
Status and Perspective of High-Energy Beam Surface Strengthening: High-Speed Steel




Abstract
:1. Introduction
2. Research Progress on the Enhancement of HSS’s Surface Characteristics by High-Energy Beam Remelting
2.1. Research Development of High-Energy Beam Remelting on HSS Surface Hardness
2.2. High-Energy Beam Remelting Surface to Improve the Wear Resistance of HSS
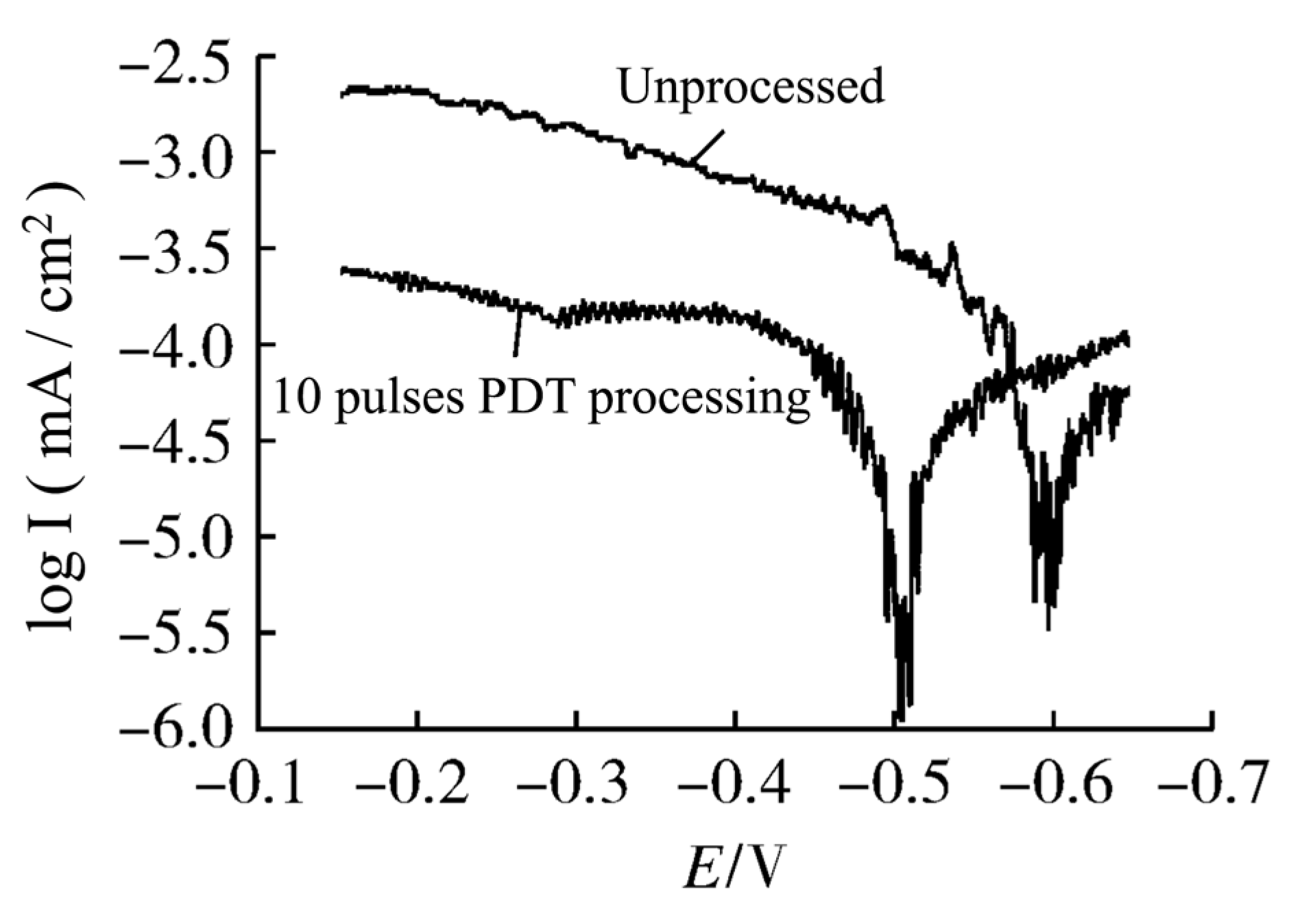
2.3. High-Energy Beam Remelting Enhances Corrosion Resistance of HSS Surfaces
3. Research Advancements Concerning the Improvement of the Surface Properties of HSS by High-Energy Beam Cladding
3.1. High-Energy Beam Cladding Research on Surface Hardness of HSS
3.2. High-Energy Beam Cladding Research on Surface Wear Resistance of HSS
3.3. High-Energy Beam Cladding Research on Surface Corrosion Resistance of HSS
4. Research Work on the Enhancement of HSS’s Surface Characteristics by High-Energy Beam Surface Alloying
4.1. Research Advancements Concerning the Surface Hardness of HSS by Means of High-Energy Beam Surface Alloying
4.2. Research Advancements Concerning the Surface Wear Resistance of HSS by Means of High-Energy Beam Surface Alloying
4.3. Research Advancements Concerning the Surface Corrosion Resistance of HSS by Means of High-Energy Beam Surface Alloying
5. Summary and Outlook
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Townsend, A.S. Alloy tool steels and the development of high-speed steel. Trans. Am. Soc. Steel Treat. 1933, 21, 769–795. [Google Scholar]
- GB/T 9943-2008; High Speed Steel. China National Standardization Management Committee. Standards Press of China: Beijing, China, 2008.
- Wang, J. Study of the Organization and Properties of M35 High-Speed Steel Containing Nitrogen; Kunming University of Science and Technology: Kunming, China, 2016. [Google Scholar]
- Ren, X.; Fu, H.; Xing, J.; Yi, Y. Effect of solidification rate on microstructure and toughness of Ca-Ti modified high boron high speed steel. Mater. Sci. Eng. A 2018, 742, 617–627. [Google Scholar] [CrossRef]
- García, C.; Romero, A.; Herranz, G.; Blanco, Y.; Martin, F. Effect of vanadium carbide on dry sliding wear behavior of powder metallurgy AISI M2 high speed steel processed by concentrated solar energy. Mater. Charact. 2016, 121, 175–186. [Google Scholar] [CrossRef]
- Zhou, X.-F.; Liu, D.; Zhu, W.-L.; Fang, F.; Tu, Y.-Y.; Jiang, J.-Q. Morphology, microstructure and decomposition behavior of M2C carbides in high speed steel. J. Iron Steel Res. Int. 2017, 24, 43–49. [Google Scholar] [CrossRef]
- Ma, K.; Yang, F.L.; Huang, K.; Guo, L. Effects of quenching methods on microstructure and properties of M42 high speed steel. Mater. Sci. Eng. Powder Metall. 2014, 19, 241. [Google Scholar]
- Tang, H.; Zhang, H.; Chen, L.; Guo, S. Novel laser rapidly solidified medium-entropy high speed steel coatings with enhanced hot wear resistance. J. Alloys Compd. 2018, 772, 719–727. [Google Scholar] [CrossRef]
- Chaus, A.; Sitkevich, M.; Pokorný, P.; Sahul, M.; Haršáni, M.; Babincová, P. Wear resistance and cutting performance of high-speed steel ball nose end mills related to the initial state of tool surface. Wear 2021, 472, 203711. [Google Scholar] [CrossRef]
- Yan, X.; Li, D. Effects of the sub-zero treatment condition on microstructure, mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel. Wear 2013, 302, 854–862. [Google Scholar] [CrossRef]
- Xu, L.; Wei, S.; Xing, J.; Long, R. Effects of carbon content and sliding ratio on wear behavior of high-vanadium high-speed steel (HVHSS) under high-stress rolling–sliding contact. Tribol. Int. 2014, 70, 34–41. [Google Scholar] [CrossRef]
- Emmer, Š.; Baksa, P.; Kováčik, J. Effect of microstructure on the sonotrode properties of tool materials Ferrotitanit® WFN and steel CPM 10V®. Met. Mater. 2015, 53, 423–428. [Google Scholar] [CrossRef]
- Aleksić, A.; Sekulić, M.; Gostimirović, M.; Rodić, D.; Savković, B.; Antić, A. Effect of cutting parameters on cutting forces in turning of CPM 10V Steel. J. Prod. Eng. 2021, 24, 5–8. [Google Scholar] [CrossRef]
- Li, Y.J.; Jiang, Q.C.; Zhao, Y.G.; He, Z. Behavior of aluminium in M2 steel. Scr. Mater. 1997, 37, 173–177. [Google Scholar] [CrossRef]
- Myers, N.; Heaney, D. Metal injection molding (MIM) of high-speed tool steels. In Handbook of Metal Injection Molding; Woodhead Publishing: Sawston, UK, 2012; pp. 516–525. [Google Scholar] [CrossRef]
- Bryson, W.E. Selection of Tool Steel Grades. In Heat Treatment; Carl Hanser Verlag: Munich, Germany, 2015; pp. 191–193. [Google Scholar] [CrossRef]
- Yang, B.X.; He, J.Y.; Zhang, G.F.; Guo, J. Applications of vanadium in the steel industry. In Vanadium; Elsevier: Amsterdam, The Netherlands, 2021; Chapter 11; pp. 267–332. [Google Scholar]
- Zhou, X.F.; Yin, X.Y.; Fang, F.; Jiang, J.Q. Study on the solidification microstructure of aluminum alloyed high speed steel. Adv. Mater. Res. 2011, 217, 463–467. [Google Scholar] [CrossRef]
- Lin, C.W.; Hsieh, P.Y.; Chou, C.M.; Chung, C.J.; He, J.L. Femtosecond laser surface roughening and pulsed plasma polymerization duplex treatment on medical-grade stainless steel substrates for orthodontic purpose. Surf. Coat. Technol. 2021, 427, 127819. [Google Scholar] [CrossRef]
- Kovacı, H.; Seçer, Y. Improved tribological performance of AISI 316L stainless steel by a combined surface treatment: Surface texturing by selective laser melting and plasma nitriding. Surf. Coat. Technol. 2020, 400, 126178. [Google Scholar] [CrossRef]
- Sun, X.T. Material Surface Strengthening Technology; Chemical Industry Press: Beijing, China, 2005. [Google Scholar]
- Zhang, H.; Zou, Y.; Zou, Z.D. Effects of CeO2 on microstructure and corrosion resistance of TiC-VC reinforced Fe-based laser cladding layers. J. Rare. Earth 2014, 32, 1095–1100. [Google Scholar] [CrossRef]
- Li, C.; Liu, H.X.; Zhang, X.W.; Tao, X. Microstructure and property of Co-based carbide composite coating fabricated by laser cladding on 40Cr tool steel surface. China J. Lasers 2015, 42, 1103002. [Google Scholar]
- Yasavol, N.; Abdollah-Zadeh, A.; Ganjali, M.; Alidokht, S.A. Microstructure and mechanical behavior of pulsed laser surface melted AISID2 cold work tool steel. Appl. Surf. Sci. 2013, 265, 653–662. [Google Scholar] [CrossRef]
- Liu, H.X.; Dong, T.; Zhang, X.W.; Liu, Z.F.; Shi, H. Microstructure and cutting performance of WC/Co50/Al cemented carbide coated tools fabricated by laser cladding process. China J. Lasers 2017, 44, 0802002. [Google Scholar]
- Sohi, M.H.; Karshenas, G.; Boutorabi, S. Electron beam surface melting of as cast and austempered ductile irons. J. Mater. Process. Technol. 2004, 153, 199–202. [Google Scholar] [CrossRef]
- Shi, K.Y. The Study on Microstructure and Fatigue Properties of Plasma Transferred Arc (PTA) Hardening on Grey Cast Iron; Huazhong University of Science & Technology: Wuhan, China, 2012. [Google Scholar]
- Yan, M.; Zhu, W. Surface treatment of 45 steel by plasma-arc melting. Surf. Coat. Technol. 1997, 91, 183–191. [Google Scholar] [CrossRef]
- Khater, M.A.; Mostafa, A.M.; Al-Ashkar, E.A. Role of laser fluence on ionic emission characteristics from steel plasmas induced in atmospheric air. Radiat. Phys. Chem. 2021, 185, 109515. [Google Scholar] [CrossRef]
- Jovičević-Klug, M.; Jovičević-Klug, P.; Kranjec, T.; Podgornik, B. Cross-effect of surface finishing and deep cryogenic treatment on corrosion resistance of AISI M35 steel. J. Mater. Res. Technol. 2021, 14, 2365–2381. [Google Scholar] [CrossRef]
- Zou, H.; Guan, Q.F.; Zhang, Q.Y.; Dong, C.; Liang, L. Surface modification of 45# steel by high-current pulsed electron beam. J. Jilin Univ. (Eng. Technol. Ed.) 2004, 34, 127–131. [Google Scholar]
- Hao, S.Z.; Wu, P.S.; Zhang, X.D.; Zhou, J.X.; Qin, Y.; Dong, C. Surface modification by high current pulsed electron beam. Heat Treat. Metals 2008, 33, 77–81. [Google Scholar]
- Zhao, H.; Yi, Y.; Chen, Y.; Zhu, Q. Surface modification of 4Cr13 stainless steel by irradiation of high current pulsed electron beam. J. Mater. Protect. 2011, 44, 72–74. [Google Scholar]
- Wei, Q.Q. Effects of alloying elements and heat treatment on property of light section steel structure. Hot Work. Technol. 2014, 43, 179–181. [Google Scholar]
- Kwok, C.; Cheng, F.; Man, H. Microstructure and corrosion behavior of laser surface-melted high-speed steels. Surf. Coat. Technol. 2007, 202, 336–348. [Google Scholar] [CrossRef]
- Xiong, G.; Xie, F.W.; Yuan, Z.R.; Kang, X.Y.; He, Y.H. Microstructure and properties of carbon-free Fe-Co-Mo high speed steel coating prepared by laser cladding. Mater. Sci. Eng. Powder Metall. 2021, 26, 84–90. [Google Scholar]
- Rahman, N.U.; Capuano, L.; van der Meer, A.; de Rooij, M.; Matthews, D.; Walmag, G.; Sinnaeve, M.; Garcia-Junceda, A.; Castillo, M.; Römer, G. Development and characterization of multilayer laser cladded high speed steels. Addit. Manuf. 2018, 24, 76–85. [Google Scholar] [CrossRef]
- Rahman, N.U.; de Rooij, M.; Matthews, D.; Walmag, G.; Sinnaeve, M.; Römer, G. Wear characterization of multilayer laser cladded high speed steels. Tribol. Int. 2018, 130, 52–62. [Google Scholar] [CrossRef]
- Sun, G.; Wang, K.; Zhou, R.; Feng, A.; Zhang, W. Effect of different heat-treatment temperatures on the laser cladded M3:2 high-speed steel. Mater. Des. 2015, 65, 606–616. [Google Scholar] [CrossRef]
- Cao, H.T.; Dong, X.P.; Pan, Z.; Wu, X.W.; Huang, Q.W.; Pei, Y.T. Surface alloying of high-vanadium high-speed steel on ductile iron using plasma transferred arc technique: Microstructure and wear properties. Mater. Des. 2016, 100, 223–234. [Google Scholar] [CrossRef]
- Fang, Z.; Tie, M.G.; Qiang, L.; Yin, Y.; Zhang, R.; Nan, X. Effect of solution aging treatment on microstructure and properties of Fe-0.5 C-11Cr corrosion resistant alloy by laser cladding. J. Alloys Compd. 2022, 922, 166142. [Google Scholar] [CrossRef]
- Chen, C.Z.; Yu, H.J.; Zhou, X.L. Structure and properties of high-speed steel remelted by laser. Appl. Laser 1997, 17, 149–152. [Google Scholar]
- Tuo, J.H.; Chen, S.Y.; Zhou, L.; Liu, C.H.; Li, H.L. Effect of laser surface modification on microstructure and hardness of high speed steel roll. Heat Treat. Metals 2006, 31, 56–59. [Google Scholar]
- Li, Y.; Xiao, F.; Wang, Y.; Zhang, G.; Yao, J.; Liu, Y. M2 high speed steel irradiated by high-intensity pulsed ion beam. China J. Mater. Res. 2005, 19, 613–618. [Google Scholar]
- Li, Y.H.; Xing, G.H.; Li, S.Z.; Lou, C.S.; Yuan, J.W. Surface modification of M2 high-speed steel by high intense pulsed ion beam. J. Shenyang Univ. Technol. 2010, 32, 141–145. [Google Scholar]
- Li, S.Z.; Li, Y.H.; Xu, T.T. Surface modification of high-speed steel M2 by HCPEB. Surf. Technol. 2009, 24–26. [Google Scholar]
- Chen, G.Q.; Teng, X.Y.; Shu, X.; Zhang, B. Hardening effect of electron beam surface remelting on W6 steel. Trans. China Weld. Inst. 2022, 42, 1–6. [Google Scholar]
- Omar, S.; Plucknett, K. The influence of DED process parameters and heat-treatment cycle on the microstructure and hardness of AISI D2 tool steel. J. Manuf. Process. 2022, 81, 655–671. [Google Scholar] [CrossRef]
- Mei, X.X.; Ma, T.C.; Wang, X.M.; Xu, W.; Song, M. Surface modification of W6Mo5Cr4V2 high-speed steel by high-intensity pulsed ion beam. Acta. Metall. Sin. 2003, 39, 926–931. [Google Scholar]
- Liao, X.J.; Lu, L.; Fu, Q.F. Surface modification of M42 high speed steel by pulse detonation-plasma treatment. Heat Treat. Metals 2015, 40, 166–170. [Google Scholar]
- Yu, J.M.; Zhang, L.W.; Zou, J.; Fu, Q.F.; Zhou, Z.; Lu, L. Structure and properties of m2 high speed steel surface modified by pulse detonation-plasma technology. J. Mater. Protect. 2016, 49, 4–7. [Google Scholar]
- Shang, Q.B.; Yu, A.B.; Wei, J.L.; Wang, Y. Friction and wear properties of high speed steel surface with Ni-based WC laser cladding bumps. Appl. Laser 2015, 5, 525–529. [Google Scholar]
- Han, T. Different Introduction Ways of Submicron MC-Type Reinforcement by Laser Alloying; Huazhong University of Science & Technology: Wuhan, China, 2012. [Google Scholar]
- Bourithis, L.; Papadimitriou, G. Synthesizing a class “M” high speed steel on the surface of a plain steel using the plasma transferred arc (PTA) alloying technique: Microstructure and wear properties. Mater. Sci. Eng. A 2003, 361, 165–172. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Dong, L.; Ju, H.; Lin, X. Micro-structure and properties of surface coating on a high speed steel by laser cladding. Trans. Mater. Heat Treat. 2016, 37, 196–200. [Google Scholar]
- Tang, H. Study on Microstructure and Properties of the High Alloy Content High Speed Steel Coating Produced by Laser Cladding; Anhui University of Technology: Maanshan, China, 2019. [Google Scholar]
- Zheng, H.B. Research on M2 Coating Prepared by Ultra-High Speed Laser Cladding; China Academy of Machinery Science and Technology Group: Beijing, China, 2021. [Google Scholar]
- Liu, M.; Jiang, H.; Chang, G.; Xu, Y.; Ma, F.; Xu, K. Effect of laser remelting on corrosion and wear resistance of Fe82Cr16SiB alloy coatings fabricated by extreme high-speed laser cladding. Mater. Lett. 2022, 325, 132823. [Google Scholar] [CrossRef]
- Chen, X. Study on Laser Cladding Modification Technology Based on W6Mo5Cr4V2 High-Speed Steel Cutter; Liaoning University of Technology: Jinzhou, China, 2019. [Google Scholar]
- Chen, X.; Zhang, D.X.; Sun, W.Q.; Wang, Y.C.; Zhang, J.Q. Microstructure and red hardness of WC/Co coating on M2 high-speed steel cutter surface prepared by laser cladding. Surf. Tech. 2019, 48, 236–243. [Google Scholar]
- Wu, M.C.; Yu, A.B.; Wei, J.L.; Chen, Q.; Sun, L.; Yuan, J. Influences of cladding materials on cracks and hardnesses of laser cladding chip breakers on high-speed steel cutting tools. China Mech. Eng. 2020, 30, 1607–1612, 1620. [Google Scholar]
- Cao, H.T.; Dong, X.P.; Li, W.F.; Pan, Z.; Huang, Q.W. Study on the microstructure and performance of ductile iron by PTA alloying high vanadium high-speed steel coating. Foundry 2014, 63, 637–641. [Google Scholar]
- Cao, H.T.; Dong, X.P.; Chen, S.Q.; Dutka, M.; Pei, Y.T. Microstructure evolutions of graded high-vanadium tool steel composite coating in-situ fabricated via atmospheric plasma beam alloying. J. Alloys Compd. 2017, 720, 169–181. [Google Scholar] [CrossRef]
- Cao, H.T.; Dong, X.P.; Chabok, A.; Rao, J.C.; De Hosson, Y.T.; Pei, Y. Hard-yet-tough high-vanadium hierarchical composite coating: Microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 736, 87–99. [Google Scholar] [CrossRef]
- Wang, Y.L.; He, Y.; Hong, X.; Chen, B.; Yu, A. Friction reducing mechanism of high speed steel textured surface with Ni-based WC laser cladding stripes. Laser Optoelectron. Prog. 2018, 55, 021403. [Google Scholar] [CrossRef]
- Ripoll, M.R.; Ojala, N.; Katsich, C.; Totolin, V.; Tomastik, C.; Hradil, K. The role of niobium in improving toughness and corrosion resistance of high speed steel laser hardfacings. Mater. Des. 2016, 99, 509–520. [Google Scholar] [CrossRef]
- Liu, Z.; Fu, P.; Zhao, J.; Ji, F.; Zhang, Y.; Nagaumi, H.; Wang, X.; Zhao, Y.; Jia, P.; Li, W. Corrosion and high-temperature tribological behavior of carbon steel claddings by additive manufacturing technology. Surf. Coat. Technol. 2019, 384, 125325. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classification | Trademark in China | Trademark in America | Trademark in German | ISO 4957:1999 |
|---|---|---|---|---|
| HSS-L | W3Mo3Cr4V2 | — | — | HS3-3-2 |
| W3Mo3Cr4VSi | — | — | — | |
| HSS | W18Cr4V | T1 | 1.3355 | HS18-0-1 |
| W2Mo8Cr4V | M1 | 1.3327 | HS1-8-1 | |
| W2Mo9Cr4V2 | M7 | 1.3348 | HS2-9-2 | |
| W6Mo5Cr4V2 | M2 | 1.3343 | HS6-5-2 | |
| CW6Mo5Cr4V2 | CM2 | HS6-5-2C | ||
| W6Mo6Cr4V2 | M3:1 | 1.3350 | HS6-6-2 | |
| W9Mo3Cr4V | — | — | — | |
| HSS-E | W6Mo6Cr4V3 | — | — | HS6-5-3 |
| CW6Mo6Cr4V3 | — | — | HS6-5-3C | |
| W6Mo6Cr4V4 | — | — | HS6-5-4 | |
| W6Mo6Cr4V2Al | — | — | — | |
| W12Cr4V5Co5 | T15 | 1.3202 | — | |
| W6Mo5Cr4V2Co5 | M35 | 1.3243 | HS6-5-2-5 | |
| W6Mo5Cr4V3Co8 | M3:2 + Co | 1.3244 | HS6-5-3-8 | |
| W7Mo4Cr4V2Co5 | M41 | — | — | |
| W2Mo9Cr4VCo8 | M42 | 1.3247 | HS2-9-1-8 | |
| W10Mo4Cr4V3Co10 | M48 | 1.3207 | HS10-4-3-10 | |
| CPM10V | ||||
| W12Cr4V4Mo | EV4 | |||
| W6Mo5Cr4V2C | M36 | |||
| W9Cr4V5Co3 | ||||
| W6Mo5Cr4V2Al | M2-Al | |||
| W12Cr4V3Mo3Co5Si | ||||
| W6Mo5Cr4V5SiNbAl | ||||
| W10Mo4Cr4V3Al |
| Substrates | Coating Materials Powder | Intensification Process | Hardness | Hardness Enhancement | Refs. |
|---|---|---|---|---|---|
| W18Cr4V HSS | — | laser remelting | 950 HV | 150 HV | [23] |
| AISID2 tool steel | — | laser remelting | 69 HRC | 9 HRC | [24] |
| M2 HSS | — | plasma beam remelting | — | 150 HV | [25,26] |
| plasma beam remelting | — | 115 HV | [27] | ||
| electron beam remelting | 800 HV | 517 HV | [28] | ||
| carbon steel | M2 HSS | transfer plasma arc | 759 HV200 | — | [30] |
| M2 HSS | 966T high hardness wire | laser cladding | 60 HRC | — | [31] |
| Q235 steel | M2 HSS | laser cladding | 813 HV0.5 | — | [32] |
| 9Cr2Mo steel | M2 HSS | laser cladding | 800 HV | — | [33] |
| 40Cr steel | Fe-Cr-Mo-W-V HSS | laser cladding | 900~950 HV0.2 | — | [34] |
| 42CrMo4 HSS | Fe-Cr-Mo-W-V HSS | laser cladding | 843 HV | — | [35] |
| M2 HSS | WC/Co | laser surface alloying | 1311 HV | — | [36,37] |
| M2 HSS | M2/WC-12Co | laser surface alloying | 907 HV | — | [38] |
| ductile cast iron | HVHSS | plasma beam surface alloying | 957 HV0.2 | 757 HV0.2 | [39,40,41] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Dong, X.; Guo, S.; Liu, X.; Cao, H. Status and Perspective of High-Energy Beam Surface Strengthening: High-Speed Steel. Materials 2022, 15, 6129. https://doi.org/10.3390/ma15176129
Li S, Dong X, Guo S, Liu X, Cao H. Status and Perspective of High-Energy Beam Surface Strengthening: High-Speed Steel. Materials. 2022; 15(17):6129. https://doi.org/10.3390/ma15176129
Chicago/Turabian StyleLi, Shang, Xuanpu Dong, Shuren Guo, Xinwang Liu, and Huatang Cao. 2022. "Status and Perspective of High-Energy Beam Surface Strengthening: High-Speed Steel" Materials 15, no. 17: 6129. https://doi.org/10.3390/ma15176129
APA StyleLi, S., Dong, X., Guo, S., Liu, X., & Cao, H. (2022). Status and Perspective of High-Energy Beam Surface Strengthening: High-Speed Steel. Materials, 15(17), 6129. https://doi.org/10.3390/ma15176129