
Fractal Characteristic-Induced Optimization of the Fixed Abrasive Lapping Plate in Fabricating Bipolar Plate of Proton-Exchange Membrane Fuel Cells

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
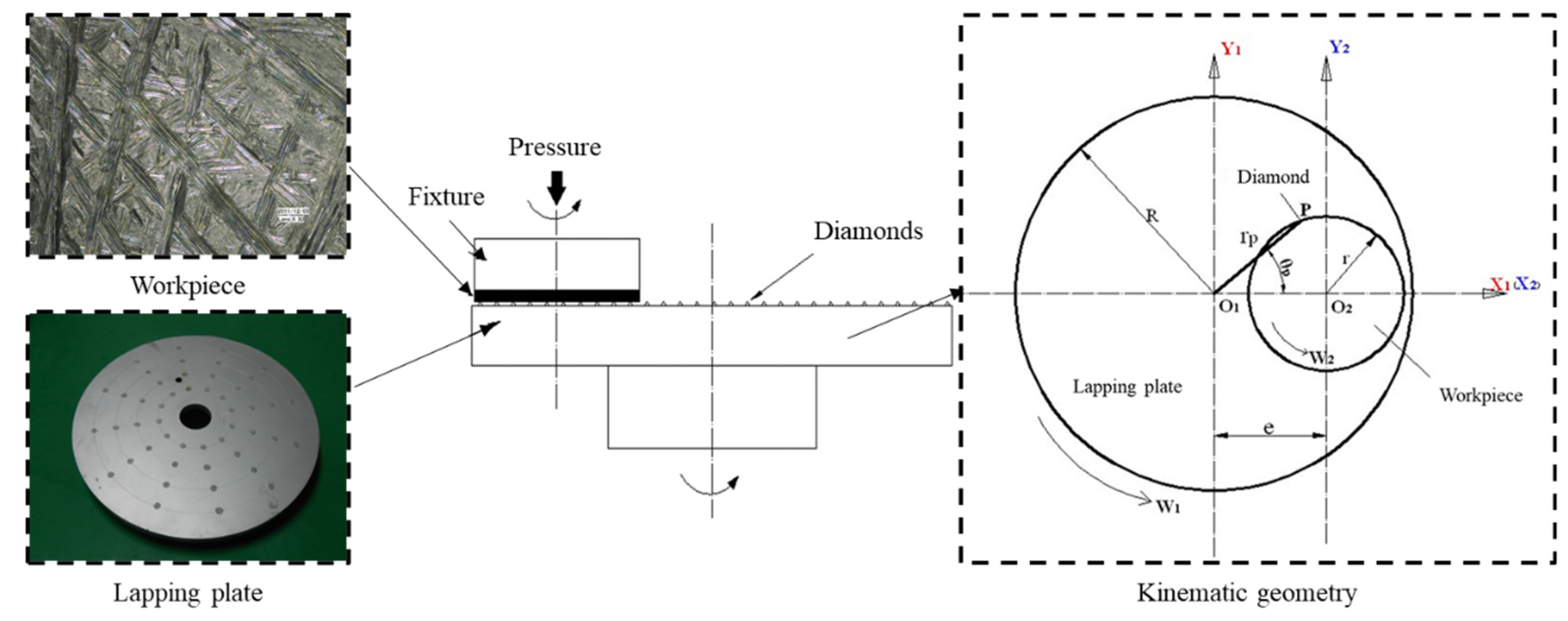
2. Kinematic Modeling of the Particle Trajectories on Target Surface in the Fixed Abrasive Lapping Process
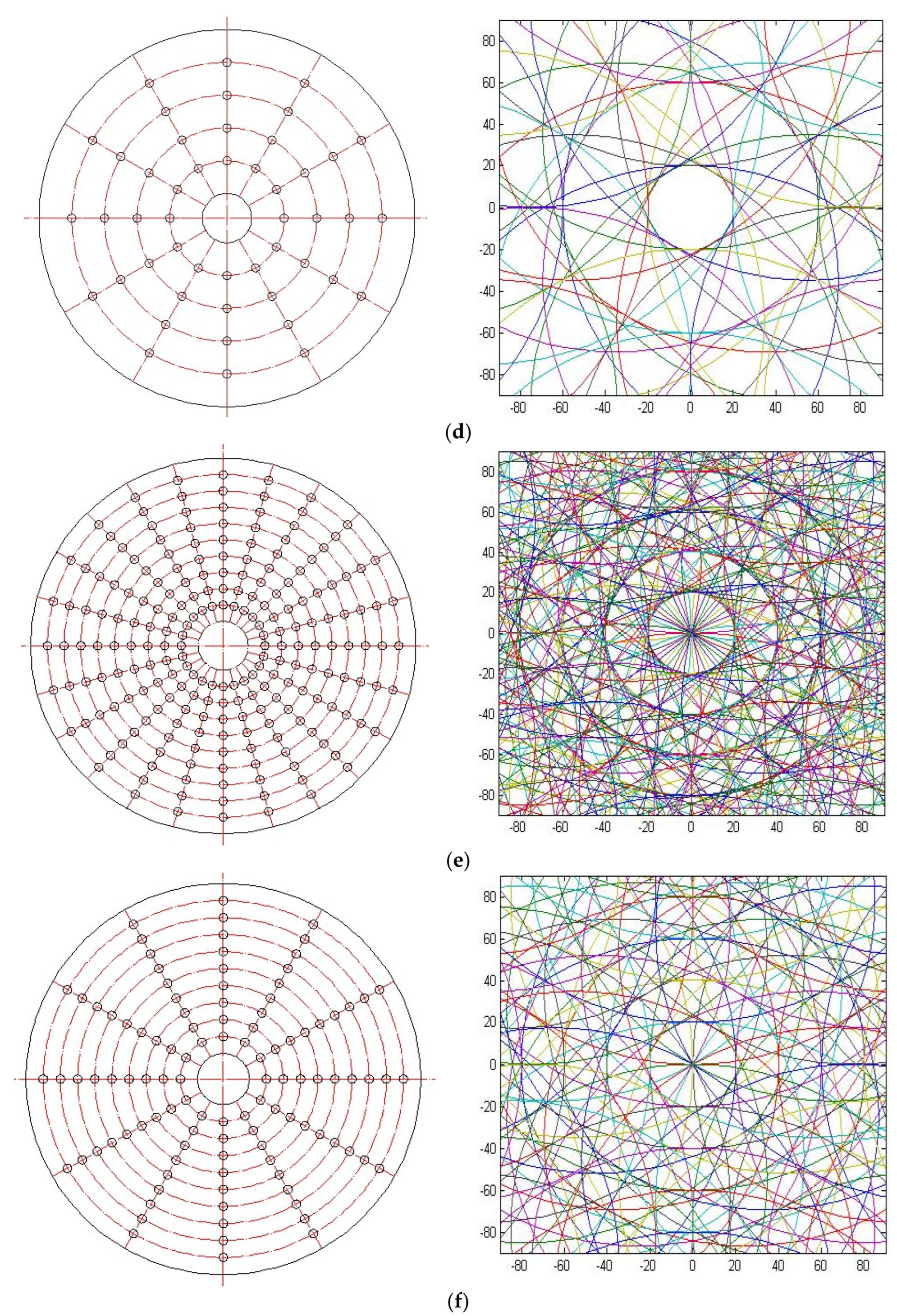
3. Numerical Modeling of the Particle Trajectories on Target Surface with Respect to Different Arraying Forms
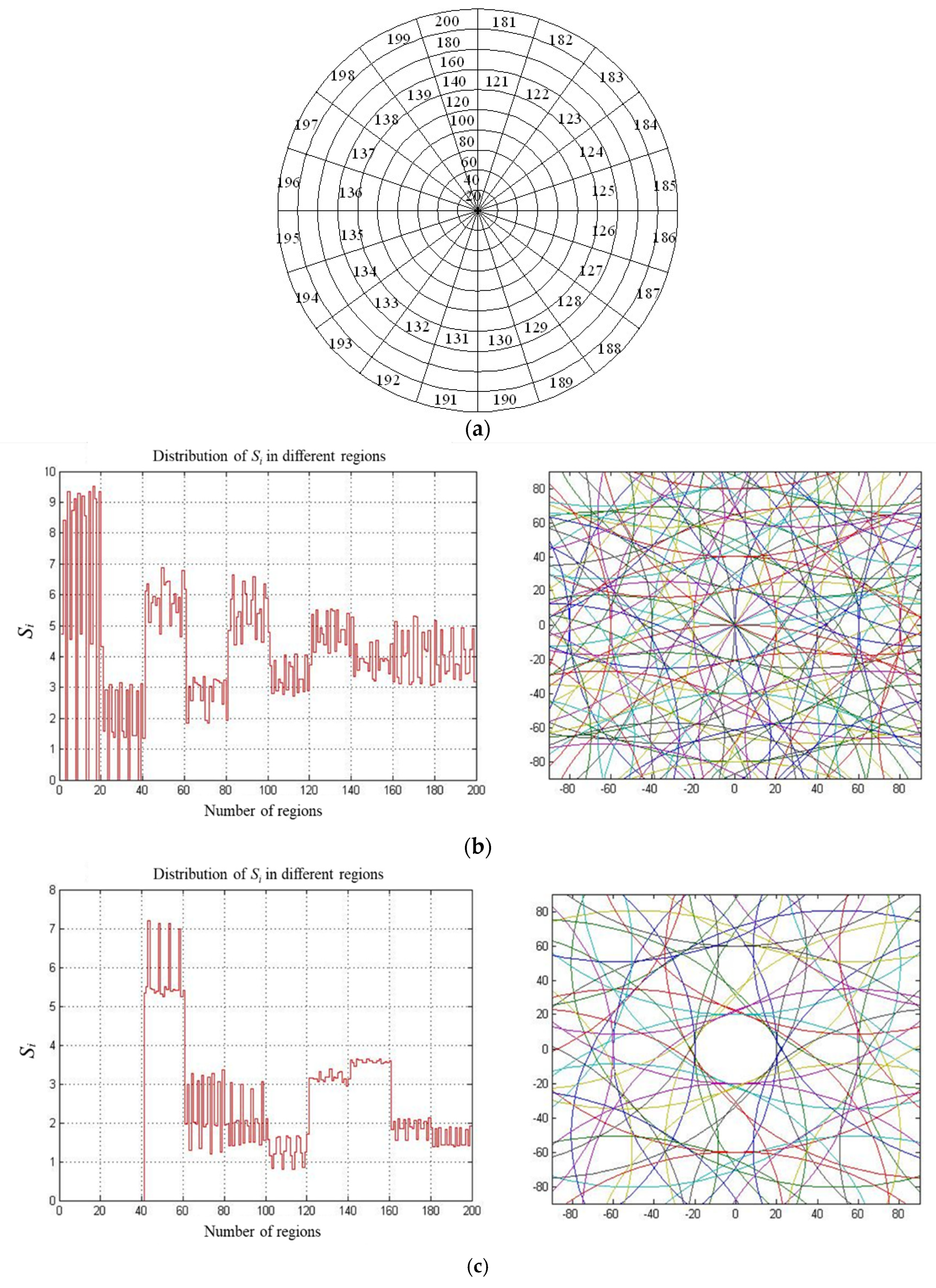
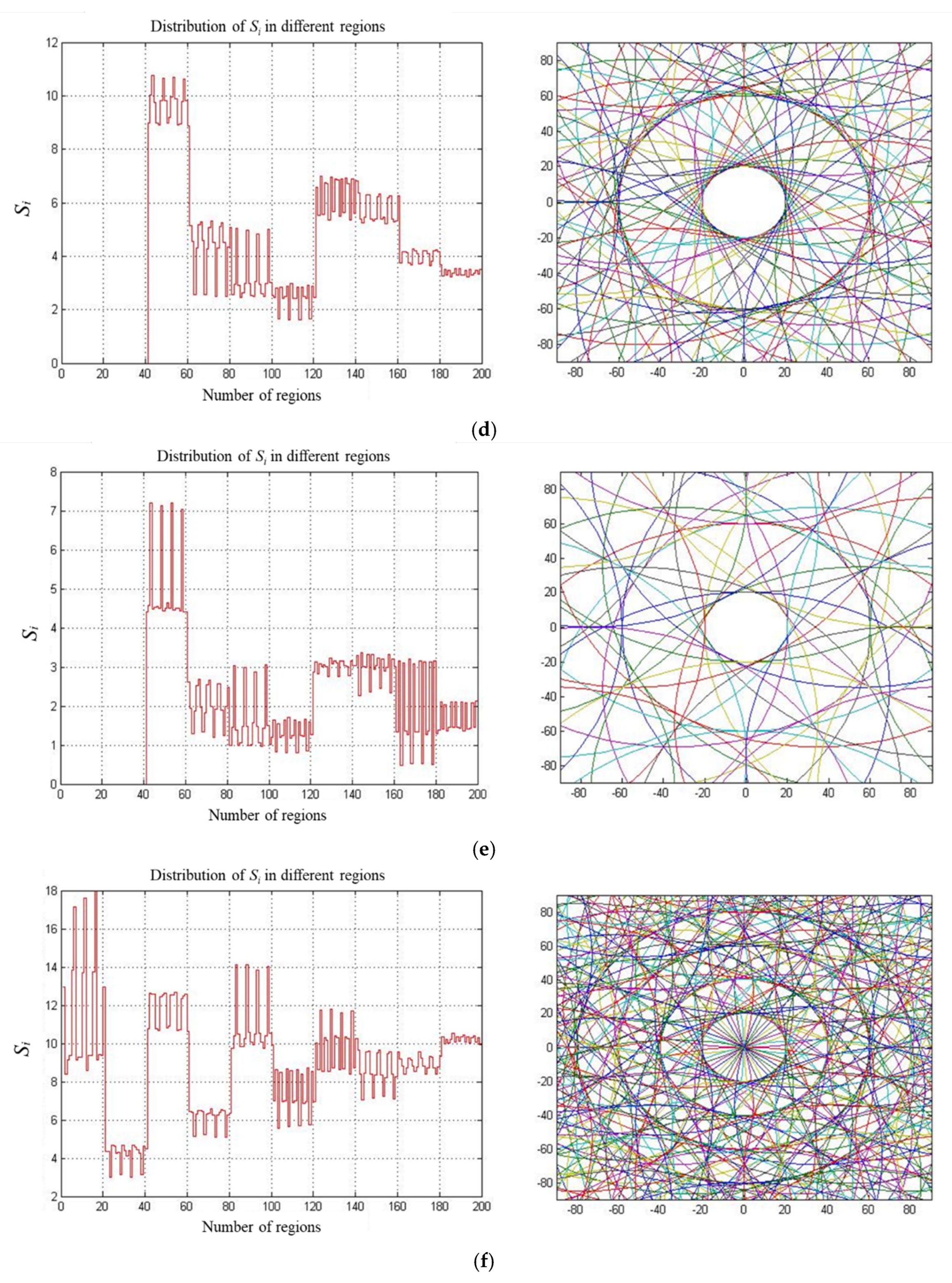
4. Uniform Evaluation on the Distribution of Particle Trajectories on Target Surface
5. Assessment of Fractal Characteristics in Particle Trajectories on Target Surface
6. Conclusions
- The kinematics of the fixed abrasive lapping process was first developed to explore the particle trajectories moving on the target surface by considering the different arraying forms of diamonds on the lapping plate, and then it was found from numerical simulations that the latitude and longitude distribution of diamonds on the lapping plate would result in a petal-shaped distribution of particle trajectories on the target surface with fractal characteristics, thus resulting in fixed abrasive lapping of bipolar plates with deterministic surface microstructures.
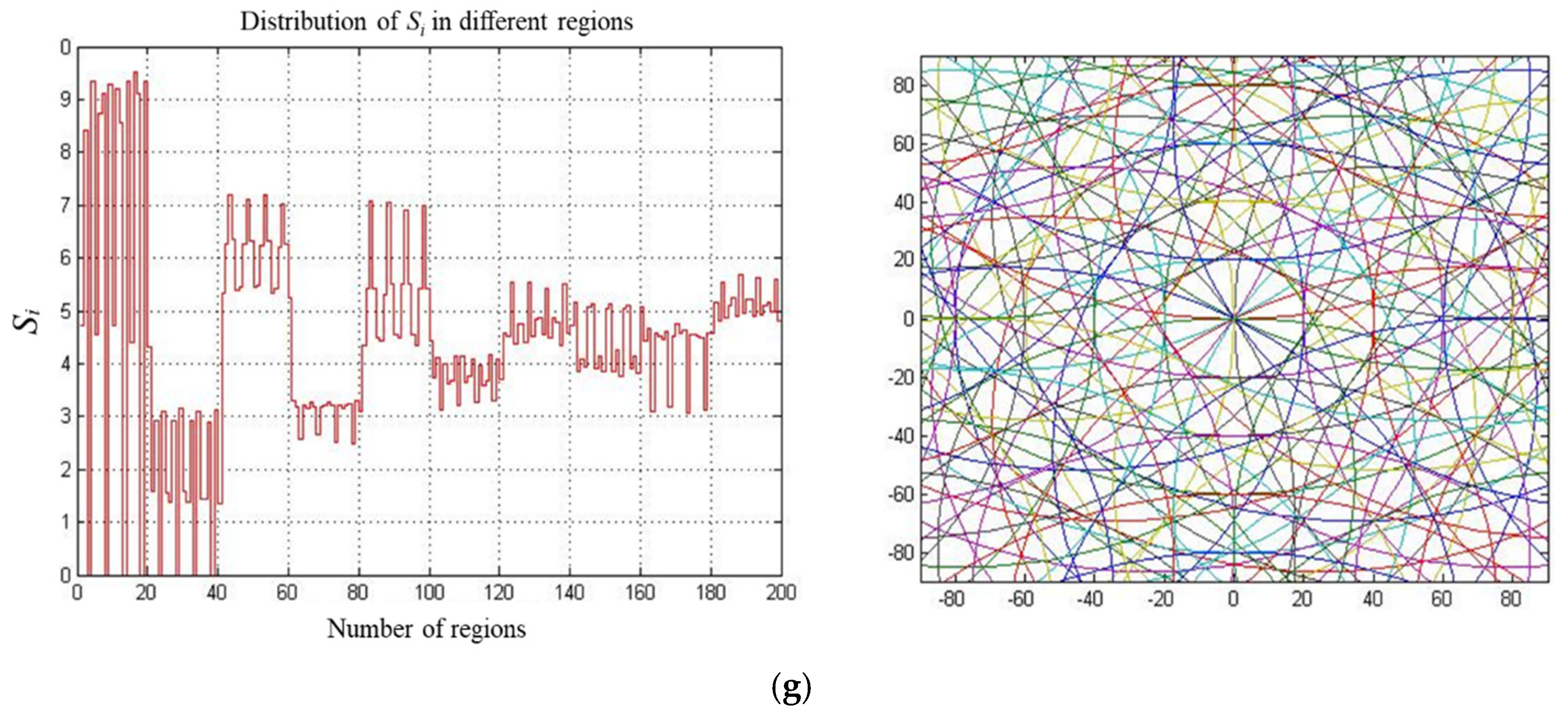
- A quantitative investigation was also carried out by analyzing the ratio of the number of particle trajectories in the divided region on the target surface to its whole area and the associated standard deviation, and it was found that the arraying form of diamonds on the lapping plate with latitude and longitude of 40°, 30° presented the best uniformity on the target surface in the fixed abrasive lapping of bipolar plates.
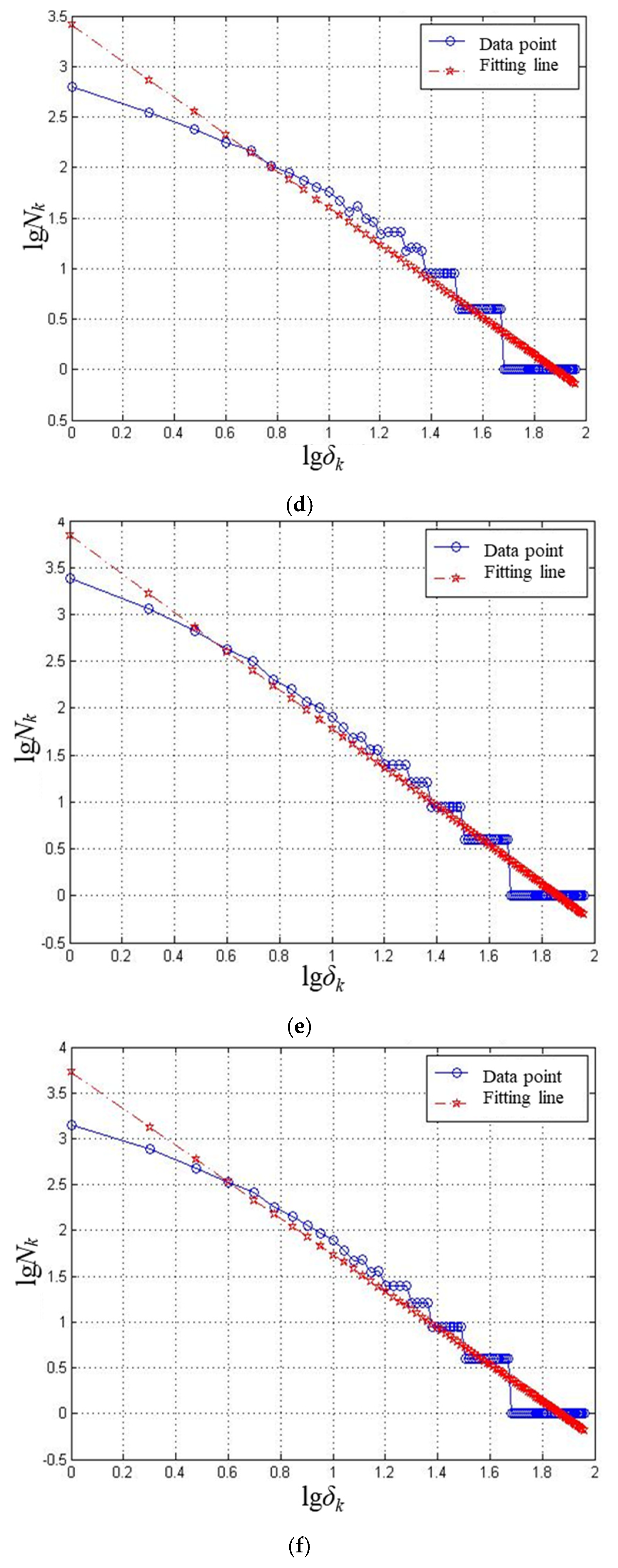
- The surface microstructure of a bipolar plate not only requires uniform distribution of microchannels, but also requires a reasonable surface opening rate; hence, the fixed abrasive machining trajectories cannot be too dense. Thus, the assessment of fractal characteristics in particle trajectories on the target surface was conducted using the box-counting dimension, and it was found that the arraying form of diamonds on the lapping plate with latitude and longitude of 40°, 30° showed the lowest density in the fixed abrasive machining trajectories on the target surface, which agreed with the results of the trajectory uniformity study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gokmen, S. Computation and Optimization of Structural Leaf Venation Patterns for Digital Fabrication. Comput. Aided Des. 2022, 144, 103150. [Google Scholar] [CrossRef]
- He, Q.; Wang, Y.; Shi, X.; Jing, X.; Jiang, Y. Crushing behavior on the cylindrical tube based on lotus leaf vein branched structure. Mech. Mater. 2022, 165, 104205. [Google Scholar] [CrossRef]
- Tan, H.; Zong, K.; Du, P. Temperature uniformity in convective leaf vein-shaped fluid microchannels for phased array antenna cooling. Int. J. Therm. Sci. 2020, 150, 106224. [Google Scholar] [CrossRef]
- He, G.; Zhao, Z.; Ming, P.; Abuliti, A.; Yin, C. A fractal model for predicting permeability and liquid water relative permeability in the gas diffusion layer (GDL) of PEMFCs. J. Power Sources 2007, 163, 846–852. [Google Scholar] [CrossRef]
- Lee, S.-J.; Lee, C.-Y.; Yang, K.-T.; Kuan, F.-H.; Lai, P.-H. Simulation and fabrication of micro-scaled flow channels for metallic bipolar plates by the electrochemical micro-machining process. J. Power Sources 2008, 185, 1115–1121. [Google Scholar] [CrossRef]
- Wang, H.M.; Wang, Y.L. Investigation of Bipolar Plate Forming with Various Die Configurations by Magnetic Pulse Method. Metals 2019, 9, 453. [Google Scholar] [CrossRef]
- Dawson, R.J.; Patel, A.J.; Rennie, A.E.W.; White, S. An investigation into the use of additive manufacture for the production of metallic bipolar plates for polymer electrolyte fuel cell stacks. J. Appl. Electrochem. 2015, 45, 637–645. [Google Scholar] [CrossRef]
- Hung, J.-C.; Lin, C.-C. Fabrication of micro-flow channels for metallic bipolar plates by a high-pressure hydroforming apparatus. J. Power Sources 2012, 206, 179–184. [Google Scholar] [CrossRef]
- Hu, W.; Teng, Q.; Hong, T.; Saetang, V.; Qi, H. Stress field modeling of single-abrasive scratching of BK7 glass for surface integrity evaluation. Ceram. Int. 2022, 48, 12819–12828. [Google Scholar] [CrossRef]
- Qi, H.; Shi, L.; Teng, Q.; Hong, T.; Tangwarodomnukun, V.; Liu, G.; Li, H.N. Subsurface damage evaluation in the single abrasive scratching of BK7 glass by considering coupling effect of strain rate and temperature. Ceram. Int. 2022, 48, 8661–8670. [Google Scholar] [CrossRef]
- Xu, L.; Wang, L.; Chen, H.; Wang, X.; Chen, F.; Lyu, B.; Hang, W.; Zhao, W.; Yuan, J. Effects of pH Values and H2O2 Concentrations on the Chemical Enhanced Shear Dilatancy Polishing of Tungsten. Micromachines 2022, 13, 762. [Google Scholar] [CrossRef] [PubMed]
- Xu, L.; Chen, H.; Lyu, B.; Hang, W.; Yuan, J. Study on rheological properties and polishing performance of viscoelastic material for dilatancy pad. Precis. Eng. 2022, 77, 328–339. [Google Scholar] [CrossRef]
- Cheng, Z.; Qin, S.; Fang, Z. Numerical modeling and experimental study on the material removal process using ultrasonic vibration-assisted abrasive water jet. Front. Mater. 2022, 9, 895271. [Google Scholar] [CrossRef]
- Ji, R.; Zhang, L.; Zhang, L.; Li, Y.; Lu, S.; Fu, Y. Processing method for metallic substrate using the liquid metal lapping-polishing plate. Front. Mater. 2022, 9, 896346. [Google Scholar] [CrossRef]
- Zhang, L.; Zheng, B.; Xie, Y.; Ji, R.; Li, Y.; Mao, W. Control mechanism of particle flow in the weak liquid metal flow field on non-uniform curvature surface based on lippmann model. Front. Mater. 2022, 9, 895263. [Google Scholar] [CrossRef]
- Cho, B.-J.; Kim, H.-M.; Manivannan, R.; Moon, D.-J.; Park, J.-G. On the mechanism of material removal by fixed abrasive lapping of various glass substrates. Wear 2013, 302, 1334–1339. [Google Scholar] [CrossRef]
- Wang, Z.; Niu, F.; Wang, Z.; Li, J.; Sun, T.; Zhu, Y. Friction and wear characteristics of agglomerated diamond abrasives and lapping performance of fixed agglomerated diamond pads. Wear 2021, 470–471, 203598. [Google Scholar] [CrossRef]
- Wen, D.H.; Qi, H.; Ma, L.; Lu, C.D.; Li, G. Kinematics and trajectory analysis of the fixed abrasive lapping process in machining of interdigitated micro-channels on bipolar plates. Precis. Eng. 2016, 44, 192–202. [Google Scholar] [CrossRef]
- Junpeng, Z.; Zhong-Chen, C.; Yang, Z.; Bin, L. Investigation on surface evolution and subsurface damage in abrasive lapping of hard and brittle materials using a novel fixed lapping tool. J. Manuf. Processes 2022, 75, 729–738. [Google Scholar] [CrossRef]
- Sanchez, L.E.A.; Jun, N.Z.X.; Fiocchi, A.A. Surface finishing of flat pieces when submitted to lapping kinematics on abrasive disc dressed under several overlap factors. Precis. Eng. 2011, 35, 355–363. [Google Scholar] [CrossRef]
- Lin, B.; Jiang, X.-M.; Li, S.-p.; Cao, Z.-C. Mechanism of material removal by fixed abrasive lapping of fused quartz glass. J. Manuf. Processes 2019, 46, 279–285. [Google Scholar] [CrossRef]
- Xie, Y.; Gui, F.X.; Wang, W.J.; Chien, C.F. A Two-stage Multi-population Genetic Algorithm with Heuristics for Workflow Scheduling in Heterogeneous Distributed Computing Environments. IEEE Trans. Cloud Comput. 2021. early access. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Hu, Y.; Li, L.; Zhang, F. Phase transition and plastic deformation mechanisms induced by self-rotating grinding of GaN single crystals. Int. J. Mach. Tool Manuf. 2022, 172, 103827. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Meng, B.; Zhang, Y.; Li, L.; Zhang, F. Anisotropy dependence of material removal and deformation mechanisms during nanoscratch of gallium nitride single crystals on (0001) plane. Appl. Surf. Sci. 2022, 578, 152028. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, X.; Ma, L.; Zhang, F.; Huang, H. Deformation characteristics and surface generation modelling of crack-free grinding of GGG single crystals. J. Mater. Process Technol. 2020, 279, 116577. [Google Scholar] [CrossRef]
- Yuan, J.L.; Yao, W.F.; Zhao, P.; Lyu, B.H.; Chen, Z.X.; Zhong, M.P. Kinematics and trajectory of both-sides cylindrical lapping process in planetary motion type. Int. J. Mach. Tools Manuf. 2015, 92, 60–71. [Google Scholar] [CrossRef]
- Sahu, A.; Priyadarshi, A. On the box-counting dimension of graphs of harmonic functions on the Sierpiński gasket. J. Math. Anal. Appl. 2020, 487, 124036. [Google Scholar] [CrossRef]
- Silva, P.M.; Florindo, J.B. A statistical descriptor for texture images based on the box counting fractal dimension. Phys. A Stat. Mech. Appl. 2019, 528, 121469. [Google Scholar] [CrossRef]
- Xie, Y.; Sheng, Y.; Qiu, M.; Gui, F. An adaptive decoding biased random key genetic algorithm for cloud workflow scheduling. Eng. Appl. Artif. Intell. 2022, 112, 104879. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, G.; Wang, Z.; Wen, D. Fractal Characteristic-Induced Optimization of the Fixed Abrasive Lapping Plate in Fabricating Bipolar Plate of Proton-Exchange Membrane Fuel Cells. Materials 2022, 15, 5922. https://doi.org/10.3390/ma15175922
Pan G, Wang Z, Wen D. Fractal Characteristic-Induced Optimization of the Fixed Abrasive Lapping Plate in Fabricating Bipolar Plate of Proton-Exchange Membrane Fuel Cells. Materials. 2022; 15(17):5922. https://doi.org/10.3390/ma15175922
Chicago/Turabian StylePan, Guoqing, Zhengwei Wang, and Donghui Wen. 2022. "Fractal Characteristic-Induced Optimization of the Fixed Abrasive Lapping Plate in Fabricating Bipolar Plate of Proton-Exchange Membrane Fuel Cells" Materials 15, no. 17: 5922. https://doi.org/10.3390/ma15175922
APA StylePan, G., Wang, Z., & Wen, D. (2022). Fractal Characteristic-Induced Optimization of the Fixed Abrasive Lapping Plate in Fabricating Bipolar Plate of Proton-Exchange Membrane Fuel Cells. Materials, 15(17), 5922. https://doi.org/10.3390/ma15175922