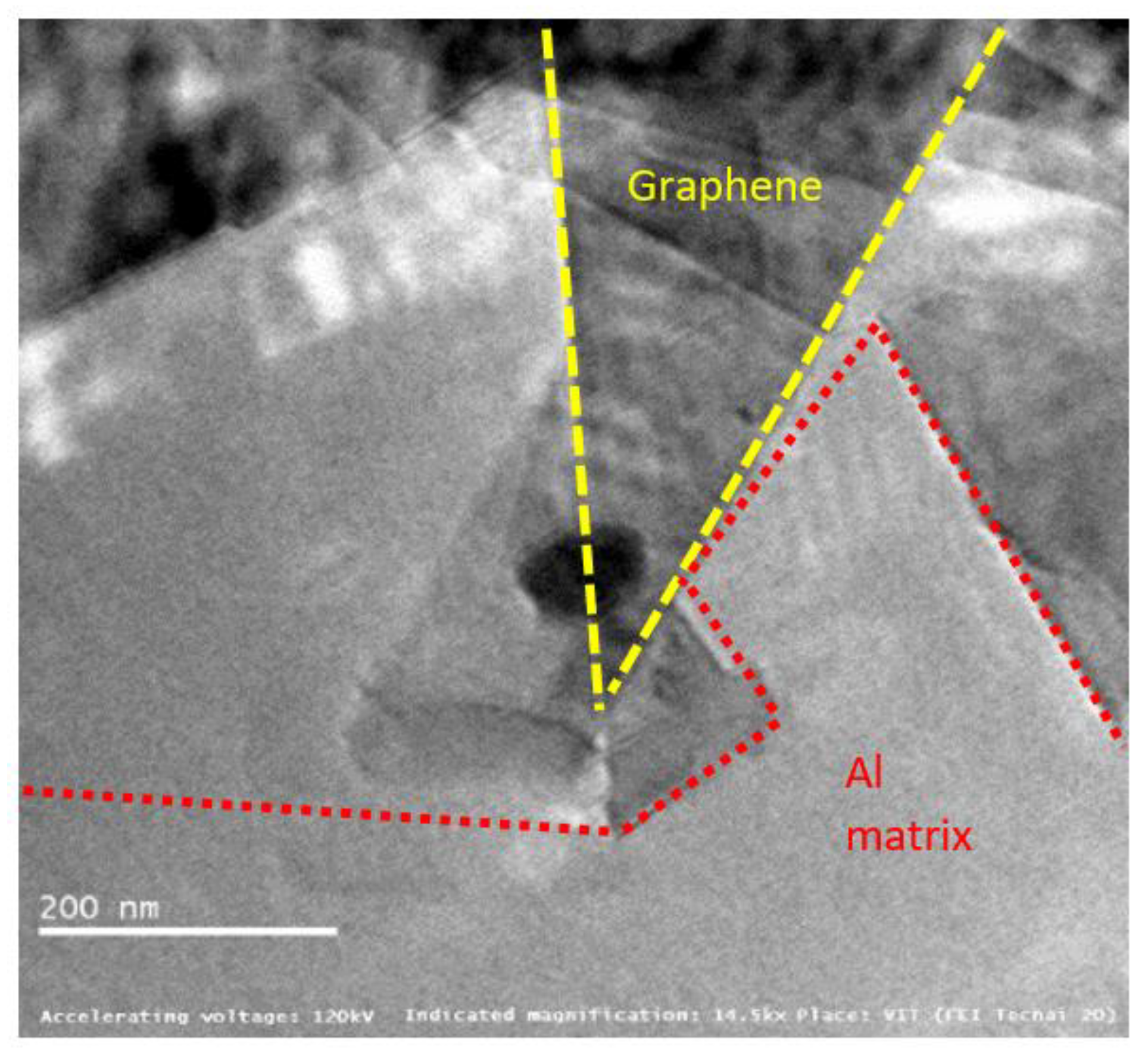
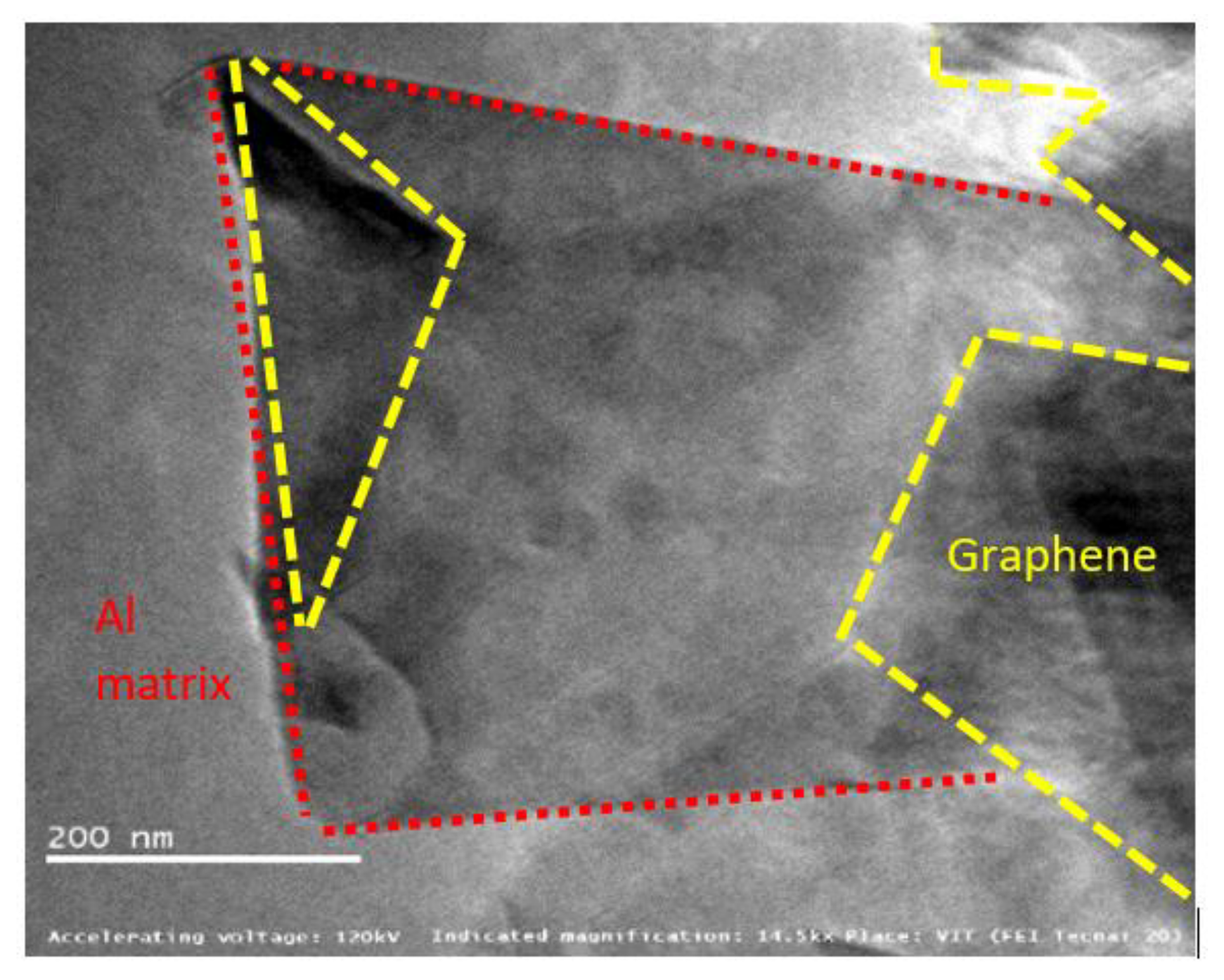
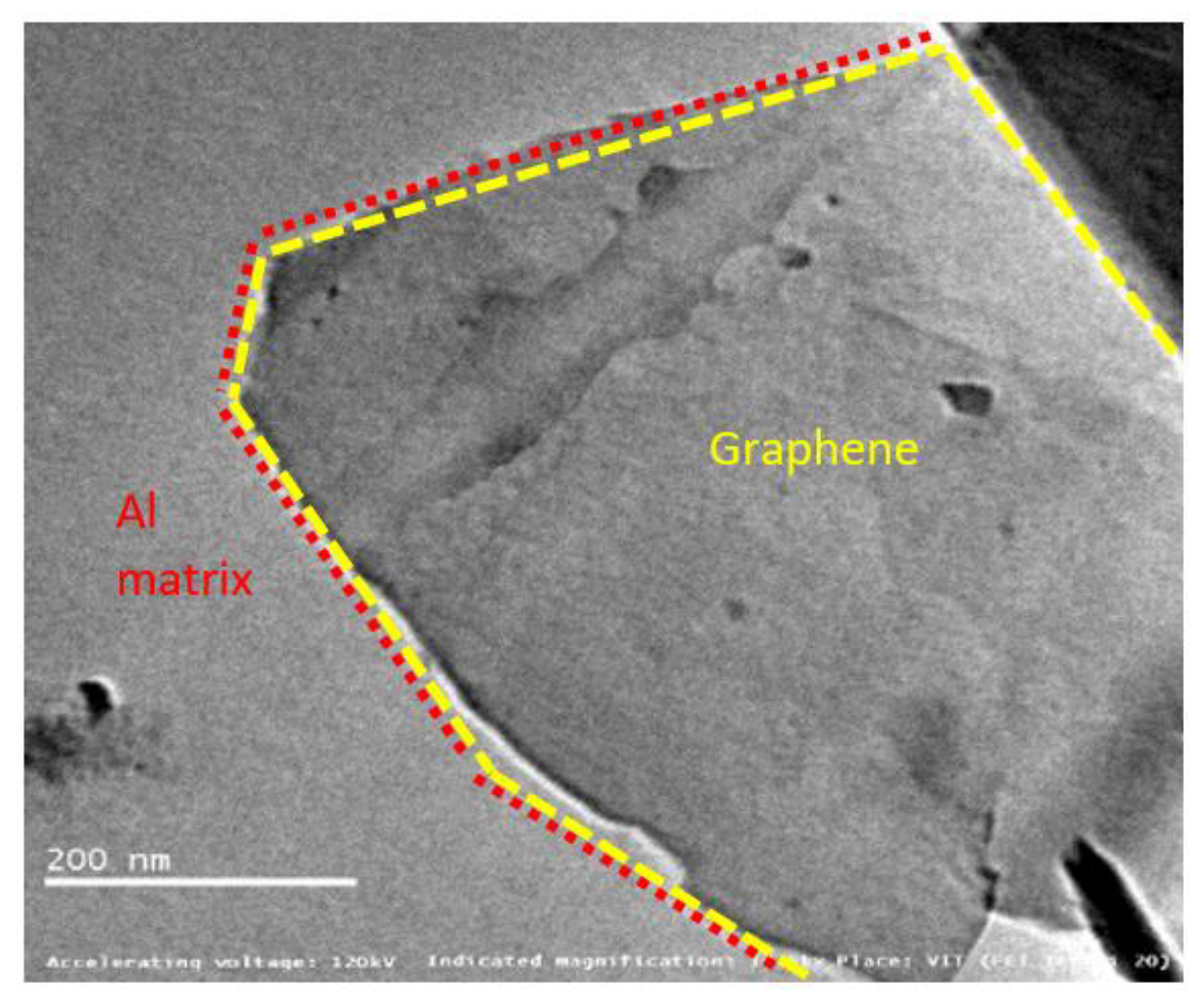
4.2. HR-TEM Analysis of Composites
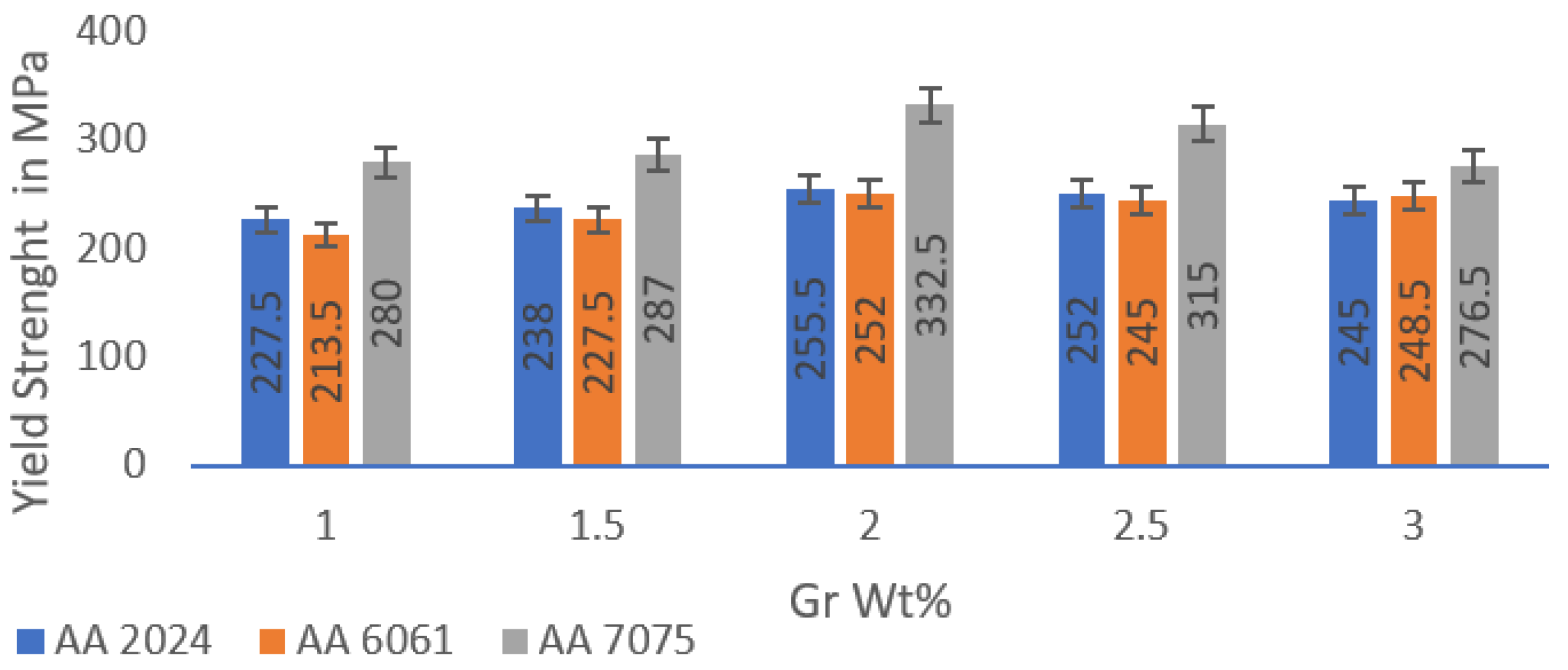
4.3. Tensile Studies
 (r/b)](3/2) r(1/2) f(1/2)
(r/b)](3/2) r(1/2) f(1/2)
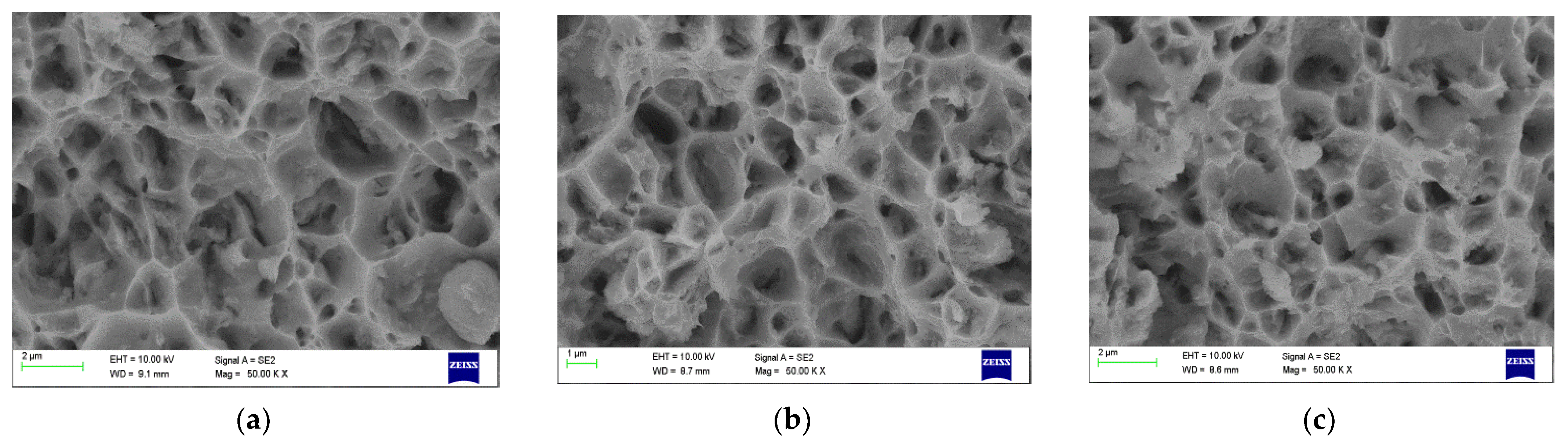
4.4. Fracture Morpology
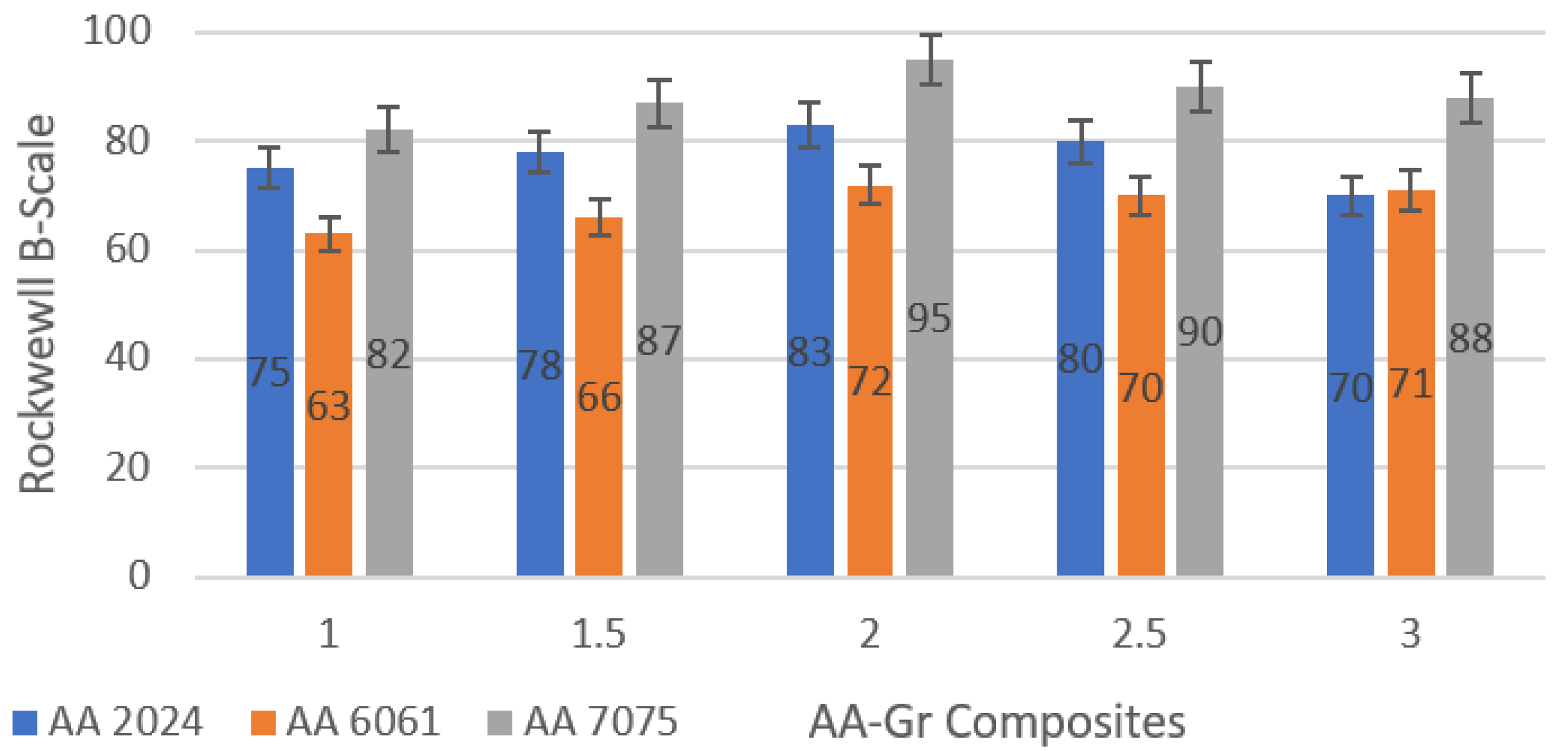
4.5. Hardness Evaluation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Young, R.J.; Kinloch, I.A.; Gong, L.; Novoselov, K.S. The Mechanics of Graphene Nanocomposites: A Review. Compos. Sci. Technol. 2012, 72, 1459–1476. [Google Scholar] [CrossRef]
- Ehrenfreund, P.; Foing, B.H. Fullerenes and Cosmic Carbon. Science 2010, 329, 1159–1160. [Google Scholar] [CrossRef] [PubMed]
- Abro, M. Modelling the Exfoliation of Graphite for Production of Graphene. Master’s Thesis, Uppsala University, Uppsala, Sweden, 2015; p. 36. [Google Scholar]
- Huang, H.; Chen, S.; Wee, A.T.S.; Chen, W. 1—Epitaxial Growth of Graphene on Silicon Carbide (SiC). In Graphene Kaiser; Skákalová, V., Alan, B.B.T., Eds.; Woodhead Publishing: Sawston, UK, 2014; pp. 3–26. [Google Scholar] [CrossRef]
- Xu, Y.; Cao, H.; Xue, Y.; Li, B.; Cai, W. Liquid-Phase Exfoliation of Graphene: An Overview on Exfoliation Media, Techniques, and Challenges. Nanomaterials 2018, 8, 942. [Google Scholar] [CrossRef] [PubMed]
- Wu, G.; Yu, Z.; Jiang, L.; Zhou, C.; Deng, G.; Deng, X.; Xiao, Y. A Novel Method for Preparing Graphene Nanosheets/Al Composites by Accumulative Extrusion-Bonding Process. Carbon 2019, 152, 932–945. [Google Scholar] [CrossRef]
- Tebeta, R.T.; Fattahi, A.M.; Ahmed, N.A. Experimental and numerical study on HDPE/SWCNT nanocomposite elastic properties considering the processing techniques effect. Microsyst. Technol. 2020, 26, 2423–2441. [Google Scholar] [CrossRef]
- Singh, V.; Joung, D.; Zhai, L.; Das, S. Graphene Based Materials: Past, Present and Future. Prog. Mater. Sci. 2011, 56, 1178–1271. [Google Scholar] [CrossRef]
- Rao, C.; Maitra, U.; Matte, H. Synthesis, Characterization, and Selected Properties of Graphene. In Graphene: Synthesis, Properties, and Phenomena; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Kumar, H.G.P.; Xavior, M.A.; Lobo, L.S. Property evaluation of hot extruded aluminum alloy–Graphene nanocomposites. Mater. Lett. 2021, 282, 128688. [Google Scholar] [CrossRef]
- Yan, S.J.; Dai, S.L.; Zhang, X.Y.; Yang, C.; Hong, Q.H.; Chen, J.Z.; Lin, Z.M. Investigating aluminum alloy reinforced by graphene nanoflakes. Mater. Sci. Eng. A 2014, 612, 440–444. [Google Scholar] [CrossRef]
- Papageorgiou, D.G.; Kinloch, I.A.; Young, R.J. Mechanical properties of graphene and graphene-based nanocomposites. Prog. Mater. Sci. 2017, 90, 75–127. [Google Scholar] [CrossRef]
- Ruiz-Vargas, C.S.; Zhuang, H.L.; Huang, P.Y.; van der Zande, A.M.; Garg, S.; McEuen, P.L.; Muller, D.A.; Hennig, R.G.; Park, J. Softened elastic response and unzipping in chemical vapor deposition graphene membranes. Nano Lett. 2011, 11, 2259–2263. [Google Scholar] [CrossRef]
- Warner, J.H.; Schäffel, F.; Bachmatiuk, A.; Rümmeli, M.H. Characterisation Techniques. Graphene 2013, 5, 229–332. [Google Scholar] [CrossRef]
- Ali, A.M.; Omar, M.Z.; Hashim, H.; Salleh, M.S.; Mohamed, I.F. Recent development in graphene-reinforced aluminium matrix composite: A review. Rev. Adv. Mater. Sci. 2021, 60, 801–817. [Google Scholar] [CrossRef]
- Henson, G.; Jone, C.S., III. Materials for launch vehicle structures. In Aerospace Materials and Application; AIAA: Reston, VA, USA, 2018. [Google Scholar]
- Qian, M.; Schaffer, G.B. Sintering of Aluminium and Its Alloys. In Sintering of Advanced Materials; Woodhead Publishing Limited: Sawston, UK, 2010. [Google Scholar] [CrossRef]
- Ashwath, P.; Xavior, M.A.; Rajendran, R.; Batako, A.D.L.; Jeyapandiarajan, P.; Joel, J. Microwave-assisted T6 heat treating of aluminium alloy-Al2O3 nanocomposites. MRS Commun. 2022, 12, 245–249. [Google Scholar] [CrossRef]
- Ashwath, P.; Jeyapandiarajan, P.; Joel, J.; Xavior, M.A.; Sumanth, N.; Reddy, C.S. Flexural studies of graphene reinforced aluminium metal matrix composite. Mater. Today Proc. 2018, 5, 13459–13463. [Google Scholar] [CrossRef]
- Cui, X.; Cai, X.; Wang, Q.; Zhu, X. Preparation and Properties of Modified Graphene Reinforced Aluminum Matrix Composites. Integr. Ferroelectr. 2021, 218, 17–26. [Google Scholar] [CrossRef]
- Kumar, H.G.P.; Xavior, M.A.; Joel, A.P.; Chakraborty, J.K. Effect of flake reinforcement on mechanical properties of AA 6061 nano composite with secondary nano platelet-Graphene processed through powder metallurgy. Mater. Today Proc. 2018, 5, 6626–6634. [Google Scholar] [CrossRef]
- Du, X.M.; Chen, R.Q.; Liu, F.G. Investigation of Graphene Nanosheets Reinforced Aluminum Matrix Composites. Dig. J. Nanomater. Biostructures 2017, 12, 37–45. [Google Scholar]
- Ramesh, B.; Kumar, D.; Chhabria, S.; Basavarajappa, V.; Krishnakumari, A.; Saravanan, M.; Sannakki, B.; Kumaravel, D.; Hassen, A.A. Investigation on the Properties of Multiwall Carbon Nanotube-, Graphene-, and Fullerene-Reinforced Hot-Extruded AA7075 Matrix Composites. J. Nanomater. 2022, 2022, 9419771. [Google Scholar] [CrossRef]
- Bartolucci, S.F.; Paras, J.; Rafiee, M.A.; Rafiee, J.; Lee, S.; Kapoor, D.; Koratkar, N. Graphene–aluminum nanocomposites. Mater. Sci. Eng. A 2011, 528, 7933–7937. [Google Scholar] [CrossRef]
- Khanna, V.; Kumar, V.; Bansal, S.A. Effect of reinforcing graphene nanoplatelets (GNP) on the strength of aluminium (Al) metal matrix nanocomposites. Mater. Today Proc. 2021, 61, 280–285. [Google Scholar] [CrossRef]
- Fondeur, F.; Koenig, J.L. FT-IR characterization of the surface of aluminum as a result of chemical treatment. J. Adhes. 1993, 40, 189–205. [Google Scholar] [CrossRef]
- Awate, P.P.; Barve, S.B. Enhanced microstructure and mechanical properties of Al6061 alloy via graphene nanoplates reinforcement fabricated by stir casting. Funct. Compos. Struct. 2022, 4, 015005. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.; Xiao, W.; Ameyama, K.; Ma, C. Enhanced mechanical properties of Al5083 alloy with graphene nanoplates prepared by ball milling and hot extrusion. Mater. Sci. Eng. A 2016, 658, 8–15. [Google Scholar] [CrossRef]
- Sahmani, S.; Fattahi, A.M. Development of efficient size-dependent plate models for axial buckling of single-layered graphene nanosheets using molecular dynamics simulation. Microsyst. Technol. 2018, 24, 1265–1277. [Google Scholar] [CrossRef]
- Venkatesan, S.; Xavior, M.A. Tensile behavior of aluminum alloy (AA7050) metal matrix composite reinforced with graphene fabricated by stir and squeeze cast processes. Sci. Technol. Mater. 2018, 30, 74–85. [Google Scholar] [CrossRef]
- Wang, J.; Guo, L.N.; Lin, W.M.; Chen, J.; Liu, C.L.; da Chen, S.; Zhang, S.; Zhen, T.T. Effect of the Graphene Content on the Microstructures and Properties of Graphene/Aluminum Composites. Xinxing Tan Cailiao/New Carbon Mater. 2019, 34, 275–285. [Google Scholar] [CrossRef]
- Nayan, N.; Murty, S.V.S.N.; Jha, A.K.; Pant, B.; Sharma, S.C.; George, K.M.; Sastry, G.V.S. Mechanical properties of aluminium–copper–lithium alloy AA2195 at cryogenic temperatures. Mater. Des. 2014, 58, 445–450. [Google Scholar] [CrossRef]
- Raghavan, V. Al-C-Si (Aluminum-Carbon-Silicon). J. Phase Equilibria Diffus. 2008, 29, 365–366. [Google Scholar] [CrossRef]
- Zhou, H.; Xie, T.; Ghazaryan, A.; Holder, T.; Ehrets, J.R.; Spanton, E.M.; Taniguchi, T.; Watanabe, K.; Berg, E.; Serbyn, M.; et al. Half- and Quarter-Metals in Rhombohedral Trilayer Graphene. Nature 2021, 598, 429–433. [Google Scholar] [CrossRef]
- Venkatesan, S.; Xavior, M.A. Characterization on Aluminum Alloy 7050 Metal Matrix Composite Characterization on Aluminum Alloy 7050 Metal Matrix Composite Reinforced with Graphene Nanoparticles. Procedia Manuf. 2019, 30, 120–127. [Google Scholar] [CrossRef]
- Pérez-Bustamante, R.; Bolaños-Morales, D.; Bonilla-Martínez, J.; Estrada-Guel, I.; Martínez-Sánchez, R. Microstructural and Hardness Behavior of Graphene-Nanoplatelets/Aluminum Composites Synthesized by Mechanical Alloying. J. Alloys Compd. 2014, 615, S578–S582. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Huang, Y.; Li, J.; Cao, J. Deformation-Driven Metallurgy of Graphene Nanoplatelets Reinforced Aluminum Composite for the Balance between Strength and Ductility. Compos. Part B Eng. 2019, 177, 107413. [Google Scholar] [CrossRef]
- Qiu, C.; Metselaar, R. Solubility of Carbon in Liquid Al and Stability of Al4C3. J. Alloys Compd. 1994, 216, 55–60. [Google Scholar] [CrossRef]
- Trivedi, M.K.; Tallapragada, R.M.; Branton, A.; Trivedi, D. Characterization of Physical and Structural Properties of Aluminium Carbide Powder: Impact of Biofield Treatment. J. Aeronaut. Aerosp. Eng. 2015, 4, 1–4. [Google Scholar] [CrossRef]
- Singh, P.K. Mechanical characterization of graphene-aluminum nanocomposites. Mater. Today Proc. 2021, 44, 2304–2308. [Google Scholar] [CrossRef]
- Pieczonka, T. Disruption of an Alumina Layer during Sintering of Aluminium in Nitrogen. Arch. Metall. Mater. 2017, 62, 987–992. [Google Scholar] [CrossRef] [Green Version]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jayaseelan, J.; Pazhani, A.; Michael, A.X.; Paulchamy, J.; Batako, A.; Hosamane Guruswamy, P.K. Characterization Studies on Graphene-Aluminium Nano Composites for Aerospace Launch Vehicle External Fuel Tank Structural Application. Materials 2022, 15, 5907. https://doi.org/10.3390/ma15175907
Jayaseelan J, Pazhani A, Michael AX, Paulchamy J, Batako A, Hosamane Guruswamy PK. Characterization Studies on Graphene-Aluminium Nano Composites for Aerospace Launch Vehicle External Fuel Tank Structural Application. Materials. 2022; 15(17):5907. https://doi.org/10.3390/ma15175907
Chicago/Turabian StyleJayaseelan, Joel, Ashwath Pazhani, Anthony Xavior Michael, Jeyapandiarajan Paulchamy, Andre Batako, and Prashantha Kumar Hosamane Guruswamy. 2022. "Characterization Studies on Graphene-Aluminium Nano Composites for Aerospace Launch Vehicle External Fuel Tank Structural Application" Materials 15, no. 17: 5907. https://doi.org/10.3390/ma15175907