
Influence of Plug Rotational Speed on Microstructure and Texture of the Recrystallized Zone of a Friction Plug Weld Joint for AA6082-T6
Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Results and Analysis
3.1. Grain Morphology and Grain Boundary Characteristics of the Base Metal
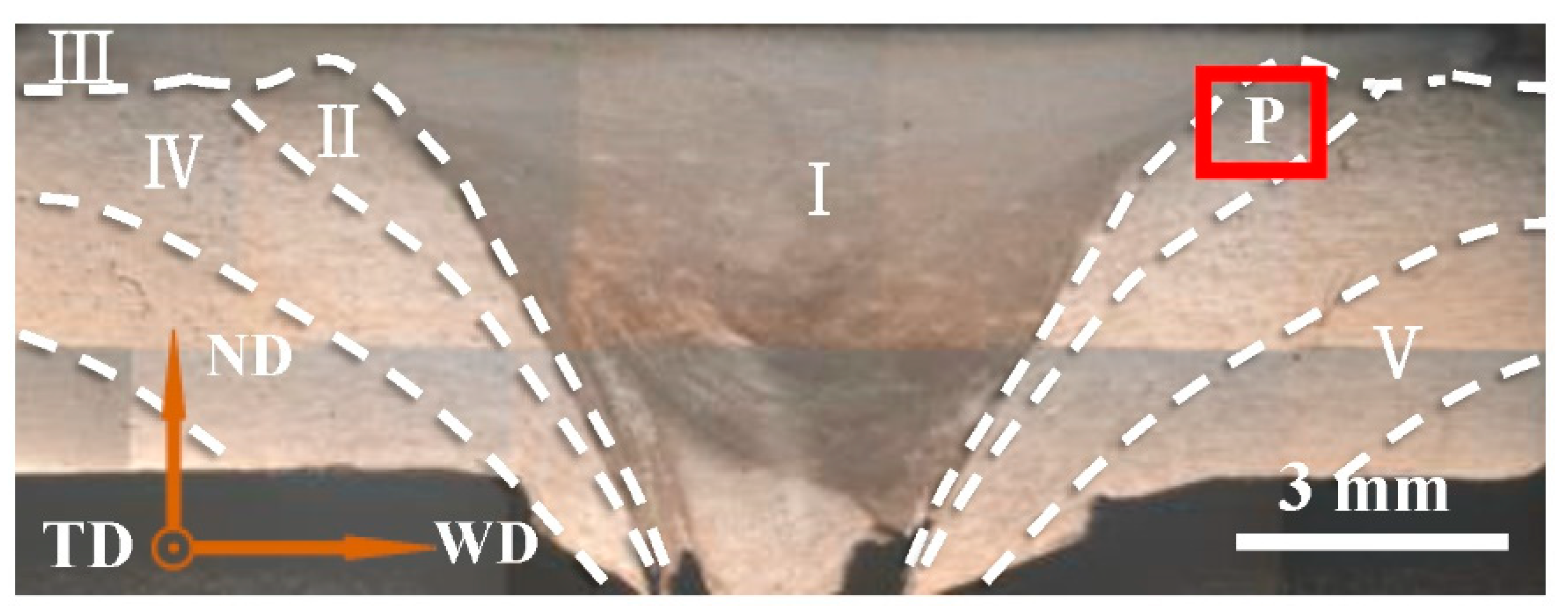
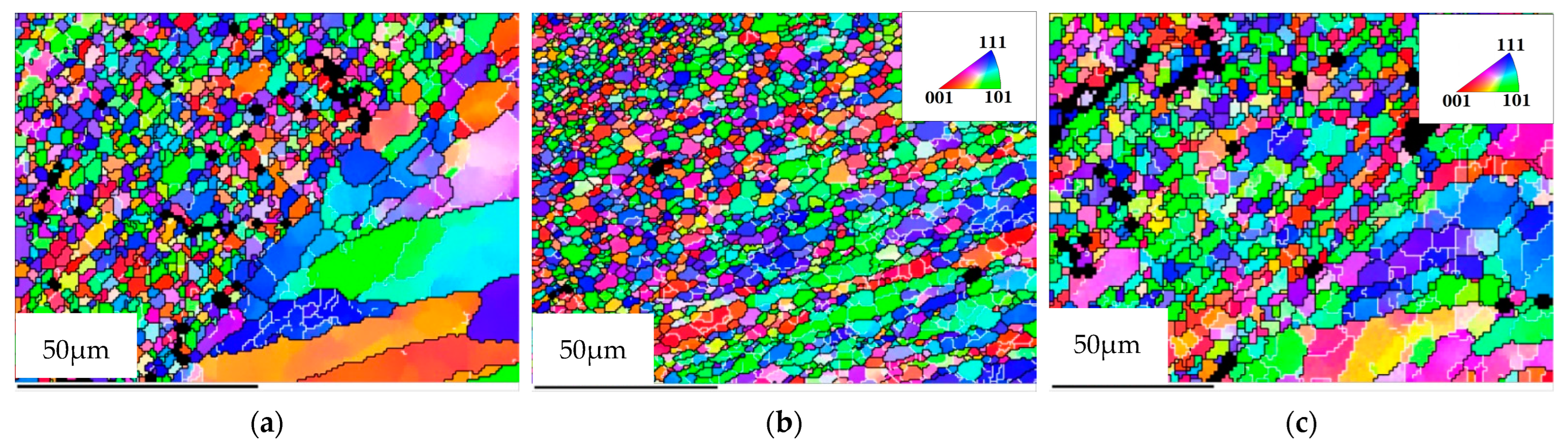
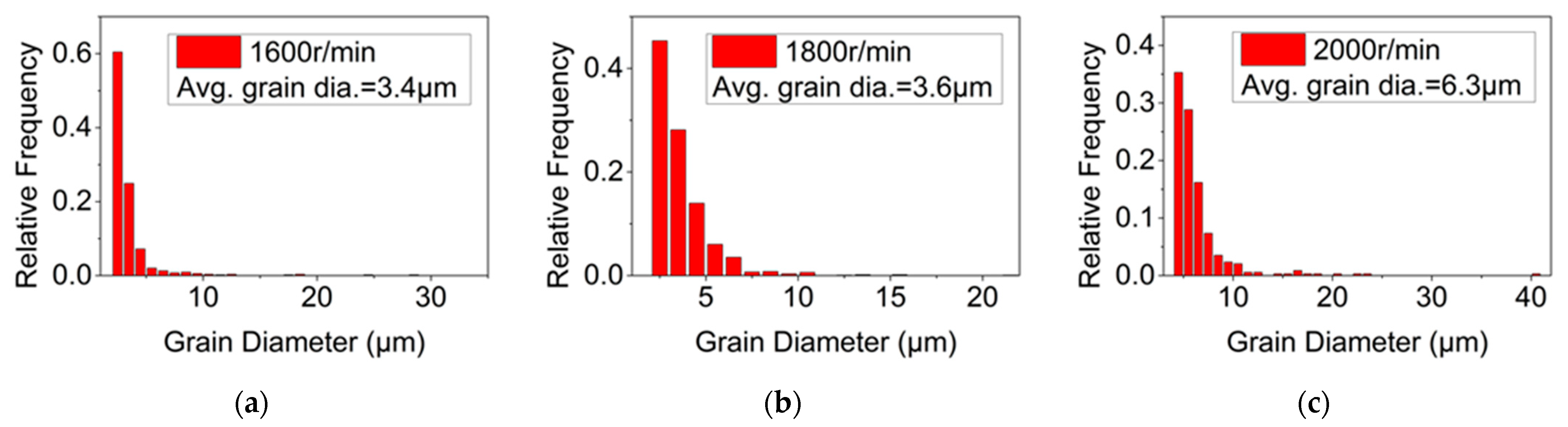
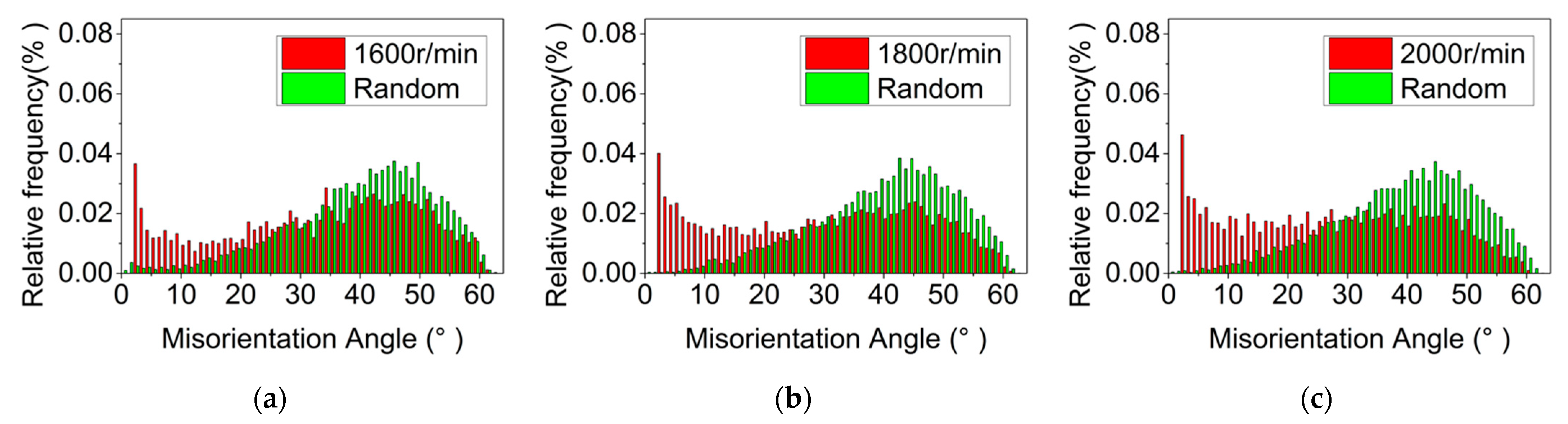
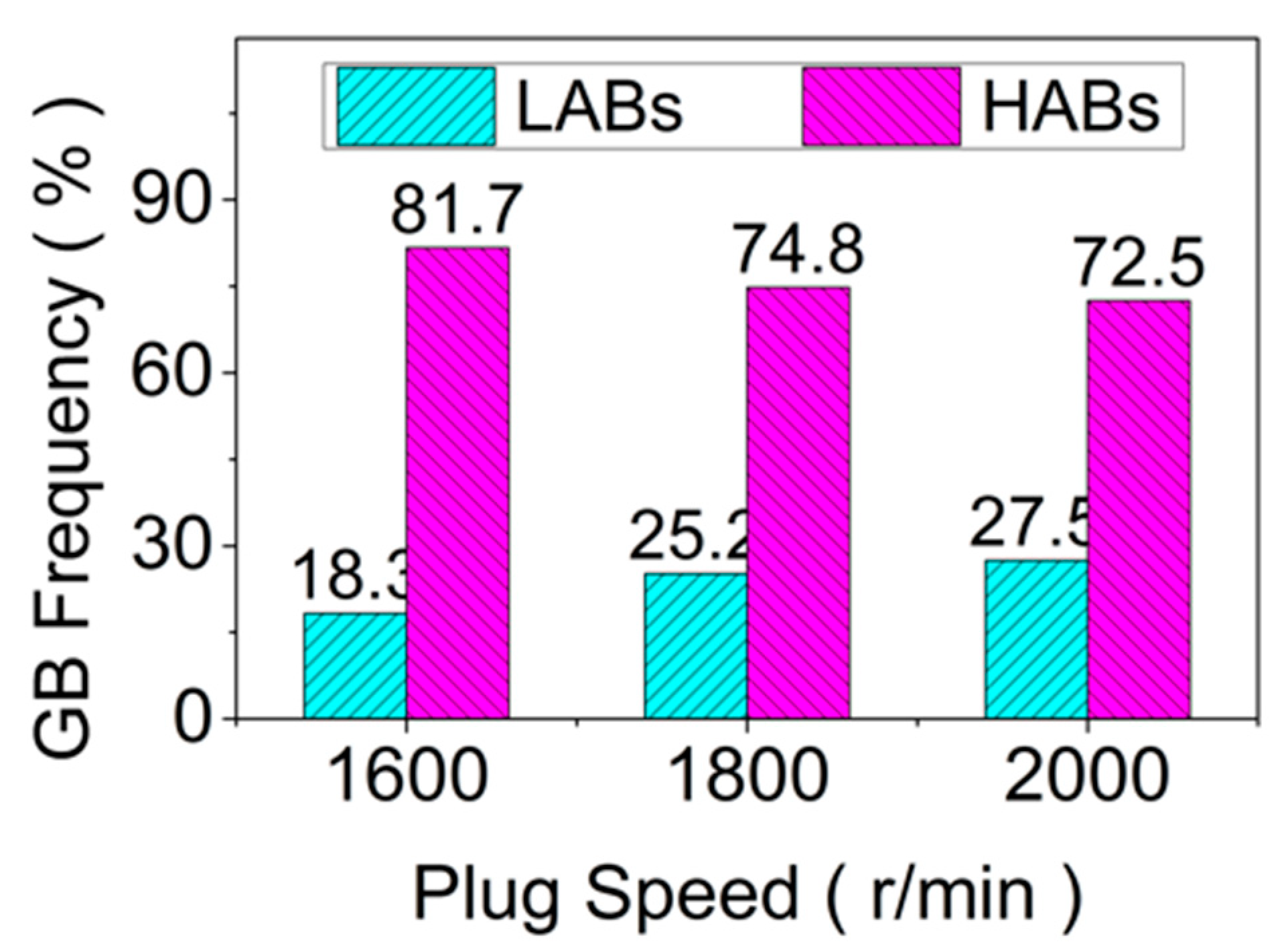
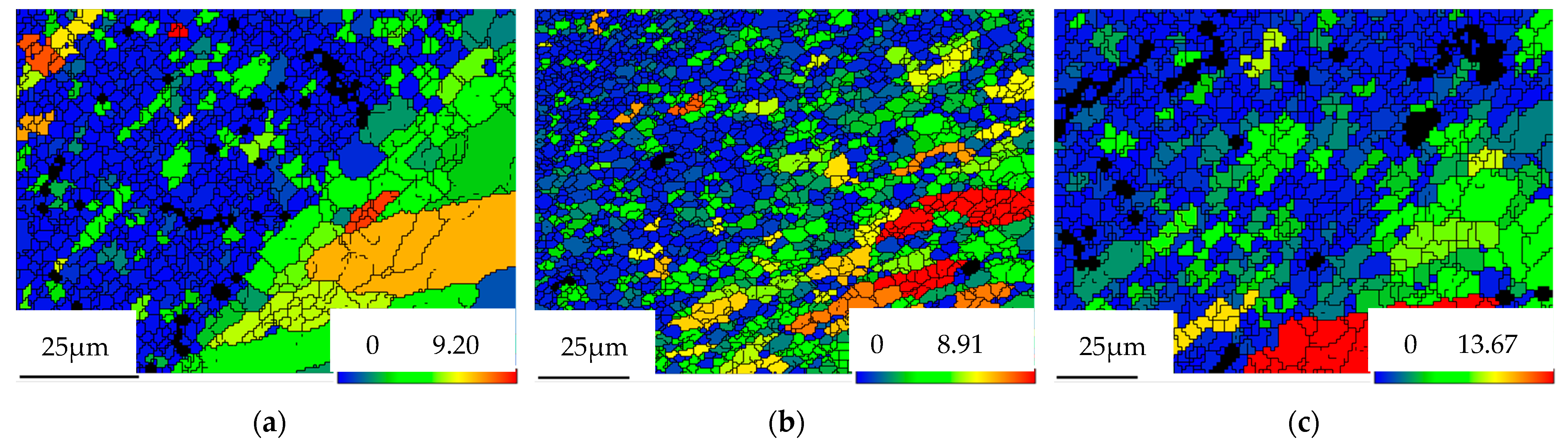
3.2. Grain Morphology and Grain Boundary Characteristics of RZ
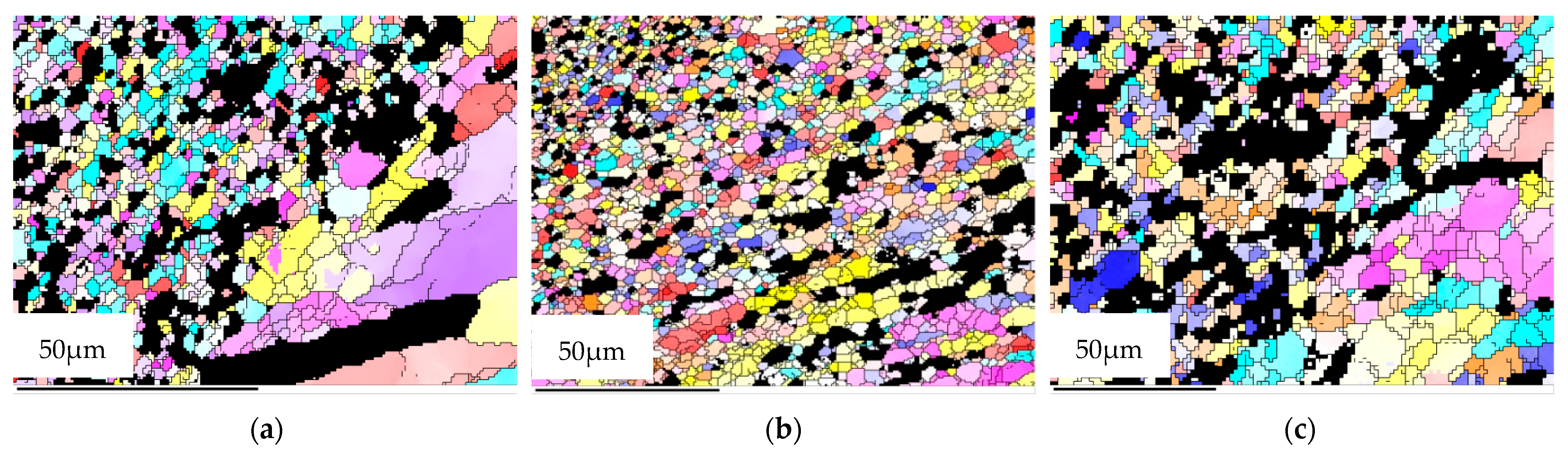
3.3. Texture Types and Components of RZ
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Barmouz, M.; Shahi, P.; Asadi, P. Friction stir welding processing of polymeric materials. Adv. Frict.-Stir Weld. Proc. 2014, 1, 601–670. [Google Scholar] [CrossRef]
- Wang, G.Q.; Zhao, G.; Hao, Y.F.; Chen, X.F.; Zhao, Y.H. Technique for repairing keyhole defect for FSW joint of 2219 aluminium alloy. Aerosp. Mater. Technol. 2012, 42, 24–28. [Google Scholar]
- Ji, P.F.; Liu, X.W.; Zhang, Y.C.; Hong, L.; Hao, Y.F. Refilling friction stir welding of 20 mm thick AA2219 and analysis of microstructure and mechanical properties. Trans. China Weld. Inst. 2021, 42, 86–91. [Google Scholar]
- Zhou, L.; Zhou, W.L.; Zhang, J.L.; Du, Z.Y.; Zhao, R.F.; Meng, F.X.; Feng, J.C. Research status of exit hole repairing technology for friction stir welding. Aeronaut. Manuf. Technol. 2016, 14, 75–79+92. [Google Scholar] [CrossRef]
- Hartley, P. Friction Plug Weld Repair for the Space Shuttle External Tank; NASA Document ID 20000093962; Johnson Space Center, Marshall Space Flight Center, NASA: Washington, DC, USA, 2000. [Google Scholar]
- Luan, G.H.; Ji, Y.J.; Dong, C.L.; Ma, X.S. Microstructure of LY12 aluminium alloy welded joint of friction plug welding. Trans. China Weld. Inst. 2006, 27, 1. [Google Scholar]
- Beamish, K. Friction Taper Plug Welding of 10 mm AA6082-T6; TWI Report, No.768; Lulu Press: Morrisville, NC, USA, 2003. [Google Scholar]
- Metz, D.F.; Barkey, M.E. Fatigue behavior of friction plug welds in 2195 Al–Li alloy. Int. J. Fatigue 2012, 43, 178–187. [Google Scholar] [CrossRef]
- Du, B.; Cui, L.; Yang, X.Q.; Wang, D.P. Weakening mechanism and tensile fracture behavior of AA 2219-T87 friction plug welds. Mater. Sci. Eng. A 2017, 693, 129–135. [Google Scholar] [CrossRef]
- Du, B.; Sun, Z.P.; Yang, X.Q.; Cui, L.; Song, J.L.; Zhang, Z.P. Characteristics of friction plug welding to 10mm thick AA2219-T87 sheet: Weld formation, microstructure and mechanical property. Mater. Sci. Eng. A 2016, 654, 21–29. [Google Scholar] [CrossRef]
- Liu, J.X.; Shen, J.; Li, X.W.; Yan, L.Z.; Yan, H.W.; Liu, H.W.; Wen, L.; Li, Z.H.; Zhang, Y.A.; Xiong, B.Q. Effect of welding speed on microstructure evolution and mechanical properties of 6005A-T5 aluminum alloy FSW joints. Materials 2022, 15, 969. [Google Scholar]
- Du, B.; Yang, X.Q.; Liu, K.X.; Sun, Z.P.; Wang, D.P. Effects of supporting plate hole and welding force on weld formation and mechanical property of friction plug joints for AA2219-T87 friction stir welds. Weld. World 2019, 63, 989–1000. [Google Scholar] [CrossRef]
- Zhang, L.L.; Wang, X.J.; Liu, X. Effect of dynamic recrystallization mode on texture type for the friction stir welded 6082-T6 aluminum alloy. Mater. Rep. 2019, 33, 665–669. [Google Scholar]
- Chen, P.; Zou, S.Q.; Chen, J.; Qin, S.Y.; Yang, Q.B.; Zhang, Z.Q.; Jia, Z.H.; Zhang, L.; Jiang, T.; Liu, Q. Effect of rotation speed on microstructure evolution and mechanical properties of nugget zone in 2195-T8 Al-Li alloy friction stir welding joints. Mater. Charact. 2021, 176, 111079. [Google Scholar] [CrossRef]
- Hu, Y.Y.; Liu, H.J.; Hidetoshi, F.; Kohsaku, U. Effect of ultrasound on microstructure evolution of friction stir welded aluminum alloys. J. Manuf. Processes 2020, 56, 362–371. [Google Scholar] [CrossRef]
- Huang, Y.X.; Han, B.; Lü, S.X.; Feng, J.; Leng, J.; Chen, X. Filling friction stir welding for repairing keyhole based on principle of solid state joining. Trans. China Weld. Inst. 2012, 33, 5–8. [Google Scholar]
- Zhang, Z.K.; Zhao, Z.L.; Li, D.F.; Zheng, J.H. Microstructure and Mechanical Properties of Friction Plug Welding Joint of 6082 Aluminum Alloy. Mater. Rep. 2022, 43, 36–41. [Google Scholar]
- Li, D.F.; Wang, X.J.; Zhao, Z.L. Grain orientation and texture analysis of 6082 aluminum alloy friction plug welded joints. J. Mater. Res. Technol. 2022, 18, 1763–1771. [Google Scholar] [CrossRef]
- Li, D.F.; Wang, X.J.; Zhao, Z.L.; Xu, Q.P. Microstructure and Mechanical Properties of Friction Plug Repair Welding Joint by Shoulder Auxiliary Heating for 6082 Aluminum Alloy. Available online: http://kns.cnki.net/kcms/detail/23.1178.TG.20220120.1122.002.html (accessed on 26 July 2022).
- Hynes, N.R.J.; Velu, P.S.; Nithin, A.M. Friction push plug welding in airframe structures using Ti-6Al-4V plug. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 158. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Nagaraj, P.; Thanga Kumar, P. Mathematical modeling of friction plug welding with preheating effect. Adv. Mater. Res. 2014, 984–985, 600–603. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Nithin, A.M. Simulation on friction taper plug welding of AA6063-20Gr metal matrix composite. AIP Conf. Proc. 2016, 1728, 020544. [Google Scholar]
- Hao, Y.F.; Bai, J.B.; Tian, B. Study on Properties of Repaired Joint with Keyhole Defect Repaired by Composite Process of Fusion Filling and FSW Repairing. Aeronaut. Manuf. Technol. 2014, 454, 83–87. [Google Scholar]
- Ji, S.D.; Meng, X.C.; Huang, R.F.; Ma, L.; Gao, S.S. Microstructures and mechanical properties of 7N01-T4 aluminum alloy joints by active-passive filling friction stir repairing. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostruct. Process. 2016, 664, 94–102. [Google Scholar] [CrossRef]
- Reimann, M.; Goebel, J.; Dos Santos, J.F. Microstructure and mechanical properties of keyhole repair welds in AA 7075-T651using refill friction stir spot welding. Mater. Des. 2017, 132, 283–294. [Google Scholar] [CrossRef]
- Zhang, L.L.; Wang, X.J.; Wei, X.L. Evolution of Grain Structure and Texture for 6082-T6 Aluminum Alloy during Friction Stir Welding. J. Wuhan Univ. Technol. 2019, 34, 397–403. [Google Scholar] [CrossRef]
- Nagira, T.; Liu, X.C.; Ushioda, K.; Fujii, H. Microstructural Evolutions of 2N Grade Pure Al and 4N Grade High-Purity Al during Friction Stir Welding. Materials 2021, 14, 3606. [Google Scholar] [CrossRef]
- Zhong, X.T.; Wang, L.; Huang, L.K.; Liu, F. Transition of dynamic recrystallization mechanism during hot deformation of Incoloy 028 alloy. J. Mater. Sci. Technol. 2020, 42, 243–255. [Google Scholar] [CrossRef]
- Muoz, J.A.; Bolmaro, R.E.; Jorge Jr, A.M.; Zhilyaev, A.; Cabrera, J.M. Prediction of Generation of High- and Low-Angle Grain Boundaries (HAGB and LAGB) during Severe Plastic Deformation. Metall. Mater. Trans. A 2020, 51, 4674–4684. [Google Scholar]
- Khina, B.B.; Pokrovsky, A.I.; Zhang, S.H.; Xu, Y.; Chen, D.Y.; Marysheva, A.A. Effect of Strain Rate on the Microstructure and Mechanical Properties of AA2B06-O Aluminum Alloy of the Al–Cu–Mg System. Russ. J. Non-Ferr. Met. 2021, 62, 545–553. [Google Scholar] [CrossRef]
- Banerjee, A.; Ntovas, M.; Silva, L.D.; Rahimi, S. Effect of rotational speed and inertia on the mechanical properties and microstructural evolution during inertia friction welding of 8630M steel. Mater. Lett. 2021, 296, 129906. [Google Scholar] [CrossRef]
- Güleryüz, G. Relationship between FSW parameters and hardness of the ferritic steel joints: Modeling and optimization. Vacuum 2020, 178, 109449. [Google Scholar] [CrossRef]
- Yang, C.; Wu, C.S.; Shi, L. Effect of ultrasonic vibration on dynamic recrystallization in friction stir welding. J. Manuf. Proc. 2020, 56, 87–95. [Google Scholar] [CrossRef]
- Zhang, L.L.; Wang, X.J.; Liu, X. Crystal Orientation Evolution during Friction Stir Welding of 6082 Aluminum Alloys. J. Mater. Eng. 2019, 33, 665–669. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | AL |
|---|---|---|---|---|---|---|---|---|
| 0.89 | 0.3 | 0.04 | 0.58 | 0.93 | 0.06 | 0.04 | 0.01 | BAL |
| C | Si | Mn | S | P | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.85–0.95 | 1.2–1.6 | 0.30–0.60 | ≤0.03 | ≤0.03 | 0.95–1.25 | ≤0.25 | ≤0.3 | BAL |
| Color Code | (hkl) [uvw] | 1600 r/min | 1800 r/min | 2000 r/min |
|---|---|---|---|---|
 | (001) [100] | 12.9 | 15.5 | 5.95 |
 | (214) [1] | 9 | 9.47 | |
 | (011) [12] | 13.5 | ||
 | (011) [100] | 15.7 | 8.19 | 12.8 |
 | (313) [01] | 15.4 | 24.2 | 20.6 |
 | (111) [01] | 10.5 | 11.4 | 12.5 |
 | (112) [1] | 18.7 | 12.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, D.; Wang, X. Influence of Plug Rotational Speed on Microstructure and Texture of the Recrystallized Zone of a Friction Plug Weld Joint for AA6082-T6. Materials 2022, 15, 6011. https://doi.org/10.3390/ma15176011
Li D, Wang X. Influence of Plug Rotational Speed on Microstructure and Texture of the Recrystallized Zone of a Friction Plug Weld Joint for AA6082-T6. Materials. 2022; 15(17):6011. https://doi.org/10.3390/ma15176011
Chicago/Turabian StyleLi, Defu, and Xijing Wang. 2022. "Influence of Plug Rotational Speed on Microstructure and Texture of the Recrystallized Zone of a Friction Plug Weld Joint for AA6082-T6" Materials 15, no. 17: 6011. https://doi.org/10.3390/ma15176011