
Effect of Ca and Zr Additions on Microstructure and Mechanical Properties of As-Extruded Mg-3Sn Alloy
Abstract
:1. Introduction
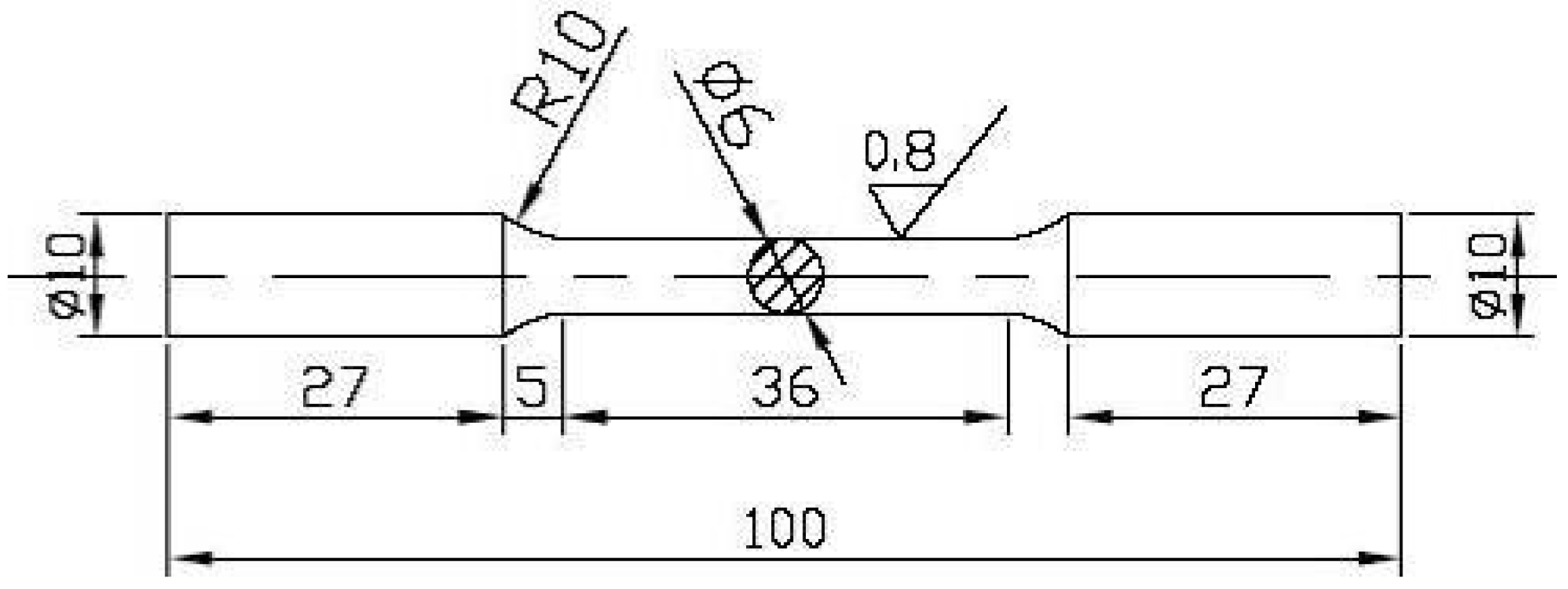
2. Experimental Procedure
3. Results and Analysis
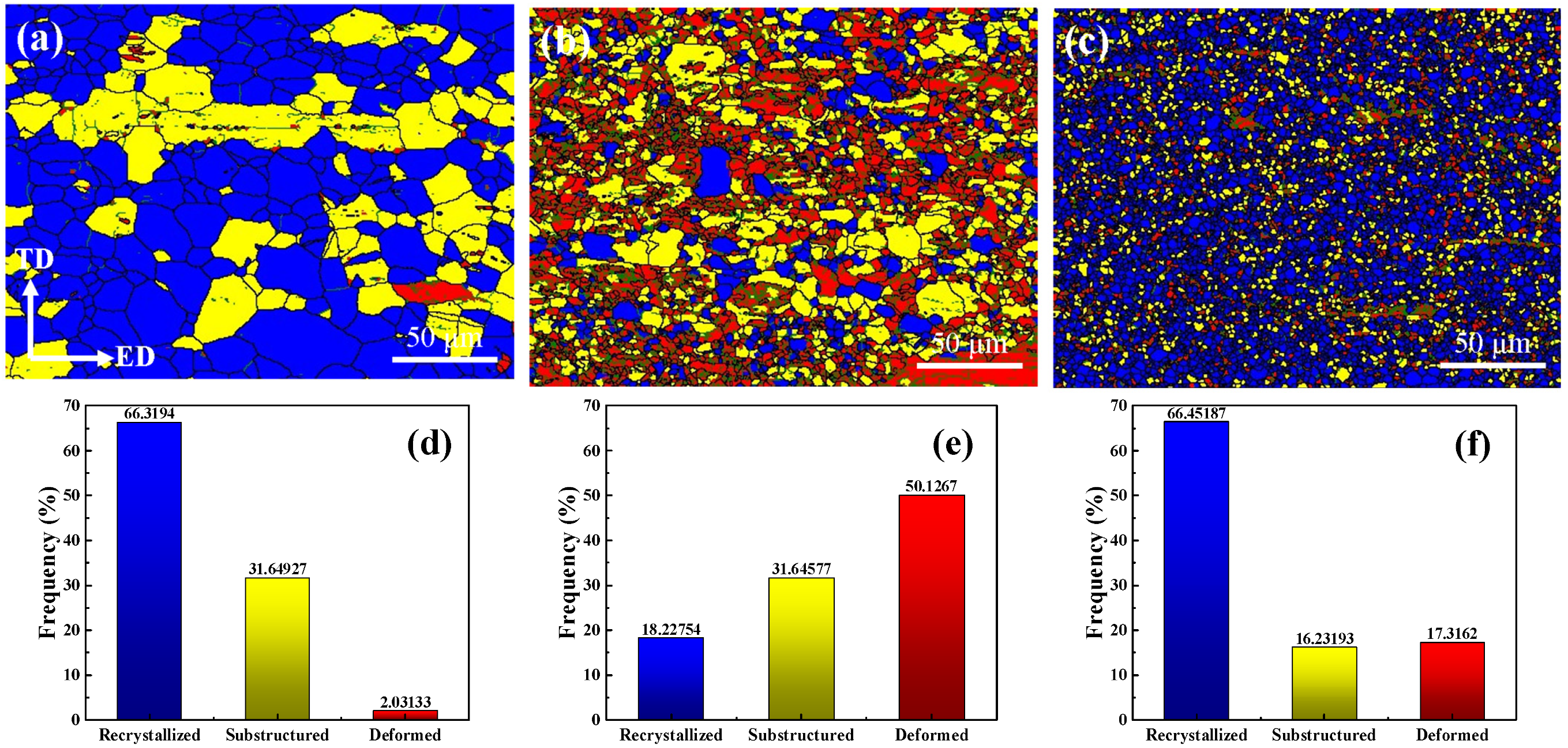
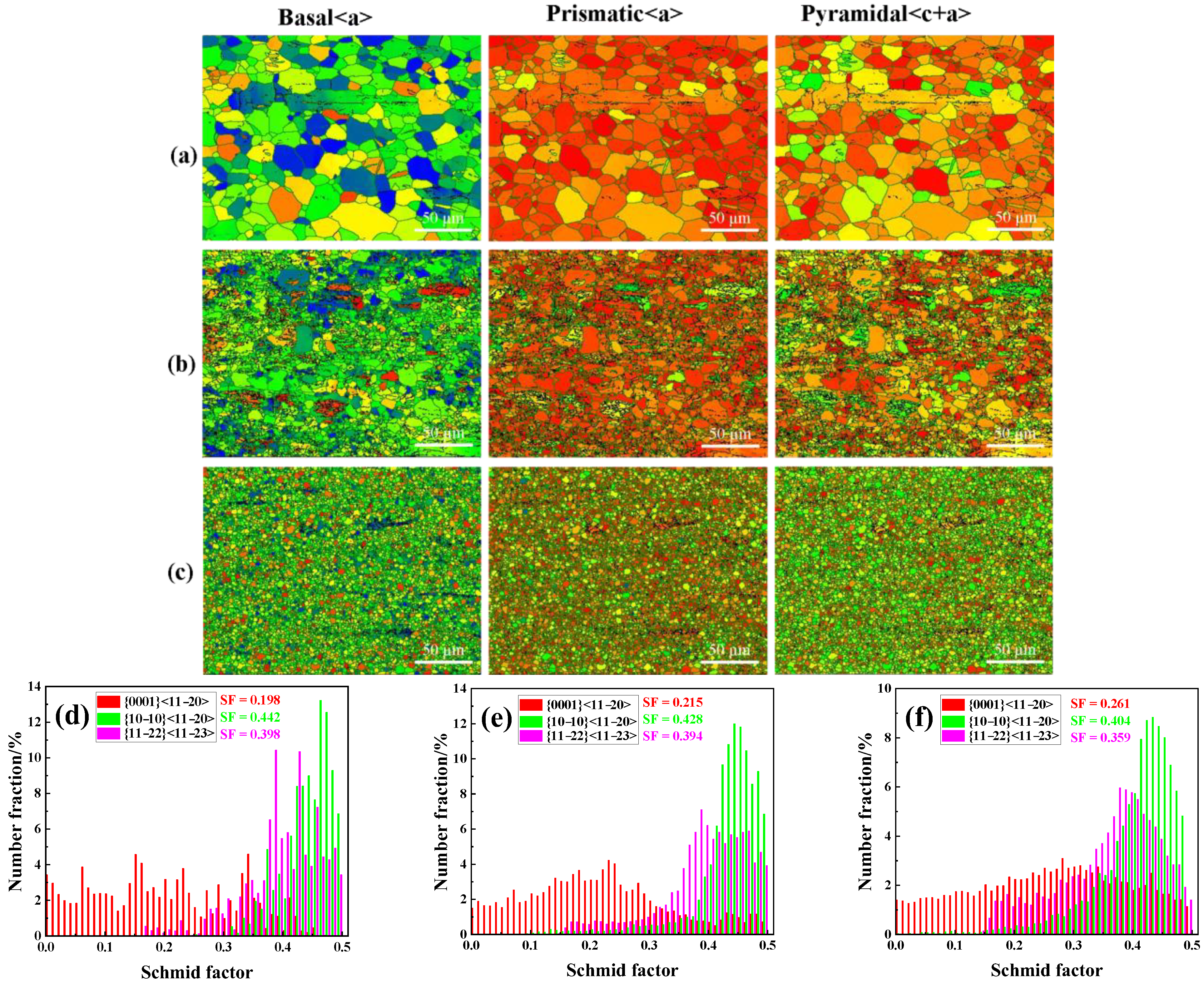
3.1. Microstructure Characteristics of As-Extruded Alloy
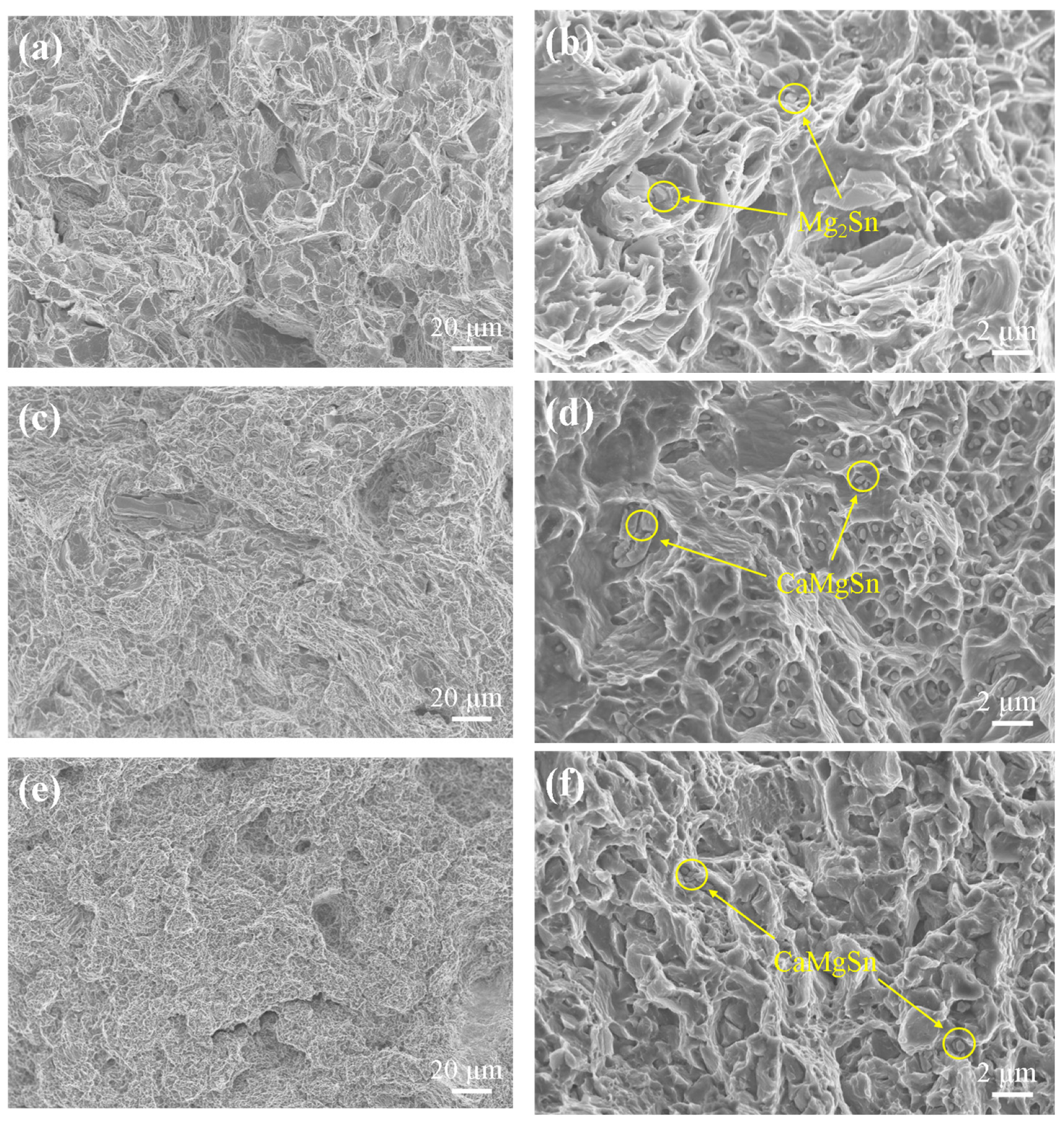
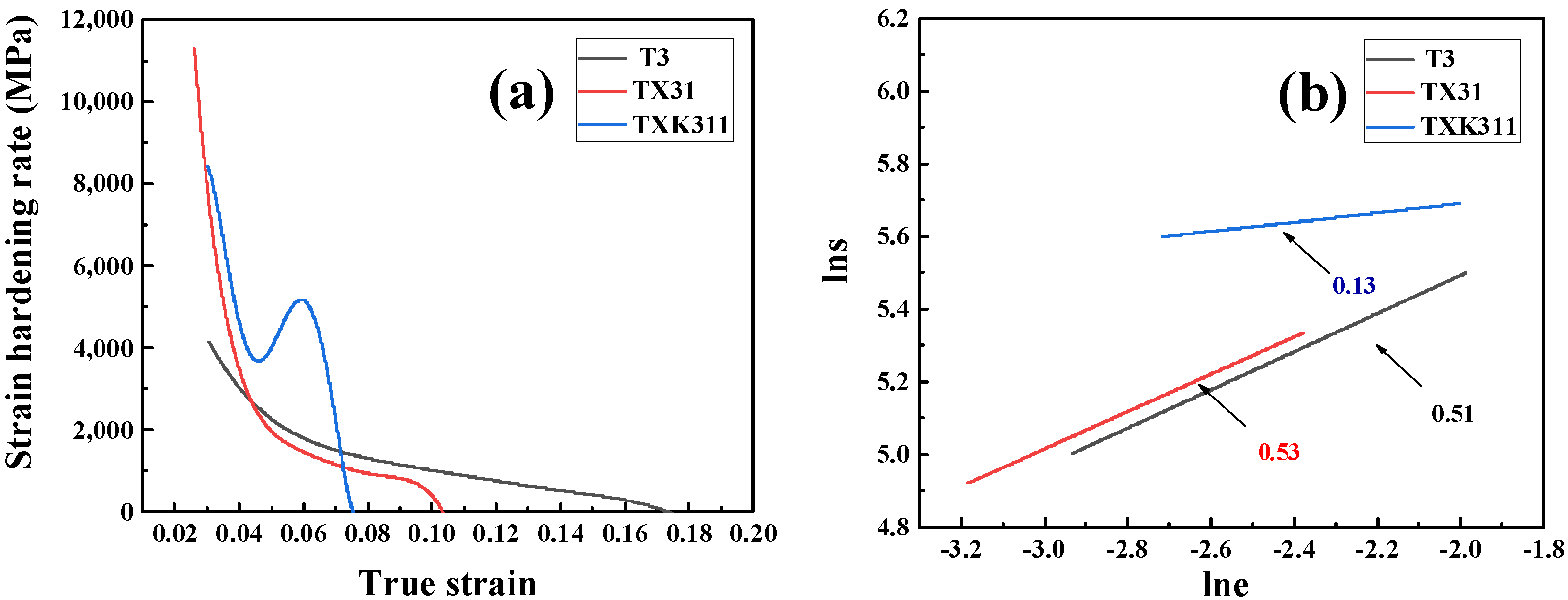
3.2. Mechanical Property Analysis
4. Conclusions
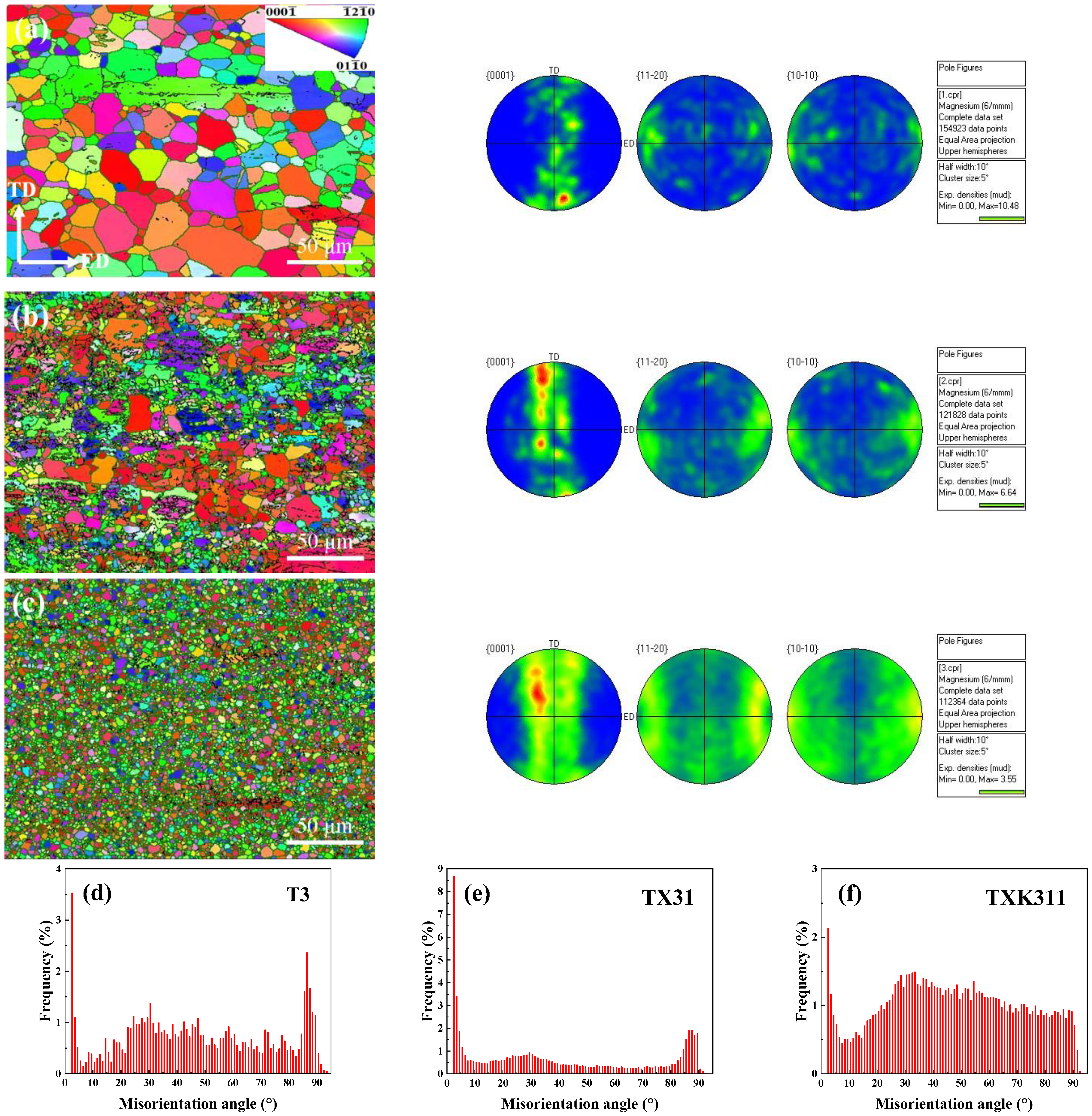
- The addition of 1 wt.% Ca alone and 1 wt.% Ca and 1 wt.% Zr in as-extruded Mg-3Sn alloy will lead to grain refinement, and the average grain size will be finer after composite addition.
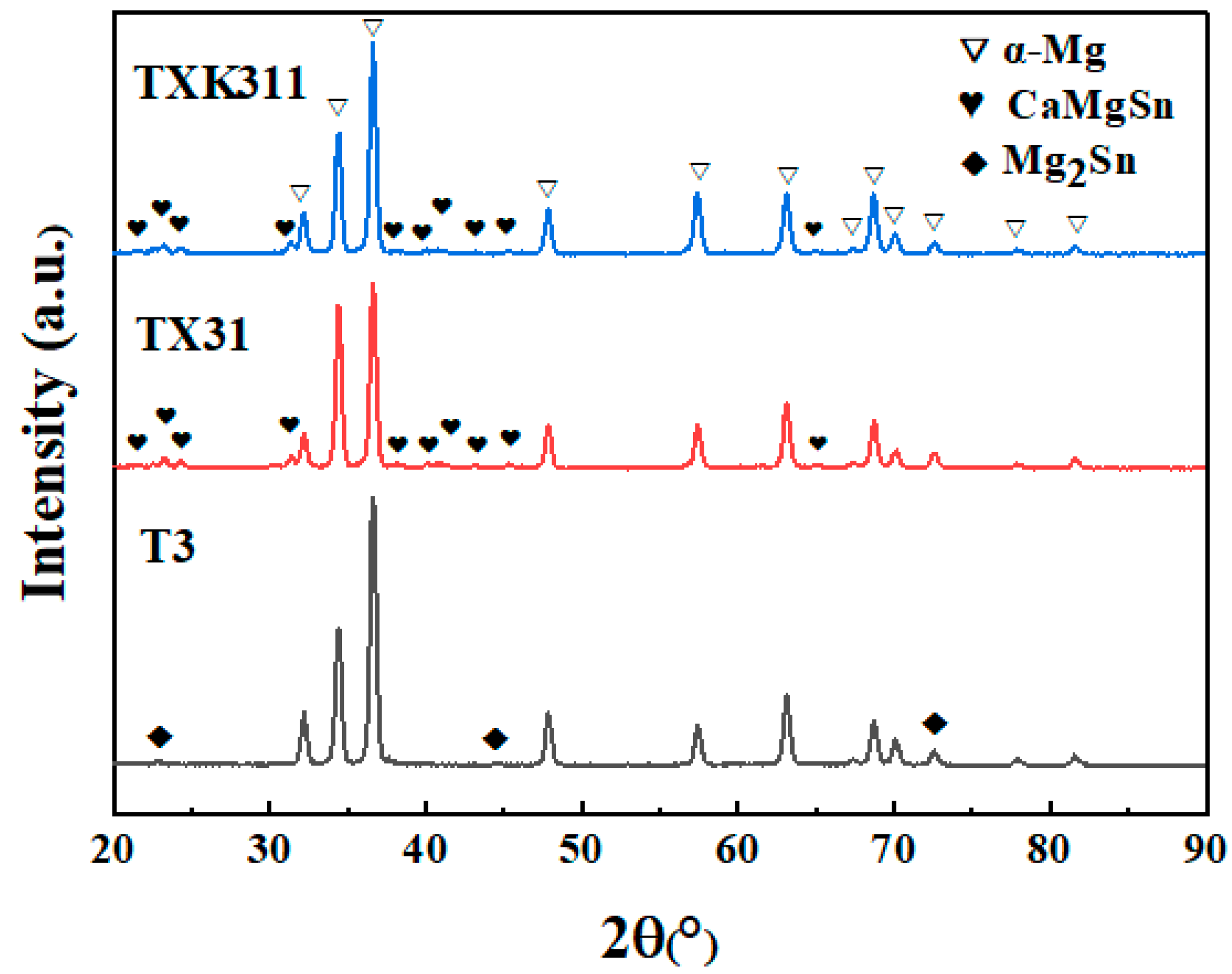
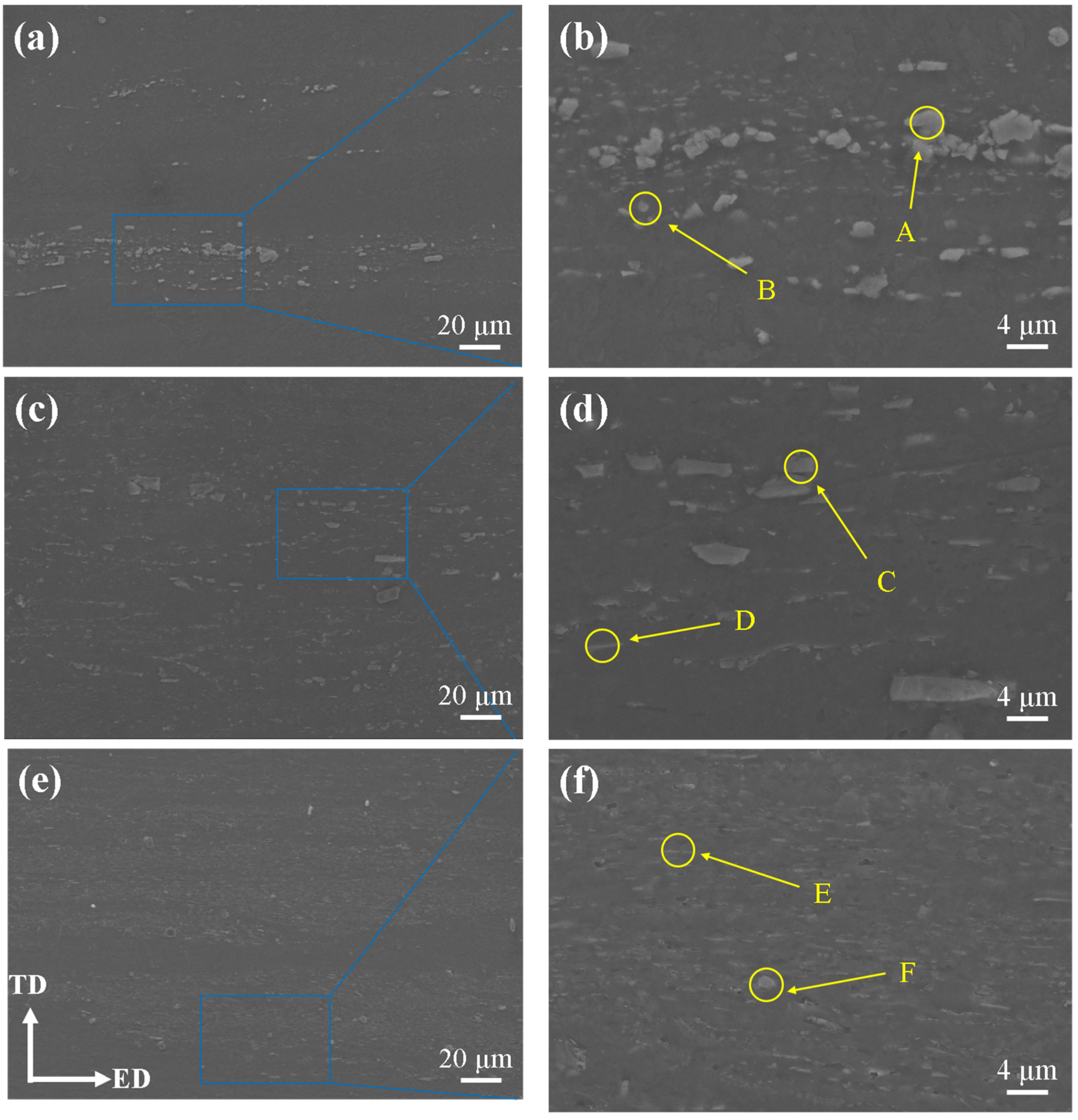
- The addition of Ca makes the second phase of Mg-3Sn-1Ca and Mg-3Sn-1Ca-1Zr alloys change from Mg2Sn phase to CaMgSn phase. The addition of Zr makes the second phase of the alloy disperse and distribute in the grains of the matrix. The texture of Mg-3Sn alloy was weakened by PSN mechanism.
- In Mg-3Sn alloy, Ca elements can inhibit the dynamic recrystallization behavior of the alloy through the pinning effect of grain boundary. In Mg-3Sn-1Ca-1Zr alloy, Zr element can become dispersed particles, provide nucleation points for dynamic recrystallization, and improve nucleation rates.
- The high strength of Mg-3Sn-1Ca-1Zr alloy is due to the synergistic effect of finer grain size and second phase dispersion distribution. The poor mechanical properties of Mg-3Sn-1Ca alloy are caused by the brittle phase CaMgSn with large diameter.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Istrate, B.; Munteanu, C.; Geanta, V.; Baltatu, S.; Focsaneanu, S.; Earar, K. Microstructural analysis of biodegradable Mg-0.9 Ca-1.2 Zr alloy. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Bandung, Indonesia, 26–27 October 2016; IOP Publishing: Bristol, UK, 2016; Volume 147, p. 012033. [Google Scholar]
- Bovand, D.; Abdollah-Pour, H.; Mirzaee, O.; Bagherifard, S. Dry sliding wear and corrosion performance of Mg-Sn-Ti alloys produced by casting and extrusion. Materials 2022, 15, 3533. [Google Scholar] [CrossRef] [PubMed]
- Pan, F.; Jiang, B. Development and Application of Plastic Processing Technologies of Magnesium Alloys. Acta Met. Sin. 2021, 57, 1362–1379. [Google Scholar]
- Chen, X.; Ning, S.; Wang, A.; Le, Q.; Liao, Q.; Jia, Y.; Cheng, C.; Li, X.; Atrens, A.; Yu, F. Microstructure, mechanical properties and corrosion behavior of quasicrystal-reinforced Mg-Zn-Y alloy subjected to dual-frequency ultrasonic field. Corros. Sci. 2020, 163, 108289. [Google Scholar] [CrossRef]
- Zhao, C.; Chen, X.; Pan, F.; Gao, S.; Zhao, D.; Liu, X. Effect of Sn content on strain hardening behavior of as-extruded Mg-Sn alloys. Mater. Sci. Eng. A 2018, 713, 244–252. [Google Scholar] [CrossRef]
- Gibson, M.A.; Fang, X.; Bettles, C.J.; Hutchinson, C.R. The effect of precipitate state on the creep resistance of Mg–Sn alloys. Scr. Mater. 2010, 63, 899–902. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Xu, M.; Fu, H.; Ren, Y.; Pan, F.; Gao, Z.; Zhao, C.; Yang, Q.; She, J.; et al. Enhancing mechanical properties of Mg–Sn alloys by combining addition of Ca and Zn. Mater. Des. 2015, 83, 736–744. [Google Scholar] [CrossRef]
- Cong, M.; Li, Z.; Liu, J.; Miao, X.; Wang, B.; Xi, Q. Effect of Gd on microstructure, mechanical properties and wear behavior of as-cast Mg–5Sn alloy. Russ. J. Non-Ferr. Met. 2016, 57, 445–455. [Google Scholar] [CrossRef]
- Cheng, W.L.; Kim, H.S.; You, B.S.; Koo, B.H.; Park, S.S. Strength and ductility of novel Mg–8Sn–1Al–1Zn alloys extruded at different speeds. Mater. Lett. 2011, 65, 1525–1527. [Google Scholar] [CrossRef]
- Elsayed, F.R.; Sasaki, T.T.; Ohkubo, T.; Takahashi, H.; Xu, S.W.; Kamado, S.; Hono, K. Effect of extrusion conditions on microstructure and mechanical properties of microalloyed Mg–Sn–Al–Zn alloys. Mater. Sci. Eng. A 2013, 588, 318–328. [Google Scholar] [CrossRef]
- Li, F.; Guan, R.; Tie, D.; Liu, C.; Le, Q.; Song, J.; Zeng, X.; Jiang, B. Study on 2035 Development Strategy of China’s advanced magnesium alloy material industry. China Eng. Sci. 2020, 22, 76–83. [Google Scholar] [CrossRef]
- Lesz, S.; Hrapkowicz, B.; Karolus, M.; Gołombek, K. Characteristics of the Mg-Zn-Ca-Gd alloy after mechanical alloying. Materials 2021, 14, 226. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.; Sheng, Y.; Wang, X.; Zhao, X.; Liu, H.; Li, W. Effect of the microstructure and distribution of the second phase on the stress corrosion cracking of biomedical Mg-Zn-Zr-xSr alloys. Materials 2018, 11, 551. [Google Scholar] [CrossRef] [PubMed]
- Wan, Y.J.; Zeng, Y.; Zeng, Q.; Song, B.; Huang, X.F.; Qian, X.Y.; Jiang, B. Simultaneously improved strength and toughness of a Mg–Sn alloy through abundant prismatic lath-shaped precipitates. Mater. Sci. Eng. A 2021, 811, 141087. [Google Scholar] [CrossRef]
- Li, J.; Zhang, A.; Pan, H.; Ren, Y.; Zeng, Z.; Huang, Q.; Yang, C.; Ma, L.; Qin, G. Effect of extrusion speed on microstructure and mechanical properties of the Mg-Ca binary alloy. J. Magnes. Alloy. 2021, 9, 1297–1303. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.; Lu, Y.; Li, X. Microstructure and mechanical properties of as-extruded Mg-Sn-Zn-Ca alloy with different extrusion ratios. Trans. Nonferrous Met. Soc. China 2018, 28, 2190–2198. [Google Scholar] [CrossRef]
- Wu, H.; Cheng, R.; Li, J.; Xie, D.; Song, K.; Pan, H.; Qian, G. Effect of Al content on microstructure and mechanical properties of Mg-Sn-Ca alloy. J. Met. 2020, 56, 1423–1432. [Google Scholar]
- Ren, J.; Guo, E.; Wang, X.; Kang, H.; Chen, Z.; Wang, T. Influence of Alloyed Ga on the Microstructure and Corrosion Properties of As-Cast Mg–5Sn Alloys. Materials 2019, 12, 3686. [Google Scholar] [CrossRef]
- Kim, S.H.; Park, S.H. Underlying mechanisms of drastic reduction in yield asymmetry of extruded Mg-Sn-Zn alloy by Al addition. Mater. Sci. Eng. A 2018, 733, 285–290. [Google Scholar] [CrossRef]
- Zhao, C.; Pan, F.; Pan, H. Microstructure, mechanical and bio-corrosion properties of as-extruded Mg–Sn–Ca alloys. Trans. Nonferrous Met. Soc. China 2016, 26, 1574–1582. [Google Scholar] [CrossRef]
- Kozlov, A.; Ohno, M.; Leil, T.A.; Hort, N.; Kainer, K.U.; Schmid-Fetzer, R. Phase equilibria, thermodynamics and solidification microstructures of Mg–Sn–Ca alloys, Part 2: Prediction of phase formation in Mg-rich Mg–Sn–Ca cast alloys. Intermetallics 2008, 16, 316–321. [Google Scholar] [CrossRef]
- Suresh, K.; Rao, K.P.; Prasad, Y.; Hort, N.; Kainer, K.U. Microstructure and mechanical properties of as-cast Mg–Sn–Ca alloys and effect of alloying elements. Trans. Nonferrous Met. Soc. China 2013, 23, 3604–3610. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, B.; Jiang, B.; Yang, H.; Zhou, G.; Dai, J.; Pan, F. Role of secondary phase in microstructural stability of as-extruded Mg–Sn–Ca at high temperature. Mater. Sci. Technol. 2016, 32, 1818–1825. [Google Scholar] [CrossRef]
- Rokhlin, L.L.; Lukyanova, E.A.; Dobatkina, T.V.; Tarytina, I.E.; Korol’kova, I.G. Mechanical Properties of Mg–Dy–Sm–Zr Magnesium Alloys. Russ. Metall. 2018, 2018, 619–624. [Google Scholar] [CrossRef]
- Sadeddin, O.; Moazami-Goudarzi, M.; Nayyeri, M.J. Effect of Hot Extrusion on Microstructure and Mechanical Properties of Mg–5Sn–xZr Alloys. Met. Mater. Int. 2021, 27, 4996–5007. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Fan, G.H.; Li, X.W.; Tang, G.Z.; Geng, L.; Kamado, S. Microstructure and mechanical properties of extruded Mg–Gd–Y–Zn alloy with Mn or Zr addition. J. Mater. Sci. 2019, 54, 10473–10488. [Google Scholar] [CrossRef]
- Liu, S.; Li, W.; Su, Y.; Fang, D.; Cai, k. Effect of Zr on Microstructure and mechanical properties of AZ91 magnesium alloy. Cast. Equip. Process 2019, 6, 29–32. [Google Scholar]
- Wang, C.; Guo, S.; Zeng, L.; Zheng, D.; Xu, J.; Yang, M.; Liang, T. Effects of second phases on microstructure, microhardness, and corrosion behavior of Mg-3Sn-(1Ca) alloys. Materials 2019, 12, 2515. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Y.; Tang, Y.; Huang, D.; Tu, M.; Zhao, M.; Li, Y. Effect of Zr on microstructure and mechanical properties of Mg-5Sn alloy. Rare Met. Mater. Eng. 2006, 35, 1912–1915. [Google Scholar]
- Wang, C.; Ning, H.; Liu, S.; You, J.; Wang, T.; Jia, H.; Zha, M.; Wang, H. Enhanced ductility and strength of Mg-1Zn-1Sn-0.3 Y-0.2 Ca alloy achieved by novel micro-texture design. Scr. Mater. 2021, 204, 114119. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, B.; Wang, F.; Zhou, L.; Tie, D.; Mao, P.; Liu, Z. Quasi-in-situ investigation on extension twinning behavior of extruded ZC61 alloy during dynamic compression. Mater. Sci. Eng. A 2021, 826, 141992. [Google Scholar] [CrossRef]
- Zhong, L.; Wang, Y.; Dou, Y. On the improved tensile strength and ductility of Mg-Sn-Zn-Mn alloy processed by aging prior to extrusion. J. Magnes. Alloy. 2019, 7, 637–647. [Google Scholar] [CrossRef]
- Peng, P.; She, J.; Tang, A.; Zhang, J.; Song, K.; Yang, Q.; Pan, F. A strategy to regulate the microstructure and properties of Mg-2.0 Zn-1.5 Mn magnesium alloy by tracing the existence of Mn element. J. Alloy. Compd. 2022, 890, 161789. [Google Scholar] [CrossRef]
- Meng, Y.; Yu, J.; Liu, K.; Yu, H.; Zhang, F.; Wu, Y.; Zhang, Z.; Luo, N.; Wang, H. The evolution of long-period stacking ordered phase and its effect on dynamic recrystallization in Mg-Gd-Y-Zn-Zr alloy processed by repetitive upsetting-extrusion. J. Alloy. Compd. 2020, 828, 154454. [Google Scholar] [CrossRef]
- Wu, W.J.; Chen, W.Z.; Zhang, L.X.; Chen, X.M.; Wang, H.X.; Wang, W.K.; Zhang, W.C. Improvement of tension/compression asymmetry for high-performance ZK61 magnesium alloy rod via tailoring deformation parameters: Upsetting-extrusion temperature and upsetting ratio. Mater. Sci. Eng. A 2021, 823, 141767. [Google Scholar] [CrossRef]
- Cao, X.; Zhang, Z.; Xu, C.; Ren, C.; Yang, W.; Zhang, J. Micro-galvanic corrosion behavior and mechanical properties of extruded Mg–2Y–1Zn-0.4 Zr-0.3 Sr alloys with different extrusion temperament immersed in simulated body fluids. Mater. Chem. Phys. 2021, 271, 124928. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and mechanical properties of dissimilar friction stir welded AA2024-T4/AA7075-T6 T-butt joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Lotfpour, M.; Bahmani, A.; Mirzadeh, H.; Emamy, M.; Malekan, M.; Kim, W.J.; Taghizadeh, M.; Afsharnaderi, A. Effect of microalloying by Ca on the microstructure and mechanical properties of as-cast and wrought Mg–Mg2Si composites. Mater. Sci. Eng. A 2021, 820, 141574. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M. Preliminary investigations about effects of Zr, Sc and Ce additions on as-cast microstructure and mechanical properties of Mg–3Sn–1Mn (wt.%) Mg alloy. Mater. Sci. Eng. A 2011, 528, 4973–4981. [Google Scholar] [CrossRef]
- Jiang, B.; Zhou, G.; Dai, J.; Xia, X.; Wan, Y.; Pan, F. Effect of the second phase on as-cast Microstructure and Mechanical Properties of Mg-Ca-Sn magnesium alloy. Rare Met. Mater. Eng. 2014, 43, 2445–2449. [Google Scholar]
- Kiani, F.; Lin, J.; Vahid, A.; Munir, K.; Wen, C.; Li, Y. Mechanical and corrosion properties of extruded Mg–Zr–Sr alloys for biodegradable implant applications. Mater. Sci. Eng. A 2022, 831, 142192. [Google Scholar] [CrossRef]
- Lee, Y.C.; Dahle, A.K.; StJohn, D.H. The role of solute in grain refinement of magnesium. Metall. Mater. Trans. A 2000, 31, 2895–2906. [Google Scholar] [CrossRef]
- Liu, Q. Research progress on plastic deformation mechanism of magnesium alloys. Acta Met. Sin. 2010, 46, 1458–1472. [Google Scholar] [CrossRef]
- Peng, P.; Zhang, K.; She, J.; Tang, A.; Zhang, J.; Song, K.; Yang, Q.; Pan, F. Role of second phases and grain boundaries on dynamic recrystallization behavior in ZK60 magnesium alloy. J. Alloy. Compd. 2021, 861, 157958. [Google Scholar] [CrossRef]
- Yaghoobi, M.; Voyiadjis, G.Z.; Sundararaghavan, V. Crystal plasticity simulation of magnesium and its alloys: A review of recent advances. Crystals 2021, 11, 435. [Google Scholar] [CrossRef]
- Chai, Y.; Jiang, B.; Song, J.; Wang, Q.; Gao, H.; Liu, B.; Huang, G.; Zhang, D.; Pan, F. Improvement of mechanical properties and reduction of yield asymmetry of extruded Mg-Sn-Zn alloy through Ca addition. J. Alloy. Compd. 2019, 782, 1076–1086. [Google Scholar] [CrossRef]
- Zeng, X.; Zhu, Q.; Li, Y.; Ding, W. The second phase particles in magnesium alloy are strengthened. China Mater. Prog. 2019, 38, 193–204. [Google Scholar]
- Miao, Y.; Wang, C.; Wang, M.; Deng, H.; Ma, P.; Li, Z. Enhanced mechanical properties and isotropy of Mg-2Al-0.8 Sn alloy through Ca addition. Materials 2021, 14, 7557. [Google Scholar] [CrossRef]
- Wang, F.; Feng, Y.; Li, M.S.; Teng, X. Effect of Ca and Zr additions and aging treatments on microstructure and mechanical properties of Mg-Sn alloy. In Proceedings of the Materials Science Forum, Chengdu, China, 10–14 July 2019; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2020; Volume 993, pp. 152–160. [Google Scholar]
- Wang, Q.; Jiang, B.; Tang, A.; Ma, S.; Jiang, Z.; Chai, Y.; Liu, B.; Pan, F. Ameliorating the mechanical properties of magnesium alloy: Role of texture. Mater. Sci. Eng. A 2017, 689, 395–403. [Google Scholar] [CrossRef]
- Jelani, M.; Li, Z.; Shen, Z.; Hassan, N.U.; Sardar, M. Mechanical response and failure evolution of 304l stainless steel under the combined action of mechanical loading and laser heating. Metals 2018, 8, 620. [Google Scholar] [CrossRef]
- Zhao, C.; Chen, X.; Pan, F.; Wang, J.; Gao, S.; Tu, T.; Liu, C.; Yao, J.; Yao, A. Strain hardening of as-extruded Mg-xZn (x = 1, 2, 3 and 4 wt%) alloys. J. Mater. Sci. Technol. 2019, 35, 142–150. [Google Scholar] [CrossRef]
- Sevillano, J.G.; Arizcorreta, I.O.; Kubin, L.P. Intrinsic size effects in plasticity by dislocation glide. Mater. Sci. Eng. A 2001, 309, 393–405. [Google Scholar] [CrossRef]
- Yang, H.J.; An, X.H.; Shao, X.H.; Yang, X.M.; Li, S.X.; Wu, S.D.; Zhang, Z.F. Enhancing strength and ductility of Mg–12Gd–3Y–0.5 Zr alloy by forming a bi-ultrafine microstructure. Mater. Sci. Eng. A 2011, 528, 4300–4311. [Google Scholar] [CrossRef]
- Xie, H.; Wu, G.; Zhang, X.; Liu, W.; Ding, W. The role of Gd on the microstructural evolution and mechanical properties of Mg-3Nd-0.2 Zn-0.5 Zr alloy. Mater. Charact. 2021, 175, 111076. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, Z.; Liu, X.; Zhu, Z.; Bao, L.; Le, Q.; Cui, J. Effects of Y Content on the Microstructures and Mechanical Properties of Mg-5Zn-xY-0.6 Zr Alloys. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2019, 34, 138–144. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measured Composition (wt.%) | ||||
|---|---|---|---|---|
| Alloy | Mg | Sn | Ca | Zr |
| T3 | Bal. | 2.97 | 0 | 0 |
| TX31 | Bal. | 3.14 | 1.02 | 0 |
| TXK311 | Bal. | 3.09 | 1.04 | 0.6 |
| Alloy | Second Phase Size Distribution (μm) | ||
|---|---|---|---|
| Area Fraction of Second Phase (%) | Mg2Sn | CaMgSn | |
| T3 | 2.4 ± 0.2 | 2.4 ± 0.6 | 0 |
| TX31 | 4.6 ± 0.4 | 0 | 1.7 ± 0.4 |
| TXK311 | 4.9 ± 0.5 | 0 | 1.3 ± 0.3 |
| Point | Chemical Composition (at.%) | Phase Types | |||
|---|---|---|---|---|---|
| Mg | Sn | Ca | Zr | ||
| A | 89.15 | 10.85 | 0 | 0 | Mg2Sn |
| B | 90.74 | 9.26 | 0 | 0 | Mg2Sn |
| C | 92.75 | 2.77 | 4.48 | 0 | CaMgSn |
| D | 57.19 | 19.82 | 22.98 | 0 | CaMgSn |
| E | 99.30 | 0.12 | 0.28 | 0.30 | CaMgSn |
| F | 99.17 | 0.37 | 0.44 | 0.03 | CaMgSn |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Z.; Yu, Y.; Yu, B.; Fu, L.; Hu, W.; Shao, Y. Effect of Ca and Zr Additions on Microstructure and Mechanical Properties of As-Extruded Mg-3Sn Alloy. Materials 2022, 15, 6343. https://doi.org/10.3390/ma15186343
Jia Z, Yu Y, Yu B, Fu L, Hu W, Shao Y. Effect of Ca and Zr Additions on Microstructure and Mechanical Properties of As-Extruded Mg-3Sn Alloy. Materials. 2022; 15(18):6343. https://doi.org/10.3390/ma15186343
Chicago/Turabian StyleJia, Zheng, Yongzhi Yu, Bing Yu, Li Fu, Wenyi Hu, and Yichuan Shao. 2022. "Effect of Ca and Zr Additions on Microstructure and Mechanical Properties of As-Extruded Mg-3Sn Alloy" Materials 15, no. 18: 6343. https://doi.org/10.3390/ma15186343