
Residual Stress Build-Up in Aluminum Parts Fabricated with SLM Technology Using the Bridge Curvature Method
 ,
,  , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
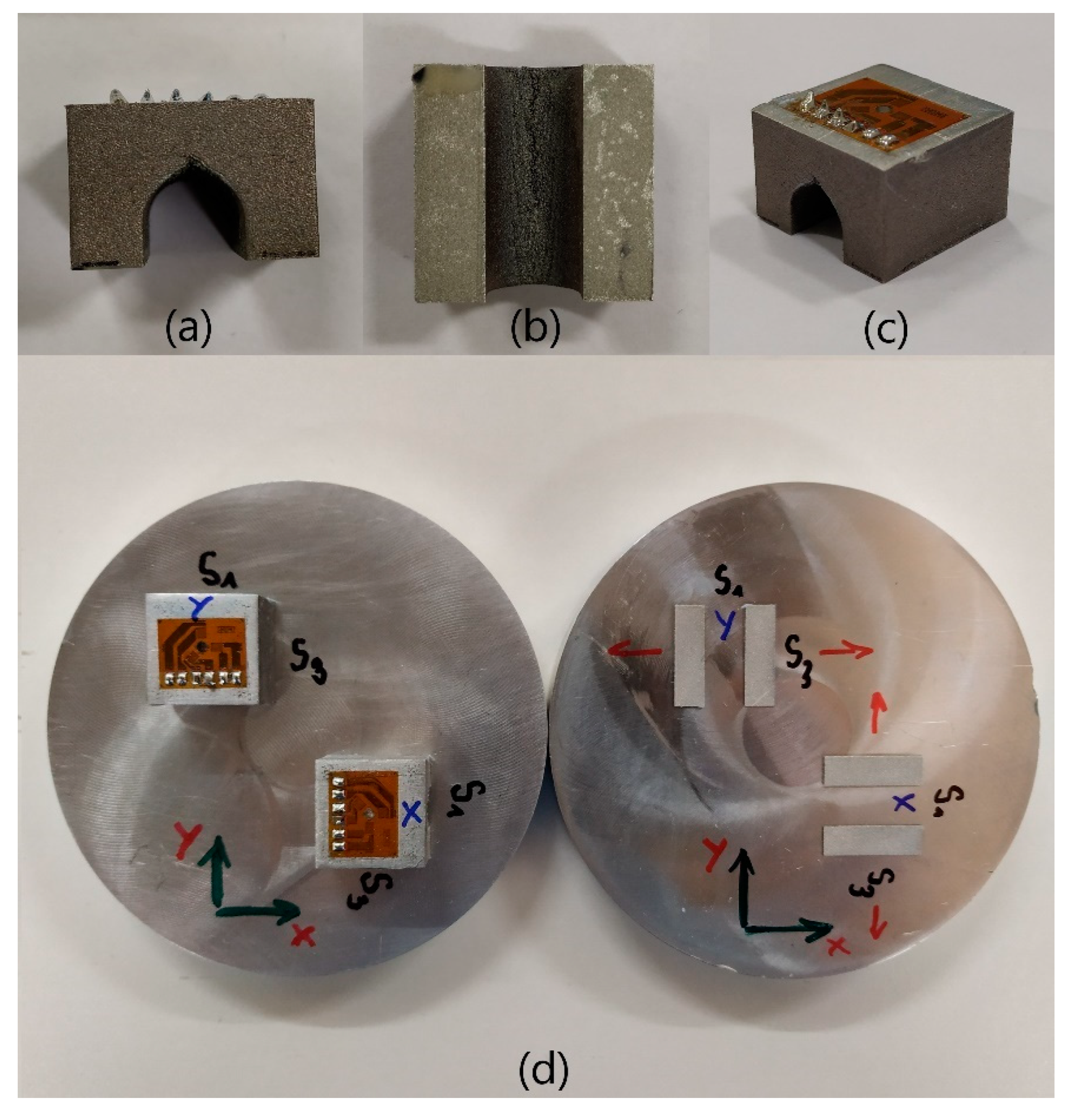
2.1. Sample Design and Fabrication
2.2. Measurement
2.3. Numerical Study
2.3.1. Material Properties
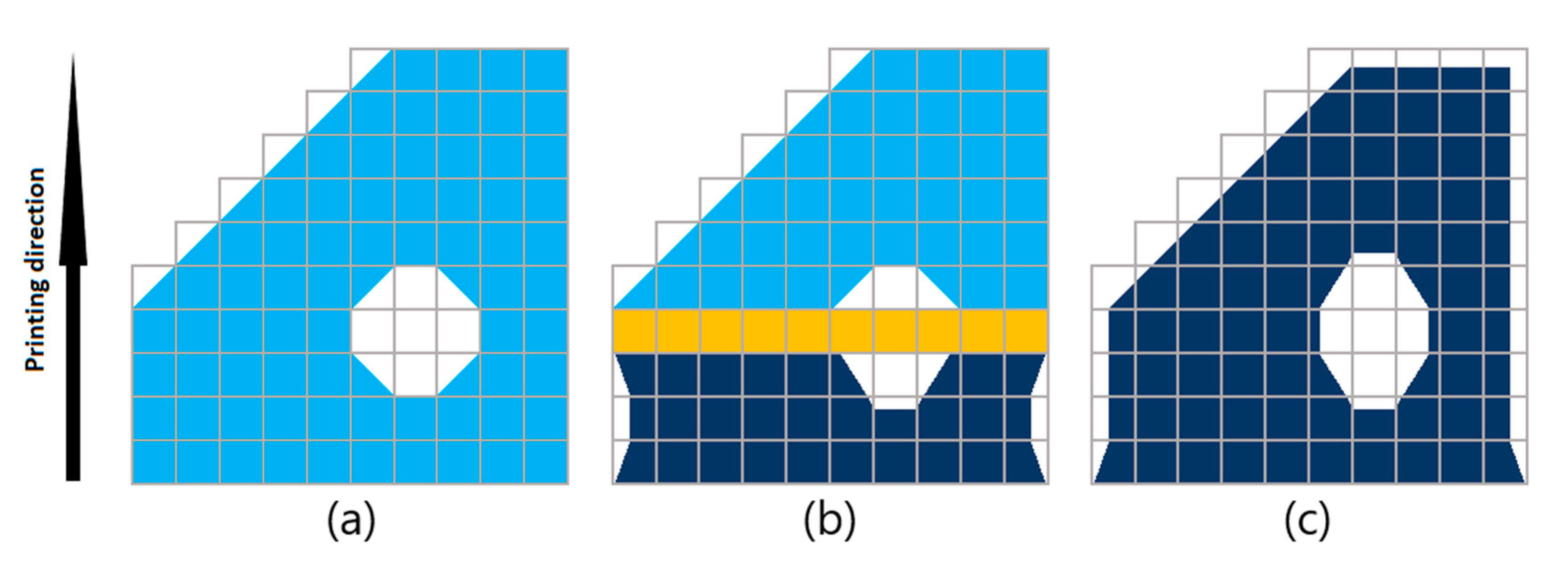
2.3.2. Inherent Strain Method
2.3.3. ANSYS Simulation Setup
2.3.4. Simufact Additive Simulation Setup
3. Results and Discussion
3.1. Distorted Angles of the Bridges
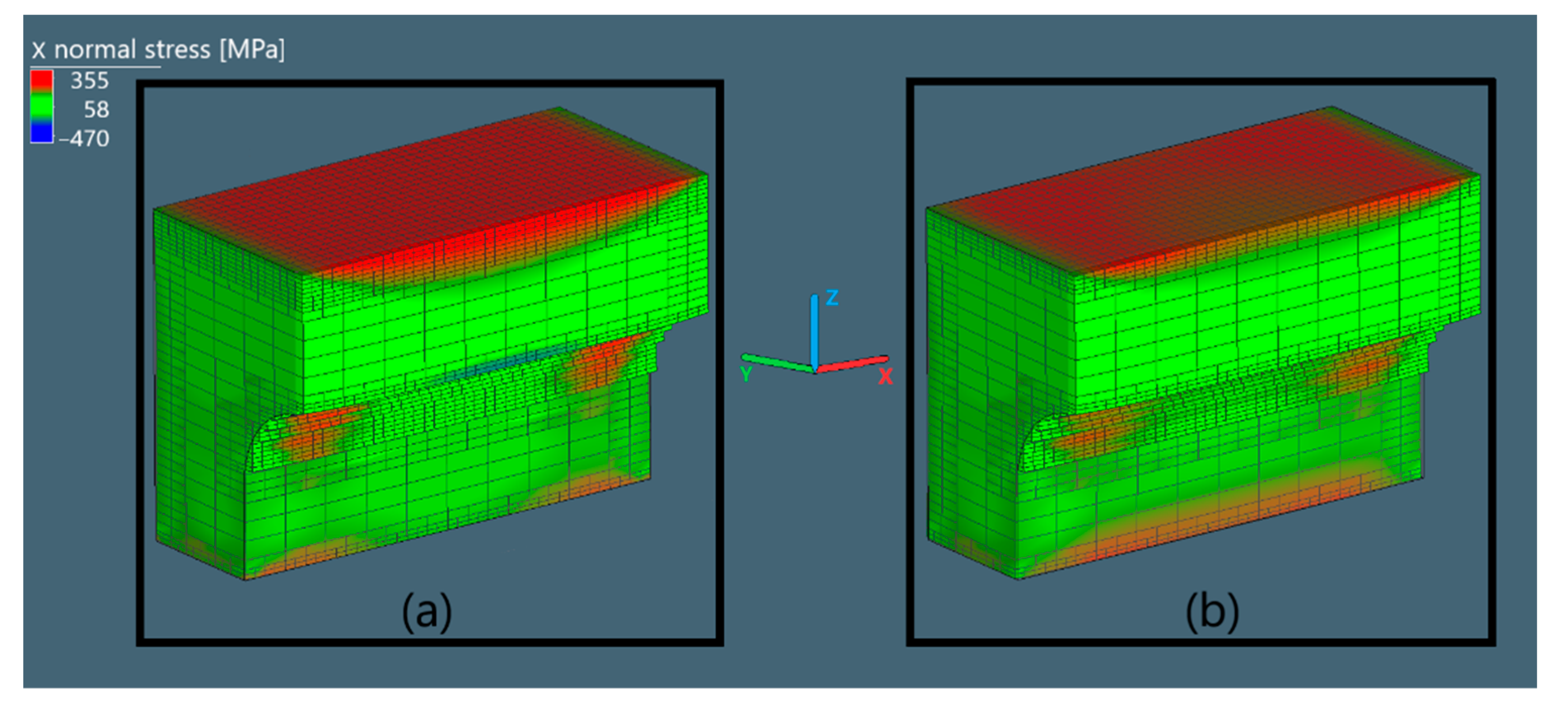
3.2. Stress Distribution Results in ANSYS
3.3. Stress Distribution Results in Simufact Additive
3.3.1. Normal Stress in Oz Direction
3.3.2. Normal Stress in Ox Direction
3.3.3. Normal Stress in Oy Direction
3.3.4. Summary of Results
3.4. Stress Release of The Bridges
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| D [mm] | 0.0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
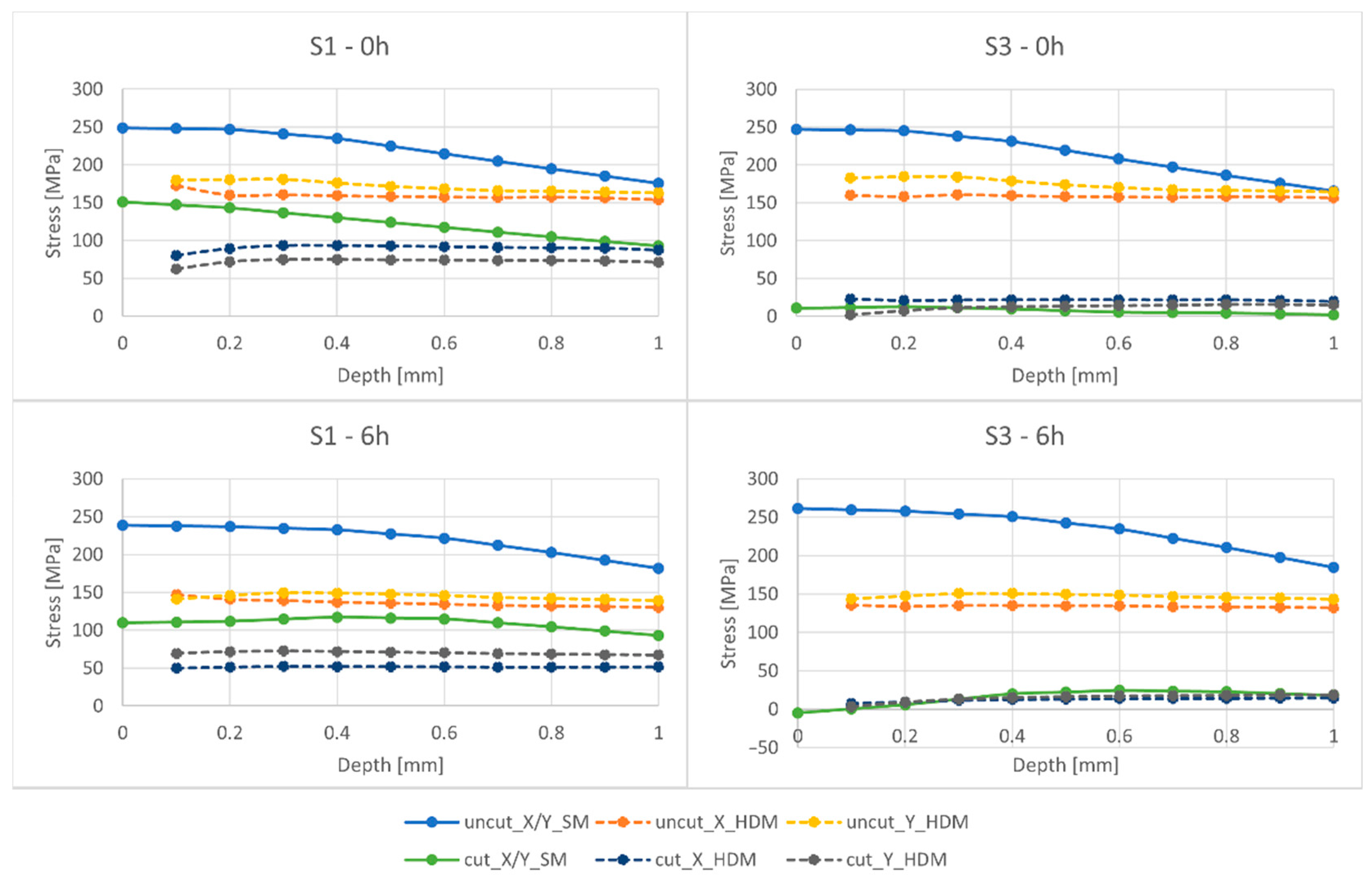
| Uncut S1 [MPa] | X/Y_SM | 249 | 248 | 247 | 241 | 235 | 225 | 215 | 205 | 195 | 185 | 175 |
| X_HDM | - | 172 | 160 | 160 | 159 | 158 | 158 | 157 | 157 | 156 | 154 | |
| Y_HDM | - | 180 | 181 | 181 | 176 | 172 | 169 | 166 | 165 | 164 | 163 | |
| Cut S1 [MPa] | X/Y_SM | 151 | 147 | 143 | 137 | 130 | 124 | 118 | 111 | 105 | 99 | 93 |
| X_HDM | - | 80 | 90 | 94 | 94 | 93 | 92 | 91 | 90 | 90 | 87 | |
| Y_HDM | - | 62 | 72 | 75 | 75 | 75 | 74 | 74 | 74 | 73 | 72 | |
| Uncut S3 [MPa] | X/Y_SM | 247 | 246 | 245 | 238 | 231 | 220 | 208 | 197 | 186 | 176 | 166 |
| X_HDM | - | 160 | 158 | 161 | 160 | 158 | 158 | 158 | 158 | 158 | 157 | |
| Y_HDM | - | 183 | 185 | 184 | 179 | 174 | 170 | 167 | 166 | 166 | 164 | |
| Cut S3 [MPa] | X/Y_SM | 11 | 12 | 13 | 11 | 10 | 8 | 6 | 5 | 5 | 3 | 2 |
| X_HDM | - | 23 | 21 | 22 | 22 | 22 | 22 | 22 | 22 | 21 | 20 | |
| Y_HDM | - | 2 | 8 | 12 | 13 | 14 | 14 | 15 | 16 | 16 | 15 |
| D [mm] | 0.0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Uncut S1 [MPa] | X/Y_SM | 238 | 237 | 237 | 235 | 232 | 227 | 222 | 212 | 203 | 192 | 182 |
| X_HDM | - | 147 | 141 | 139 | 137 | 136 | 134 | 133 | 132 | 131 | 130 | |
| Y_HDM | - | 141 | 146 | 149 | 149 | 148 | 146 | 144 | 142 | 141 | 139 | |
| Cut S1 [MPa] | X/Y_SM | 110 | 111 | 112 | 114 | 117 | 116 | 115 | 110 | 105 | 99 | 93 |
| X_HDM | - | 50 | 51 | 52 | 52 | 52 | 52 | 51 | 51 | 51 | 52 | |
| Y_HDM | - | 69 | 72 | 73 | 72 | 71 | 70 | 69 | 68 | 68 | 67 | |
| Uncut S3 [MPa] | X/Y_SM | 261 | 260 | 258 | 254 | 251 | 243 | 235 | 223 | 210 | 197 | 184 |
| X_HDM | - | 136 | 134 | 135 | 135 | 135 | 135 | 134 | 133 | 133 | 132 | |
| Y_HDM | - | 144 | 148 | 151 | 151 | 150 | 149 | 147 | 146 | 145 | 144 | |
| Cut S3 [MPa] | X/Y_SM | −5 | 0 | 6 | 13 | 20 | 22 | 24 | 24 | 23 | 20 | 18 |
| X_HDM | - | 8 | 10 | 12 | 13 | 13 | 14 | 14 | 14 | 15 | 15 | |
| Y_HDM | - | 3 | 9 | 13 | 15 | 17 | 17 | 18 | 18 | 19 | 19 |
| D [mm] | 0.0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
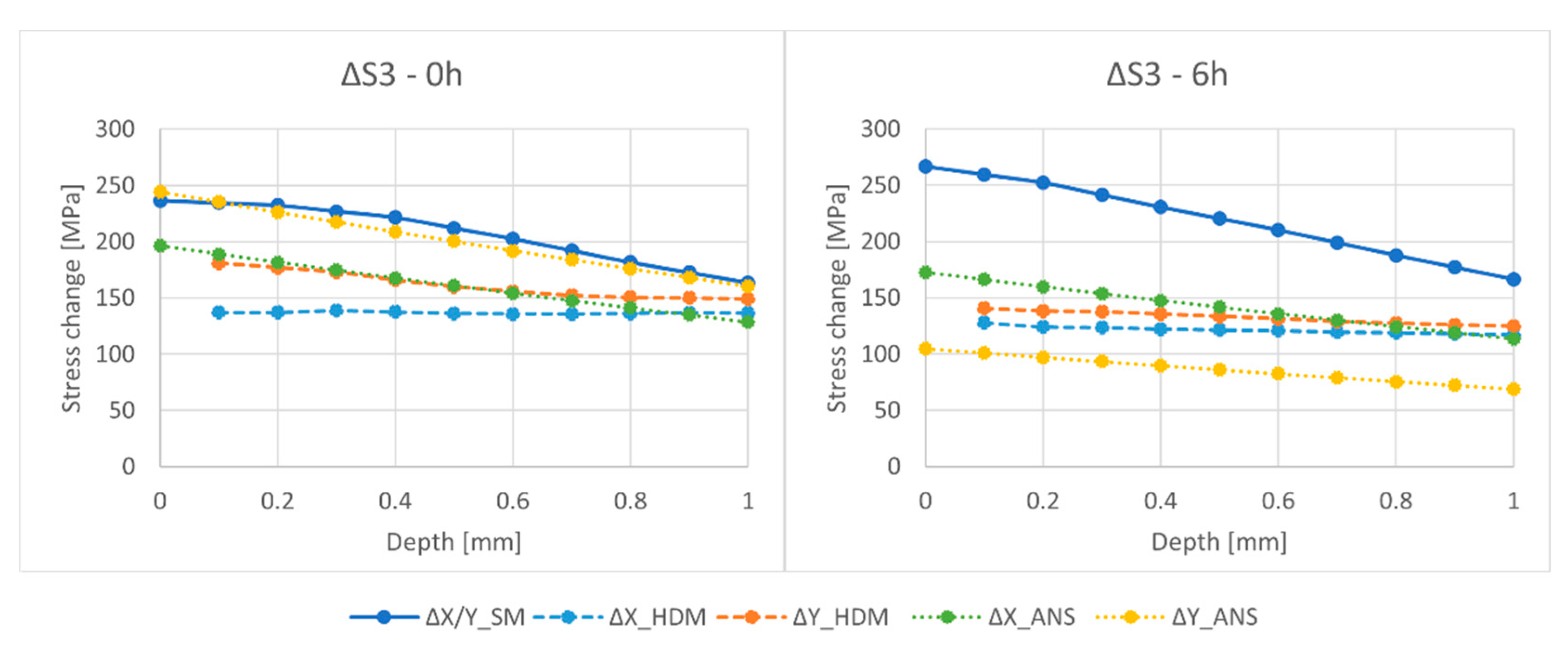
| ΔS3 (Uncut S3 − Cut S3) [MPa] | ΔX/Y_SM | 236 | 234 | 232 | 227 | 221 | 212 | 203 | 192 | 182 | 173 | 164 |
| ΔX_HDM | - | 137 | 137 | 139 | 138 | 136 | 136 | 136 | 136 | 137 | 137 | |
| ΔX_ANS | 196 | 189 | 182 | 175 | 168 | 161 | 154 | 148 | 141 | 135 | 129 | |
| ΔY_HDM | - | 181 | 177 | 173 | 166 | 160 | 156 | 152 | 150 | 150 | 149 | |
| ΔY_ANS | 244 | 235 | 226 | 217 | 209 | 200 | 192 | 184 | 176 | 168 | 160 |
| D [mm] | 0.0 | 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ΔS3 (Uncut S3 − Cut S3) [MPa] | ΔX/Y_SM | 267 | 259 | 252 | 241 | 230 | 220 | 210 | 199 | 188 | 177 | 166 |
| ΔX_HDM | - | 128 | 124 | 124 | 122 | 121 | 121 | 120 | 119 | 118 | 117 | |
| ΔX_ANS | 173 | 166 | 160 | 154 | 148 | 142 | 136 | 130 | 124 | 119 | 113 | |
| ΔY_HDM | - | 141 | 138 | 138 | 135 | 133 | 131 | 129 | 127 | 126 | 125 | |
| ΔY_ANS | 105 | 101 | 97 | 93 | 90 | 86 | 82 | 79 | 76 | 72 | 69 |

References
- Kumar, N.; Mishra, R.; Baumann, J. Residual Stresses in Friction Stir Welding; Elsevier Inc.: Amsterdam, The Netherlands, 2014. [Google Scholar] [CrossRef]
- Konings, R.; Stoller, R. Comprehensive Nuclear Materials; Elsevier Inc.: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Schajer, G. Practical Residual Stress Measurement Methods; Wiley: New York, NY, USA, 2013. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.; Fang, X.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Acevedo, R.; Kantarowska, K.; Santos, E.C.; Fredel, M.C. Residual stress measurement techniques for Ti6Al4V parts fabricated using selective laser melting: State of the art review. Rapid Prototyp. J. 2020, ahead-of-print. [Google Scholar] [CrossRef]
- Kruth, J.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing and comparing influencing factors of residual stresses in selective laser melting using a novel analysis method, Proceedings of The Institution of Mechanical Engineers. Part B J. Eng. Manuf. 2012, 226, 980–991. [Google Scholar] [CrossRef]
- Le Roux, S.; Salem, M.; Hor, A. Improvement of the bridge curvature method to assess residual stresses in selective laser melting. Addit. Manuf. 2018, 22, 320–329. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.; Yang, Y.; Dou, W.; Deng, S.; Wang, Z.; Li, S. The Effect of a Scanning Strategy on the Residual Stress of 316L Steel Parts Fabricated by Selective Laser Melting (SLM). Materials 2018, 11, 1821. [Google Scholar] [CrossRef]
- Salem, M.; Le Roux, S.; Hor, A.; Dour, G. A new insight on the analysis of residual stresses related distortions in selective laser melting of Ti-6Al-4V using the improved bridge curvature method. Addit. Manuf. 2020, 36, 101586. [Google Scholar] [CrossRef]
- Prime, M.; DeWald, A. The Contour Method. In Practical Residual Stress Measurement Methods; Wiley: New York, NY, USA, 2013; Chapter 5. [Google Scholar] [CrossRef]
- Gouge, M.; Michaleris, P. Thermo-Mechanical Modeling of Additive Manufacturing; Elsevier Inc.: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Lu, X.; Lin, X.; Chiumenti, M.; Cerverac, M.; Hu, Y.; Ji, X.; Ma, L.; Yang, H.; Huang, W. Residual stress and distortion of rectangular and S-shaped Ti-6Al-4V parts by Directed Energy Deposition: Modelling and experimental calibration. Addit. Manuf. 2019, 26, 166–179. [Google Scholar] [CrossRef]
- Panda, B.; Sahoo, S. Thermo-mechanical modeling and validation of stress field during laser powder bed fusion of AlSi10Mg built part. Results Phys. 2019, 12, 1372–1381. [Google Scholar] [CrossRef]
- Ganeriwala, R.K.; Strantza, M.; King, W.E.; Clausen, B.; Phan, T.Q.; Levine, L.E.; Brown, D.W.; Hogge, N.E. Evaluation of a thermomechanical model for prediction of residual stress during laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2019, 27, 489–502. [Google Scholar] [CrossRef]
- Promoppatum, P.; Uthaisangsuk, V. Part scale estimation of residual stress development in laser powder bed fusion additive manufacturing of Inconel 718. Finite Elem. Anal. Des. 2021, 189, 103528. [Google Scholar] [CrossRef]
- Setien, I.; Chiumenti, M.; van der Veen, S.; Sebastian, M.S.; Garciandía, F.; Echeverría, A. Empirical methodology to determine inherent strains in additive manufacturing. Comput. Math. Appl. 2019, 78, 2282–2295. [Google Scholar] [CrossRef]
- Chen, Q.; Liang, X.; Hayduke, D.; Liu, J.; Cheng, L.; Oskin, J.; Whitmore, R.; To, A.C. An inherent strain based multiscale modeling framework for simulating part-scale residual deformation for direct metal laser sintering. Addit. Manuf. 2019, 28, 406–418. [Google Scholar] [CrossRef]
- Liang, X.; Dong, W.; Hinnebusch, S.; Chen, Q.; Tran, H.T.; Lemon, J.; Cheng, L.; Zhou, Z. Inherent strain homogenization for fast residual deformation simulation of thin-walled lattice support structures built by laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 32, 101091. [Google Scholar] [CrossRef]
- Dong, W.; Liang, X.; Chen, Q.; Hinnebusch, S.; Zhou, Z.; To, A.C. A new procedure for implementing the modified inherent strain method with improved accuracy in predicting both residual stress and deformation for laser powder bed fusion. Addit. Manuf. 2021, 47, 102345. [Google Scholar] [CrossRef]
- Rubben, T.; Revilla, R.; De Graeve, I. Influence of heat treatments on the corrosion mechanism of additive manufactured AlSi10Mg. Corros. Sci. 2019, 147, 406–415. [Google Scholar] [CrossRef]
- Fite, J.; Eswarappa Prameela, S.; Slotwinski, J.; Weihs, T.P. Evolution of the microstructure and mechanical properties of additively manufactured AlSi10Mg during room temperature holds and low temperature aging. Addit. Manuf. 2020, 36, 101429. [Google Scholar] [CrossRef]
- The Measurement of Residual Stresses by the Incremental Hole Drilling Technique. NPL Publications, Eprintspublications.Npl.Co.Uk. 2006. Available online: https://eprintspublications.npl.co.uk/2517/ (accessed on 14 October 2021).
- Schajer, G.; Whitehead, P. Hole-Drilling Method for Measuring Residual Stresses. Synth. SEM Lect. Exp. Mech. 2018, 1, 1–186. [Google Scholar] [CrossRef]
- Ma, N.; Nakacho, K.; Ohta, T.; Ogawa, N.; Maekawa, A.; Huang, H.; Murakawa, H. Inherent Strain Method for Residual Stress Measurement and Welding Distortion Prediction. In Proceedings of the ASME 2016 35th International Conference On Ocean, Offshore And Arctic Engineering, Busan, Korea, 19–24 June 2016; Volume 9. [Google Scholar] [CrossRef]
- Vega Sáenz, A.; Plazaola, C.; Banfield, I.; Rashed, S.; Murakawa, H. Analysis and prediction of welding distortion in complex structures using elastic finite element method. Cienc. Y Tecnol. De Buques 2012, 6, 35. [Google Scholar] [CrossRef]
- Simufact Engineering GmbH. Simufact Additive Tutorial; Simufact Engineering GmbH: Hamburg, Germany, 2020. [Google Scholar]
- Macura, P.; Fojtik, F.; Hrncac, R. Experimental Residual Stress Analysis of Welded Ball Valve. In Proceedings of the 19th IMEKO World Congress 2009, Lisbon, Portugal, 6−11 September 2009. [Google Scholar]
- Kolařík, K.; Pala, Z.; Ganev, N.; Fojtik, F. Combining XRD with Hole-Drilling Method in Residual Stress Gradient Analysis of Laser Hardened C45 Steel. Adv. Mater. Res. 2014, 996, 277–282. [Google Scholar] [CrossRef]
- Čapek, J.; Pitrmuc, Z.; Kolařík, K.; Beránek, L.; Ganev, N. Comparison of Parameters of Surface Integrity of Machined Duplex and Austenite Stainless Steels in Relation to Tool Geometry. Acta Polytech. CTU Proc. 2017, 9, 1. [Google Scholar] [CrossRef] [Green Version]




| Powder | AlSi10Mg |
| Powder particle size | 15–45 µm |
| Laser power | 175 W |
| Layer thickness | 20 µm |
| Focus size | 55 µm |
| Printing strategy | Chessboard (Zig-Zag) |
| Laser speed for border/following border/hatching | 2000/1500/1400 mm.s−1 |
| Time [h] | Young’s Modulus [MPa] | Poisson’s Ratio [-] | Yield Strength [MPa] | Ultimate Strength [MPa] | Ductility [-] |
|---|---|---|---|---|---|
| 0 | 60.3 | 0.31 | 279 | 409 | 0.032 |
| 6 | 75.9 | 0.31 | 309 | 448 | 0.030 |
| Distorted Angle [°] | ||
|---|---|---|
| Sample | 0 h | 6 h |
| X | 1.6 | 0.7 |
| Y | 2.0 | 1.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Q.-P.; Mesicek, J.; Fojtik, F.; Hajnys, J.; Krpec, P.; Pagac, M.; Petru, J. Residual Stress Build-Up in Aluminum Parts Fabricated with SLM Technology Using the Bridge Curvature Method. Materials 2022, 15, 6057. https://doi.org/10.3390/ma15176057
Ma Q-P, Mesicek J, Fojtik F, Hajnys J, Krpec P, Pagac M, Petru J. Residual Stress Build-Up in Aluminum Parts Fabricated with SLM Technology Using the Bridge Curvature Method. Materials. 2022; 15(17):6057. https://doi.org/10.3390/ma15176057
Chicago/Turabian StyleMa, Quoc-Phu, Jakub Mesicek, Frantisek Fojtik, Jiri Hajnys, Pavel Krpec, Marek Pagac, and Jana Petru. 2022. "Residual Stress Build-Up in Aluminum Parts Fabricated with SLM Technology Using the Bridge Curvature Method" Materials 15, no. 17: 6057. https://doi.org/10.3390/ma15176057