
Study on the Effect of Pre-Refinement and Heat Treatment on the Microstructure and Properties of Hypoeutectic Al-Si-Mg Alloy
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
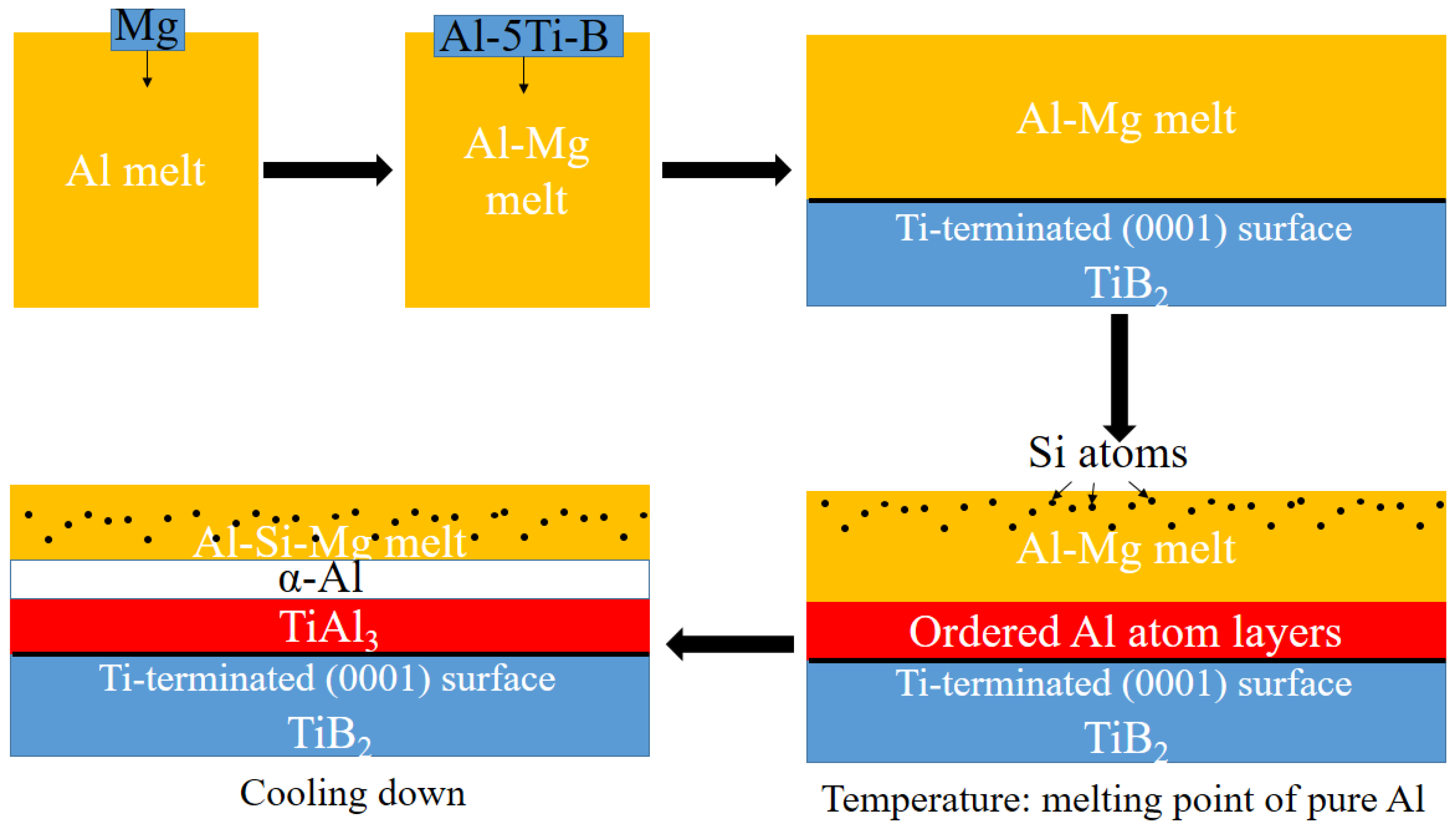
2. The Concept of the “Pre-Refinement” Design
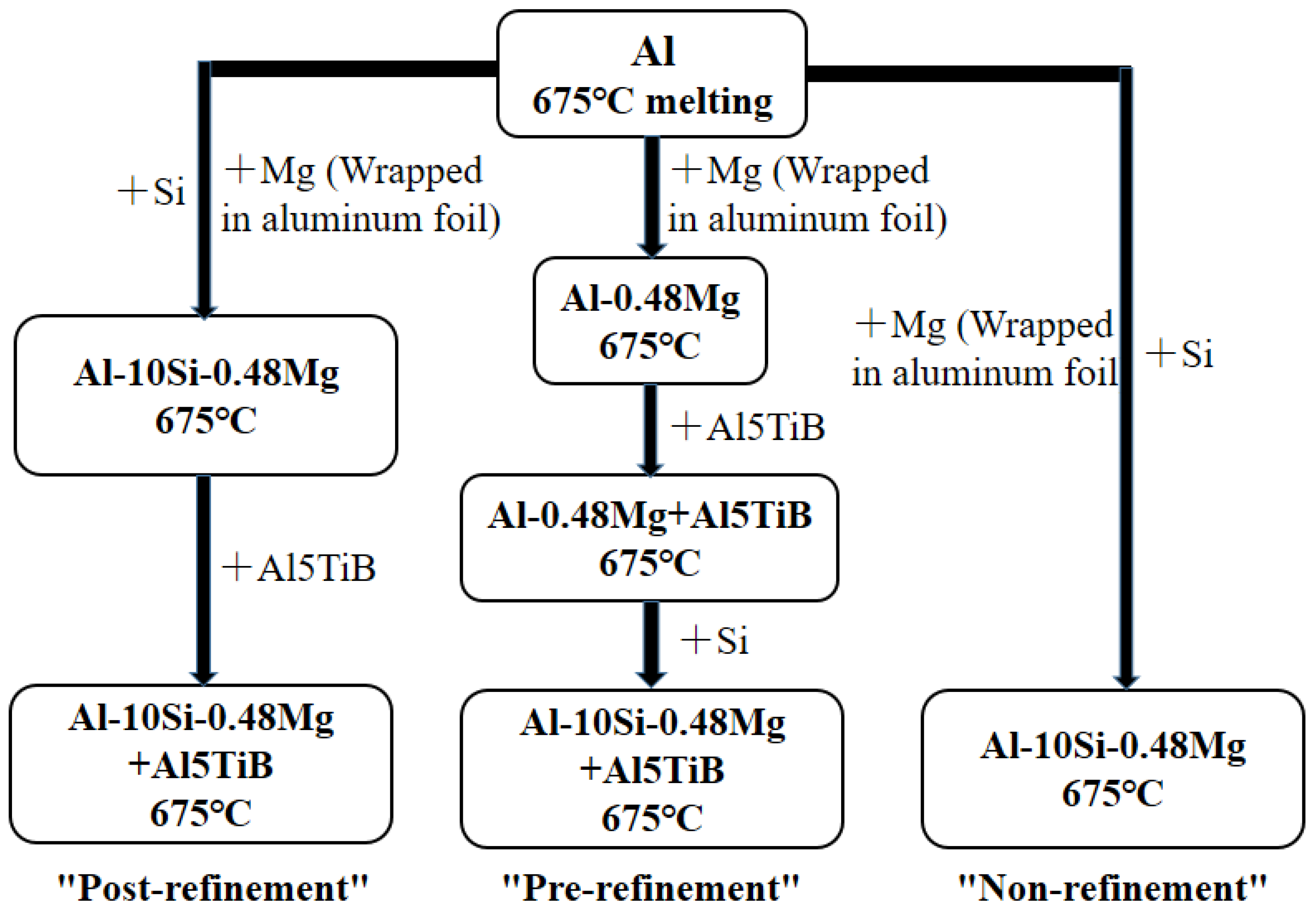
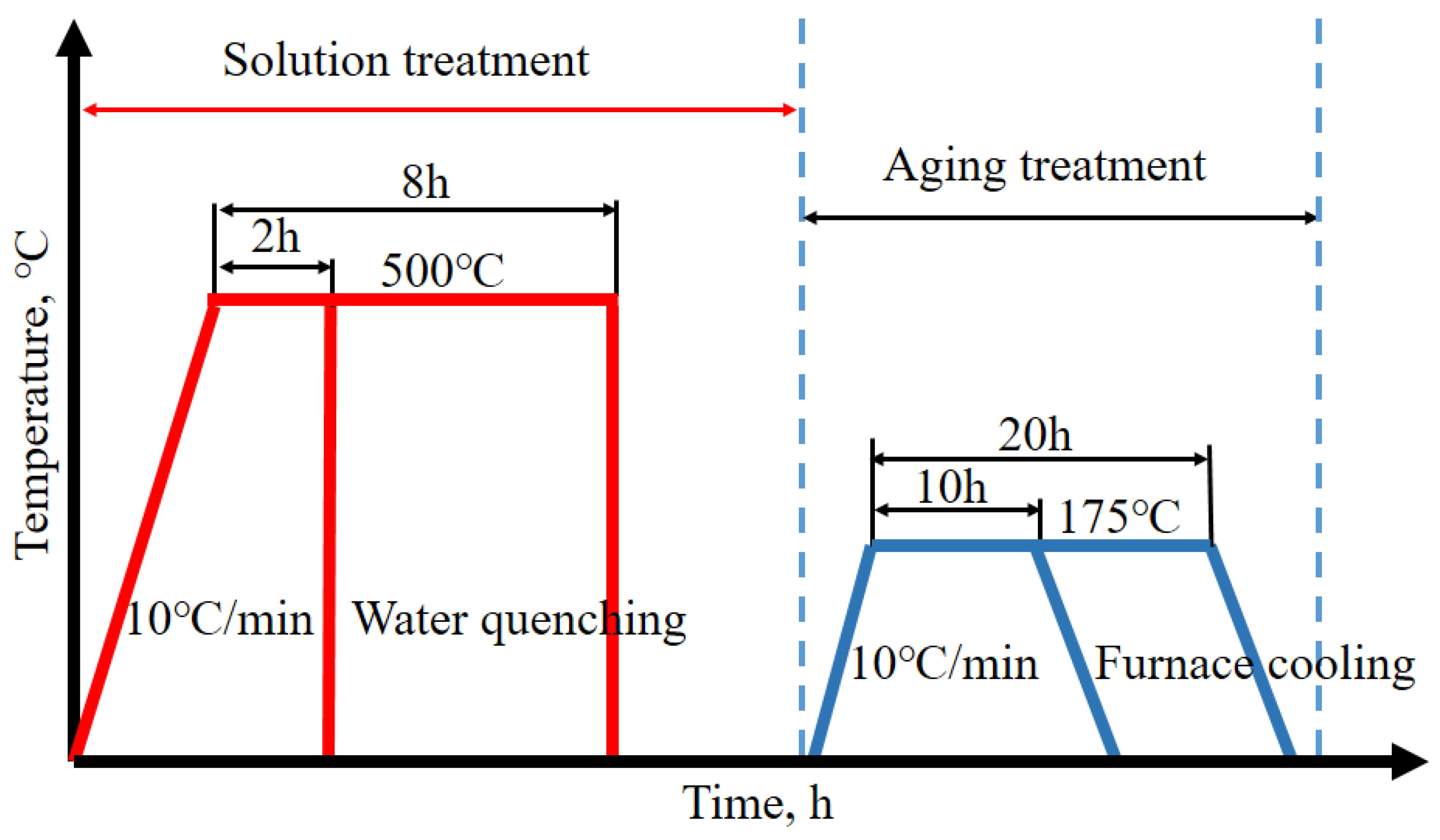
3. Experimental Materials and Methods
4. Results and Discussion
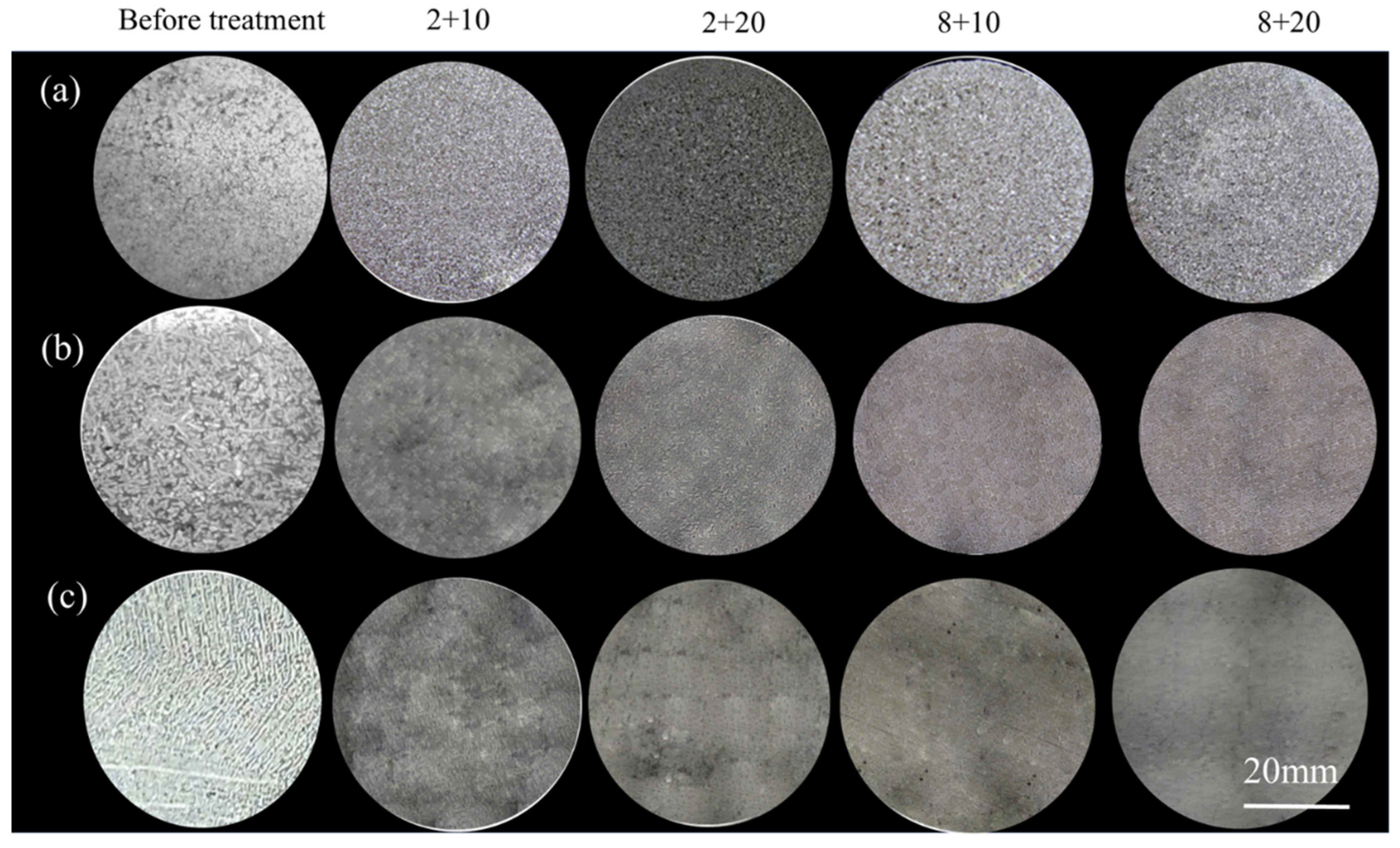
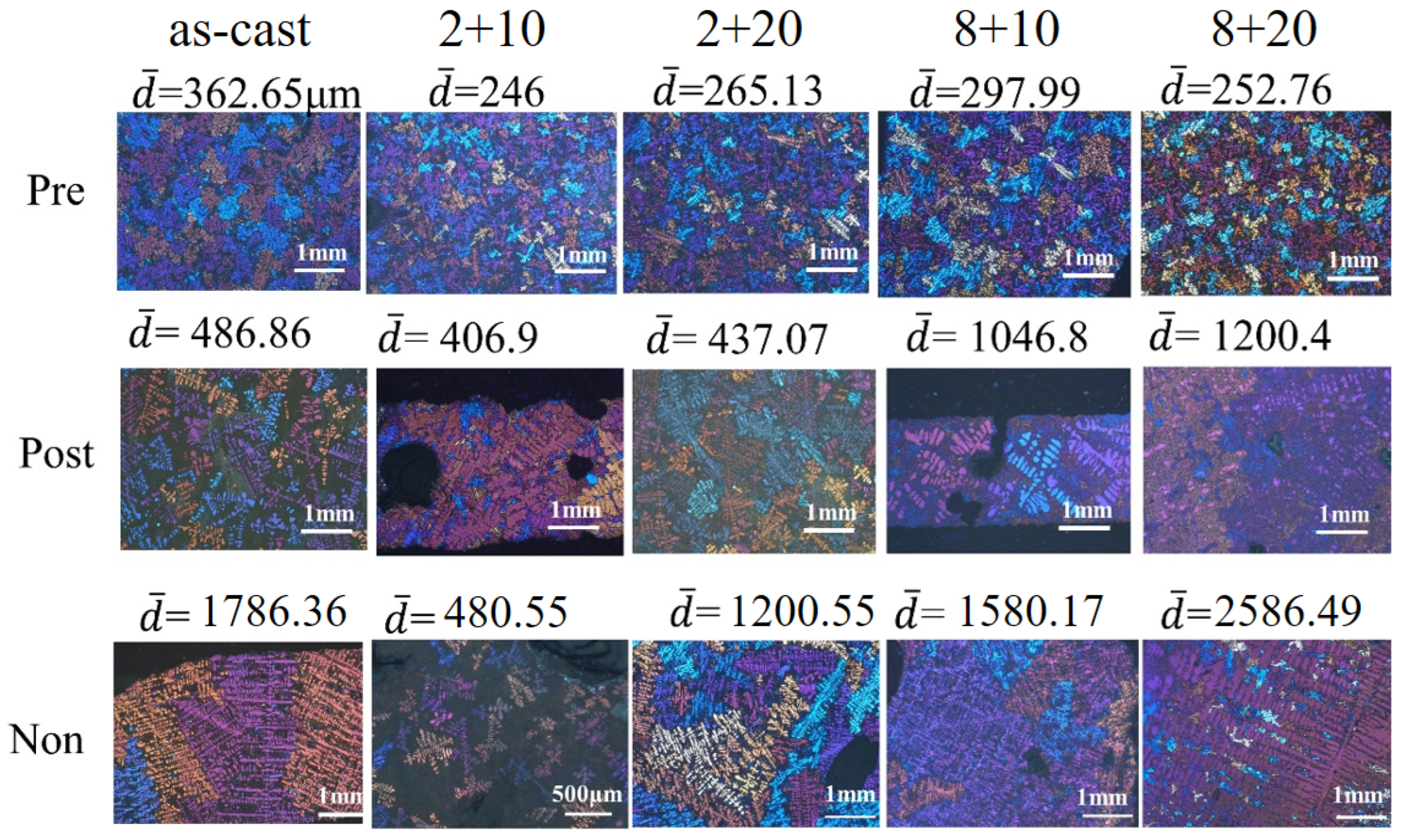
4.1. Microstructures of the As-Cast and Heat-Treated Alloys
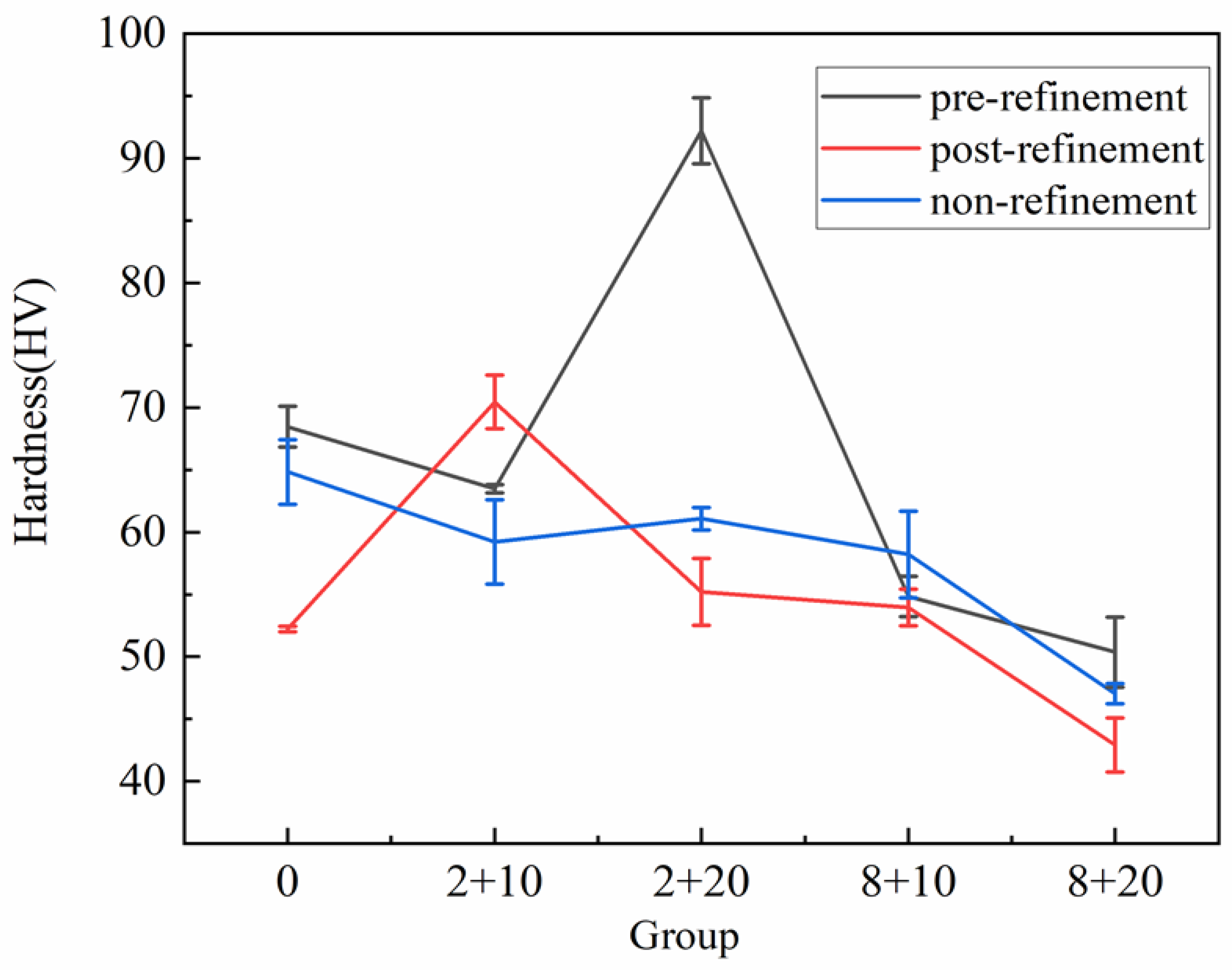
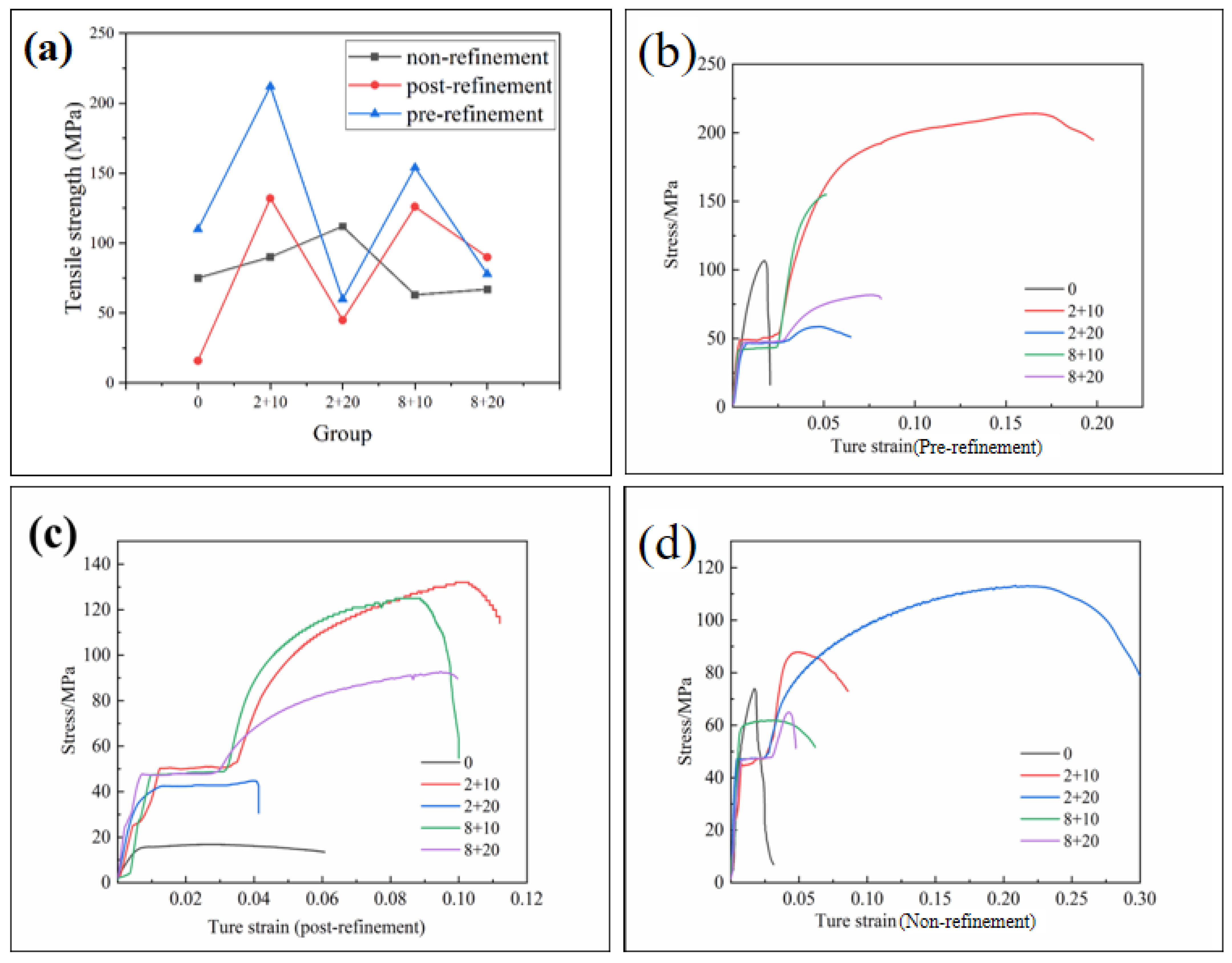
4.2. Mechanical Properties of the As-Cast and Heat-Treated Alloys
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Samuel, E.; Golbahar, B.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of grain refiner on the tensile and impact properties of Al–Si–Mg cast alloys. Mater. Des. 2014, 56, 468–479. [Google Scholar] [CrossRef]
- Dong, X.X.; He, L.J.; Mi, G.B.; Li, P.J. Two directional microstructure and effects of nanoscale dispersed Si particles on microhardness and tensile properties of AlSi7Mg meltspun alloy. J. Alloys Compd. 2015, 618, 609–614. [Google Scholar] [CrossRef]
- Easton, M.A.; Qian, M.; Prasad, A.; StJohn, D.H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid State Mater. Sci. 2016, 20, 13–24. [Google Scholar] [CrossRef]
- Rosenhain, W.; Grogan, J.D.; Schofield, T.H. Gas removal and grain refinement in aluminium alloys. J. Inst. Meter. 1930, 44, 305–318. [Google Scholar]
- Jones, G.; Pearson, J. Factors affecting the grain-refinement of aluminum using titanium and boron additives. Metall. Mater. Trans. B 1976, 7, 223–234. [Google Scholar] [CrossRef]
- Limmaneevichitr, L.; Eidhed, W. Fading mechanism of grain refine-ment of aluminum-silicon alloy with Al-Ti-B grain refiners. Mater. Sci. Eng. A 2003, 349, 197–206. [Google Scholar] [CrossRef]
- Vabdyoussefi, M.; Worth, J.; Greer, A.L. Effect of instability of TiC particles on gain refinement of Al and Al-Mg alloys by addition of Al-Ti-C inoculations. Mater. Sci. Technol. 2000, 16, 1121–1128. [Google Scholar] [CrossRef]
- Johnsson, M. Influence of Si and Fe on the grain refinement of aluminum. Z. Met. 1994, 85, 781–785. [Google Scholar]
- Qiu, D.; Taylor, J.A.; Zhang, M.X.; Kelly, P.M. Mechanism for the poisoning effect of silicon on the grain refinement of Al-Si alloys. Acta Mater. 2007, 55, 1447–1456. [Google Scholar] [CrossRef]
- Lee, Y.C.; Dahle, A.K.; Stjohn, D.H.; Hutt, J.E.C. The effect of grain refinement and silicon content on grain formation in hypoeutectic Al–Si alloys. Mater. Sci. Eng. A 1999, 259, 43–52. [Google Scholar] [CrossRef]
- Schumacher, P.; Mckay, B.J. TEM investigation of heterogeneous nucleation mechanisms in Al–Si alloys. J. Non-Cryst. Solids 2003, 317, 123–128. [Google Scholar] [CrossRef]
- Quested, T.E.A.; Dinsdale, T.; Greer, A.L. Thermodynamic evidence for a poisoning mechanism in the Al–Si–Ti system. Mater. Sci. Technol. 2006, 22, 1126–1134. [Google Scholar] [CrossRef]
- Wang, F.; Liu, Z.L.; Qiu, D.; Taylor, J.A.; Easton, M.A.; Zhang, M.X. Revisiting the role of peritectics in grain refinement of Al alloys. Acta Mater. 2013, 61, 360–370. [Google Scholar] [CrossRef]
- Schumaoher, P.S.; Greer, A.L. On the reproducibility of heterogeneous nucleation in amorphous Al85Ni10Ce5 alloys. Mater. Sci. Eng. A 1997, 226–228, 794–798. [Google Scholar] [CrossRef]
- Schumaoher, P.S.; Greer, A.L. High-resolution transmission electron microscopy of grain-refining particles in amorphous aluminum alloys. In Light Metals; Hale, W., Ed.; Office of Scientific and Technical Information, U.S. Department of Energy: Warrendale, PA, USA, 1996; pp. 745–753. [Google Scholar]
- Mark, A.E.; Arvind, P.; David, H.S. The Grain Refinement of Al-Si Alloys and the Cause of Si Poisoning: Insights Revealed by the Interdependence Model. Mater. Sci. Forum 2014, 794–796, 161–166. [Google Scholar]
- Li, Y.; Hu, B.; Liu, B.; Nie, A.M.; Gu, Q.F.; Wang, J.F.; Li, Q. Insight into Si poisoning on grain refinement of Al-Si/Al-5Ti-B system. Acta Mater. 2020, 187, 51–65. [Google Scholar] [CrossRef]
- Wu, D.Y.; Ma, S.D.; Jing, T.; Wang, Y.D.; Wang, L.S.; Kang, J.; Wang, Q.; Wang, W.; Li, T.; Su, R. Revealing the mechanism of grain refinement and anti Si-poisoning induced by (Nb, Ti)B2 with a sandwich-like structure. Acta Mater. 2021, 219, 1359–6454. [Google Scholar] [CrossRef]
- Zhang, H.L.; Han, Y.F.; Dai, Y.B.; Wang, J.; Sun, B.D. An ab initio molecular dynamics study: Liquid-Al/solid-TiB2 interfacial structure during heterogeneous nucleation. J. Phys. D 2012, 45, 455307. [Google Scholar] [CrossRef]
- Zhang, H.L.; Han, Y.F.; Dai, Y.B.; Lu, S.S.; Wang, J.; Zhang, J.; Shu, D.; Sun, B.D. An ab initio study on the electronic structures of the liquid-solid interface between TiB2 (0001) surface and Al melts. J. Alloys. Compd. 2014, 615, 863–867. [Google Scholar] [CrossRef]
- Zhang, H.L.; Han, Y.F.; Zhou, W.; Dai, Y.B.; Wang, J.; Sun, B.D. Atomic study on the ordered structure in Al melts induced by liquid/substrate interface with Ti solute. Appl. Surf. Sci. 2015, 106, 041606. [Google Scholar]
- Fan, Z.; Wang, Y.; Zhang, Y.; Qin, T.; Zhou, X.R.; Thompson, G.E.; Pennycook, T.; Hashimoto, T. Grain refining mechanism in the Al/Al–Ti–B system. Acta Mater. 2015, 84, 292–304. [Google Scholar] [CrossRef]
- Harald, F.; Tilo, G.; Hans, L.L.; Ferdinand, S. Investigation of the Al-Mg-Si system by experiments and thermodynamic calculations. J. Alloys. Compd. 1997, 247, 31–42. [Google Scholar]
- China Mechanical Engineering Heat Treatment Society. Heat Treatment Manual, the First Volume Process Basis, 4th ed.; Mechanical Industry Press: South Norwalk, CT, USA, 2013; p. 486. [Google Scholar]
- Said, B.; Zakaria, B.; Pascal, P.; Yann, B.P. Effects of heat treatment and addition of small amounts of Cu and Mg on the microstructure and mechanical properties of Al-Si-Cu and Al-Si-Mg cast alloys. J. Alloys. Compd. 2019, 784, 1026–1035. [Google Scholar]
- Paray, F.; Gruzleski, G.E. Modification-a Parameter to Consider in the Heat Treatment of Al-Si Alloys. Cast Metals 1992, 5, 187–198. [Google Scholar] [CrossRef]
- Siddiqui, R.A.; Abdullah, H.A.; Al-Belushi, K.R. Influence of aging parameters on the mechanical properties of 6063 aluminium alloy. J. Mater. Processing Technol. 2000, 102, 234–240. [Google Scholar] [CrossRef]
- Scattergood, R.O.; Bacon, D.J. The Orowan mechanism in anisotropic crystals. J. Exp. Theor. Phys. 1975, 31, 179–198. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, L.; Zhou, L.; Xie, Y.; Bai, W.; Li, F.; Xie, Y.; Lu, M.; Wang, J. Study on the Effect of Pre-Refinement and Heat Treatment on the Microstructure and Properties of Hypoeutectic Al-Si-Mg Alloy. Materials 2022, 15, 6056. https://doi.org/10.3390/ma15176056
Lin L, Zhou L, Xie Y, Bai W, Li F, Xie Y, Lu M, Wang J. Study on the Effect of Pre-Refinement and Heat Treatment on the Microstructure and Properties of Hypoeutectic Al-Si-Mg Alloy. Materials. 2022; 15(17):6056. https://doi.org/10.3390/ma15176056
Chicago/Turabian StyleLin, Ling, Lian Zhou, Yu Xie, Weimin Bai, Faguo Li, Ying Xie, Mingxin Lu, and Jue Wang. 2022. "Study on the Effect of Pre-Refinement and Heat Treatment on the Microstructure and Properties of Hypoeutectic Al-Si-Mg Alloy" Materials 15, no. 17: 6056. https://doi.org/10.3390/ma15176056