
Condition Monitoring of a Three-Cathode Cascaded Plasma Spray Torch Regarding Process Reliability

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
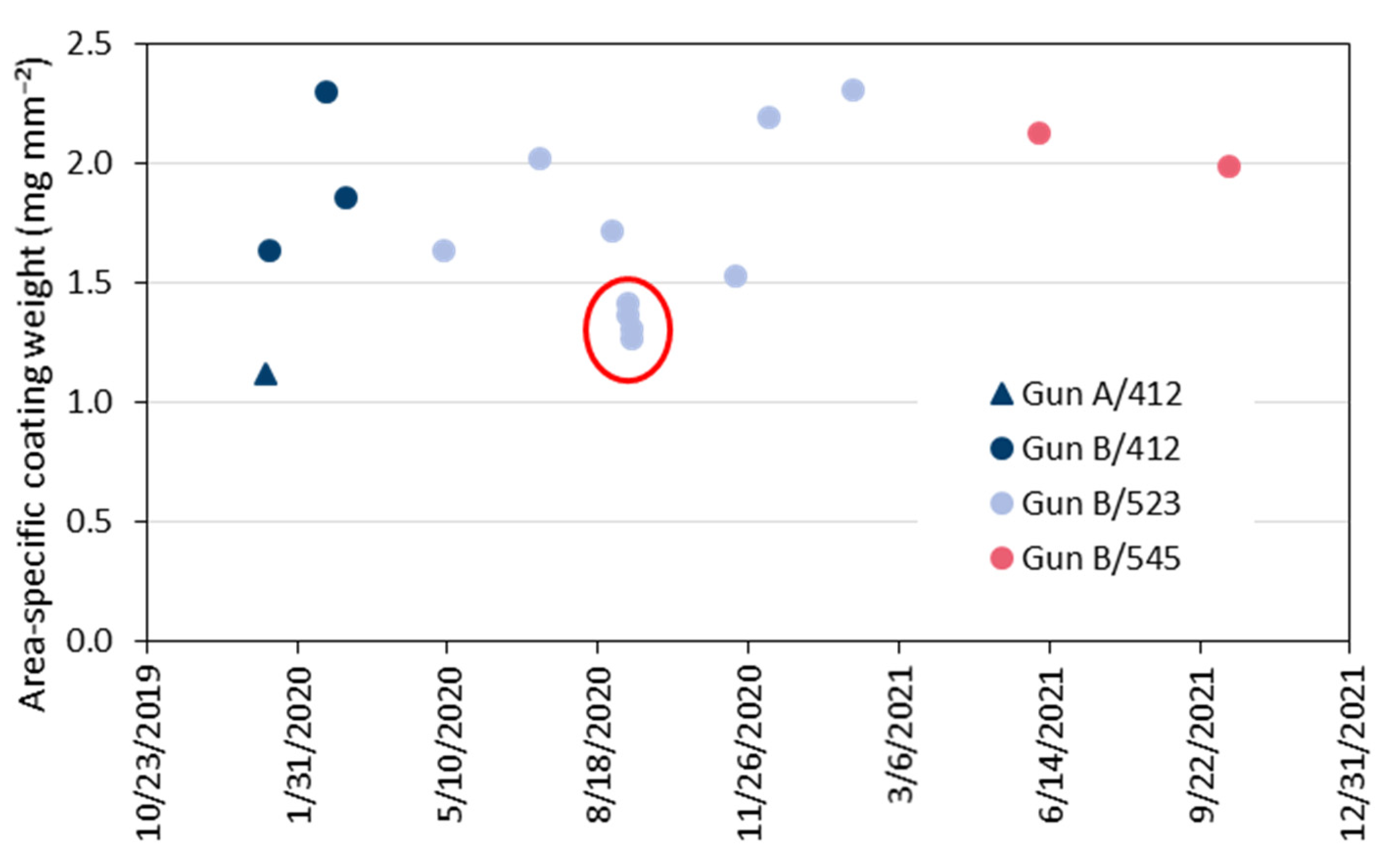
3.1. Variability of Dedicated Process Parameters
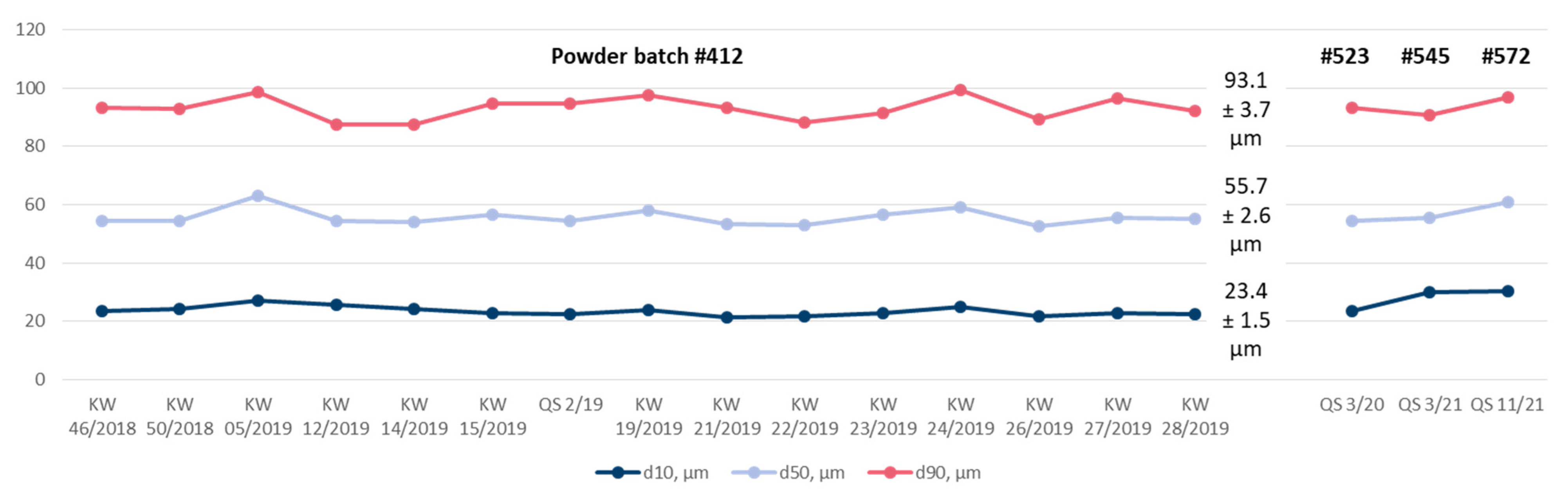
3.1.1. Variability of the Powder Particle Size Distribution
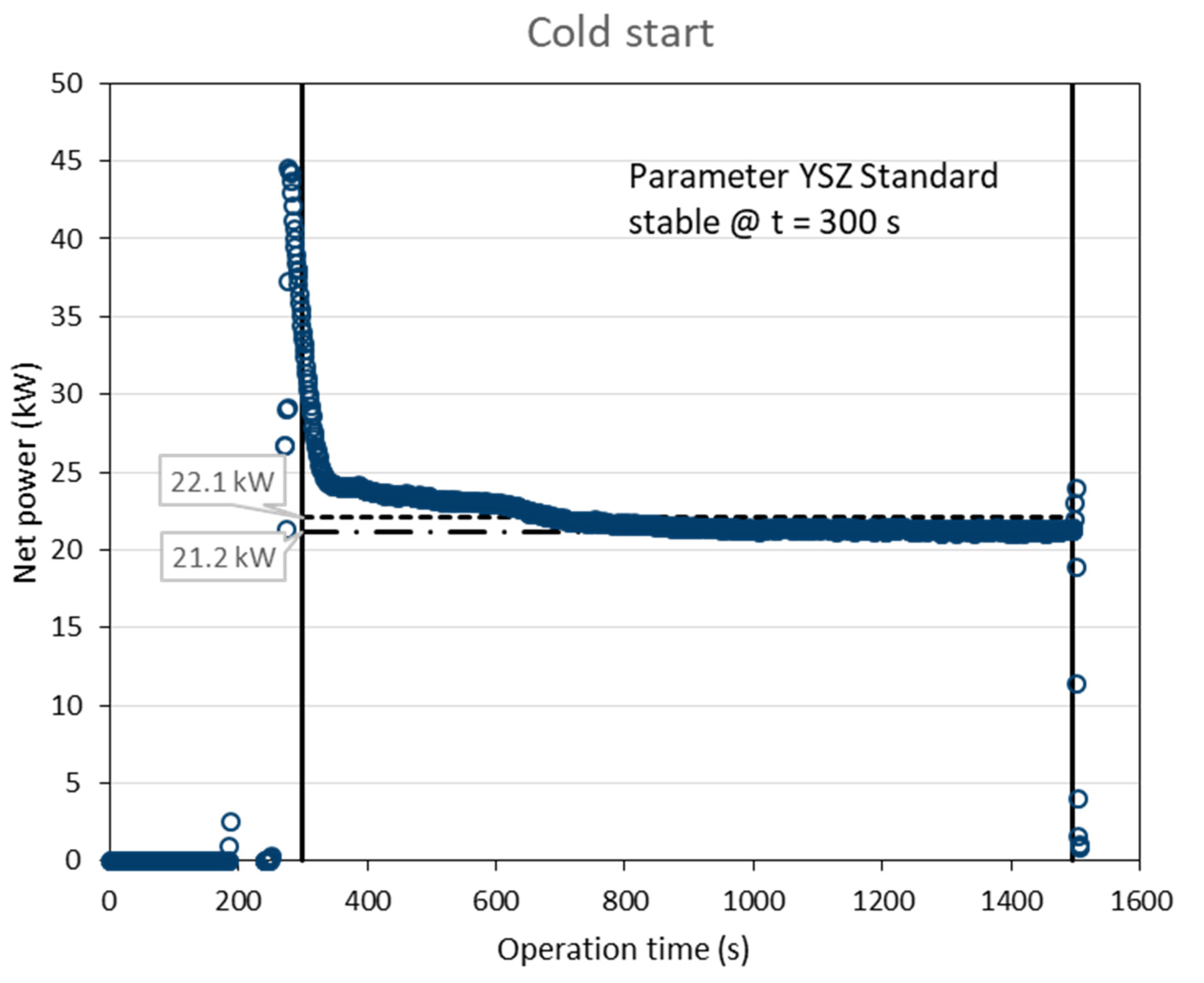
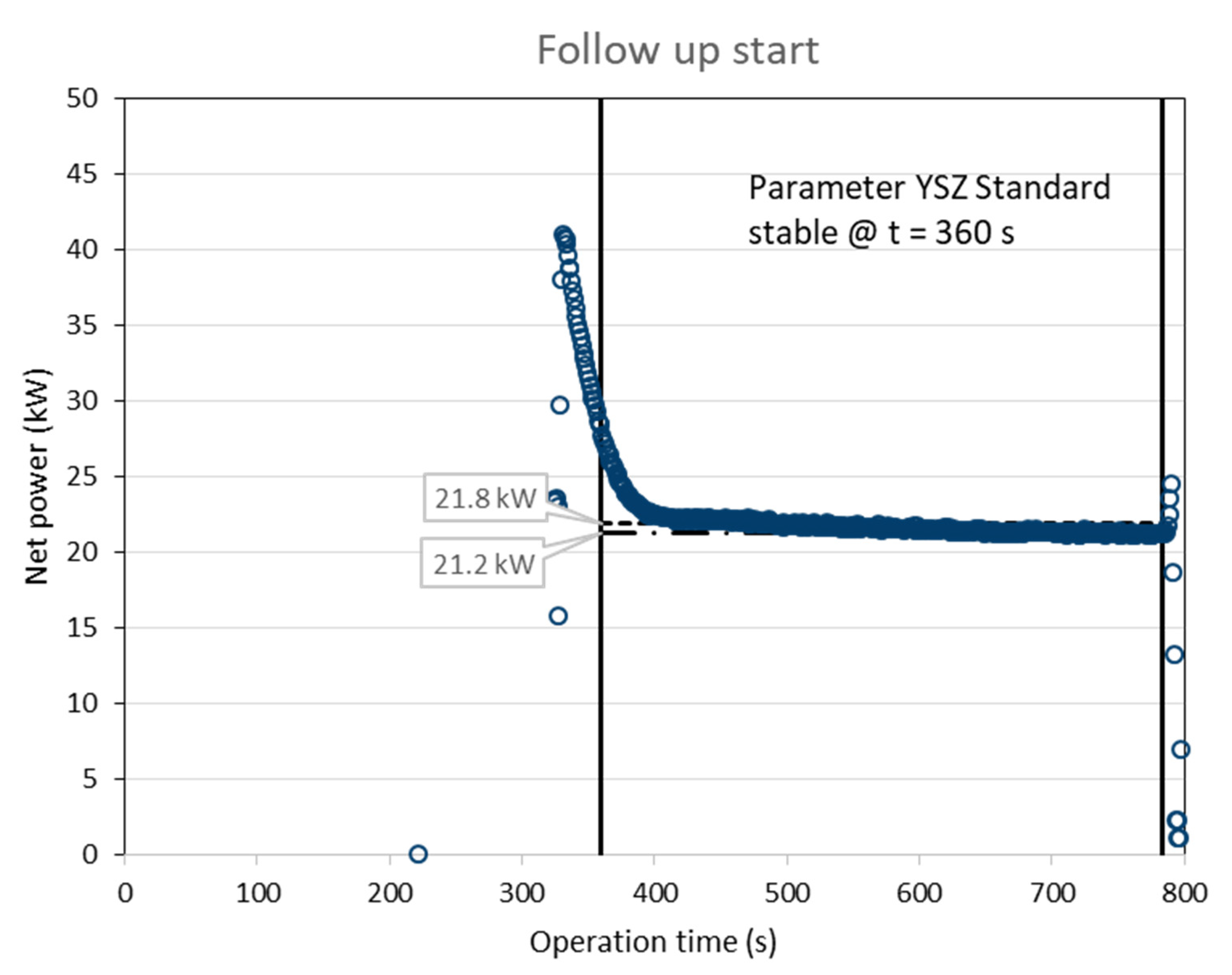
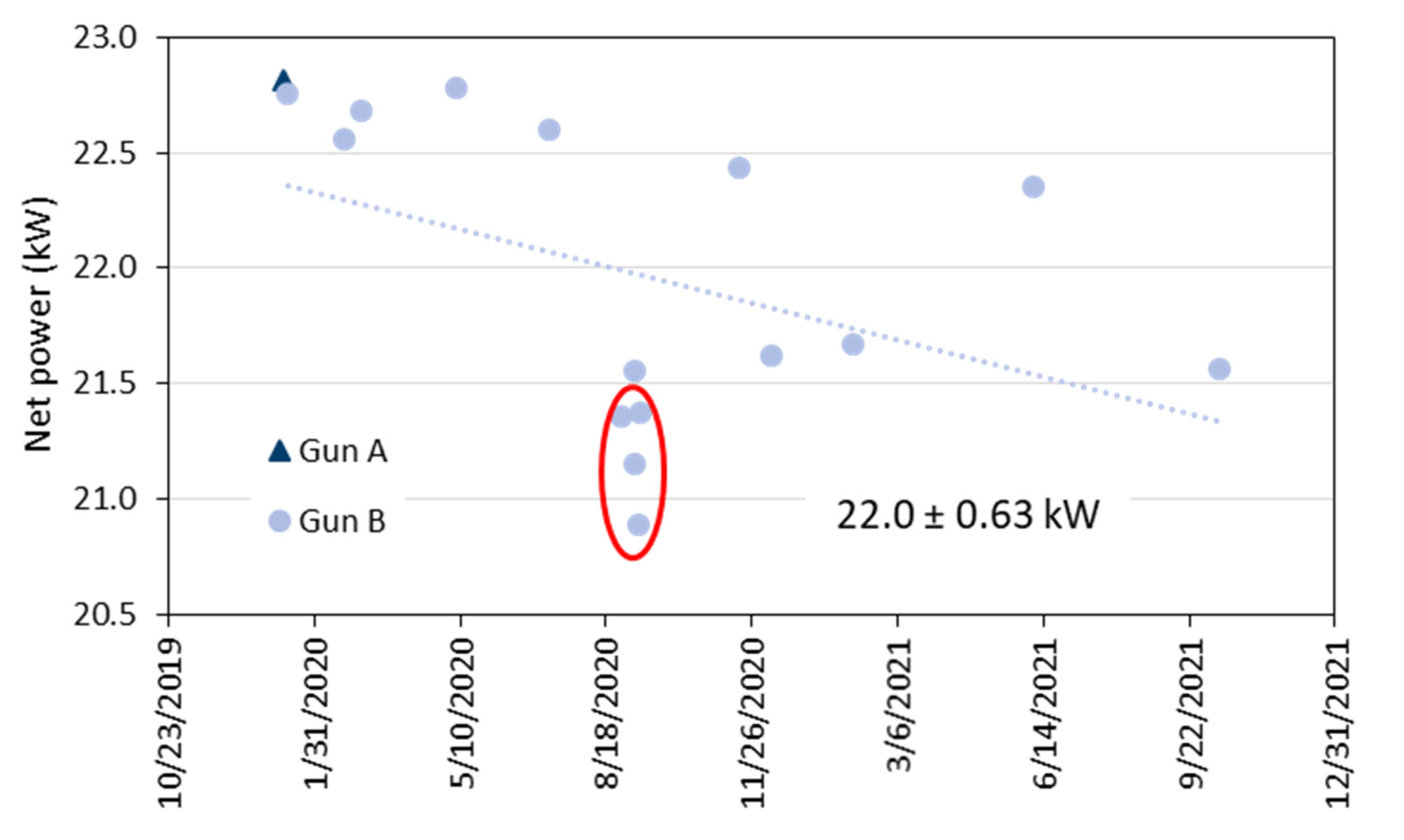
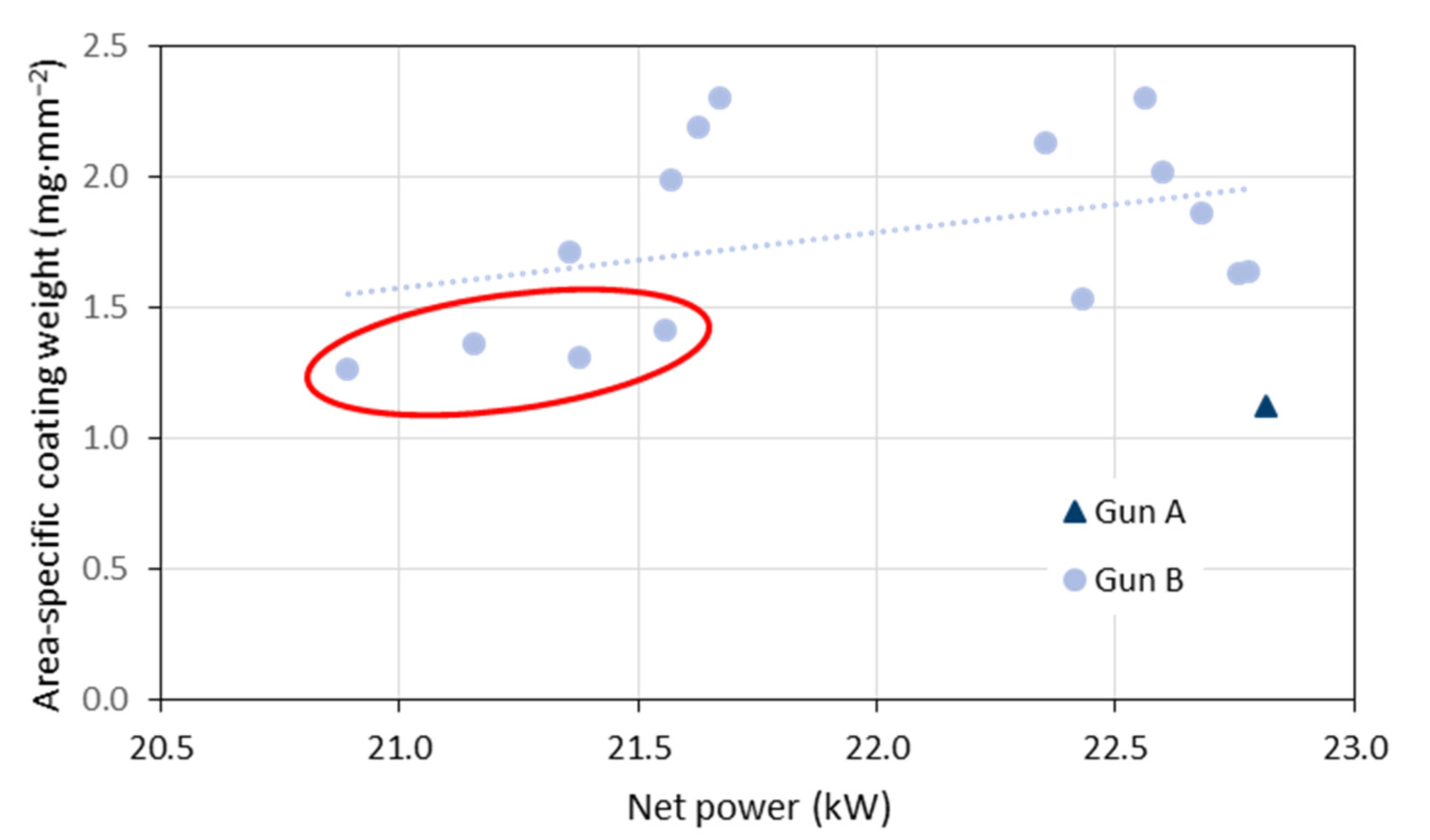
3.1.2. Variability of the Net Power
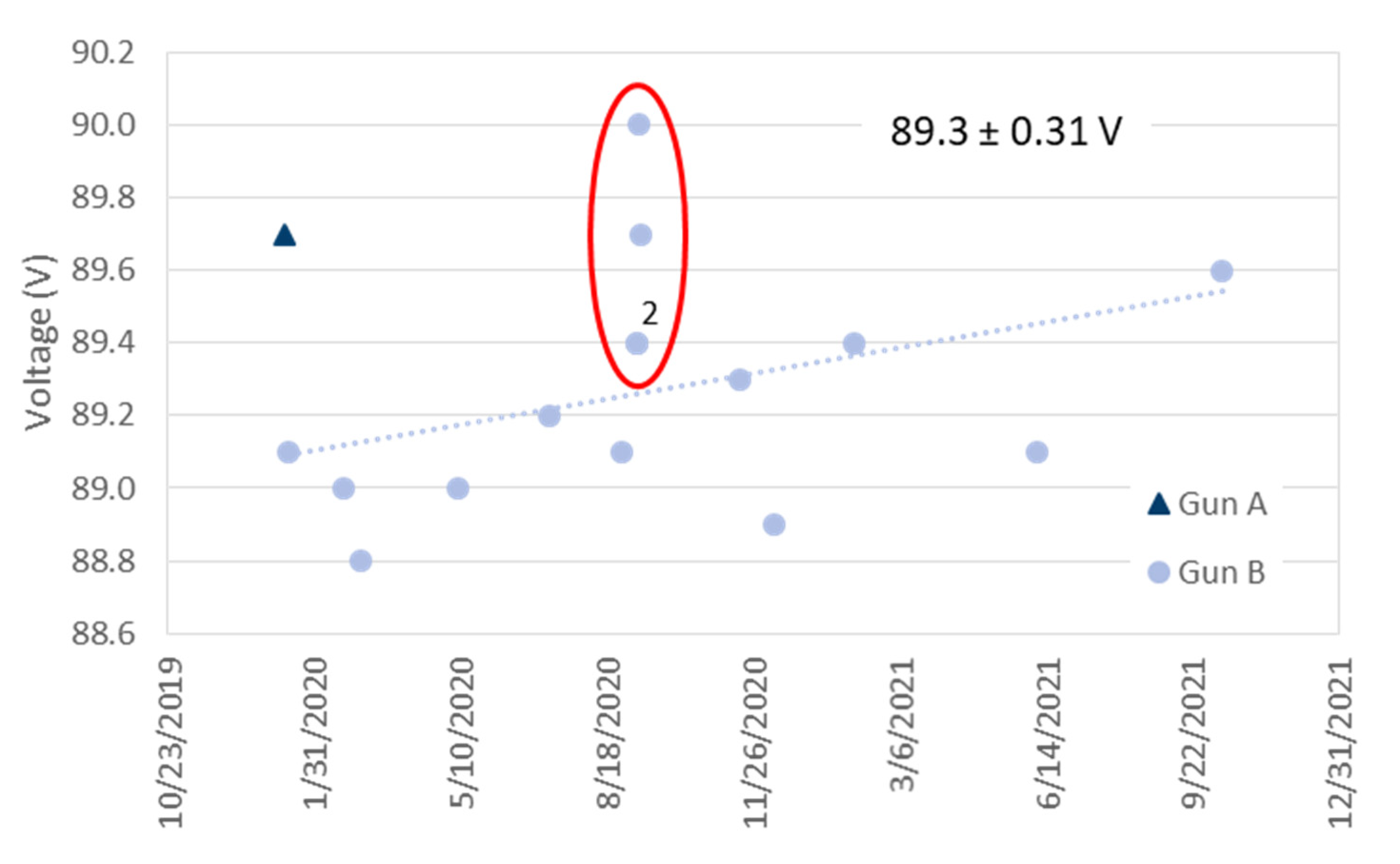
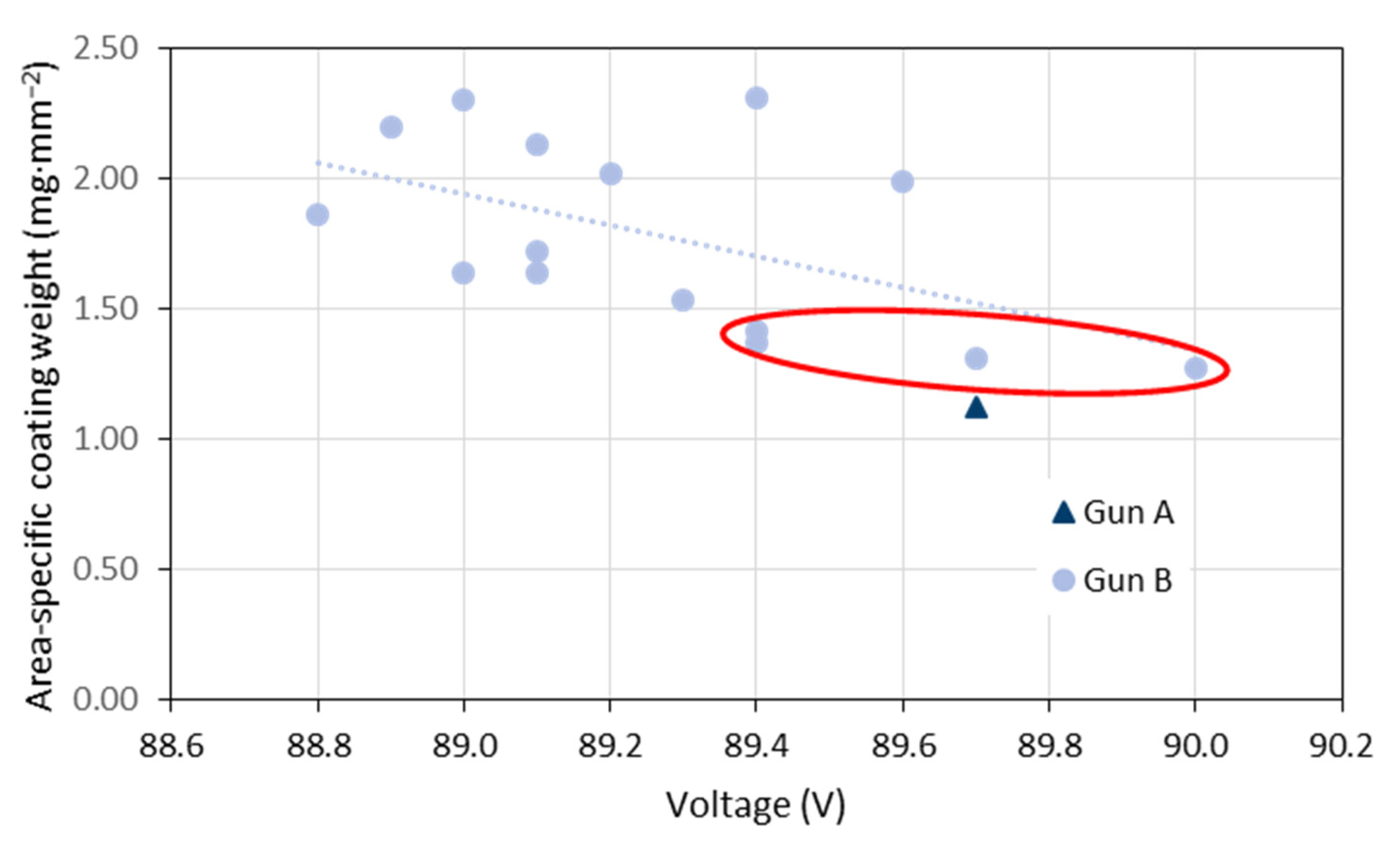
3.1.3. Variability of the Voltage
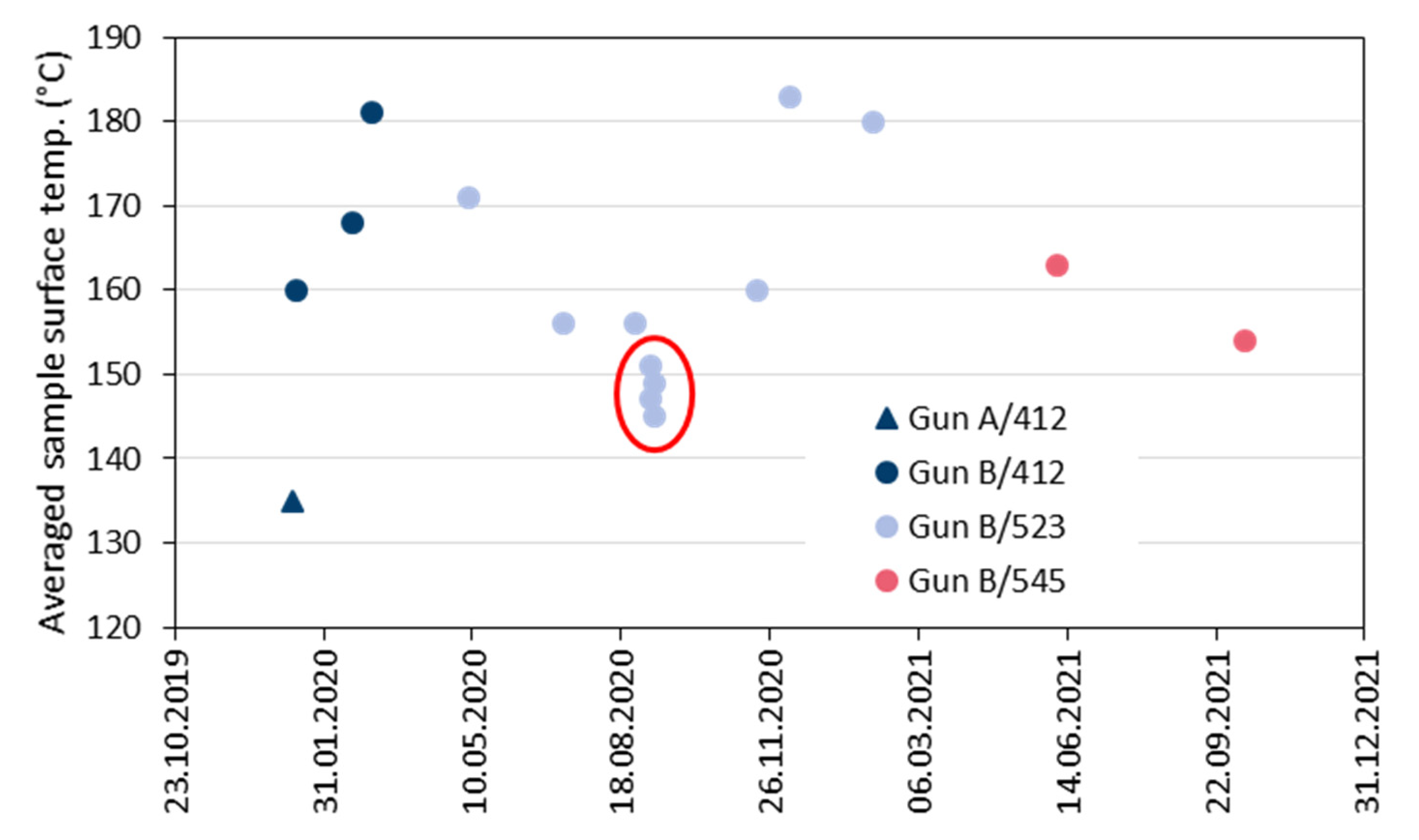
3.1.4. Variability of the Sample Surface Temperature
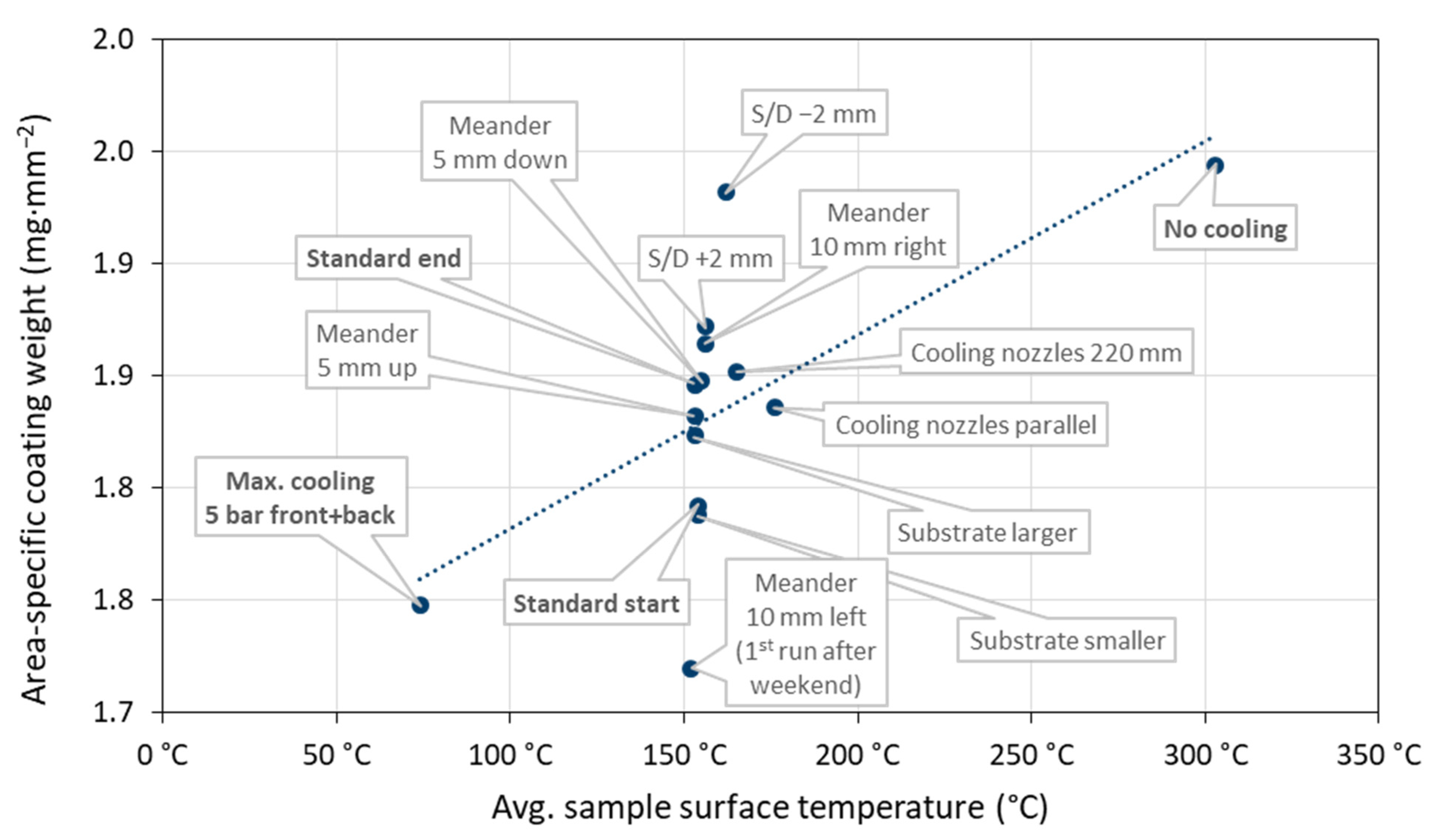
3.2. Possible Effects on the Sample Surface Temperature
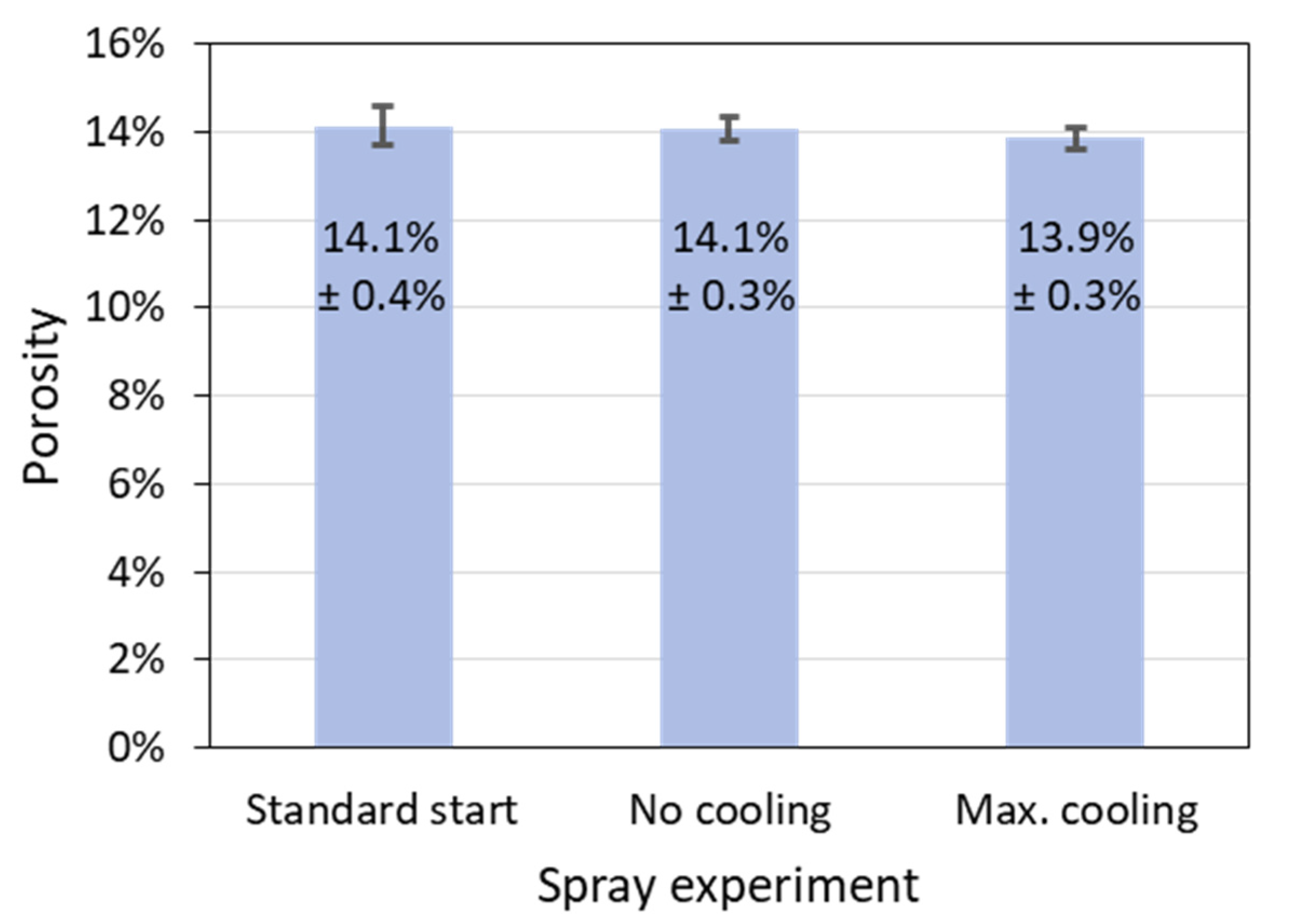
- Standard setup start
- Without cooling at all/with max. cooling 5 bar front + back
- Smaller substrate 48 × 48 mm2/larger substrate 52 × 52 mm2
- Cooling nozzles aligned to crossing point at spray distance +20 mm/parallel
- Spray distance to sample −2 mm/+2 mm
- Meander shifted 10 mm left/right
- Meander shifted 5 mm up/down
- Standard setup end
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dwivedi, G.; Wentz, T.; Sampath, S.; Nakamura, T. Assessing Process and Coating Reliability Through Monitoring of Process and Design Relevant Coating Properties. J. Therm. Spray Technol. 2010, 19, 695–712. [Google Scholar] [CrossRef]
- Mauer, G.; Rauwald, K.-H.; Mücke, R.; Vaßen, R. Monitoring and Improving the Reliability of Plasma Spray Processes. J. Therm. Spray Technol. 2017, 26, 799–810. [Google Scholar] [CrossRef]
- Mauer, G.; Moreau, C. Process Diagnostics and Control in Thermal Spray. J. Therm. Spray Technol. 2022, 31, 818–828. [Google Scholar] [CrossRef]
- Champagne, B.; Dallaire, S. Particle Injection in Plasma Spraying. In Thermal Spray: Advances in Coatings Technology; Houck, D.L., Ed.; ASM International: Orlando, FL, USA, 1987; p. 25. [Google Scholar]
- Fauchais, P.; Coudert, J.; Vardelle, M. Diagnostics in Thermal Plasma Processing. In Plasma Diagnostics, Volume 1; Auciello, O., Flamm, D.L., Eds.; Academic Press Inc.: Cambridge, MA, USA, 1989; Volume 1, p. 349. [Google Scholar]
- Mihm, S.; Duda, T.; Gruner, H.; Thomas, G.; Dzur, B. Method and Process Development of Advanced Atmospheric Plasma Spraying for Thermal Barrier Coatings. J. Therm. Spray Technol. 2012, 21, 400–408. [Google Scholar] [CrossRef]
- Shinoda, K.; Murakami, H.; Kuroda, S.; Takehara, K.; Oki, S. In Situ Visualization of Impacting Phenomena of Plasma-Sprayed Zirconia: From Single Splat to Coating Formation. J. Therm. Spray Technol. 2008, 17, 623–630. [Google Scholar] [CrossRef]
- Matejicek, J.; Sampath, S. In situ measurement of residual stresses and elastic moduli in thermal sprayed coatings: Part 1: Apparatus and analysis. Acta Mater. 2003, 51, 863–872. [Google Scholar] [CrossRef]
- Matejicek, J.; Sampath, S.; Gilmore, D.; Neiser, R. In situ measurement of residual stresses and elastic moduli in thermal sprayed coatings: Part 2: Processing effects on properties of Mo coatings. Acta Mater. 2003, 51, 873–885. [Google Scholar] [CrossRef]
- Vaßen, R. Jülich Thermal Spray Center (JTSC)—A New Research and Innovation Infrastructure of Forschungszentrum Jülich. CFI Ceram. Forum Int. 2020, 97, E22–E25. [Google Scholar]
- Friis, M.; Persson, C. Control of Thermal Spray Processes by Means of Process Maps and Process Windows. J. Therm. Spray Technol. 2003, 12, 44–52. [Google Scholar] [CrossRef]
- Pawłowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2008; ISBN 978-0-471-49049-4. [Google Scholar]
- Fauchais, P.; Vardelle, M. Sensors in Spray Processes. J. Therm. Spray Technol. 2010, 19, 668–694. [Google Scholar] [CrossRef]
- Fauchais, P.L.; Heberlein, J.V.R.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer: New York, NY, USA, 2014. [Google Scholar]
- Doubenskaia, M.; Bertrand, P.; Smurov, I. Pyrometry in laser surface treatment. Surf. Coatings Technol. 2006, 201, 1955–1961. [Google Scholar] [CrossRef]
- Xia, W.; Zhang, H.; Wang, G.; Yang, Y. A novel integrated temperature investigation approach of sprayed coatings during APS process. J. Mater. Process. Technol. 2009, 209, 2897–2906. [Google Scholar] [CrossRef]
- Salimijazi, H.R.; Pershin, L.; Coyle, T.W.; Mostaghimi, J.; Chandra, S.; Lau, Y.C.; Rosenzweig, L.; Morán, E. Measuring Substrate Temperature Variation During Application of Plasma-Sprayed Zirconia Coatings. J. Therm. Spray Technol. 2007, 16, 580–587. [Google Scholar] [CrossRef]
- Rasband, W. ImageJ, 1.53s; National Institutes of Health: Bethesda, MD, USA, 2022.
- Marqués, J.L.; Forster, G.; Schein, J. Multi-Electrode Plasma Torches: Motivation for Development and Current State-of-the-Art. Open Plasma Phys. J. 2009, 2, 89–98. [Google Scholar] [CrossRef]
- Schein, J.; Richter, M.; Landes, K.D.; Forster, G.; Zierhut, J.; Dzulko, M. Tomographic Investigation of Plasma Jets Produced by Multielectrode Plasma Torches. J. Therm. Spray Technol. 2008, 17, 338–343. [Google Scholar] [CrossRef]
- Mauer, G.; Vaßen, R.; Stöver, D.; Kirner, S.; Marqués, J.-L.; Zimmermann, S.; Forster, G.; Schein, J. Improving Powder Injection in Plasma Spraying by Optical Diagnostics of the Plasma and Particle Characterization. J. Therm. Spray Technol. 2011, 20, 3–11. [Google Scholar] [CrossRef]
- Kramida, A.; Ralchenko, Y.; Reader, J.; NIST ASD Team. NIST Atomic Spectra Database (Version 5.9), [Online]; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2021.
- Vardelle, M.; Renault, T.; Fauchais, P. Choice of An IR Pyrometer to Measure the Surface Temperature of a Coating During its Formation in Air Plasma Spraying. High Temp. Mater. Process. Int. Q. High-Technol. Plasma Process. 2002, 6, 22. [Google Scholar] [CrossRef]
- Leblanc, L.; Moreau, C. The Long-Term Stability of Plasma Spraying. J. Therm. Spray Technol. 2002, 11, 380–386. [Google Scholar] [CrossRef]
- Moreau, C. Towards a better control of thermal spray processes. In Thermal Spray 1998: Meeting the Challenges of the 21st Century, Proceedings of the 15th International Thermal Spray Conference; Coddet, C., Ed.; ASM International: Nice, France, 1998; pp. 1681–1693. [Google Scholar]
- Jokinen, P.; Kauppinen, T.; Varis, T.; Korpiola, K. Using IR Thermography as a Quality Control Tool for Thermal Spraying in the Aircraft Industry; SPIE: Orlando, FL, USA, 2000; Volume 4020. [Google Scholar]
- Duan, Z.; Heberlein, J. Arc Instabilities in a Plasma Spray Torch. J. Therm. Spray Technol. 2002, 11, 44–51. [Google Scholar] [CrossRef]
- Mauer, G.; Marqués-López, J.-L.; Vaßen, R.; Stöver, D. Detection of Wear in One-Cathode Plasma Torch Electrodes and its Impact on Velocity and Temperature of Injected Particles. J. Therm. Spray Technol. 2007, 16, 933–939. [Google Scholar] [CrossRef]
- Vardelle, M.; Fauchais, P. Plasma spray processes: Diagnostics and control? Pure Appl. Chem. 1999, 71, 1909–1918. [Google Scholar] [CrossRef] [Green Version]
- Renault, T.; Bossoutrot, C.; Braillard, F.; Bansard, S.; Vardelle, M.; Fauchais, P. A reliable and reproducible plasma spray process using on-line control. Proc. Matériaux 2002, 2002, 21–25. [Google Scholar]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mauer, G.; Kurze, F.; Rauwald, K.-H.; Vaßen, R. Condition Monitoring of a Three-Cathode Cascaded Plasma Spray Torch Regarding Process Reliability. Materials 2022, 15, 6203. https://doi.org/10.3390/ma15186203
Mauer G, Kurze F, Rauwald K-H, Vaßen R. Condition Monitoring of a Three-Cathode Cascaded Plasma Spray Torch Regarding Process Reliability. Materials. 2022; 15(18):6203. https://doi.org/10.3390/ma15186203
Chicago/Turabian StyleMauer, Georg, Frank Kurze, Karl-Heinz Rauwald, and Robert Vaßen. 2022. "Condition Monitoring of a Three-Cathode Cascaded Plasma Spray Torch Regarding Process Reliability" Materials 15, no. 18: 6203. https://doi.org/10.3390/ma15186203