1. Introduction
LPBF is an Additive Manufacturing (AM) process technique that employs a highly focused laser as a moving heat source to scan the powder on the print bed and fuse it to produce the solid part. This process is repeated layer upon layer using multiple laser scans to achieve complex part geometry. During sintering, repeated heating and cooling develop a high thermal gradient on the printed part, causing residual stress build-up, leading to part distortion and print failure by support cracking or part delamination from the base plate [
1,
2]. The LPBF process uses an adequate amount of sacrificial support structures to overcome the challenges of part distortion and to support overhang features [
3,
4]. Supports also help to anchor the part to the base plate and provide a quick heat dissipation path for the sintering process [
5]. Part distortion and overuse of support raise the cost of using powder bed AM technology in industrial applications. Thus, there is a need for a quick and accurate way of predicting distortion using FE simulation to evaluate geometric nonconformity before printing the part.
Several FE models have been developed for distortion prediction. The detailed micro-scale model developed by Fu et al. [
6] and the thermo-mechanical model developed by Prabhakar et al. [
7] use the concept of micro weld repeated along the entire scanning path with a layer by layer model. This approach provides accurate results. However, this may not be feasible for practical application with many layers of stacking and scanning because this model’s computational effort consumes days [
8]. Many models are developed to increase computational speed, with the idea of thermally activating an entire layer at a time [
9]. This approach neglects the effect of laser process parameters such as hatching space, scanning strategy, and layer rotation angles. Liang et al. [
10] introduced a modified inherent strain homogenization method for FEA of AM part distortion, with significant reduction in simulation time. Another method is using a multi-scale approach [
11,
12], in which simulation is performed at three levels to achieve good distortion prediction accuracy and computational speed. Chen et al. [
12] and Cheng et al. [
13] demonstrated such approaches and compared experimental results with commercial FE simulation software (Simufact Additive
®, Version 4.1, MSC Software Company, Hamburg, Germany) data. Most commercially available distortion simulation software uses a multi-scale simulation approach [
14]. Generally, three levels of simulations are performed to achieve high accuracy and reasonable computational speed [
15], as shown in
Figure 1.
The micro-scale involves detailed thermo-mechanical simulation and is independent of part geometry and size. Meso-scale mainly considers the printing parameters such as laser scanning patterns, layer thickness, thermal history, and macro-scale and is dependent on the geometry of printed parts and material properties. The micro and mesoscale simulation steps depend on the material and process parameters inputs. However, the computational load on macro-scale simulation will vary with part complexity. In this work, the computational effort of simulating complex geometry in the case of lattice support is replaced with a simple homogenized solid block, loaded with an effective property that can mimic similar behavior of lattice. This approach will bring down the FE simulation effort from Macroscale.
Zeng et al. [
16] explored a unique approach of creating a thermal model for complex lattice support geometry by replacing it with simple solid block geometry. The solid block was loaded with effective thermal conductivity. The findings of effective thermal conductivity for different support volume fractions have shown that computational speed increased drastically without much effect on solution accuracy. This study provides an approach to use effective properties of the LPBF supports to enhance computational speed. Literature provides numerous studies about an in-depth approach to numerical modeling and their validation of LPBF processes. However, it is observed that there are no experimental studies reported for evaluating the effective properties of complex lattice support structures. Thus, this study focuses on investigating the process of substituting the complex lattice support geometry with a homogenized continuum solid block using its effective properties measured from experimental characterization and analytical calculations, using specially designed tensile samples. Multiple simulation studies were conducted to understand the influence of various lattice support design parameters on the error between actual geometry simulation and homogenized model simulation. The proposed approach will be helpful in predicting the residual stress of metallic parts in industrial applications because very few variations of lattice supports are used in industrial part production and one-time characterization of all variations in standardized lattice support will bring down the computation load of repeated FEA efforts prior to new production part printing.
The remaining part of this manuscript is divided into three sections. The technique of substituting homogenized continuum support instead of complex lattice geometry, benchmarking of software’s accuracy, and the method used for evaluating effective property are explained in the work. The experimental characterization of lattice support results for its effective properties, such as effective modulus of elasticity (E) and effective thermal conductivity, are discussed. The FE simulation made with the use of the effective property scaling factor is compared with actual geometry and experimental results.
3. Results
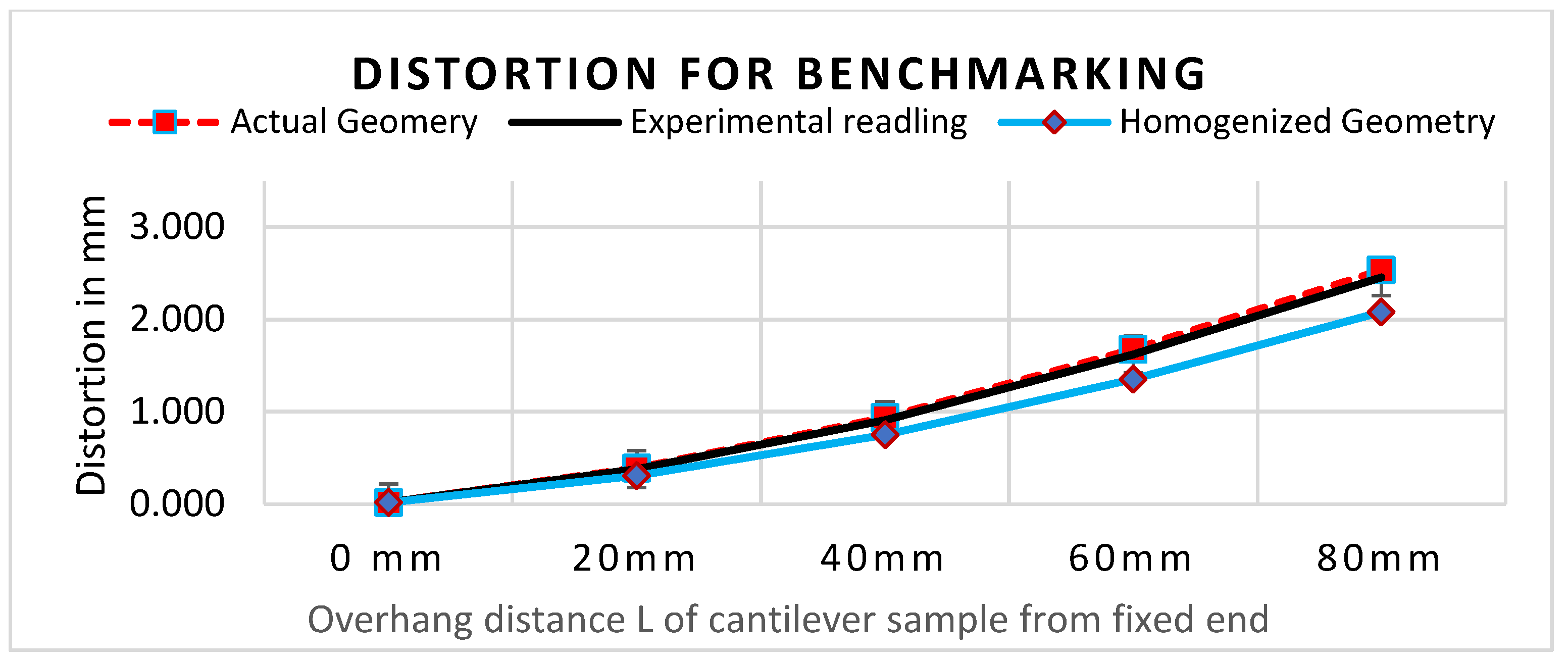
The benchmark study of FE software accuracy for distortion prediction using perforated block and the equivalent solid block is shown in
Figure 10. The comparison of the simulation result (red dotted line in
Figure 10) with experimental measurement (black line in
Figure 10) shows good agreement with less than 10% error. This result validates the distortion prediction capability of software for actual support geometry considered in the study.
Distortion comparison between VF knockdown homogenized model and experimental reading shows that error is greater than 15%. Thus, direct use of VF as an effective property knockdown factor in the homogenized model does not provide an accurate result. This initial study reveals that the support structure’s effective property depends on other lattice design parameters. Therefore, the support characterization data are used in the homogenized model simulation.
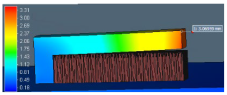
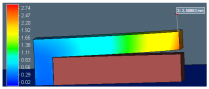
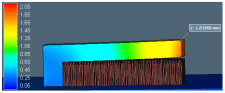
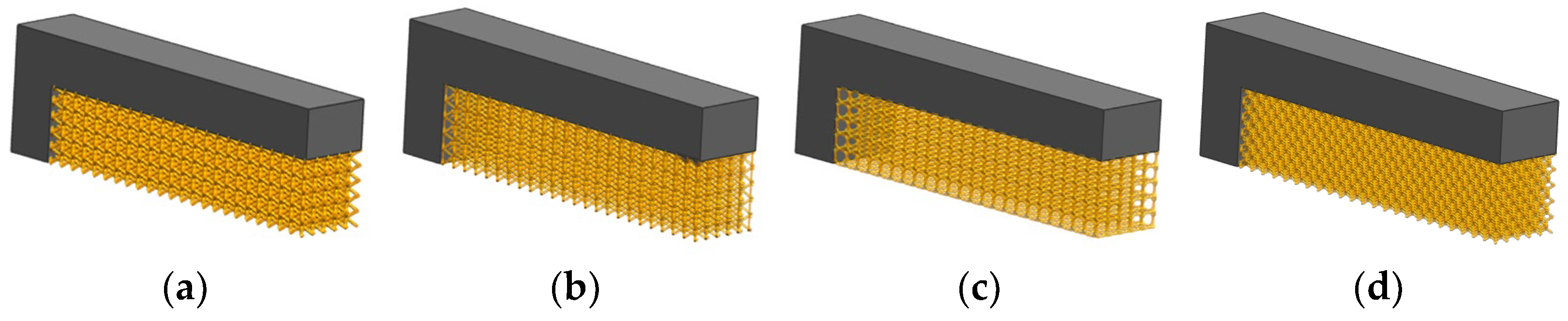
Figure 11 shows the cantilever part distortion variation due to various lattice support topologies. The cantilever part geometry and process parameter were maintained same for all samples to eliminate any possible influence of part geometry on residual stress-led distortion. Wire EDM for support separation was carried on all models together in a single pass to ensure that the support removal process does not contribute to distortion variations. Experimental distortion comparison show that support structure topology will influence the distortion on final part. BCC and BCCZ distortion results comparison shows that adding strut element aligned in a vertical z print direction will increase support structure strength and reduce distortion. BCC and dodecahedron distortion comparison show that adding more crosslinked strut elements will reduce the part distortion. The traditional perforated block support provides good support to minimize part distortion compared to the dodecahedron, BCC, and octahedron, and this may be due to smaller cell size compared to the rest of the lattice geometry; however, closer visual inspection from
Figure 7 shows that perforated block support will produce cracks on edges and part–support interface. This may result in print failure for larger components where residual stresses are high. From the selected five support topologies, BCCZ support has the least part distortion and BCC has the worst part distortion. Thus, a comparison of all four lattice support samples shows that geometry with more crosslinked strut elements and strut in the vertical z printing direction will provide better performance against part distortion.
Tensile test samples from lattice support characterization are shown in
Figure 12. It is observed that test coupons made from the same material and same volume fraction exhibit different failure patterns due to their different lattice topology. Shear plane failure with 45° is visible in BCC, BCCZ, and Dodecahedron samples. The perforated block failure region experienced an uneven section with traces of crack growth in the failure plane. The octahedron sample shows failure in the horizontal plane without any noticeable cross-section variation. In addition, the perforated block and octahedron did not show necking in the failure region.
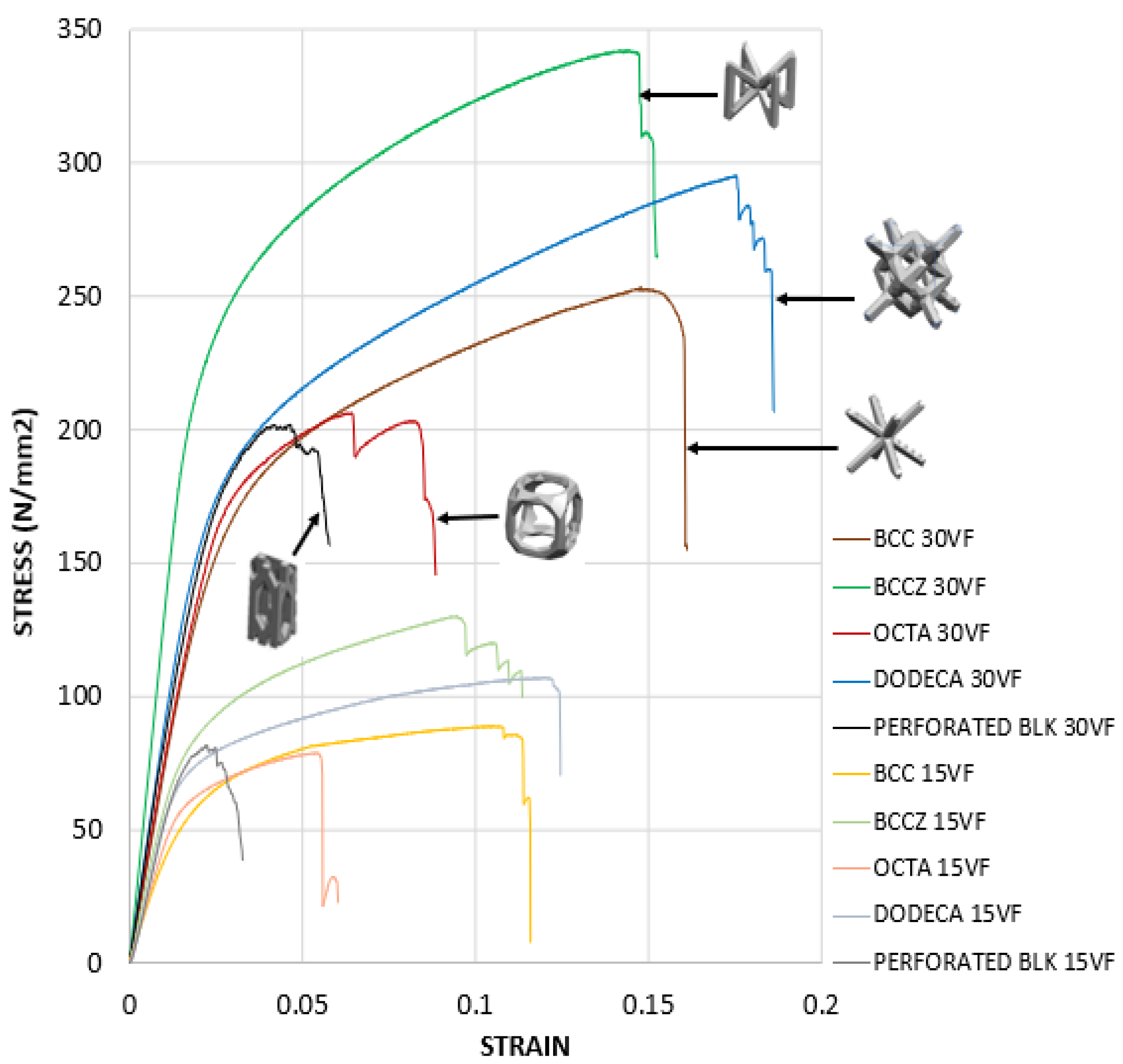
The stress–strain curve of lattice support specimen in
Figure 13 shows that all selected lattice support structures exhibit a continuous transition from elastic to plastic region without distinguishing yield point. Thus, stress at lattice support deformation/strain by 0.2% is considered as the elastic limit for yield strength. The linear elastic region is used for calculating effective strength modulus, using Equation (2) and presented in
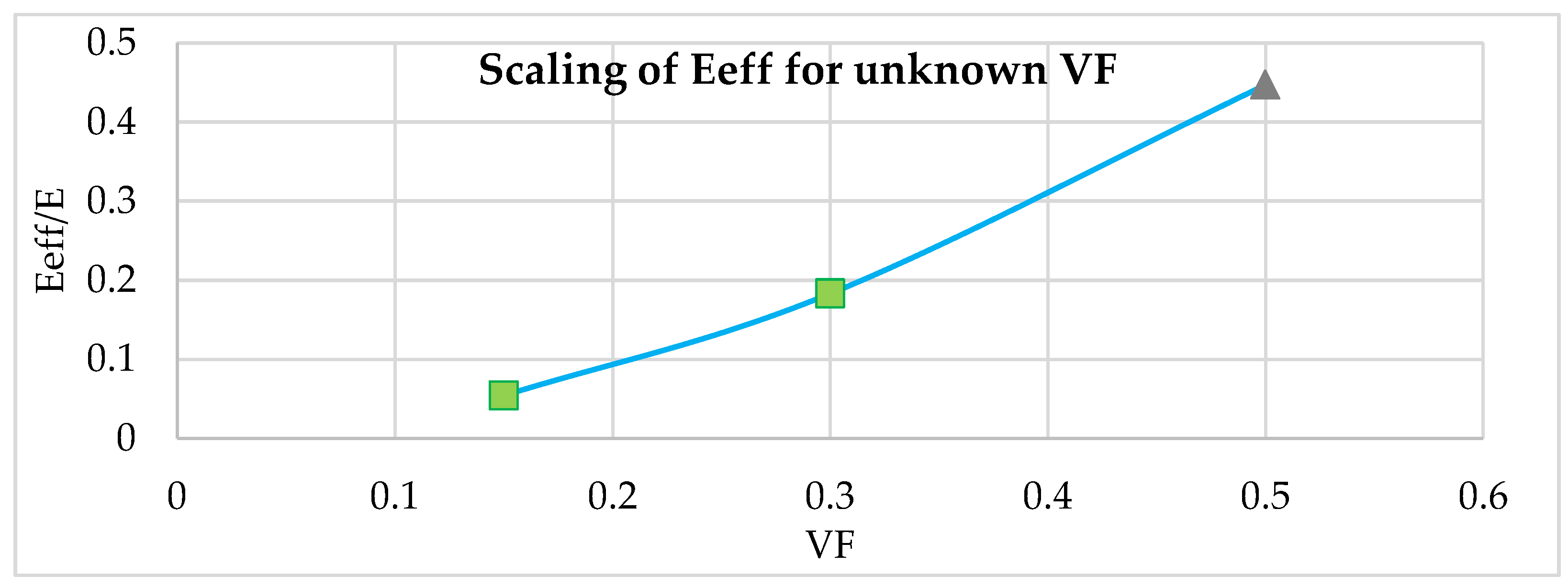
Table 3. The effective strength modulus of each lattice support sample found from the stress–strain curve is divided by the strength modulus of 100% solid support to find the effective strength ratio. This ratio is loaded as a strength knockdown factor in the homogenized model simulation. The FE simulation results using effective strength are compared against actual support simulation and experiments in
Figure 14 and
Figure 15.
FE simulation results comparison shows that the average deviation of homogenized support simulation is approximately 5% compared to actual support simulation of roughly 3%. The use of true support geometry simulation is not consistent. Its under-predicted distortion in the octahedron support and high distortion in BCCZ. On the other hand, the homogenization model is consistent in capturing the behavior of all different lattice topologies. The experimental result and FE simulation error percentage are approximately constant for all topologies except BCCZ support. Thus, loading effective property from characterization will eliminate any variation caused by process variation and provide a consistent result for any selected lattice topology. BCCZ is not isometric in lattice topology. Assuming it as isometric in homogenization has led to the error in the proposed method.
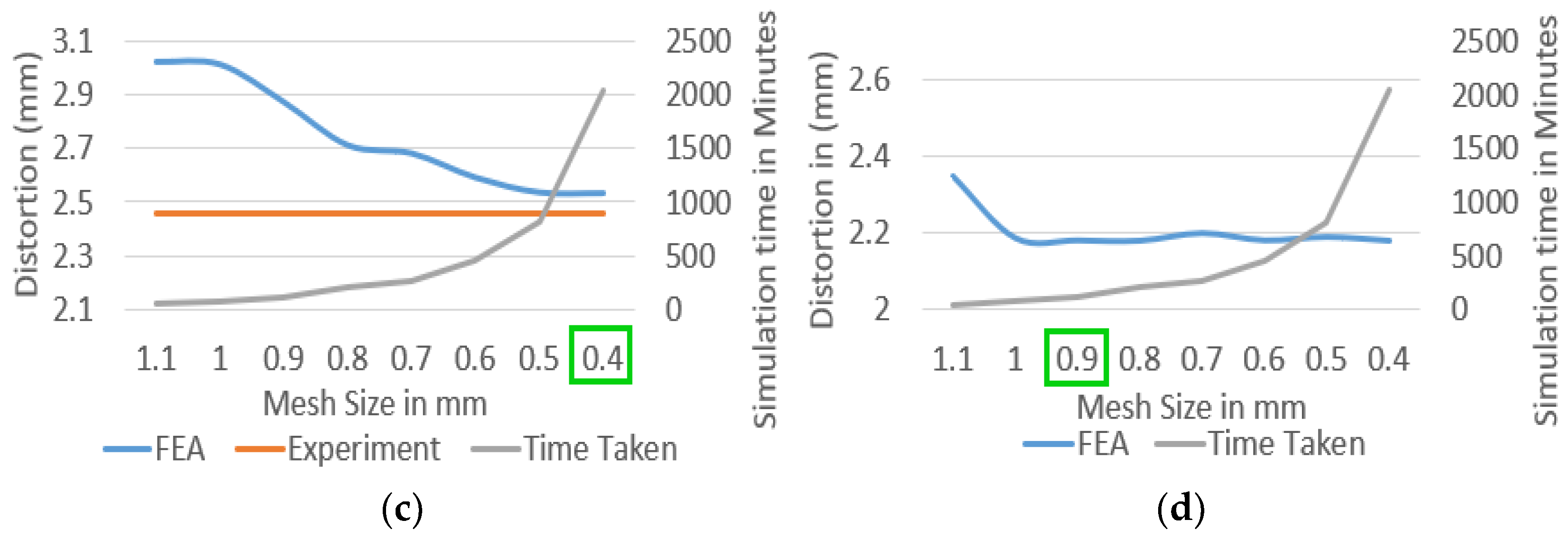
The FE simulation speed comparison between actual geometry and homogenized model can be observed from the mesh sensitivity analysis study presented in
Figure 16. Homogenized solid block with single continuum geometry saturates below 0.9 mm mesh. In contrast, it is below 0.5 mm mesh size for actual geometry simulation. i.e., roughly 30% smaller than the minimum size feature. Thus, simulation time comparison shows that the homogenized support models are approximately 6–7 times faster than the actual lattice support geometry.
The influence of effective modulus and effective thermal conductivity variation on FEA residual stress can be understood from a sensitivity study done by varying E
eff/E ratio and K
eff/K ratio on the cantilever sample with homogenized support. AM-FEA package uses a property knockdown factor on both strength modulus and thermal conductivity.
Figure 17 shows the plot of cantilever part distortion value for variation in effective modulus and effective thermal conductivity. When effective modulus is varied from E
eff/E 0.30 to 0.40, its influence on part distortion is approximately 7.5 times the effect of varying K
eff/K from 0.30 to 0.40. Thus, FEA software is more sensitive to effective modulus variation compared to effective thermal conductivity variation. Therefore, the current study focuses on experimental characterization for effective moduli for various lattice topologies and uses generic effective thermal conductivity for all lattice topologies.

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}