
A Study on a Cast Steel Reinforced with WC–Metal Matrix Composite
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of the Reinforced Cast Specimens
- Selection and weighing of Fe (99.0 wt.% purity) and WC (99.0 wt.% purity) powders from Alfa Aesar, ThermoFisher (Kandel, Germany) GmbH, fully characterized in the cited reference [25];
- Mixing and homogenization of Fe and WC powders (in a volume fraction of 60:40) in a Turbula shaker–mixer (Willy A. Bachofen AG, Muttenz, Switzerland) for 7 h;
- Cold pressing of the mixture; in this step, the mixture of powders was uniaxially cold-pressed at 230 MPa in a metallic mold to produce green compacts with a parallelepiped shape (31 mm × 12 mm × 7 mm);
- Casting: at this step, the green compacts were inserted in specific locations of the mold before the pouring of the molten low carbon steel at 1620 °C; the chemical composition of the metal was analyzed by optical emission spectrometry (MAXx LMM05, Spectro, Germany) and was in correspondence with the ISO 4991 standard [24], presented in Table 1;
- Normalization heat treatment; cylindrical specimens with 45 mm diameter were cut by electrical discharge machining to obtain 5-milimeter-thick samples that were heat-treated at 930 °C for 30 min as specified in ISO 4991 standard [24]; this is a common heat treatment for stress relief and structure refining of the cast components.
2.2. Microstructural Characterization
2.3. Mechanical Characterization
3. Results and Discussion
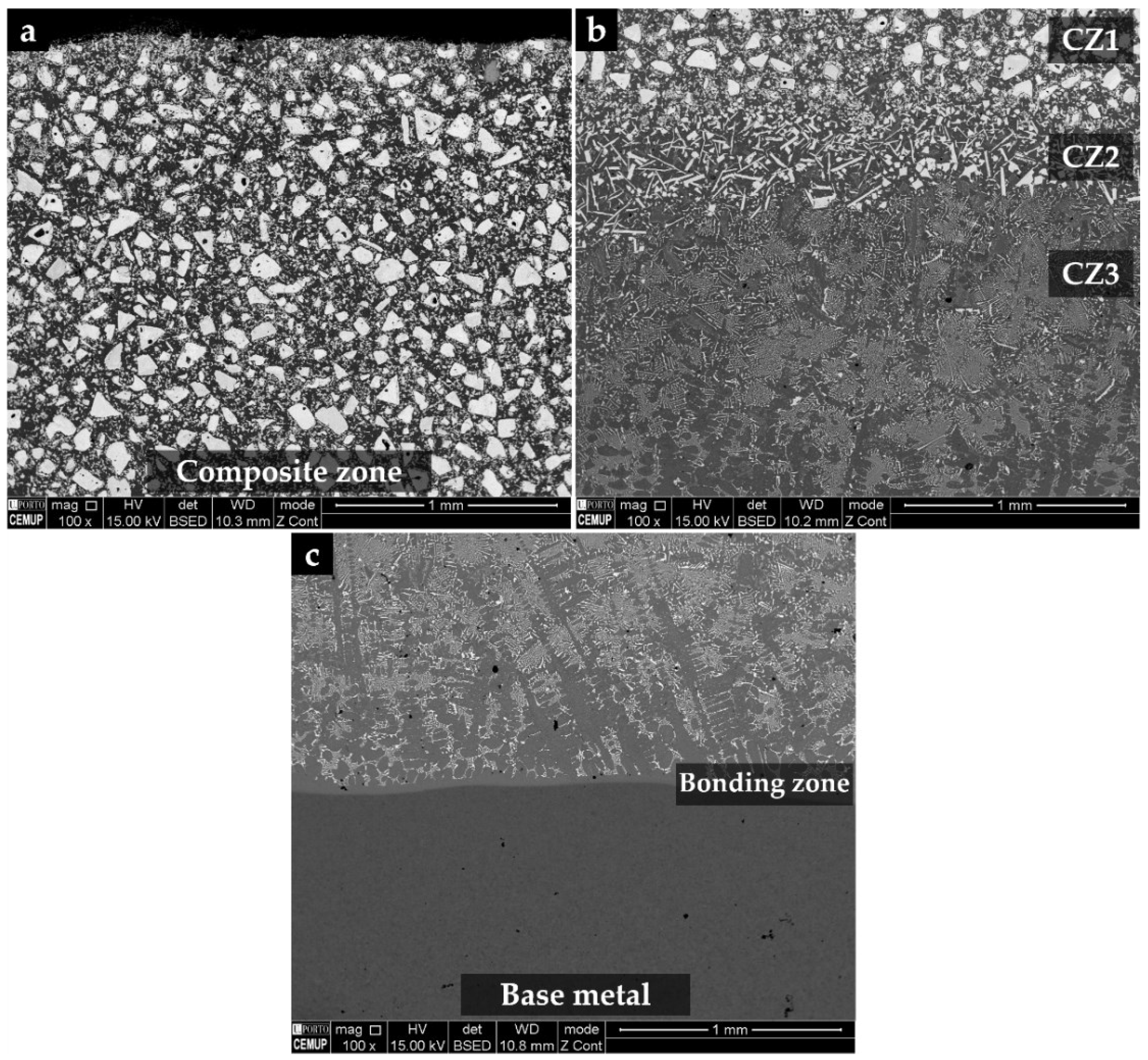
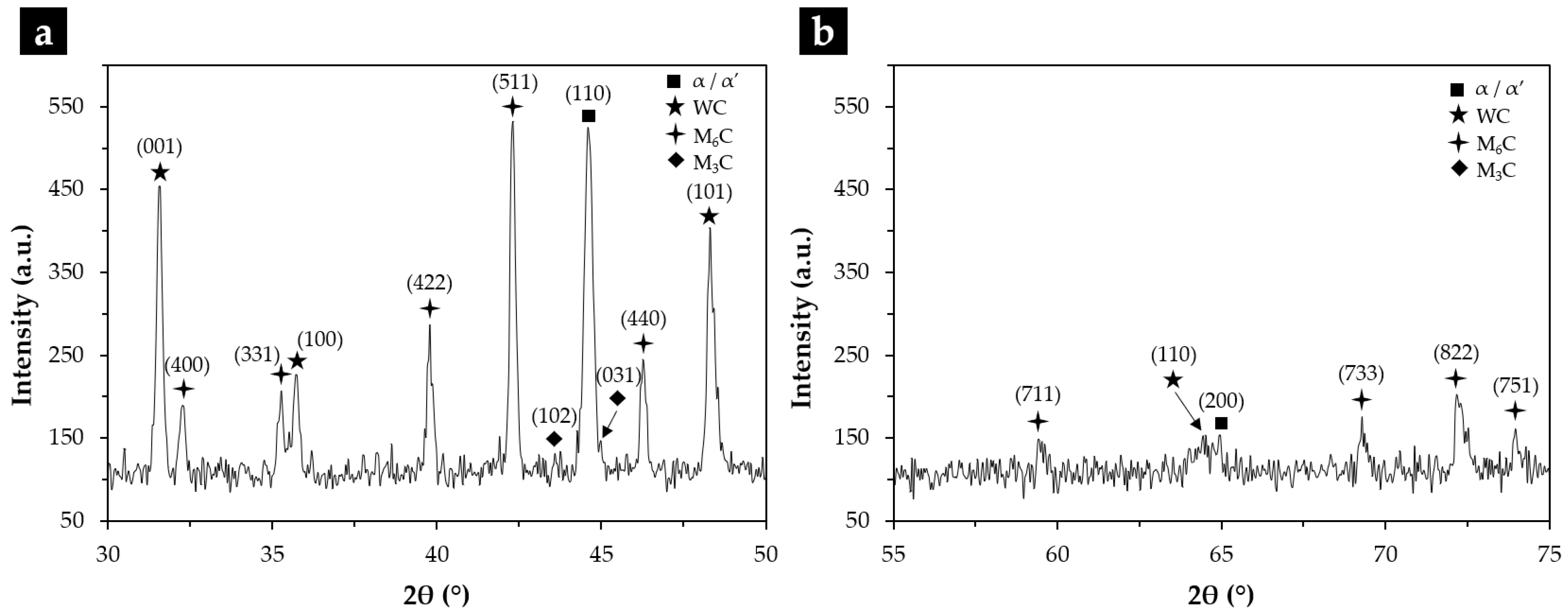
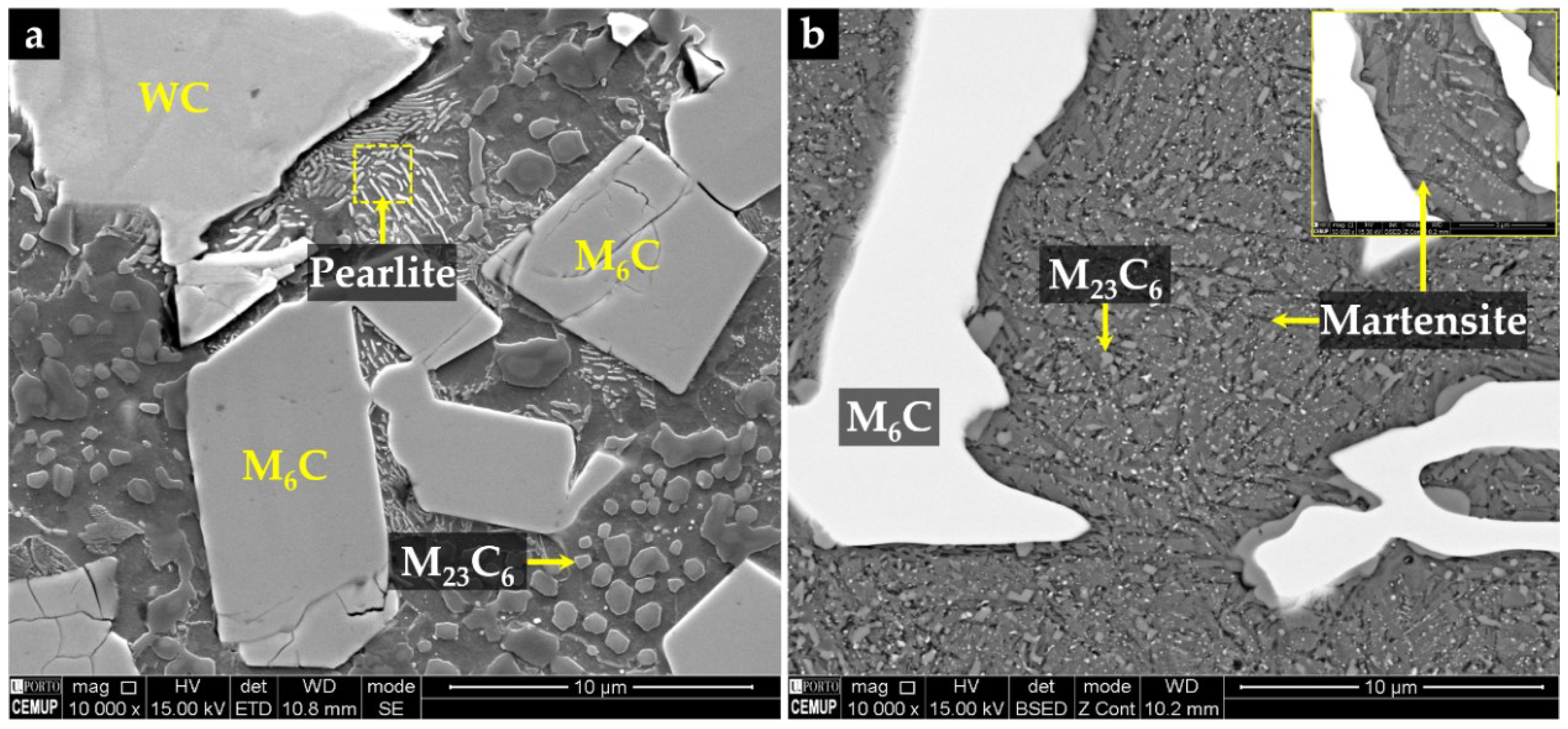
3.1. Microstructural Characterization of the Reinforced Cast Specimens
3.2. Mechanical Characterization of the Composite Reinforcement
3.2.1. Hardness Results
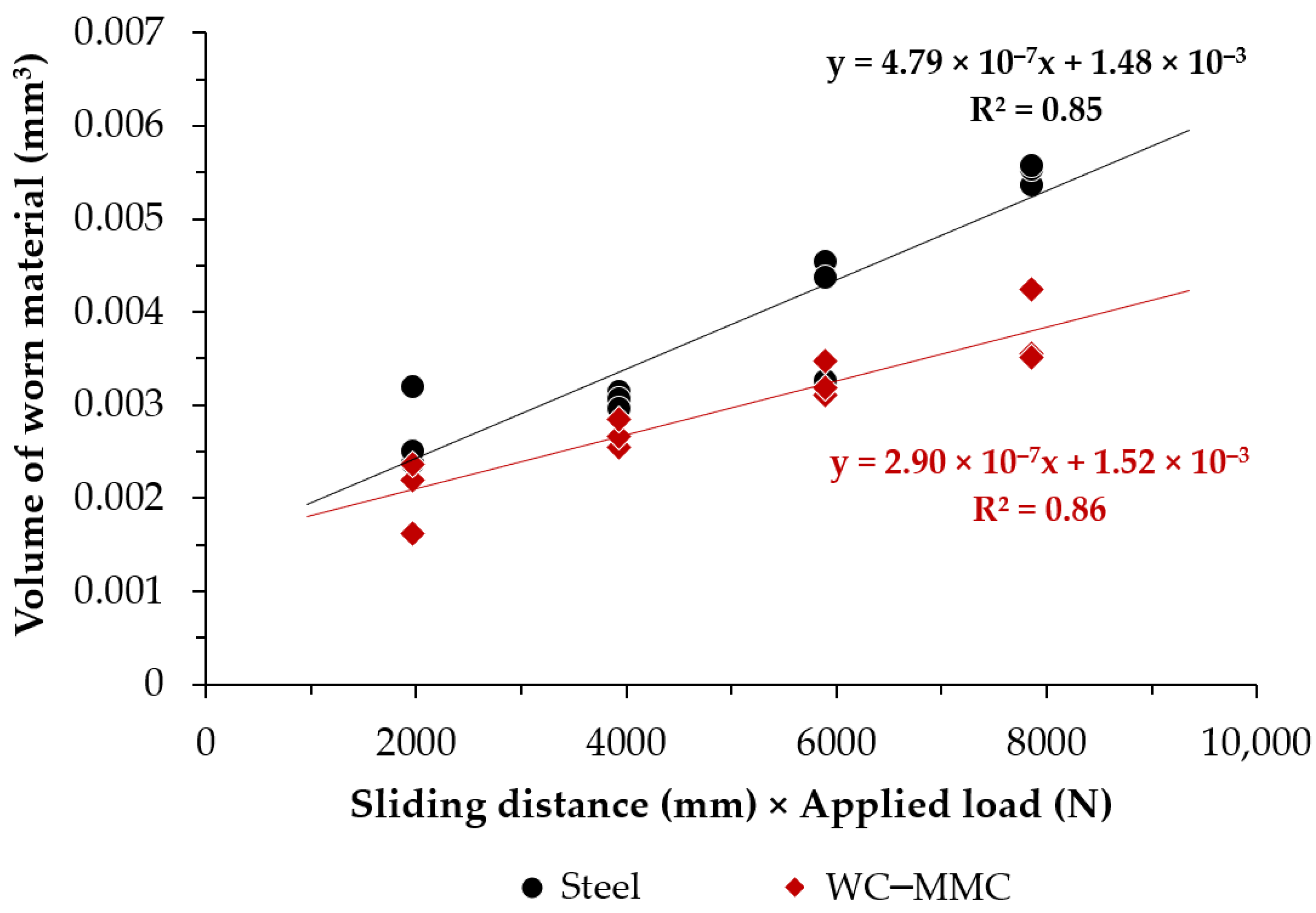
3.2.2. Abrasion Wear Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ASM Handbook Committee. Metals Handbook-Properties and Selection: Irons, Steels, and High-Performance Alloys; ASM International: Materials Park, OH, USA, 1990; Volume 1. [Google Scholar]
- Berns, H.; Theisen, W. Ferrous Materials: Steel and Cast Iron, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar] [CrossRef]
- Dossett, J.L.; Totten, G.E. Heat Treating of Carbon and Low-Alloy Steels. In Metals Handbook-Heat Treating of Irons and Steels; Dossett, J.L., Totten, G.E., Eds.; ASM International: Materials Park, OH, USA, 2014; Volume 4D. [Google Scholar]
- Flenner, P. Carbon Steel Handbook; EPRI: Palo Alto, CA, USA, 2007. [Google Scholar]
- Samuels, L.E. Low-Carbon Structural Steels. In Light Microscopy of Carbon Steels; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Blair, M.; Stevens, T.L. Steel Castings Handbook; ASM International: Materials Park, OH, USA, 1995. [Google Scholar]
- Moreira, A.B.; Ribeiro, L.M.; Vieira, M.F. Production of TiC-MMCs Reinforcements in Cast Ferrous Alloys Using In Situ Methods. Materials 2021, 14, 5072. [Google Scholar] [CrossRef] [PubMed]
- Moreira, A.B.; Ribeiro, L.M.; Vieira, M.F. Cast Ferrous Alloys Reinforced with WC-Metal Matrix Composites Fabricated by Ex-Situ Methods. In Prime Archives in Material Science, 3rd ed.; Khan, M.I., Ed.; Vide Leaf: Hyderabad, India, 2021. [Google Scholar]
- Krauss, G. Steels: Processing, Structure, and Performance; ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Zou, B.; Shen, P.; Cao, X.; Jiang, Q. The mechanism of thermal explosion (TE) synthesis of TiC–TiB2 particulate locally reinforced steel matrix composites from an Al–Ti–B4C system via a TE-casting route. Mater. Chem. Phys. 2012, 132, 51–62. [Google Scholar] [CrossRef]
- Shan, Q.; Li, Z.; Jiang, Y.; Zhou, R.; Sui, Y. Effect of Ni addition on microstructure of matrix in casting tungsten carbide particle reinforced composite. J. Mater. Sci. Technol. 2013, 29, 720–724. [Google Scholar] [CrossRef]
- Huang, R.Q.; Li, Z.L.; Jiang, Y.H.; Zhou, R.; Gao, F. Thermal Shock Cracks Initiation and Propagation of WCP/Steel Substrate Surface Composite at 500 °C. Appl. Mech. Mater. 2012, 109, 253–260. [Google Scholar] [CrossRef]
- Sui, Y.; Han, L.; Jiang, Y.; Li, Z.; Shan, Q. Effects of Ni60WC25 powder content on the microstructure and wear properties of WCP reinforced surface metal matrix composites. Trans. Indian Inst. Met. 2018, 71, 2415–2422. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, Y.; Zhou, R.; Gao, F.; Shan, Q.; Tan, J. Thermal fatigue mechanism of WC particles reinforced steel substrate surface composite at different thermal shock temperatures. J. Alloys Compd. 2014, 596, 48–54. [Google Scholar] [CrossRef]
- Zhang, G.-S.; Xing, J.-D.; Gao, Y.-M. Impact wear resistance of WC/Hadfield steel composite and its interfacial characteristics. Wear 2006, 260, 728–734. [Google Scholar] [CrossRef]
- Hu, S.; Zhao, Y.; Wang, Z.; Li, Y.; Jiang, Q. Fabrication of in situ TiC locally reinforced manganese steel matrix composite via combustion synthesis during casting. Mater. Des. 2013, 44, 340–345. [Google Scholar] [CrossRef]
- Olejnik, E.; Batóg, P.; Tokarski, T.; Kurtyka, P. TiC-FeCr local composite reinforcements obtained in situ in steel casting. J. Mater. Process. Technol. 2020, 275, 116157. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Y.; Zuo, L.; Zhang, Y.; Qi, Y.; Gao, K.; Liu, H.; Wang, X. In situ synthesis WC reinforced iron surface composite produced by spark plasma sintering and casting. Mater. Lett. 2018, 210, 227–230. [Google Scholar] [CrossRef]
- Olejnik, E.; Sikora, G.; Sobula, S.; Tokarski, T.; Grabowska, B. Effect of compaction Pressure applied to TiC reactants on the Microstructure and Properties of Composite Zones Produced in situ in steel castings. Mater. Sci. Forum. 2014, 782, 527–532. [Google Scholar] [CrossRef]
- Olejnik, E.; Sobula, S.; Tokarski, T.; Sikora, G. Composite zones obtained by in situ synthesis in steel castings. Arch. Metall. Mater. 2013, 58, 769–773. [Google Scholar] [CrossRef]
- Olejnik, E.; Tokarski, T.; Sikora, G.; Sobula, S.; Maziarz, W.; Szymański, Ł.; Grabowska, B. The Effect of Fe Addition on Fragmentation Phenomena, Macrostructure, Microstructure, and Hardness of TiC-Fe Local Reinforcements Fabricated In Situ in Steel Casting. Metall. Mater. Trans. A 2019, 50, 975–986. [Google Scholar] [CrossRef]
- Sobula, S.; Olejnik, E.; Tokarski, T. Wear Resistance of TiC Reinforced Cast Steel Matrix Composite. Arch. Foundry Eng. 2017, 17, 143–146. [Google Scholar] [CrossRef]
- ISO 4991; Steel Castings for Pressure Purposes. International Organization for Standardization: Geneva, Switzerland, 2015.
- Moreira, A.B.; Ribeiro, L.M.M.; Lacerda, P.; Sousa, R.O.; Pinto, A.M.P.; Vieira, M.F. Preparation and Microstructural Characterization of a High-Cr White Cast Iron Reinforced with WC Particles. Materials 2020, 13, 2596. [Google Scholar] [CrossRef] [PubMed]
- ISO 6507-1; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2018.
- ISO 26424:2008; Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of the Abrasion Resistance of Coatings by a Micro-Scale Abrasion Test. International Organization for Standardization: Geneva, Switzerland, 2008.
- Moreira, A.B.; Ribeiro, L.M.M.; Lacerda, P.; Vieira, M.F. Characterization of Iron-Matrix Composites Reinforced by In Situ TiC and Ex Situ WC Fabricated by Casting. Metals 2021, 11, 862. [Google Scholar] [CrossRef]
- Liu, D.; Li, L.; Li, F.; Chen, Y. WCP/Fe metal matrix composites produced by laser melt injection. Surf. Coat. Technol. 2008, 202, 1771–1777. [Google Scholar] [CrossRef]
- Totten, G.E. Steel Heat Treatment: Metallurgy and Technologies, 2nd ed.; CRC Taylor & Francis: Boca Raton, FL, USA, 2006. [Google Scholar]
- Smallman, R.E.; Ngan, A.H.W. Steel Transformations. In Modern Physical Metallurgy; Elsevier: Cambridge, MA, USA, 2014. [Google Scholar]
- Ramalho, A. A reliability model for friction and wear experimental data. Wear 2010, 269, 213–223. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|
| 0.22 | 0.43 | 0.91 | 0.10 | 0.09 | 0.03 | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moreira, A.B.; Ribeiro, L.M.M.; Lacerda, P.; Pinto, A.M.P.; Vieira, M.F. A Study on a Cast Steel Reinforced with WC–Metal Matrix Composite. Materials 2022, 15, 6199. https://doi.org/10.3390/ma15186199
Moreira AB, Ribeiro LMM, Lacerda P, Pinto AMP, Vieira MF. A Study on a Cast Steel Reinforced with WC–Metal Matrix Composite. Materials. 2022; 15(18):6199. https://doi.org/10.3390/ma15186199
Chicago/Turabian StyleMoreira, Aida B., Laura M. M. Ribeiro, Pedro Lacerda, Ana M. P. Pinto, and Manuel F. Vieira. 2022. "A Study on a Cast Steel Reinforced with WC–Metal Matrix Composite" Materials 15, no. 18: 6199. https://doi.org/10.3390/ma15186199