
Reprocessed Materials Used in Rotationally Moulded Sandwich Structures for Enhancing Environmental Sustainability: Low-Velocity Impact and Flexure-after-Impact Responses

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
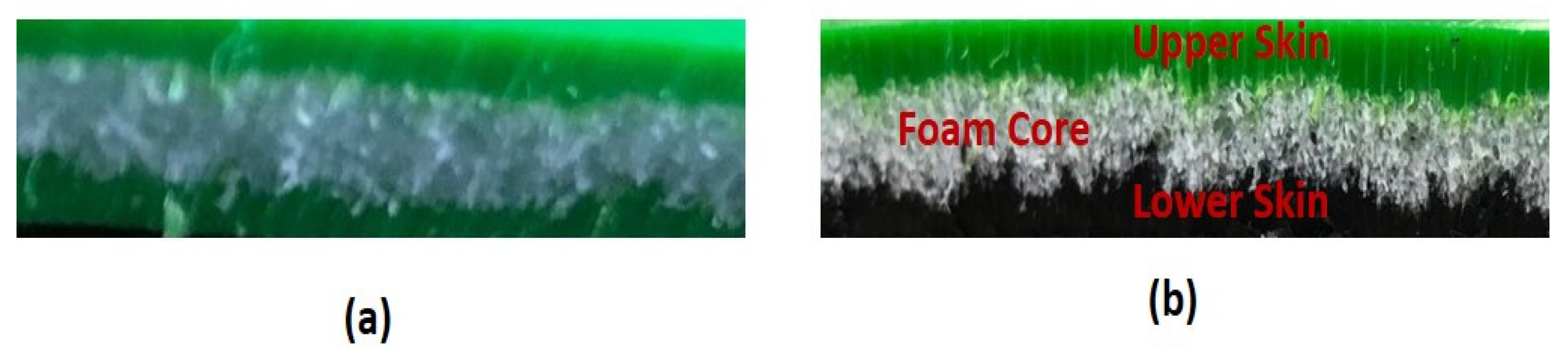
2.1. Materials and Manufacturing of Rotationally Moulded Sandwich Structures
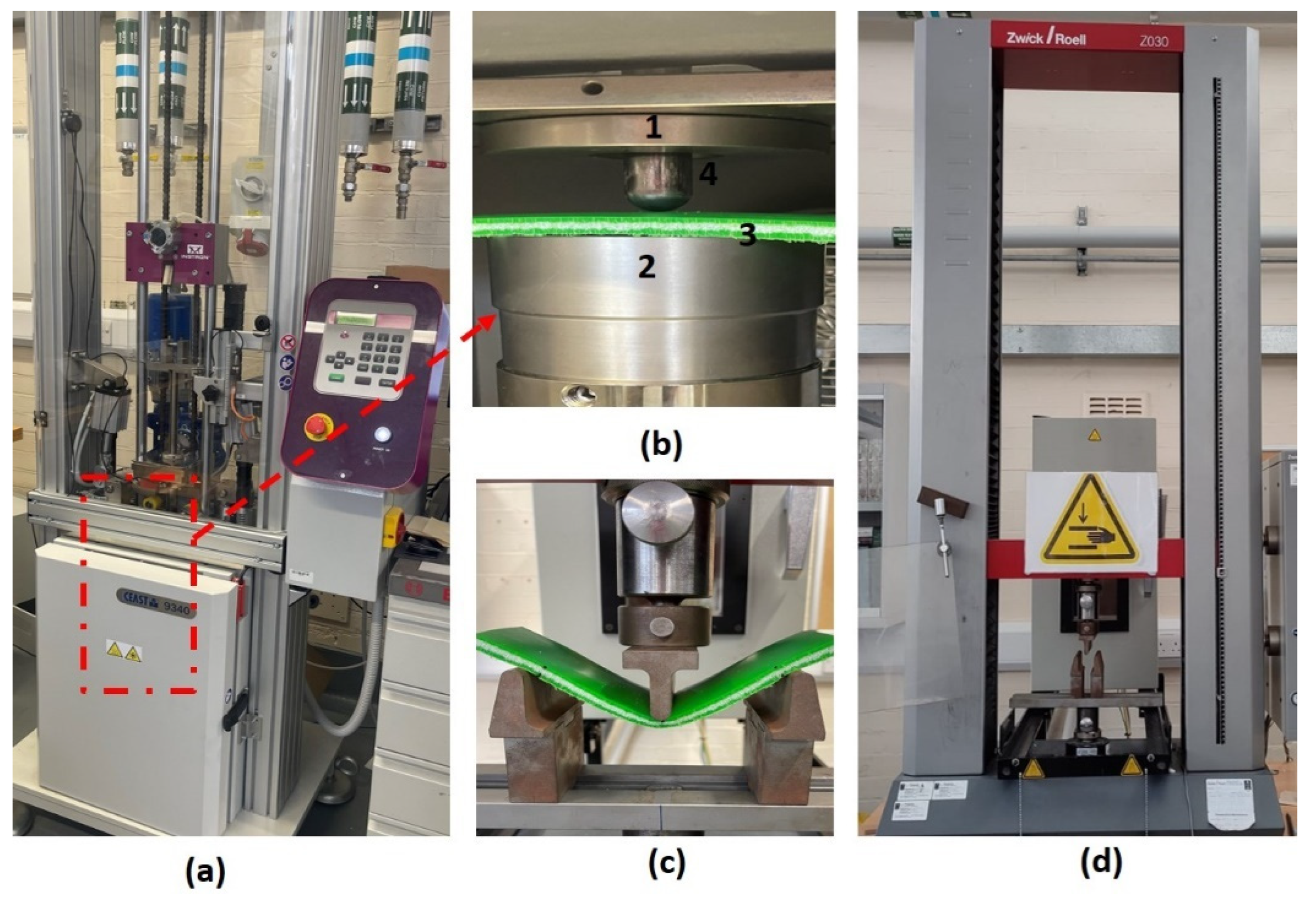
2.2. Impact Test (LVI)
2.3. Post-Impact Residual Strength Measurement with Flexure-after-Impact Test (FAI)
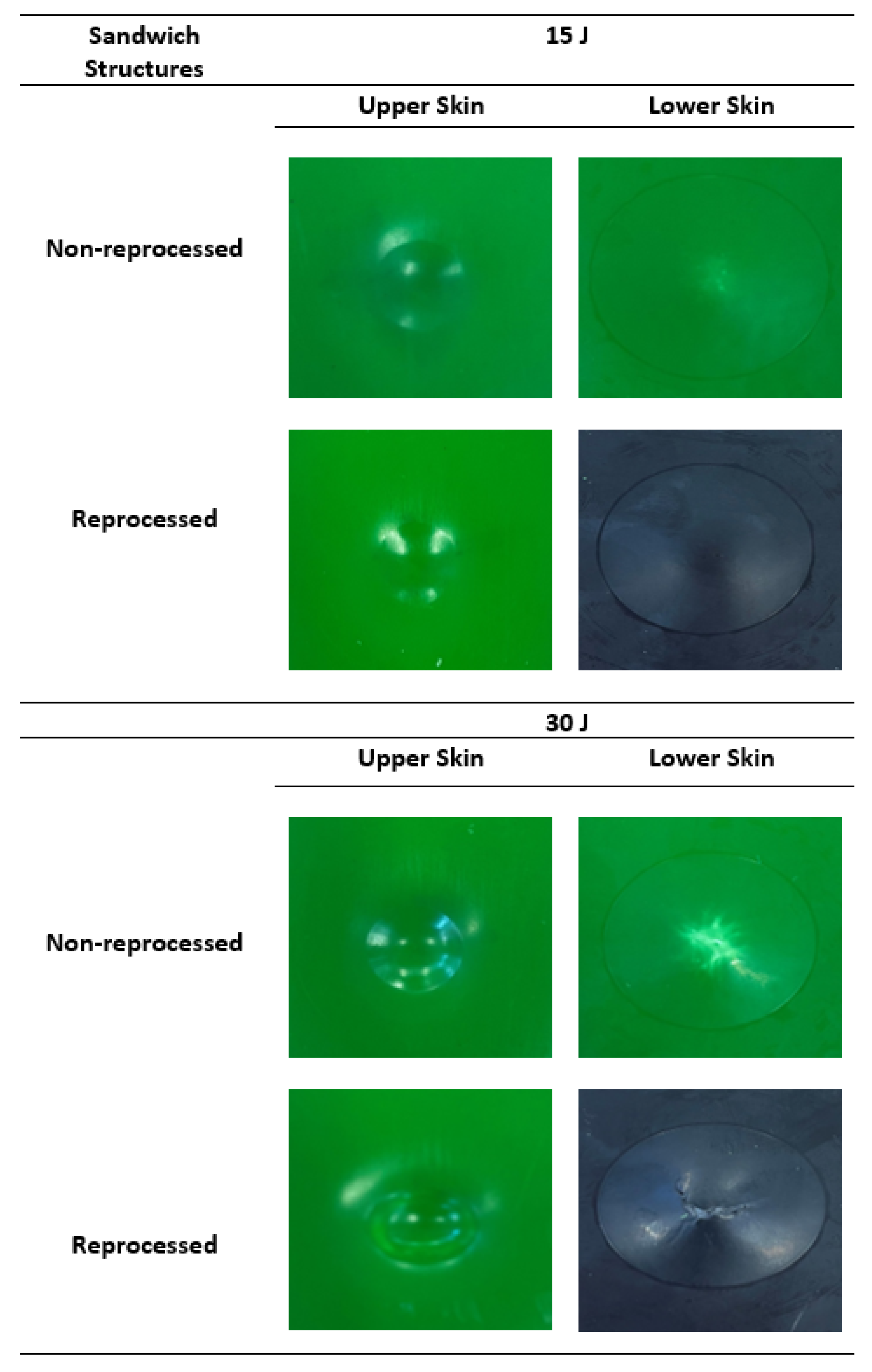
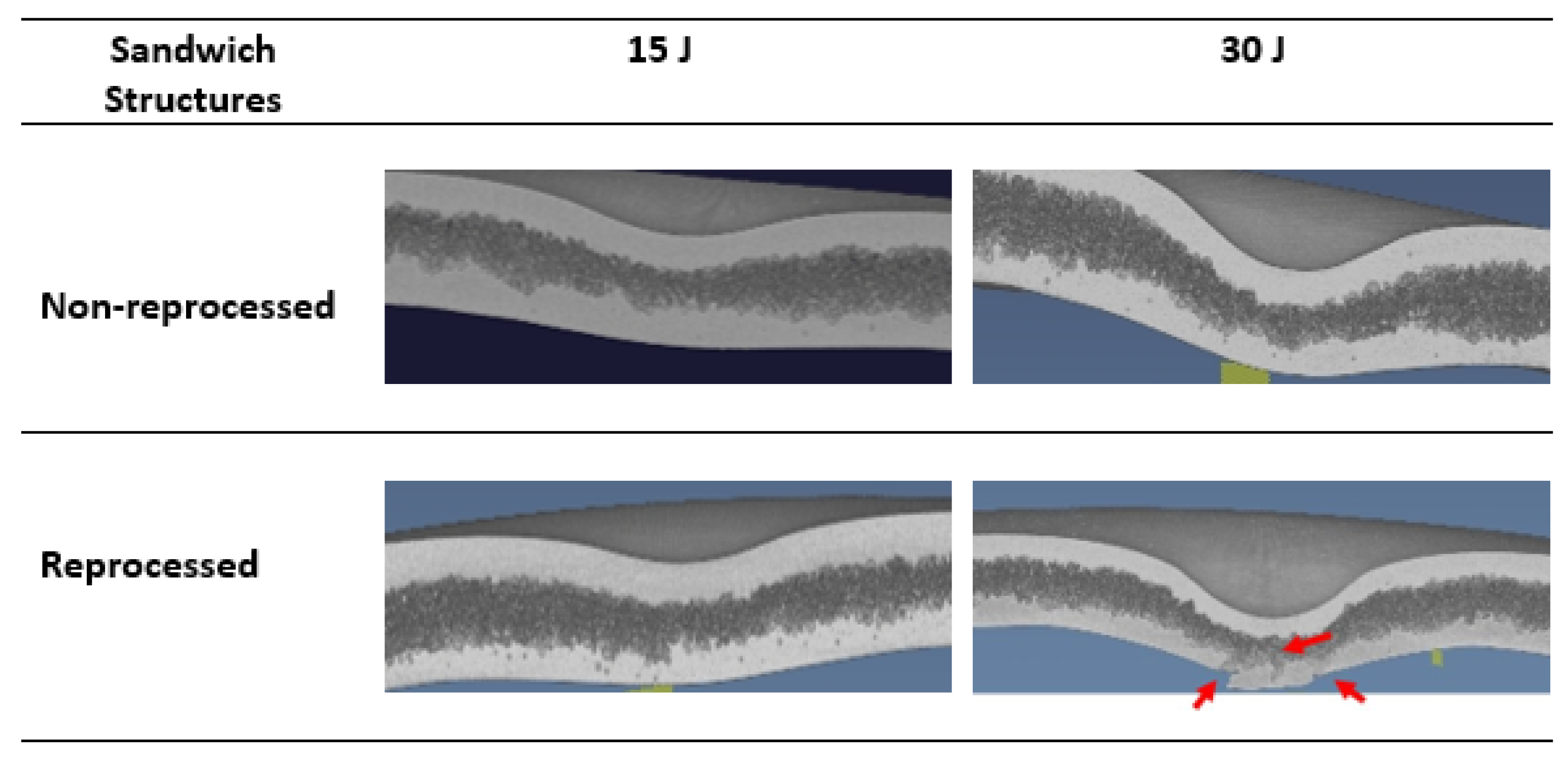
2.4. Impact Damage Characterisation
3. Results and Discussion
3.1. Low-Velocity Impact (LVI) Properties
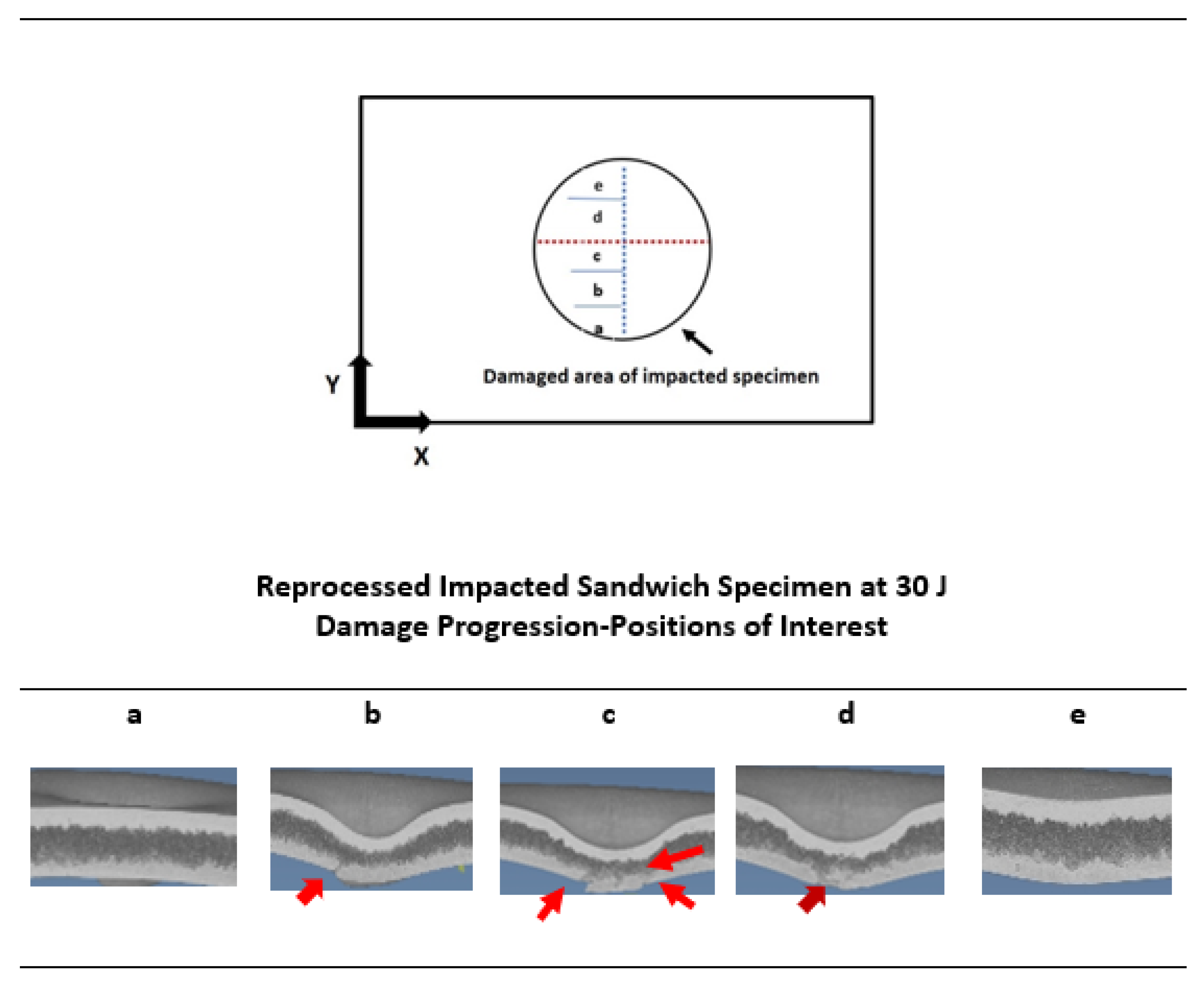
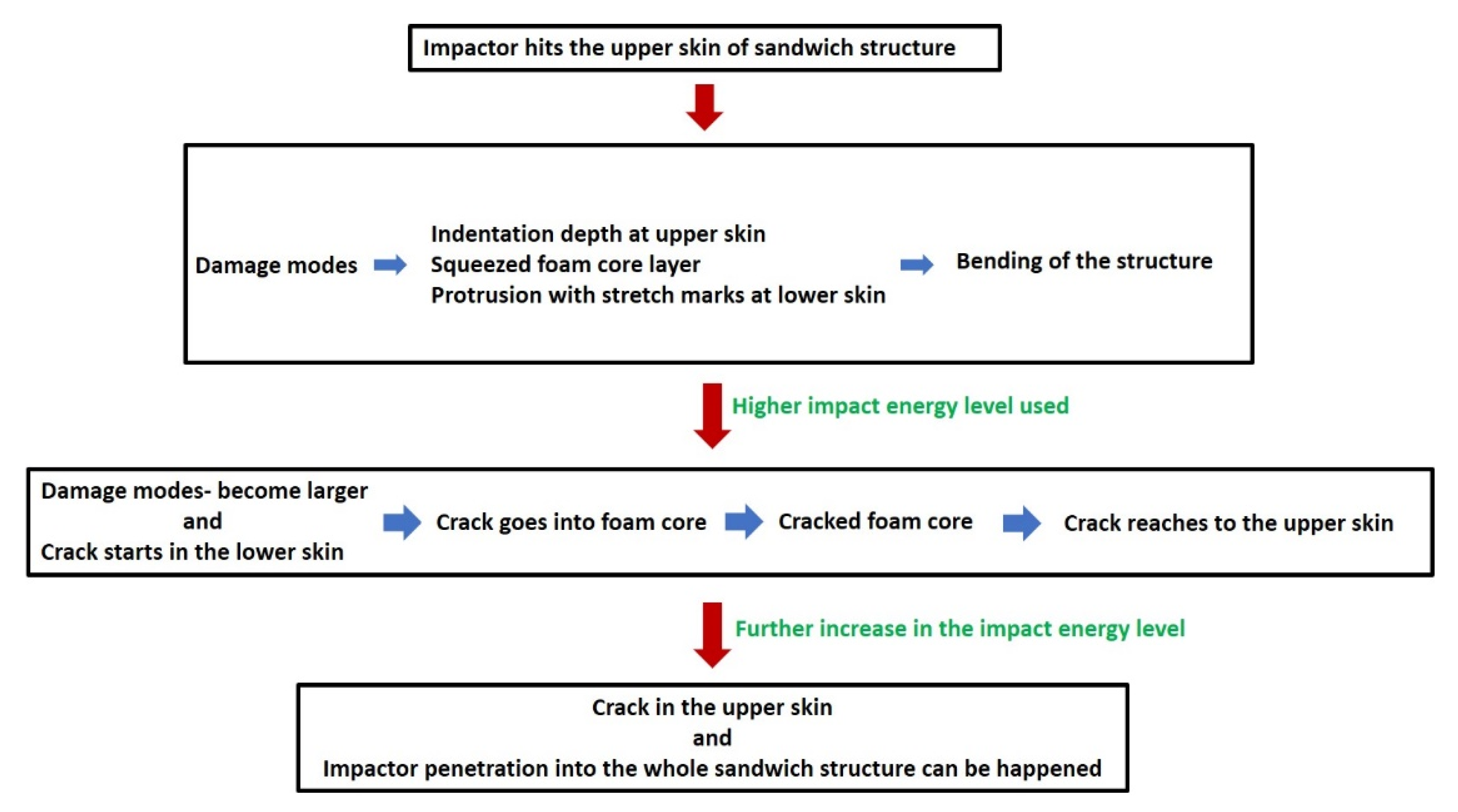
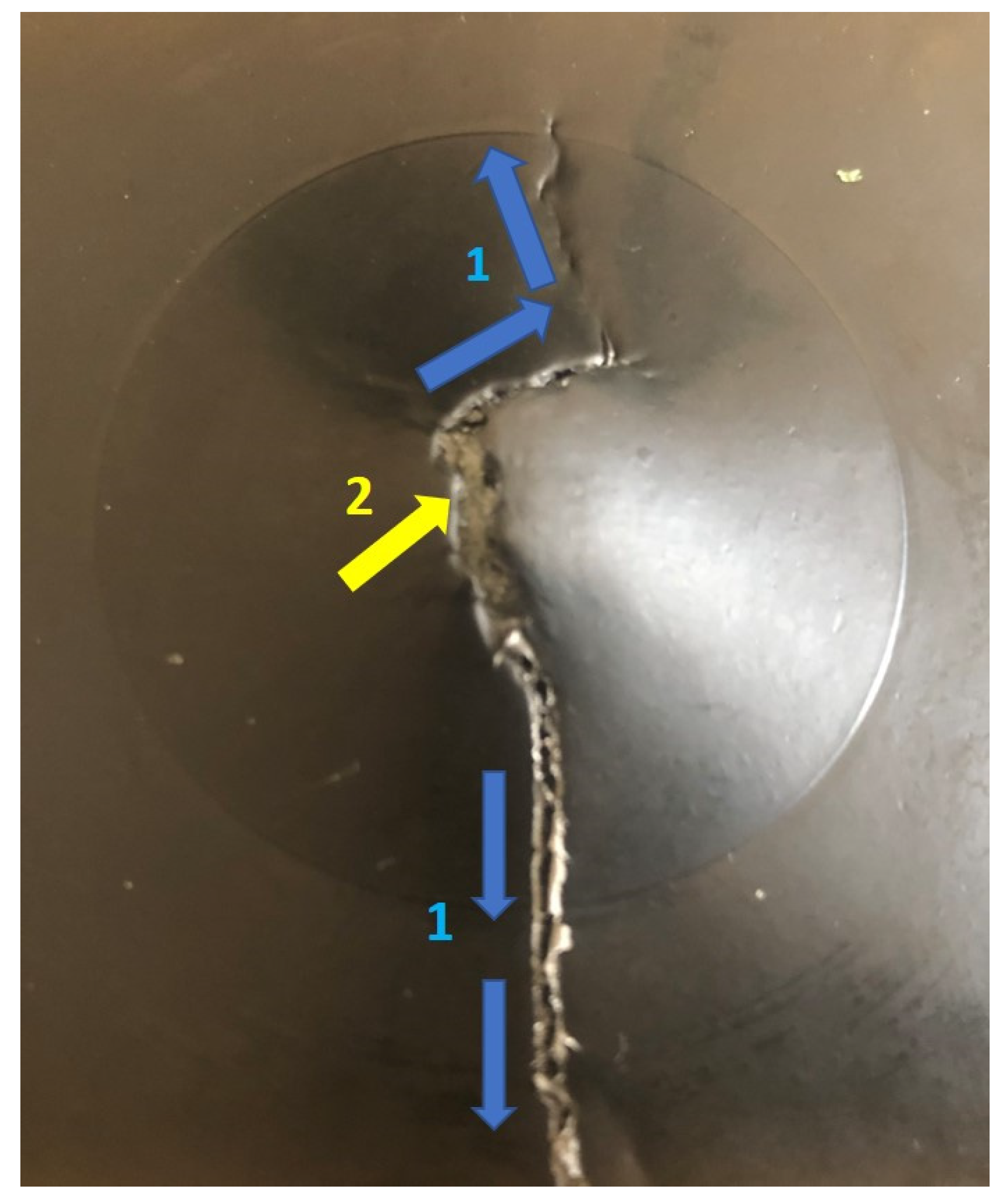
3.2. Analysis of Imapct Damage Mechanisms
3.3. Flexure-after-Impact (FAI) Properties for Post-Impact Residual Strength Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hanana, F.E.; Rodrigue, D. Rotational molding of polymer composites reinforced with natural fibers. Plast. Eng. 2015, 71, 28–31. [Google Scholar] [CrossRef]
- Vázquez Fletes, R.C.; Cisneros López, E.O.; Moscoso Sánchez, F.J.; Mendizábal, E.; González Núñez, R.; Rodrigue, D.; Ortega Gudiño, P. Morphological and mechanical properties of bilayers wood-plastic composites and foams obtained by rotational molding. Polymers 2020, 12, 503. [Google Scholar] [CrossRef] [PubMed]
- Crawford, R.J. Recent advances in the manufacture of plastic products by rotomoulding. J. Mater. Process. 1996, 56, 263–271. [Google Scholar] [CrossRef]
- Boccaccio, A.; Casavola, C.; Lamberti, L.; Pappalettere, C. Structural response of polyethylene foam-Based sandwich panels subjected to edgewise compression. Materials 2013, 6, 4545–4564. [Google Scholar] [CrossRef]
- Saifullah, A.; Wang, L.; Barouni, A.; Giasin, K.; Lupton, C.; Jiang, C.; Zhang, Z.; Quaratino, A.; Dhakal, H.N. Low velocity impact (LVI) and flexure-after-impact (FAI) behaviours of rotationally moulded sandwich structures. J. Mater. Res. Technol. 2021, 15, 3915–3927. [Google Scholar] [CrossRef]
- Saifullah, A.; Thomas, B.; Cripps, R.; Tabeshfar, K.; Wang, L. An investigation of low velocity impact properties of rotationally molded skin–foam–skin sandwich structure. Polym. Eng. Sci. 2020, 60, 387–397. [Google Scholar] [CrossRef]
- Vázquez-Fletes, R.C.; Rosales-Rivera, L.C.; Moscoso-Sánchez, F.J.; Mendizabal, E.; Ortega-Gudiño, P.; González-Núñez, R.; Rodrigue, D. Preparation and characterization of multilayer foamed composite by rotational molding. Polym. Eng. Sci. 2016, 56, 278–286. [Google Scholar] [CrossRef]
- Coles, M. “Recycled” roto materials-what do we mean? Issue. Available online: https://issuu.com/rotoworld/docs/rotoworld_1_2022_issuu/s/15124274 (accessed on 29 July 2022).
- Dou, Y.; Rodrigue, D. Morphological, thermal and mechanical properties of recycled HDPE foams via rotational molding. J. Cell. Plast. 2022, 58, 305–323. [Google Scholar] [CrossRef]
- Chaisrichawla, S.; Dangtungee, R. The usage of recycled material in rotational molding process for production of septic tank. Mater. Sci. Forum 2018, 936, 151–158. [Google Scholar] [CrossRef]
- Díaz, S.; Ortega, Z.; McCourt, M.; Kearns, M.P.; Benítez, A.N. Recycling of polymeric fraction of cable waste by rotationa moulding. Waste Manag. 2018, 76, 199–206. [Google Scholar] [CrossRef]
- Cestari, S.P.; Martin, P.J.; Hanna, P.R.; Kearns, M.P.; Mendes, L.C.; Millar, B. Use of virgin/recycled polyethylene blends in rotational moulding. J. Polym. Eng. 2021, 41, 509–516. [Google Scholar] [CrossRef]
- Pick, L.; Hanna, P.R.; Gorman, L. Assessment of processibility and properties of raw post-consumer waste polyethylene in the rotational moulding process. J. Polym. Eng. 2022, 42, 374–383. [Google Scholar] [CrossRef]
- Casavola, C.; Moramarco, V.; Pappalettere, C. Impact response of polyethylene sandwich panel obtained by rotational molding. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 1377–1385. [Google Scholar] [CrossRef]
- Richardson, M.O.W.; Wisheart, M.J. Review of low-velocity impact properties of composite materials. Compos. Part A Appl. Sci. Manuf. 1996, 27, 1123–1131. [Google Scholar] [CrossRef]
- Zhang, C.; Tan, K.T. Low-velocity impact response and compression after impact behavior of tubular composite sandwich structures. Compos. B. Eng. 2020, 193, 108026. [Google Scholar] [CrossRef]
- Xiaoquan, C.; Al-Mansour, A.; Zhengneng, L. Residual strength of stitched laminates after low velocity impact. J. Reinf. Plast. Compos. 2009, 28, 1679–1688. [Google Scholar] [CrossRef]
- He, W.; Lu, S.; Yi, K.; Wang, S.; Sun, G.; Hu, Z. Residual flexural properties of CFRP sandwich structures with aluminum honeycomb cores after low-velocity impact. Int. J. Mech. Sci. 2019, 161, 105026. [Google Scholar] [CrossRef]
- Plastics—Determination of Flexural Properties; ISO: Geneva, Switzerland, 2019; ISO 178.
- Chai, G.B.; Zhu, S. A review of low-velocity impact on sandwich structures. Proc. Inst. Mech. Eng. L 2011, 225, 207–230. [Google Scholar] [CrossRef]
- Barouni, A.K.; Dhakal, H.N. Damage investigation and assessment due to low-velocity impact on flax/glass hybrid composite plates. Compos. Struct. 2019, 226, 111224. [Google Scholar] [CrossRef]
- Hazizan, M.A.; Cantwell, W.J. The low velocity impact response of foam-based sandwich structures. Compos. B Eng. 2002, 33, 193–204. [Google Scholar] [CrossRef]
- Liu, J.L.; Mei, Y.; Xia, R.; Zhu, W.L. Large displacement of a static bending nanowire with surface effects. Physica E Low Dimens. Syst. Nanostruct. 2012, 44, 2050–2055. [Google Scholar] [CrossRef]
- Saikrishnan, S.; Jubinville, D.; Tzoganakis, C. Mekonnen, T.H. Thermo-mechanical degradation of polypropylene (PP) and low-density polyethylene (LDPE) blends exposed to simulated recycling. Polym. Degrad. Stab. 2020, 182, 109390. [Google Scholar] [CrossRef]
- Crespo, J.E.; Parres, F.; Peydró, M.A.; Navarro, R. Study of rheological, thermal, and mechanical behavior of reprocessed polyamide 6. Polym. Eng. Sci. 2013, 53, 679–688. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Non-Reprocessed Sandwich | Reprocessed Sandwich | |||||
|---|---|---|---|---|---|---|
| Materials | MFI (g/10 min) | Density (g/cm3) | Materials | MFI (g/10 min) | Density (g/cm3) | |
| Upper skin | PE | 3.50 | 0.949 | PE | 3.50 | 0.949 |
| Foam Core | PE closed cell foam | 3.50 | 0.310 | PE closed cell foam | 3.50 | 0.310 |
| Lower skin | Same as upper skin | Reprocessed PE | 7 | 0.935 | ||
| Thickness | 2 mm upper skin, 4 mm foam core, and 2 mm lower skin | 2 mm upper skin, 4 mm foam core, and 2 mm lower skin | ||||
| Low-Velocity Impact (LVI) Properties | ||||
|---|---|---|---|---|
| Non-Reprocessed Sandwich | Reprocessed Sandwich | |||
| Impact Energy | ||||
| 15 J | 30 J | 15 J | 30 J | |
| Peak Impact Force (N) | 3263 (±66) | 4462 (±109) | 3070 (±42) | 3588 (±58) |
| Maximum Deflection (mm) | 12.08 (±0.20) | 16.70 (±0.27) | 12.40 (±0.15) | 18.34 (±0.20) |
| Impact Time (ms) | 13.90 (±0.11) | 13.80 (±0.20) | 14.48 (±0.10) | 15.85 (±0.12) |
| Absorbed Energy (J) | 15 | 30 | 15 | 30 |
| Flexure-after-Impact (FAI) Properties | ||||||
|---|---|---|---|---|---|---|
| Non-Reprocessed Sandwich | Reprocessed Sandwich | |||||
| Impact Energy | ||||||
| Not-impacted | 15 J | 30 J | Not-impacted | 15 J | 30 J | |
| Flexural Modulus (MPa) | 653 (±10) | 540 (±10) | 530 (±7) | 530 (±8) | 450 (±5) | 300 (±8) |
| Flexural Peak Force (N) | 428 (±6.89) | 400 (±10.24) | 377 (±15.22) | 381 (±2.38) | 350 (±2.04) | 252 (±1.15) |
| Force at 50 mm Deflection (N) | 353 (±0.43) | 338 (±4.84) | 317 (±11.04) | 276 (±1.38) | 267 (±1.34) | 115 (±2.52) |
| Residual Strength (MPa) | 17.38 | 16.25 | 15.31 | 15.47 | 14.21 | 10.23 |
| Normalised Strength | 1 | 0.93 | 0.88 | 1 | 0.91 | 0.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saifullah, A.; Radhakrishnan, P.; Wang, L.; Saeed, B.; Sarker, F.; Dhakal, H.N. Reprocessed Materials Used in Rotationally Moulded Sandwich Structures for Enhancing Environmental Sustainability: Low-Velocity Impact and Flexure-after-Impact Responses. Materials 2022, 15, 6491. https://doi.org/10.3390/ma15186491
Saifullah A, Radhakrishnan P, Wang L, Saeed B, Sarker F, Dhakal HN. Reprocessed Materials Used in Rotationally Moulded Sandwich Structures for Enhancing Environmental Sustainability: Low-Velocity Impact and Flexure-after-Impact Responses. Materials. 2022; 15(18):6491. https://doi.org/10.3390/ma15186491
Chicago/Turabian StyleSaifullah, Abu, Pappu Radhakrishnan, Lei Wang, Burhan Saeed, Forkan Sarker, and Hom N. Dhakal. 2022. "Reprocessed Materials Used in Rotationally Moulded Sandwich Structures for Enhancing Environmental Sustainability: Low-Velocity Impact and Flexure-after-Impact Responses" Materials 15, no. 18: 6491. https://doi.org/10.3390/ma15186491