
A Study on the Ultrasonic Regulation of the Welding Performance and Residual Stress of 316L Stainless Steel Pipes


Abstract
:1. Introduction
2. Experimental Section
2.1. Material
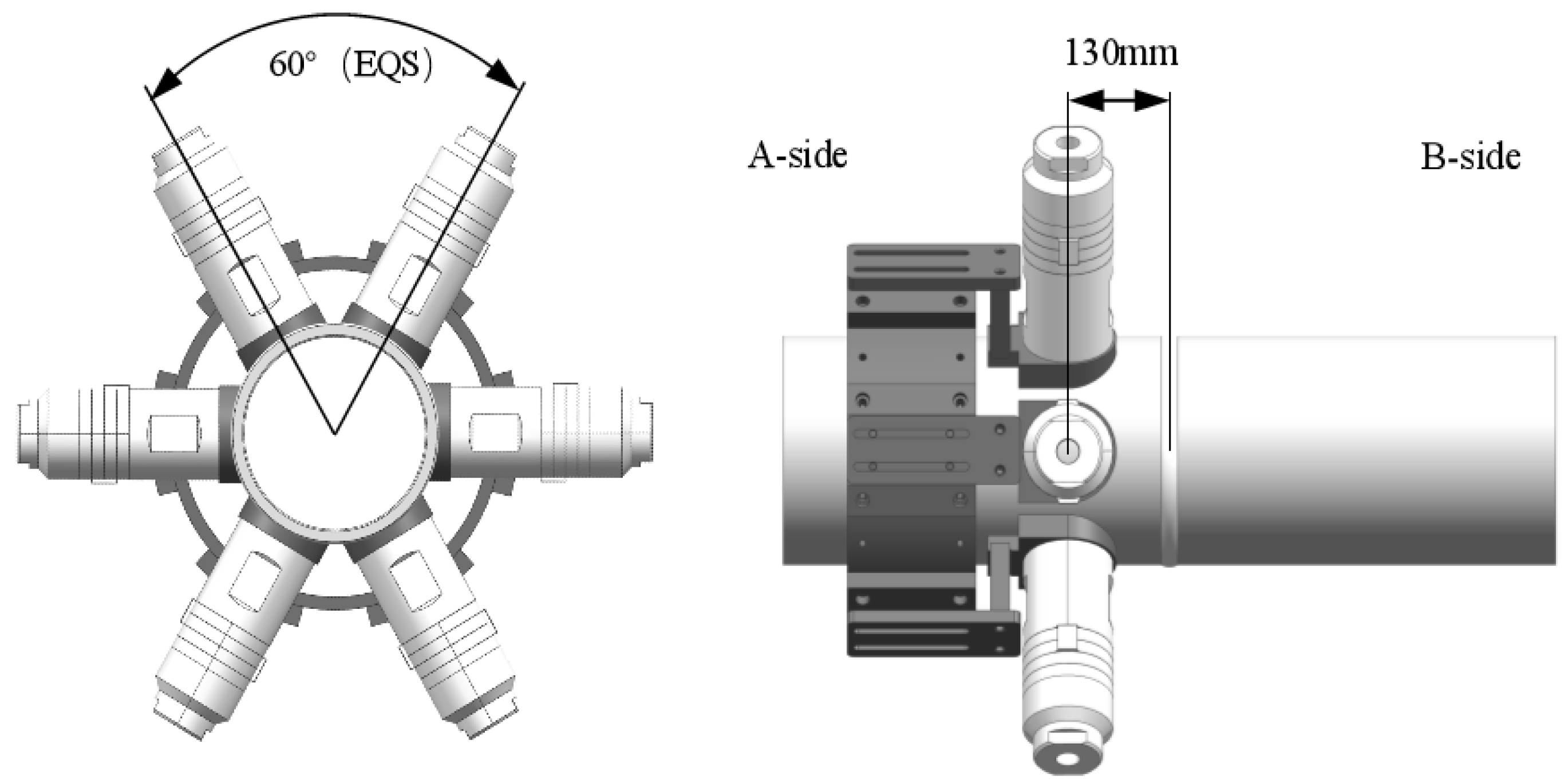
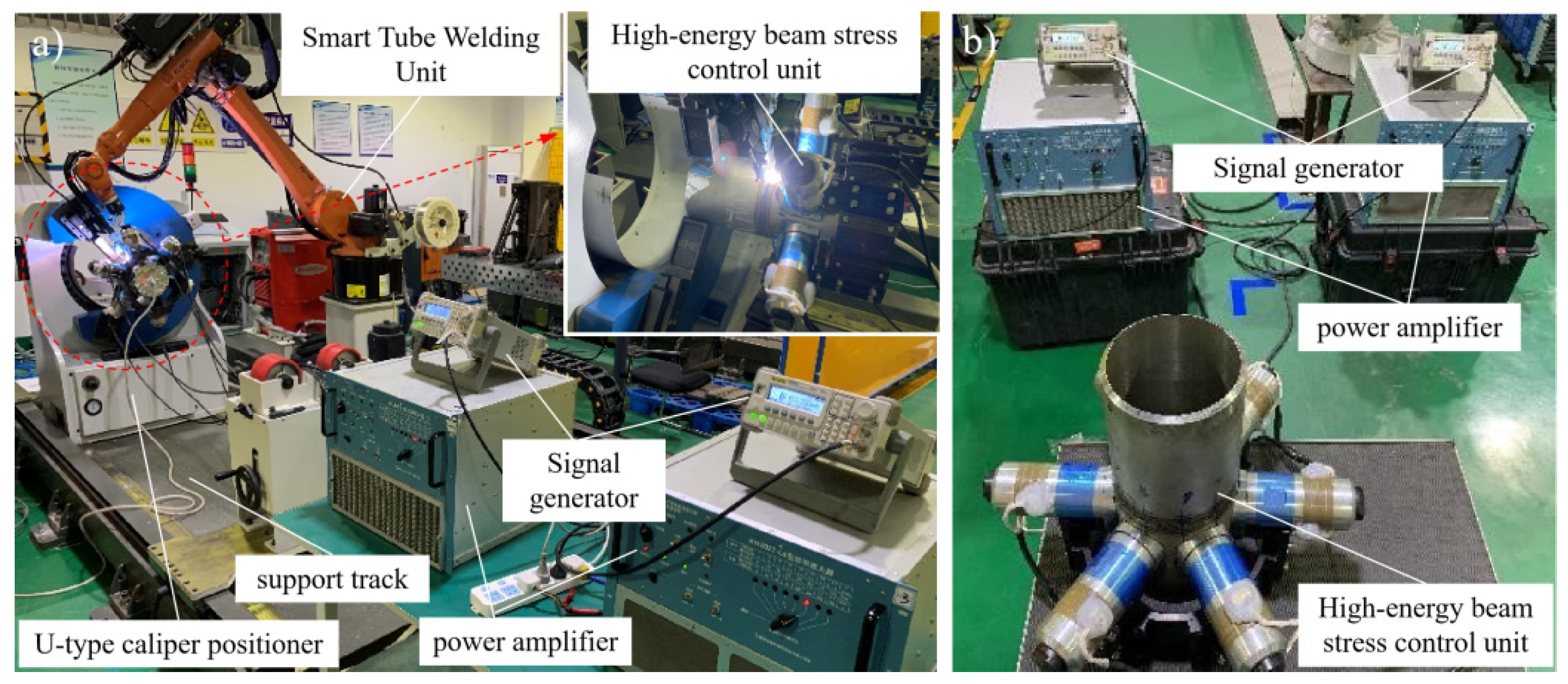
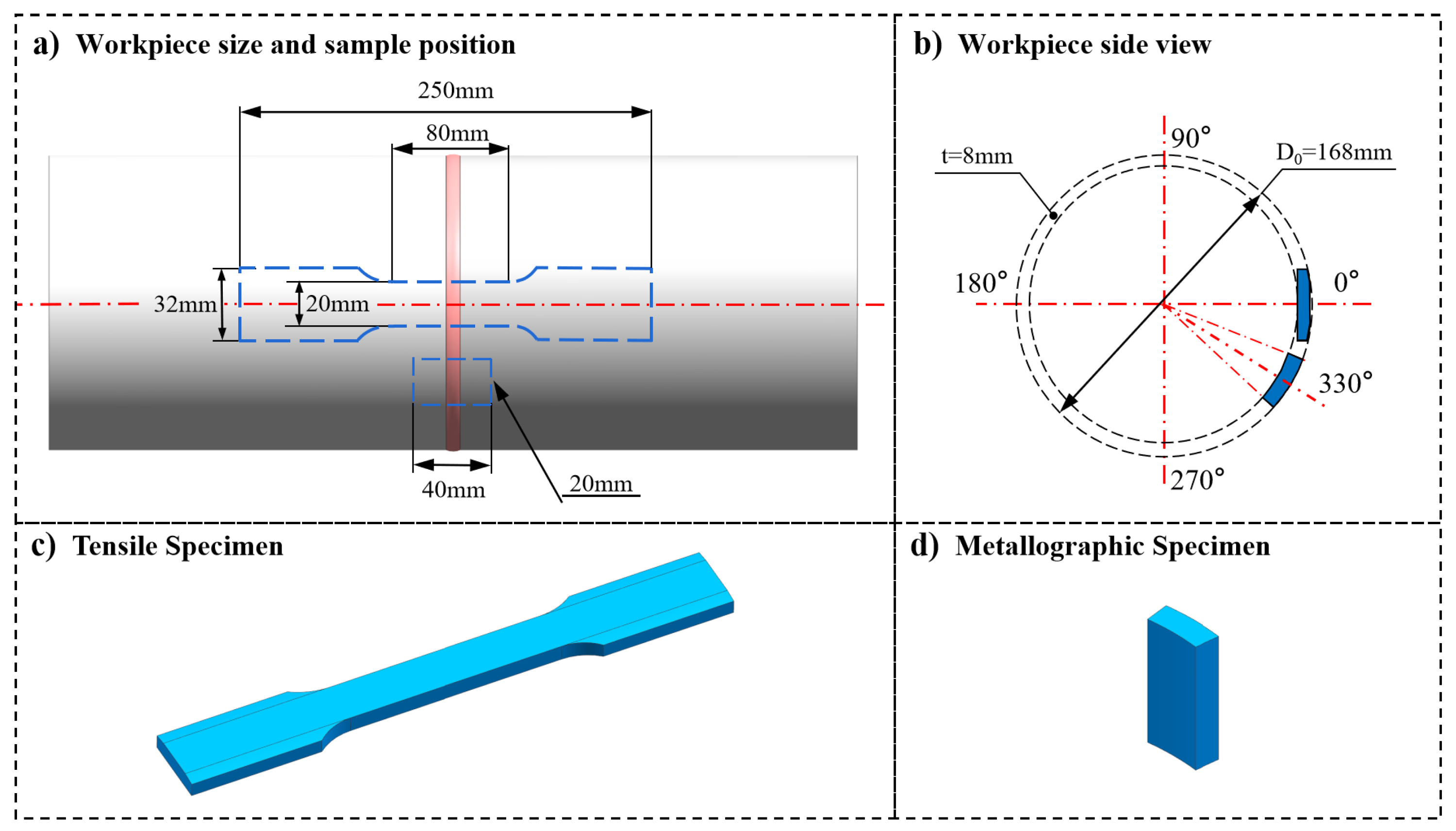
2.2. Test System and Test Method
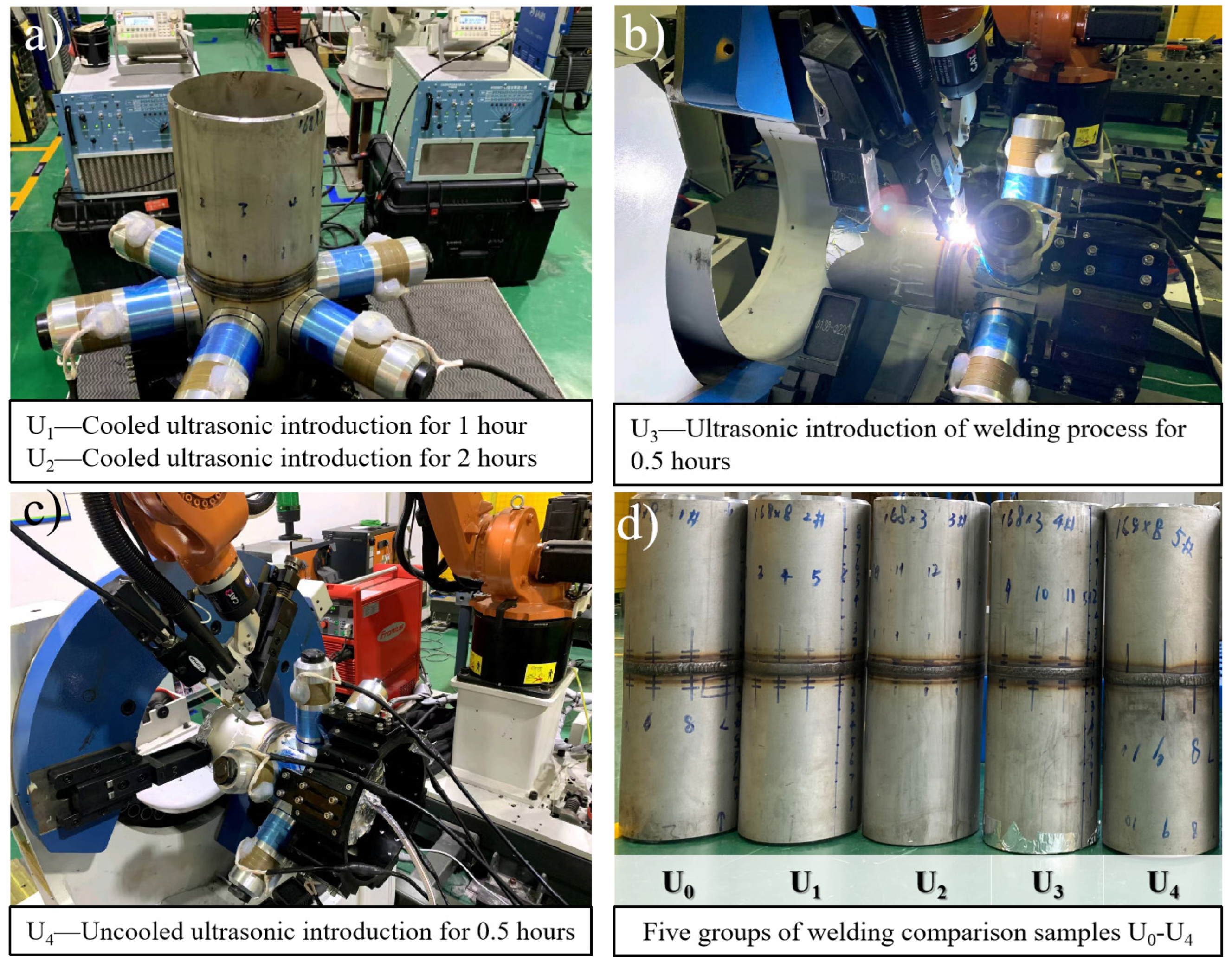
2.3. Test Method
3. Results and Analysis
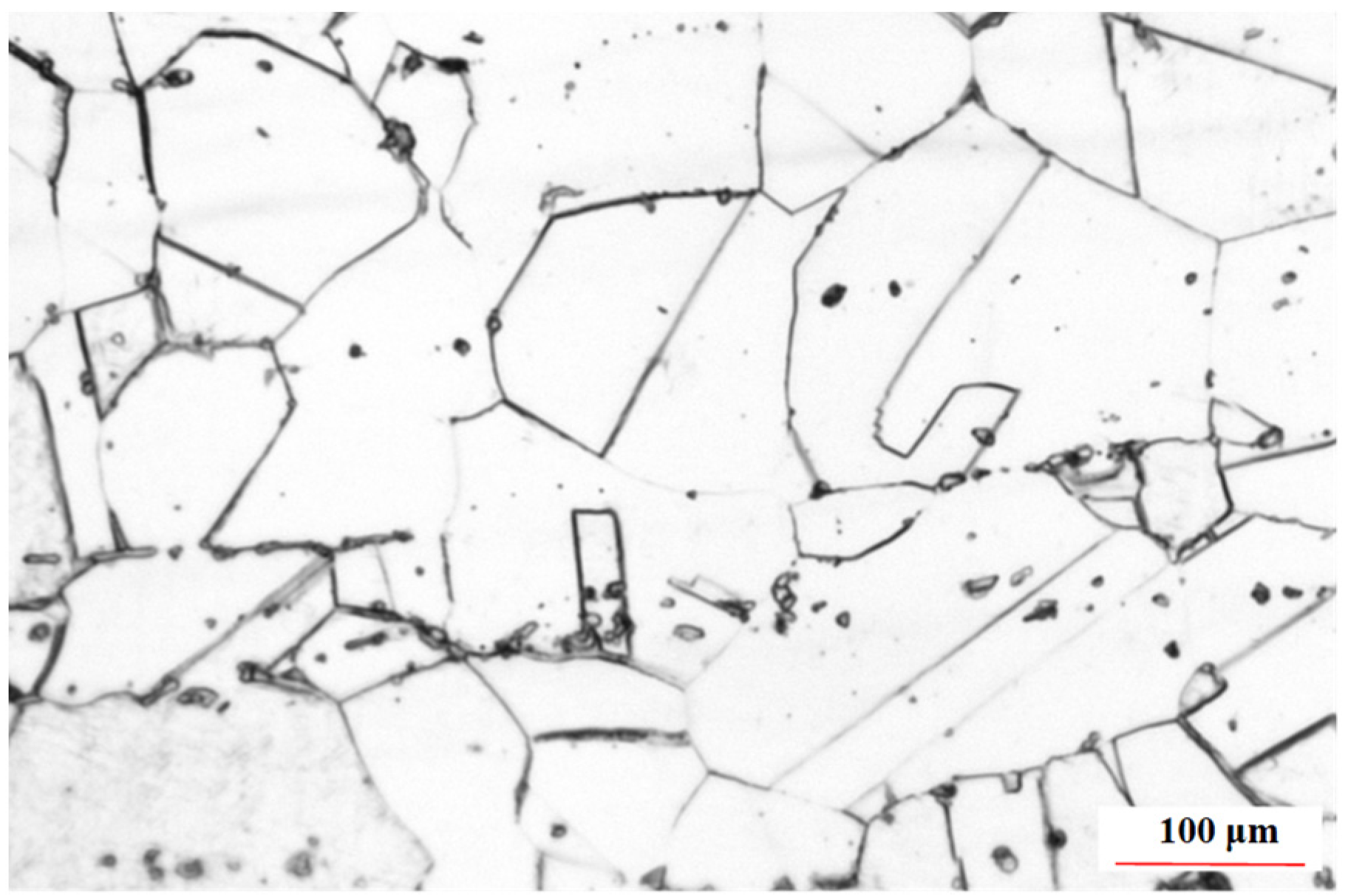
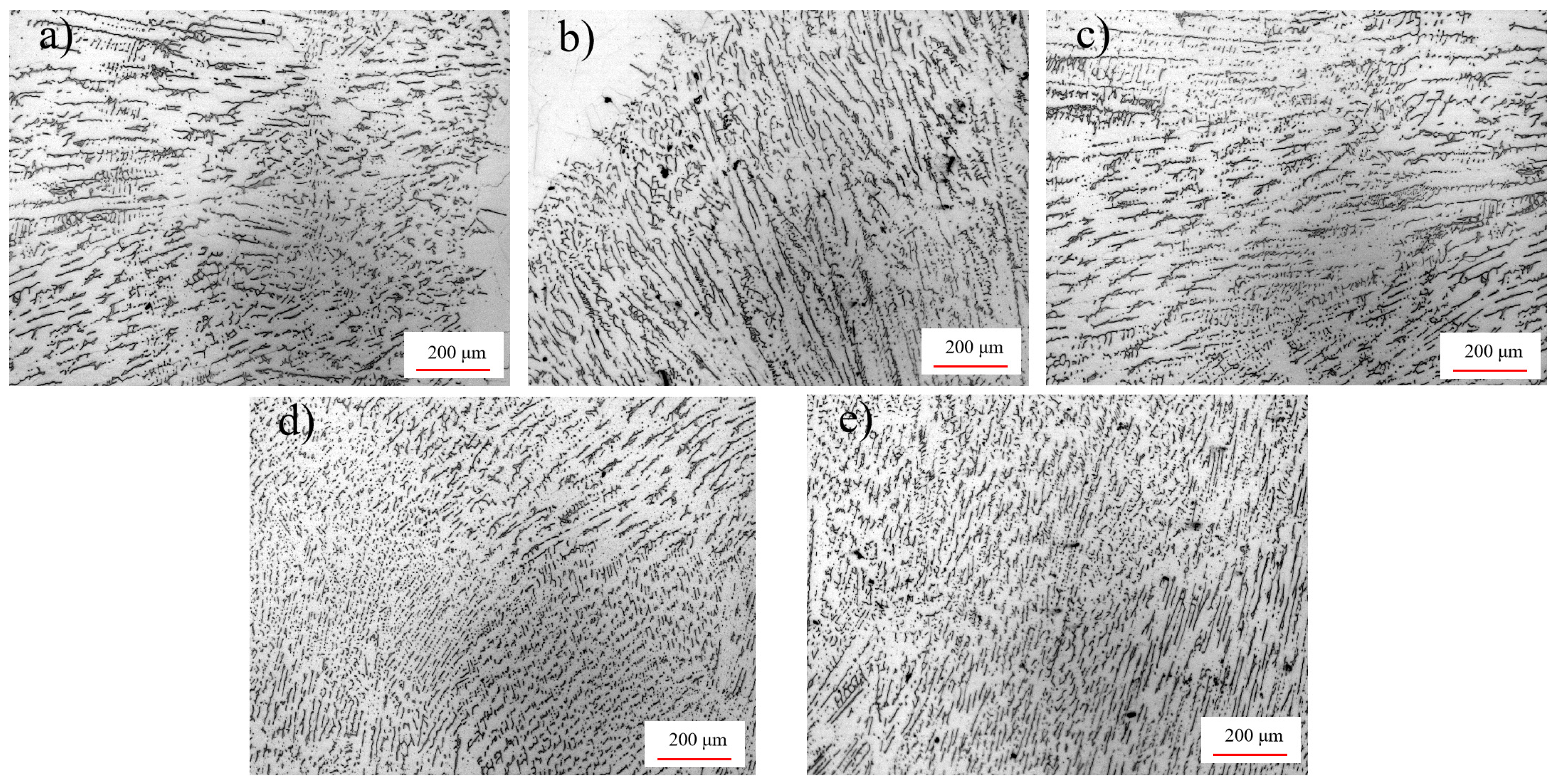
3.1. Microstructure Analysis
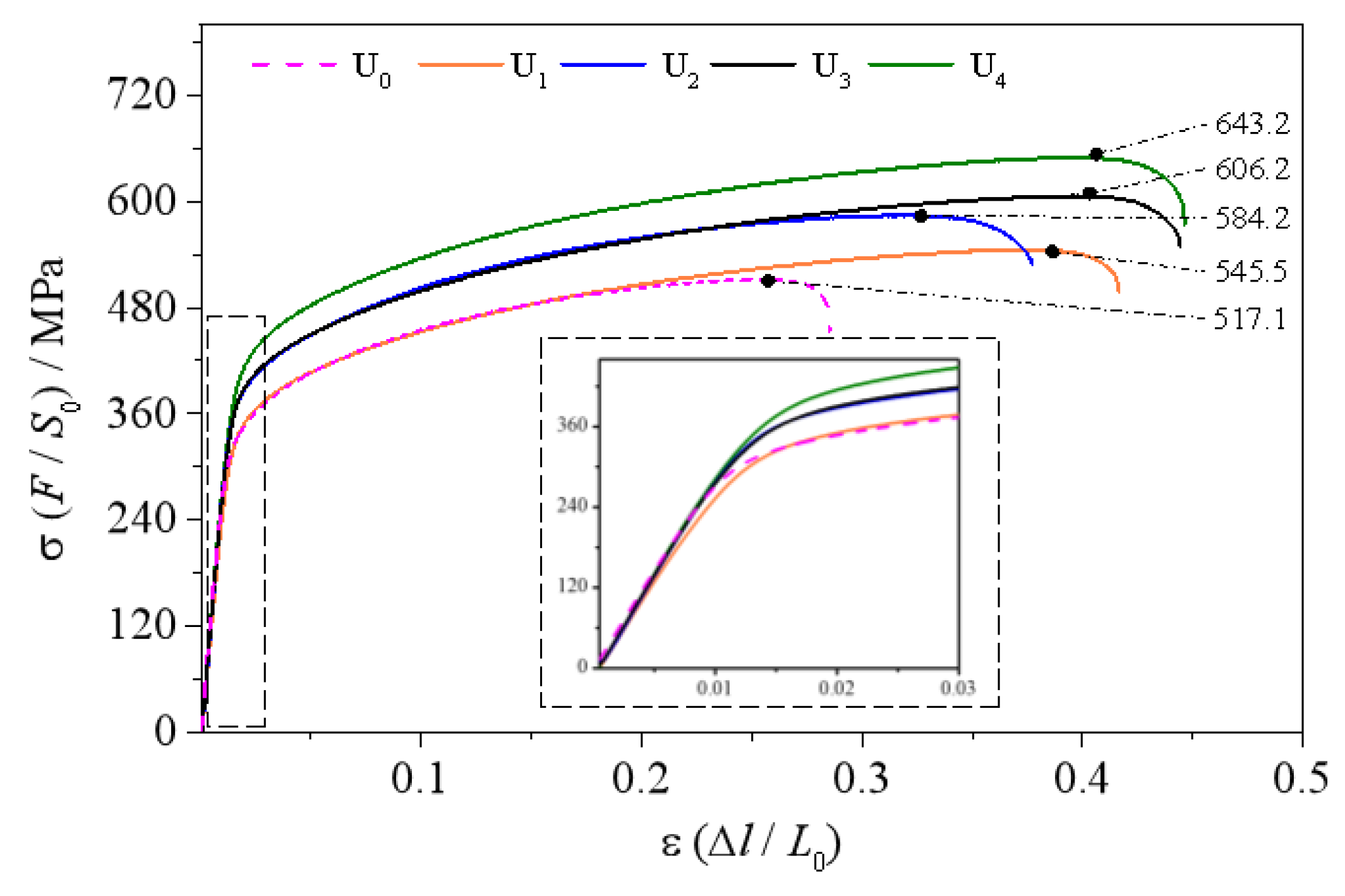
3.2. Tensility
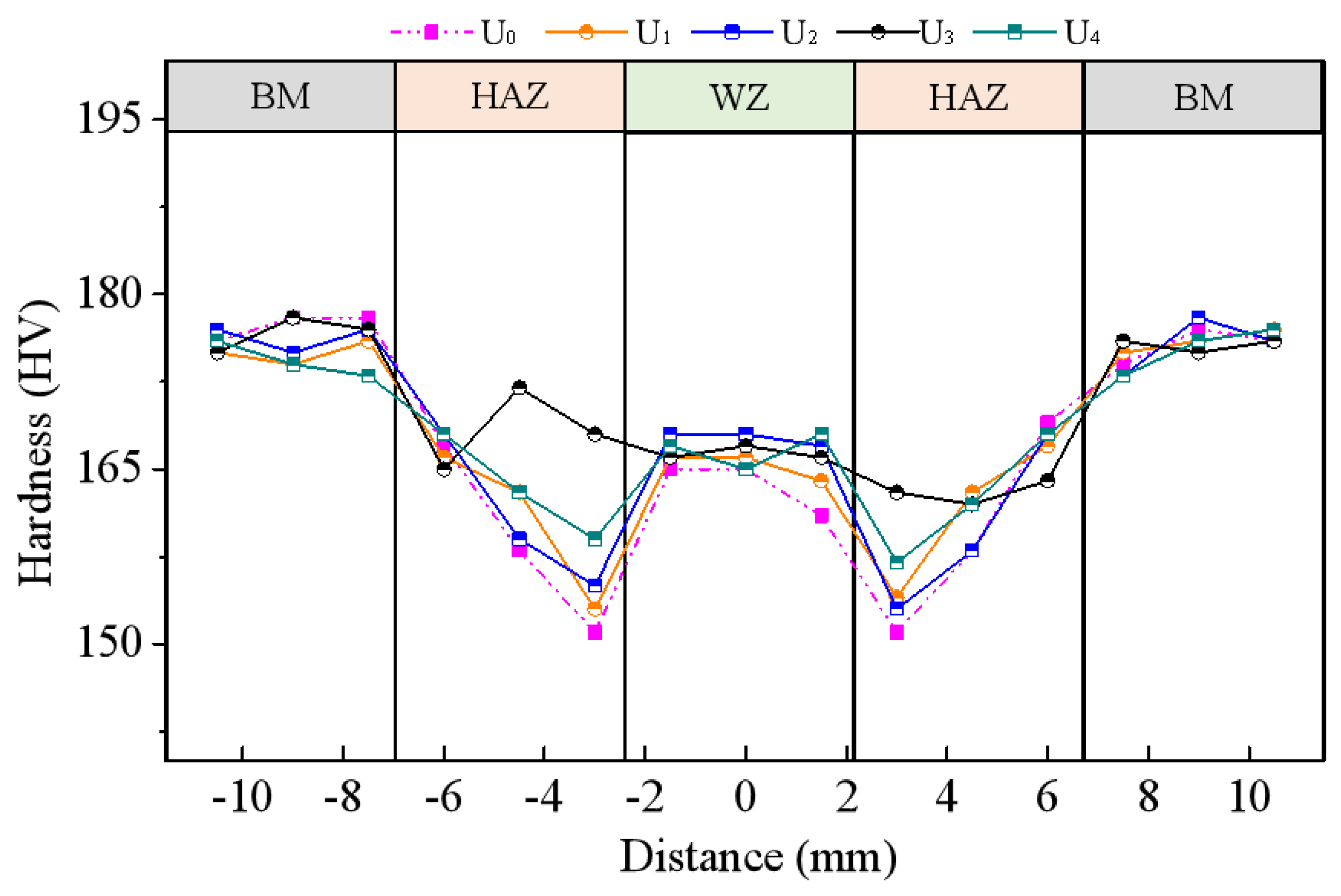
3.3. Hardness
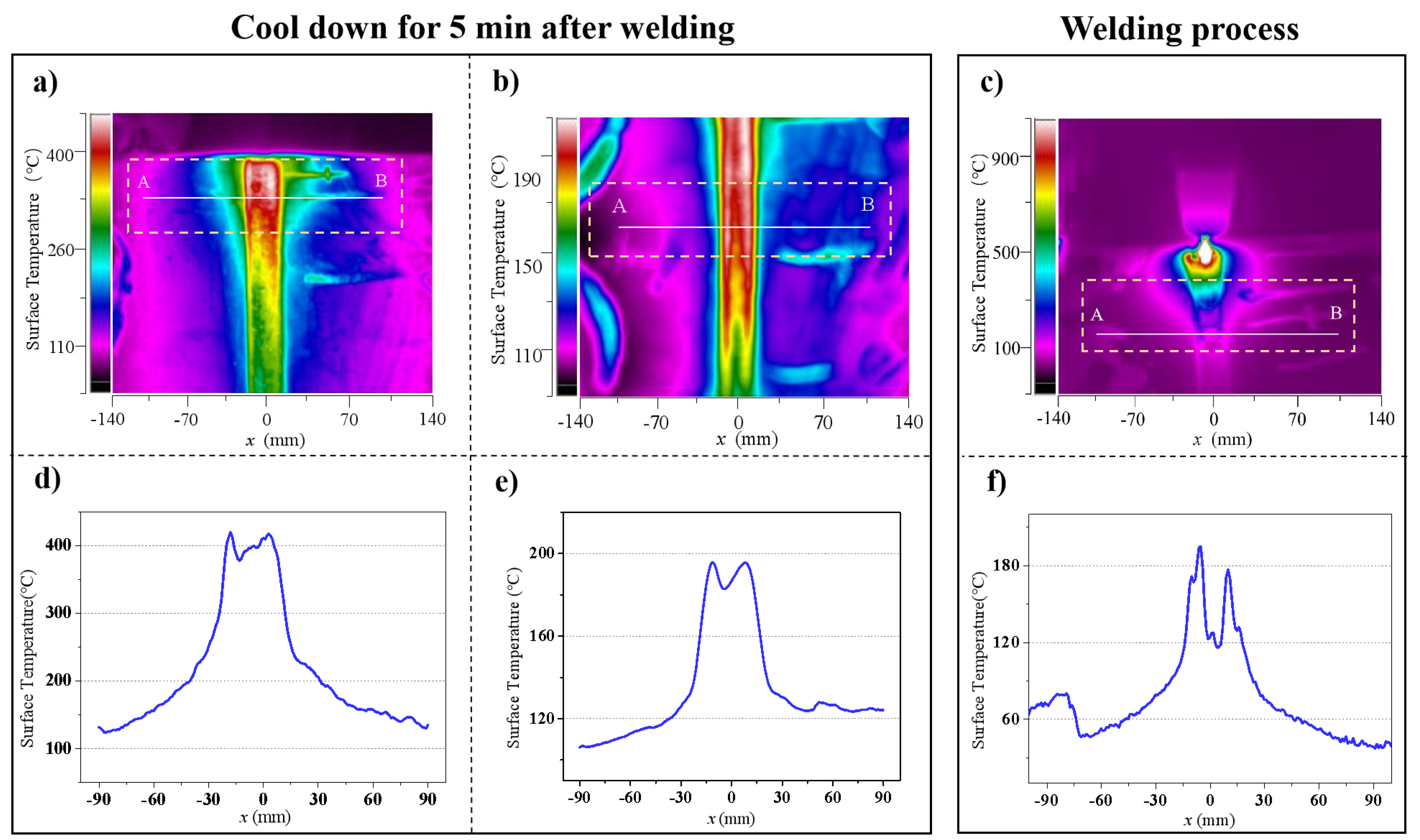
3.4. Temperature Field
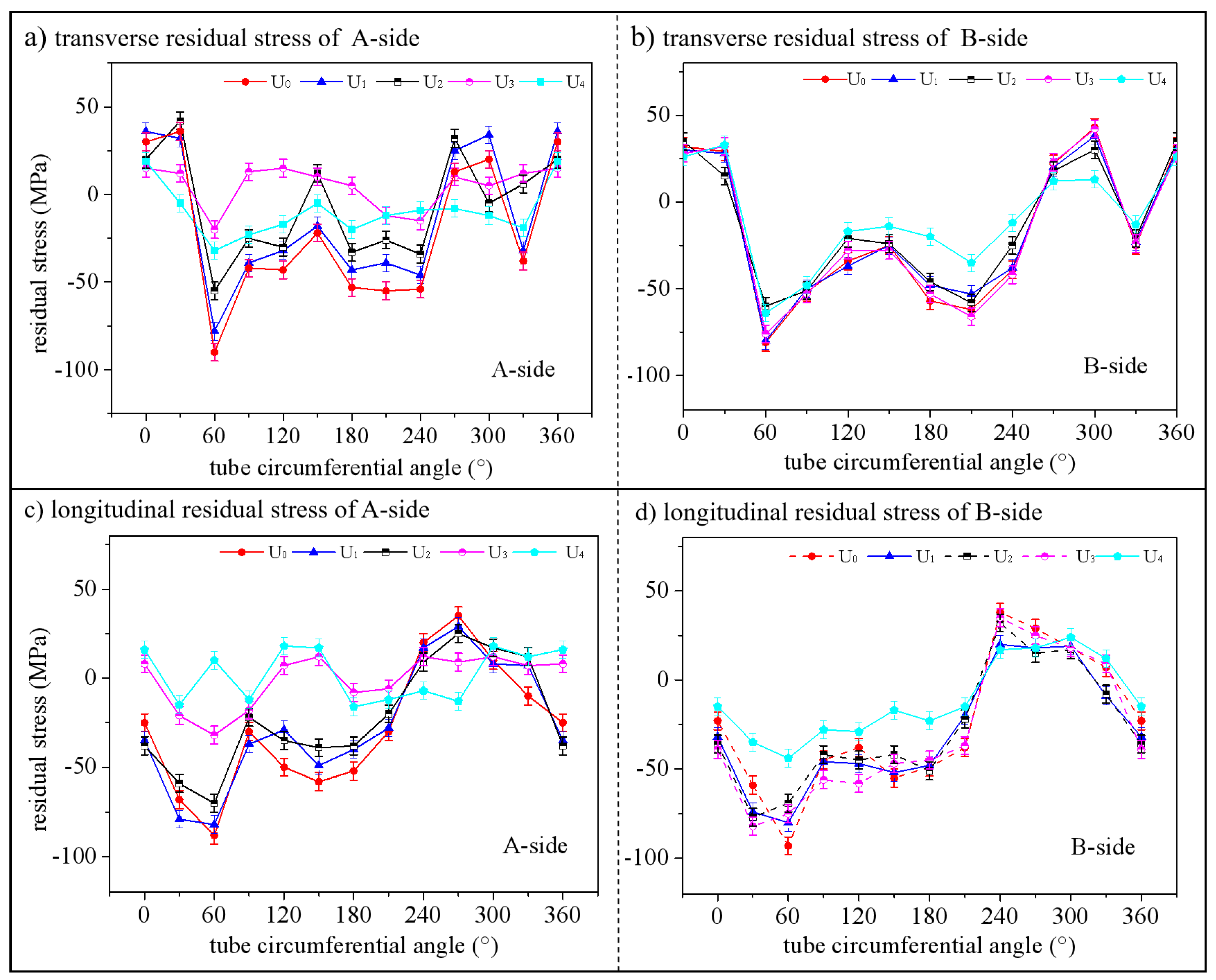
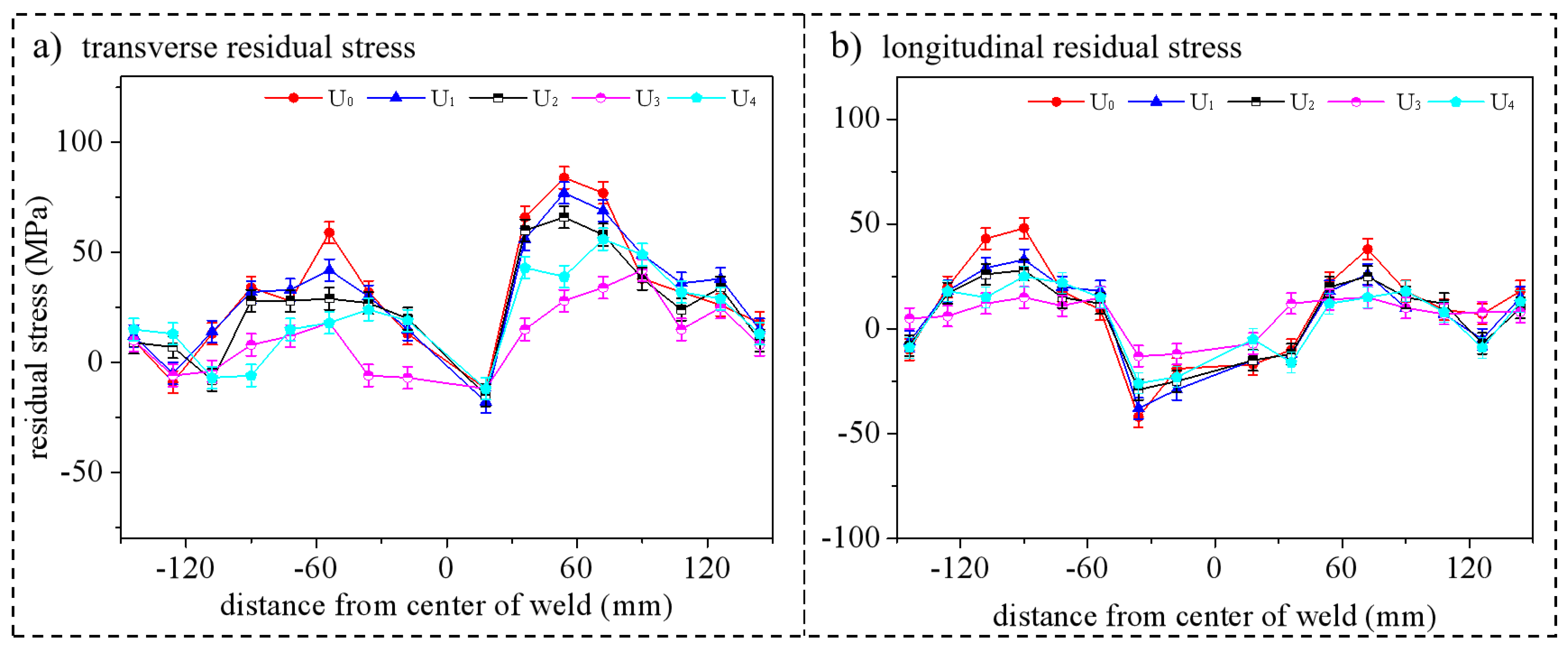
3.5. Residual Stress
4. Conclusions
- (1)
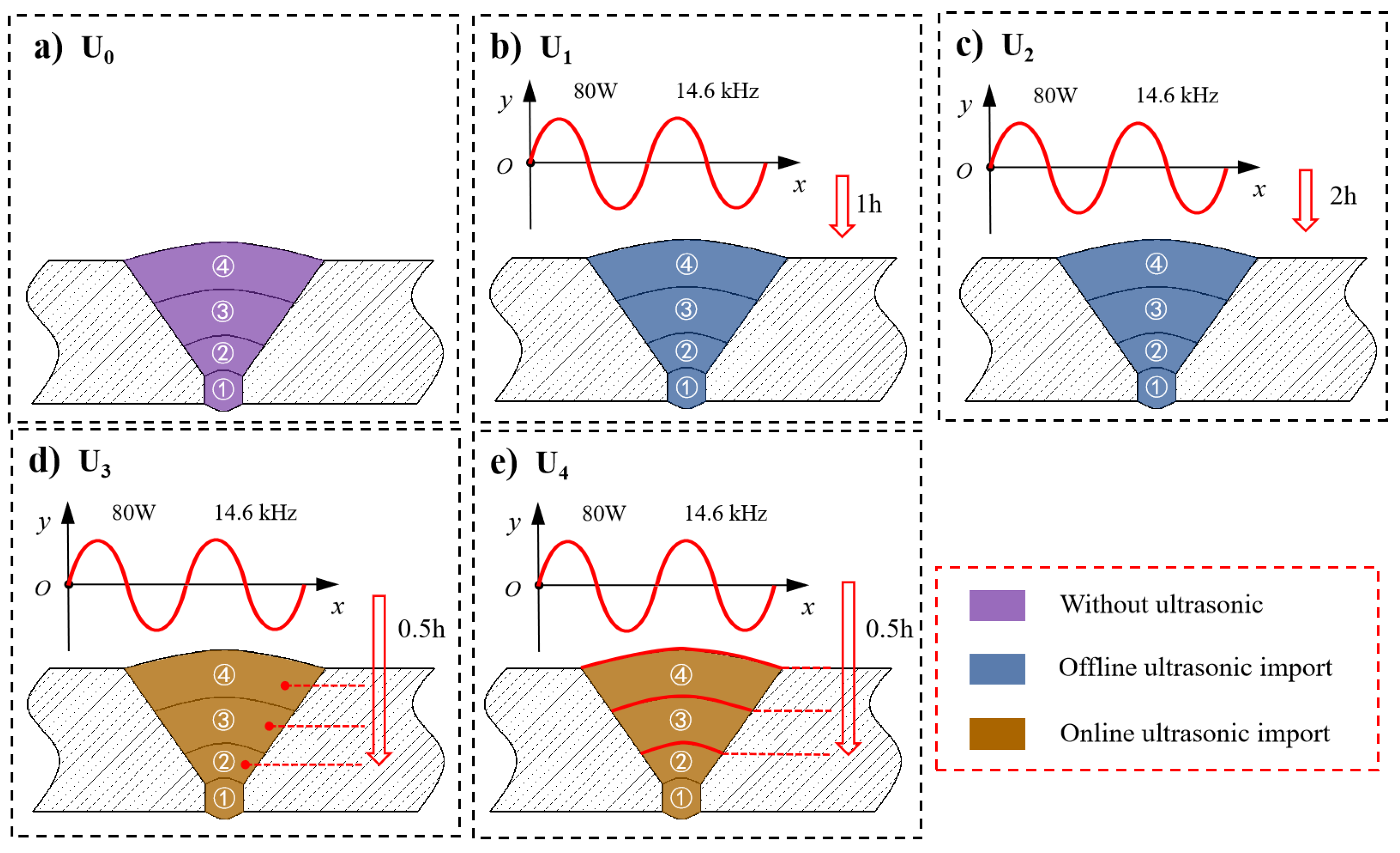
- Through the acoustic flow effect and ultrasonic cavitation effect, the use of ultrasonic waves for online regulation transformed the columnar crystals in the weld fusion zone into equiaxed fine crystals, increased the initial ferrite dendrites in the melting zone, generally refined the grains and improved the stress condition. However, in the use of ultrasonic waves for offline regulation, the internal stress brought by ultrasonic wave propagation stimulated the dislocation source action in the grains, resulting in slip and then elastic deformation release and stress relief. In general, the stress-relieving effect of online regulation was much better than that of offline regulation. In addition, the regulation effect of high-energy ultrasound in the near-field region was significantly better than that in the far-field region but became basically zero in the area beyond 120 mm.
- (2)
- Compared with the unregulated material, the introduction of ultrasonic waves into the online (mid-welding and post-welding hot) regulation obtained better tensile strength and elongation, which could increase by more than 80% and more than 17%, respectively. Moroever, the best grain refinement effect was obtained by online ultrasonic regulation, and a higher material surface hardness was also achieved by the grain boundary strengthening effect.
- (3)
- The two modes of online ultrasonic regulation (mid-welding regulation and post-welding hot regulation) could effectively improve the HAZ hardness of the welded material by 9.6% and 4.6%, respectively, compared with that of the untreated group. However, the offline regulation had no effect on hardness.
- (4)
- During online ultrasonic regulation, the “stirring” effect of the sound field could speed up heat exchange and radiation. When the mid-welding regulation was applied, the temperature gradient in the near-sound-field region was smaller than that in the far-field region due to the superposition of the welding heat field and ultrasonic field and the formation of a local high-temperature area. When the post-welding regulation was applied, the temperature gradient in the near-sound-field region was larger than that in the far-field region.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Otero, E.; Bastidas, J.M.; Lopez, V. Analysis of a premature failure of welded AISI 316L stainless steel pipes originated by microbial induced corrosion. Mater. Corros.-Werkst. Und Korros. 1997, 48, 447–454. [Google Scholar] [CrossRef]
- Kannan, A.R.; Sankarapandian, S.; Pramod, R.; Shanmugam, N.S. Experimental and numerical studies on the influence of formability of AISI 316L tailor-welded blanks at different weld line orientations. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–26. [Google Scholar] [CrossRef]
- Chen, Z.H.; Wang, P.; Wang, H.H.; Xiong, Z.L. Thermo-mechanical analysis of the repair welding residual stress of AISI 316L pipeline for ECA. Int. J. Press. Vessel. Pip. 2021, 194, 104469. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.C.; Li, H.G. Cold bending effect on residual stress, microstructure and mechanical properties of Type 316L stainless steel welded joint. Eng. Fail. Anal. 2020, 117, 104825. [Google Scholar] [CrossRef]
- Xu, J.J.; Chen, C.M.; Lei, T.; Wang, W.B.; Rong, Y.M. Inhomogeneous thermal-mechanical analysis of 316L butt joint in laser welding. Opt. Laser Technol. 2019, 115, 71–80. [Google Scholar] [CrossRef]
- Saha, D.; Pal, S. Microstructure and Work Hardening Behavior of Micro-plasma Arc Welded AISI 316L Sheet Joint. J. Mater. Eng. Perform. 2019, 28, 2588–2599. [Google Scholar] [CrossRef]
- Chen, L.; Mi, G.Y.; Zhang, X.; Wang, C.M. Numerical and experimental investigation on microstructure and residual stress of multi-pass hybrid laser-arc welded 316L steel. Mater. Des. 2019, 168, 107653. [Google Scholar] [CrossRef]
- Tang, Z.X.; Jing, H.Y.; Xu, L.Y.; Zhao, L.; Han, Y.D.; Xiao, B.; Zhang, Y.; Li, H.Z. Creep-fatigue crack growth behavior of G115 steel under different hold time conditions. Int. J. Fatigue 2018, 116, 572–583. [Google Scholar] [CrossRef]
- Sriba, A.; Vogt, J.B.; Amara, S.E. Microstructure, Micro-hardness and Impact Toughness of Welded Austenitic Stainless Steel 316L. Trans. Indian Inst. Met. 2018, 71, 2303–2314. [Google Scholar] [CrossRef]
- Dadfar, M.; Fathi, M.H.; Karimzadeh, F.; Dadfar, M.R.; Saatchi, A. Effect of TIG welding on corrosion behavior of 316L stainless steel. Mater. Lett. 2007, 61, 2343–2346. [Google Scholar] [CrossRef]
- Tabatabaeian, A.; Ghasemi, A.R.; Shokrieh, M.M.; Marzbanrad, B.; Baraheni, M.; Fotouhi, M. Residual Stress in Engineering Materials: A Review. Adv. Eng. Mater. 2022, 24, 2100786. [Google Scholar] [CrossRef]
- Jiang, W.C.; Xie, X.F.; Wang, T.J.; Zhang, X.C.; Tu, S.T.; Wang, J.G.; Zhao, X. Fatigue life prediction of 316L stainless steel weld joint including the role of residual stress and its evolution: Experimental and modelling. Int. J. Fatigue 2021, 143, 105997. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Jiang, W.C.; Tu, S.T.; Zhang, X.C.; Ye, Y.J. Creep crack growth behavior analysis of the 9Cr-1Mo steel by a modified creep-damage model. Mater. Sci. Eng. a-Struct. Mater. Prop. Microstruct. Process. 2017, 708, 68–76. [Google Scholar] [CrossRef]
- Vidyarthy, R.S.; Kulkarni, A.; Dwivedi, D.K. Study of microstructure and mechanical property relationships of A-TIG welded P91-316L dissimilar steel joint. Mater. Sci. Eng. a-Struct. Mater. Prop. Microstruct. Process. 2017, 695, 249–257. [Google Scholar] [CrossRef]
- Rong, Y.M.; Huang, Y.; Zhang, G.J.; Mi, G.Y.; Shao, W.J. Laser beam welding of 316L T-joint: Microstructure, microhardness, distortion, and residual stress. Int. J. Adv. Manuf. Technol. 2017, 90, 2263–2270. [Google Scholar] [CrossRef]
- Zhou, L.; Zhou, W.L.; Huang, Y.X.; Feng, J.C. Interface behavior and mechanical properties of 316L stainless steel filling friction stir welded joints. Int. J. Adv. Manuf. Technol. 2015, 81, 577–583. [Google Scholar] [CrossRef]
- Dontu, O.; Moreno, J.L.O.; Ciobanu, R.; Branzei, M.; Besnea, D. Study on laser welding of AISI 316L austenitic stainless steel. J. Optoelectron. Adv. Mater. 2015, 17, 1444–1449. [Google Scholar]
- Zhang, H.; Shi, Y.; Kutsuna, M.; Xu, G.J. Laser cladding of Colmonoy 6 powder on AISI316L austenitic stainless steel. Nucl. Eng. Des. 2010, 240, 2691–2696. [Google Scholar] [CrossRef]
- Jiang, W.C.; Gong, J.M.; Tu, S.D.; Fan, Q.S. A comparison of brazed residual stress in plate-fin structure made of different stainless steel. Mater. Des. 2009, 30, 23–27. [Google Scholar] [CrossRef]
- Chen, J.F.; Chu, J.Y.; Jiang, W.C.; Yao, B.; Zhou, F.; Wang, Z.B.; Zhao, P.C. Experimental and Numerical Simulation to Study the Reduction of Welding Residual Stress by Ultrasonic Impact Treatment. Materials 2020, 13, 837. [Google Scholar] [CrossRef]
- Wu, Y.F.; Zhan, X.H.; Yu, H.S.; Peng, X.S.; Xia, P.Y. FE analysis of the residual stresses for the laser welded T-joint of Al-Li alloy under service loads. Mater. Res. Express 2019, 6, 096515. [Google Scholar] [CrossRef]
- Xiu, L.; Wu, J.F.; Liu, Z.H.; Ma, J.G.; Ji, H.B.; Zhang, Z.R. Application of vibration stress relief in CFETR vacuum vessel welding. Fusion Eng. Des. 2021, 171, 112561. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Yu, L.; Shang, X.F.; Zhao, S. Residual stress relief of welded aluminum alloy plate using ultrasonic vibration. Ultrasonics 2020, 107, 106164. [Google Scholar] [CrossRef] [PubMed]
- Yonezawa, T.; Shimanuki, H.; Mori, T. Influence of cyclic loading on the relaxation behavior of compressive residual stress induced by UIT. Weld. World 2020, 64, 171–178. [Google Scholar] [CrossRef]
- Gu, B.P.; Wang, P.; Hu, X.; Zhou, H.; Zhou, Y.; Xu, G.H.; Lai, J.T.; Yang, Z.S.; Huang, M.; Wu, C.Y. High Frequency Vibration Weld Conditioning of 304 Stainless Steel Subjected to a Simulative Environment of Laser Welding. Lasers Eng. 2020, 45, 367–380. [Google Scholar]
- de Moraes, A.G.; Clarke, T.G.R.; Diehl, I.L. Quantification of CTOD fracture toughness in welded joints to evaluate the efficacy of vibration stress relief compared to thermal stress relief. Mater. Res.-Ibero-Am. J. Mater. 2020, 23. [Google Scholar] [CrossRef]
- Liang, M.T.; Liu, S.J.; Song, L.L.; Zhao, Y.Y. Effect of simulated stress-relieving heat treatment on microstructure and tensile properties of CLAM steel. Fusion Eng. Des. 2019, 148, 111287. [Google Scholar] [CrossRef]
- Hsueh, C.H.; De Jonghe, L.C.; Lee, C.S. Modeling of thermal stresses in joining two layers with multi- and graded interlayers. J. Am. Ceram. Soc. 2006, 89, 251–257. [Google Scholar] [CrossRef]
- Langenecker, B. Work-softening of metal crystals by alternating the rate of glide strain. Acta Metall. 1961, 9, 937–940. [Google Scholar] [CrossRef]
- Shalvandi, M.; Hojjat, Y.; Abdullah, A.; Asadi, H. Influence of ultrasonic stress relief on stainless steel 316 specimens: A comparison with thermal stress relief. Mater. Des. 2013, 46, 713–723. [Google Scholar] [CrossRef]
- Lesyk, D.A.; Soyama, H.; Mordyuk, B.N.; Dzhemelinskyi, V.V.; Martinez, S.; Khripta, N.I.; Lamikiz, A. Mechanical Surface Treatments of AISI 304 Stainless Steel: Effects on Surface Microrelief, Residual Stress, and Microstructure. J. Mater. Eng. Perform. 2019, 28, 5307–5322. [Google Scholar] [CrossRef]
- Dehnavi, M.R.; Niroumand, B.; Ashrafizadeh, F.; Rohatgi, P.K. Effects of continuous and discontinuous ultrasonic treatments on mechanical properties and microstructural characteristics of cast Al413-SiCnp nanocomposite. Mater. Sci. Eng. a-Struct. Mater. Prop. Microstruct. Process. 2014, 617, 73–83. [Google Scholar] [CrossRef]
- Cui, Y.; Xu, C.L.; Han, Q. Effect of ultrasonic vibration on unmixed zone formation. Scr. Mater. 2006, 55, 975–978. [Google Scholar] [CrossRef]
- Zhu, Q.; Lei, Y.C.; Wang, Y.; Wei, H.; Xiao, B.; Ye, Y.M. Effects of arc-ultrasonic on pores distribution and tensile property in TIG welding joints of MGH956 alloy. Fusion Eng. Des. 2014, 89, 2964–2970. [Google Scholar] [CrossRef]
- Kuijpers, M.W.A. Cavitation-induced reactions in high-pressure carbon dioxide. Science 2002, 298, 1969–1971. [Google Scholar] [CrossRef]
- Suslick, K.S. Applications of Ultrasound to Materials Chemistry. MRS Bull. 1995, 29, 295–326. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, C.; Lu, H.; Chen, J. Research status and future perspectives on ultrasonic arc welding technique. J. Manuf. Processes 2020, 58, 936–954. [Google Scholar] [CrossRef]
- Tzanakis, I.; Xu, W.W.; Eskin, D.G.; Lee, P.D.; Kotsovinos, N. In situ observation and analysis of ultrasonic capillary effect in molten aluminium. Ultrason.-Sonochemistry 2015, 27, 72–80. [Google Scholar] [CrossRef]
- Kashyap, B.P.; Tangri, K. On the Hall-Petch relationship and substructural evolution in type 316L stainless steel. Acta Metall. Mater. 1995, 43, 3971–3981. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Cr | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Base material | 0.025 | 1.19 | 0.64 | 0.011 | 0.015 | 17.13 | 12.57 | 2.12 | Bal. |
| Welding wire | 0.025 | 1.91 | 0.42 | - | - | 19.10 | 12.58 | 2.57 | Bal. |
| Weld Bead | DC/Pulse | Current (A) | Voltage (V) | Welding Speed (m/min) | Swing Type | Swing Parameter |
|---|---|---|---|---|---|---|
| 1 | DC | 130 | 40 | 0.06 | — | — |
| 2 | Pulse | 145 | 40 | 0.054 | Triangular | 1.2 mm |
| 3 | Pulse | 145 | 40 | 0.054 | Triangular | 1.2 mm |
| 4 | Pulse | 150 | 40 | 0.054 | Triangular | 1.2 mm |
| Parameters | Value |
|---|---|
| Ultrasonic frequency (kHz) | 14.6 |
| Ultrasonic power (W) | 80 |
| Ultrasonic transducer diameter (mm) | 70 |
| Number of ultrasonic transducers | 6 |
| Comparison Group | Max. Force (Fm/KN) | Tensile Strength (Rm/MPa) | Original Gauge Length (Lo/mm) | Final Gauge Length (Lu/mm) | Elongation (A) |
|---|---|---|---|---|---|
| U0 | 77.1 | 517.1 | 70 | 82.99 | 18.56% |
| U1 | 82.42 | 545.5 | 70 | 93.2 | 33.14% |
| U2 | 88.31 | 584.2 | 70 | 89.46 | 27.80% |
| U3 | 91.27 | 606.2 | 70 | 94.95 | 35.64% |
| U4 | 96.86 | 643.2 | 70 | 94.52 | 35.03% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Xu, C.; Li, J.; Lu, J.; Wang, L. A Study on the Ultrasonic Regulation of the Welding Performance and Residual Stress of 316L Stainless Steel Pipes. Materials 2022, 15, 6255. https://doi.org/10.3390/ma15186255
Jiang X, Xu C, Li J, Lu J, Wang L. A Study on the Ultrasonic Regulation of the Welding Performance and Residual Stress of 316L Stainless Steel Pipes. Materials. 2022; 15(18):6255. https://doi.org/10.3390/ma15186255
Chicago/Turabian StyleJiang, Xiaowei, Chunguang Xu, Jingdong Li, Jiangquan Lu, and Lin Wang. 2022. "A Study on the Ultrasonic Regulation of the Welding Performance and Residual Stress of 316L Stainless Steel Pipes" Materials 15, no. 18: 6255. https://doi.org/10.3390/ma15186255
APA StyleJiang, X., Xu, C., Li, J., Lu, J., & Wang, L. (2022). A Study on the Ultrasonic Regulation of the Welding Performance and Residual Stress of 316L Stainless Steel Pipes. Materials, 15(18), 6255. https://doi.org/10.3390/ma15186255