
Crash Performance of Strength Gradient Tube Induced by Selective Laser Patterning


Abstract
:1. Introduction
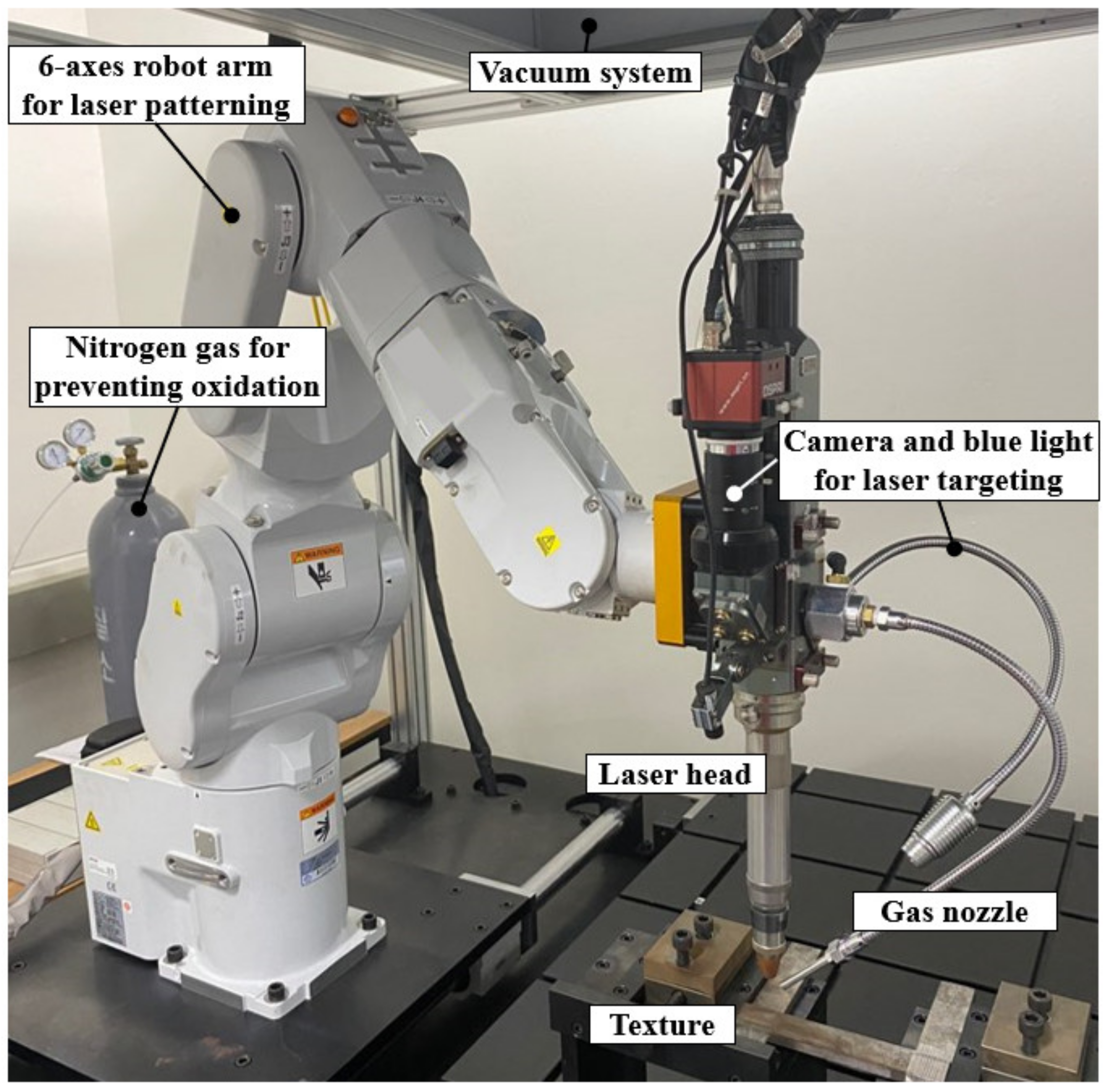
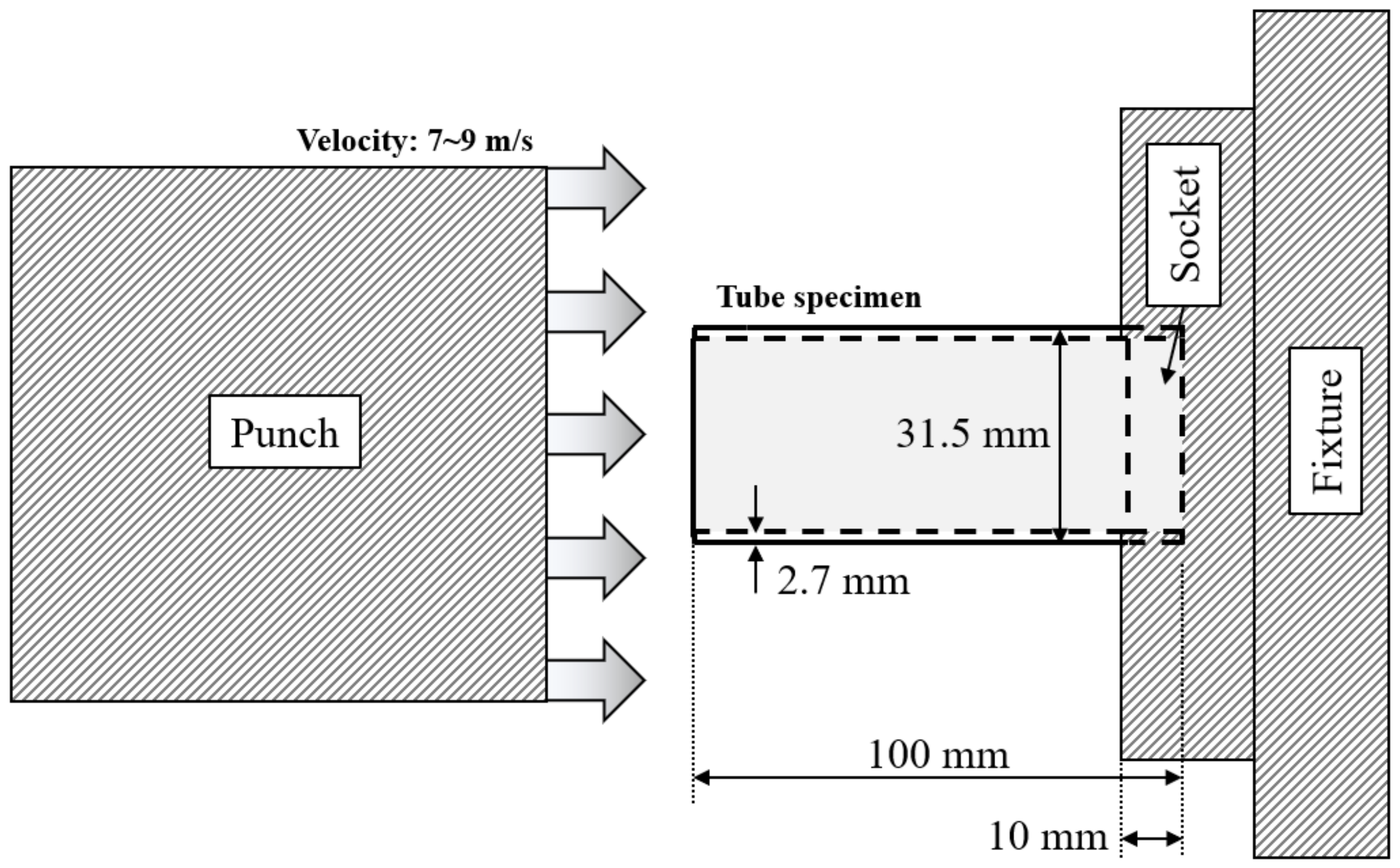
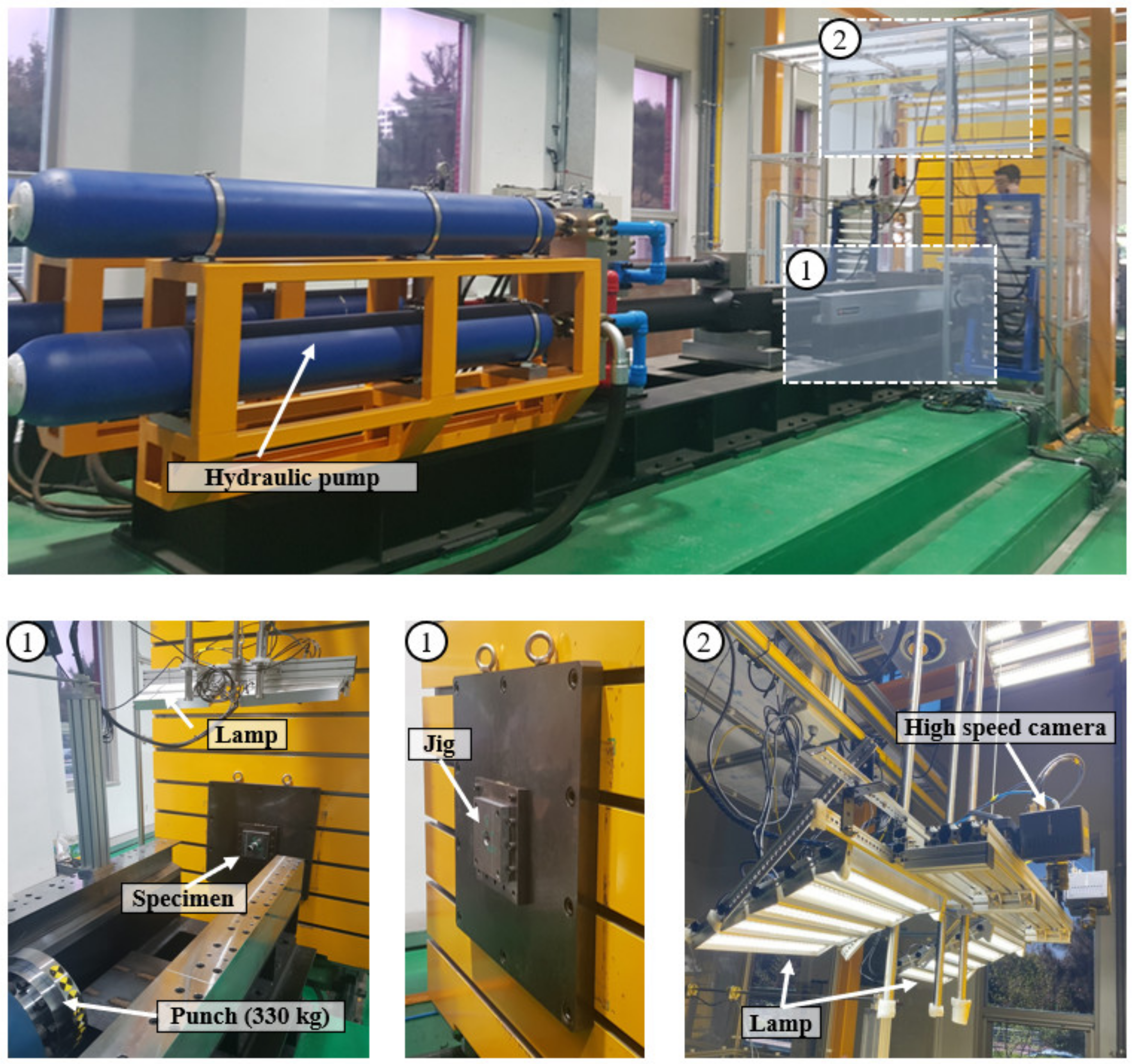
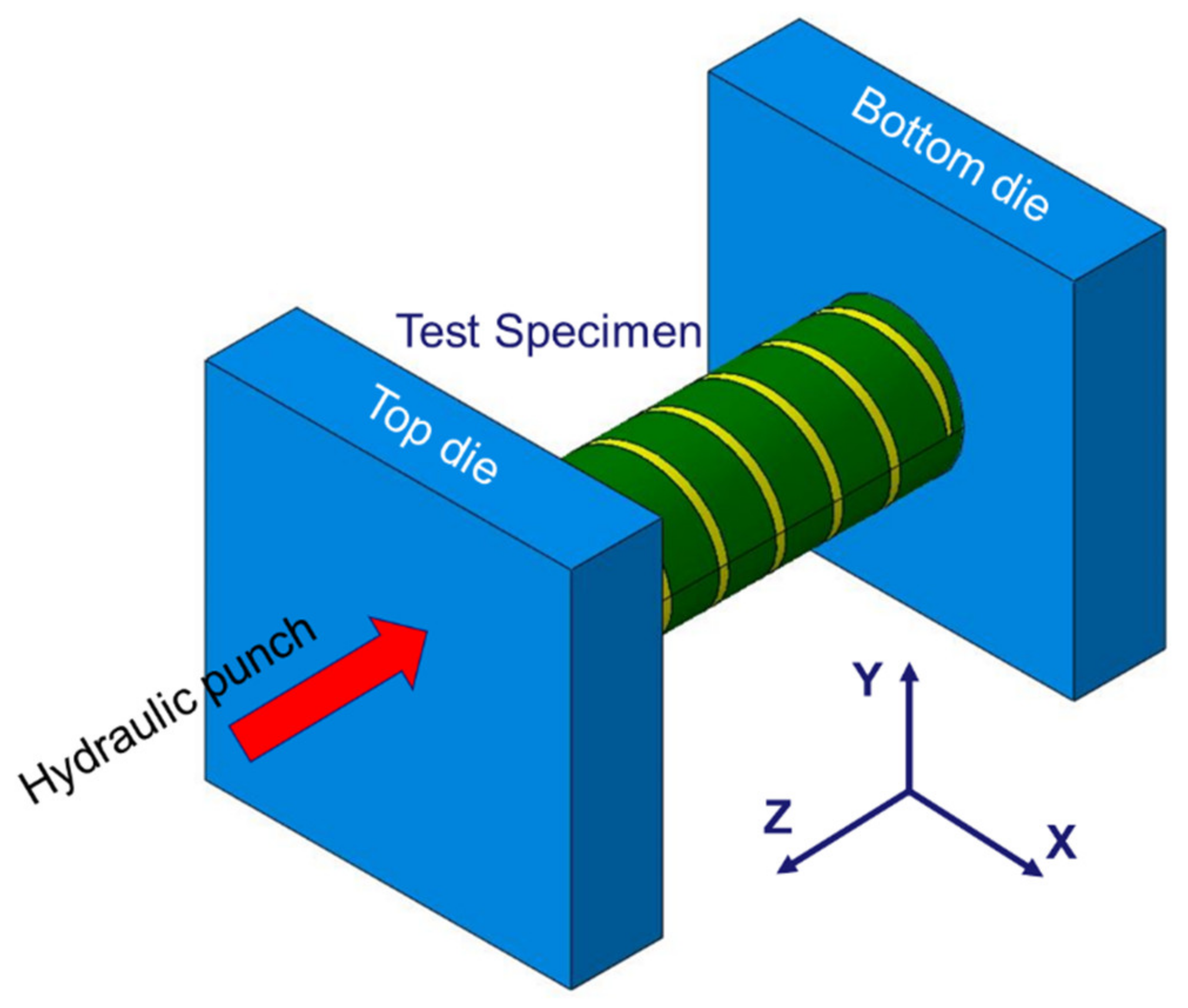
2. Experimental Procedure
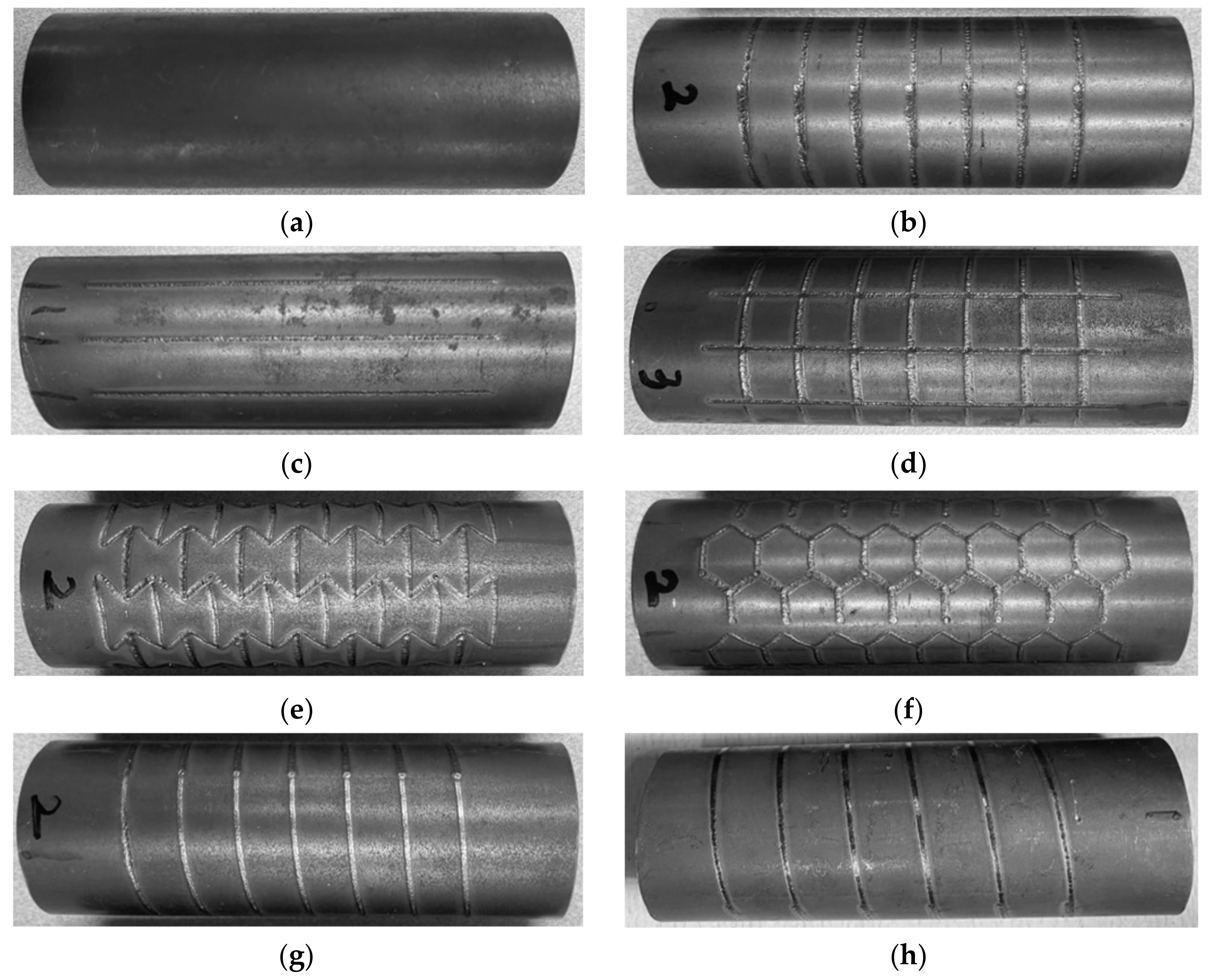
3. Effects of Laser Patterning
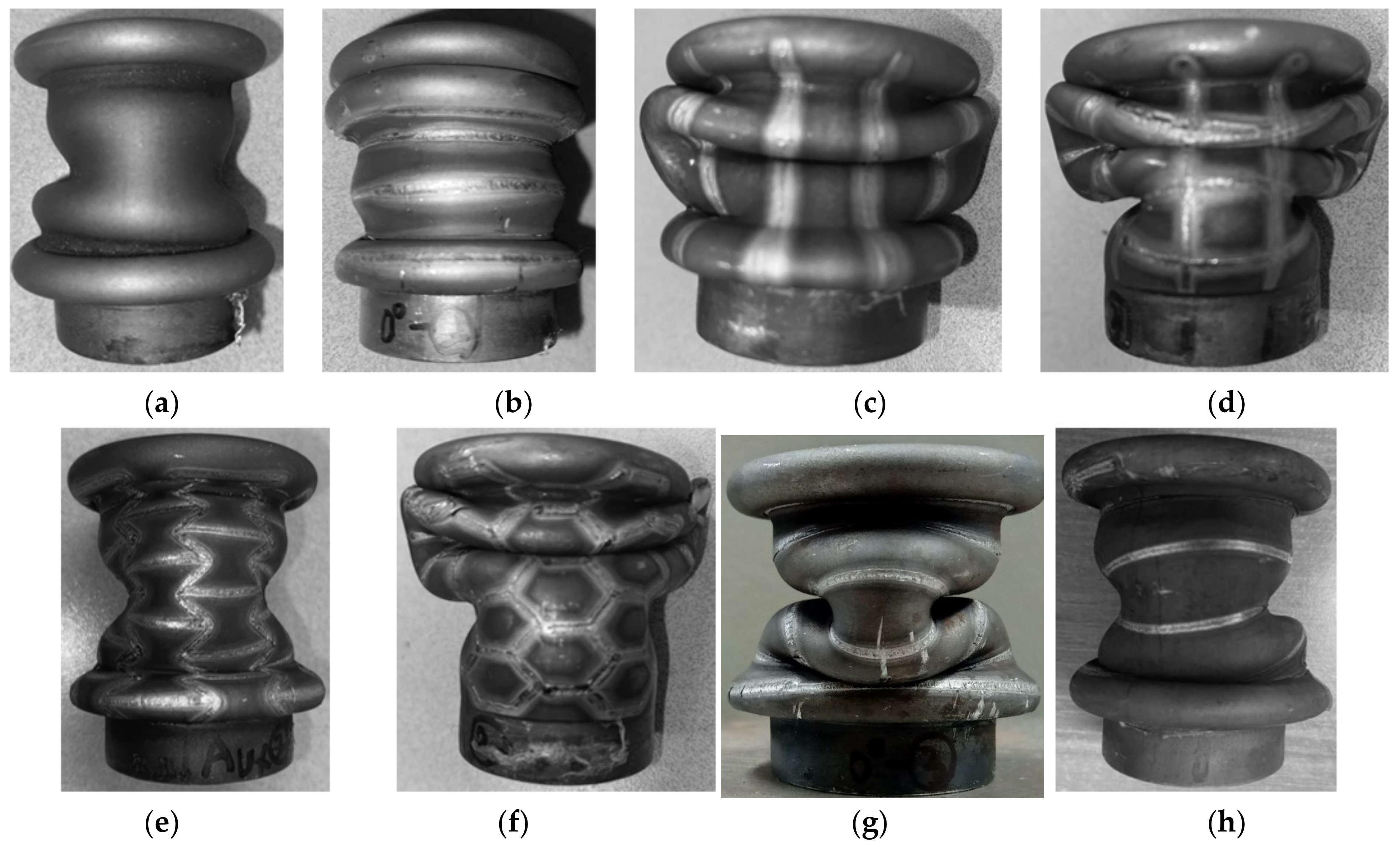
3.1. Deformation Behaviour
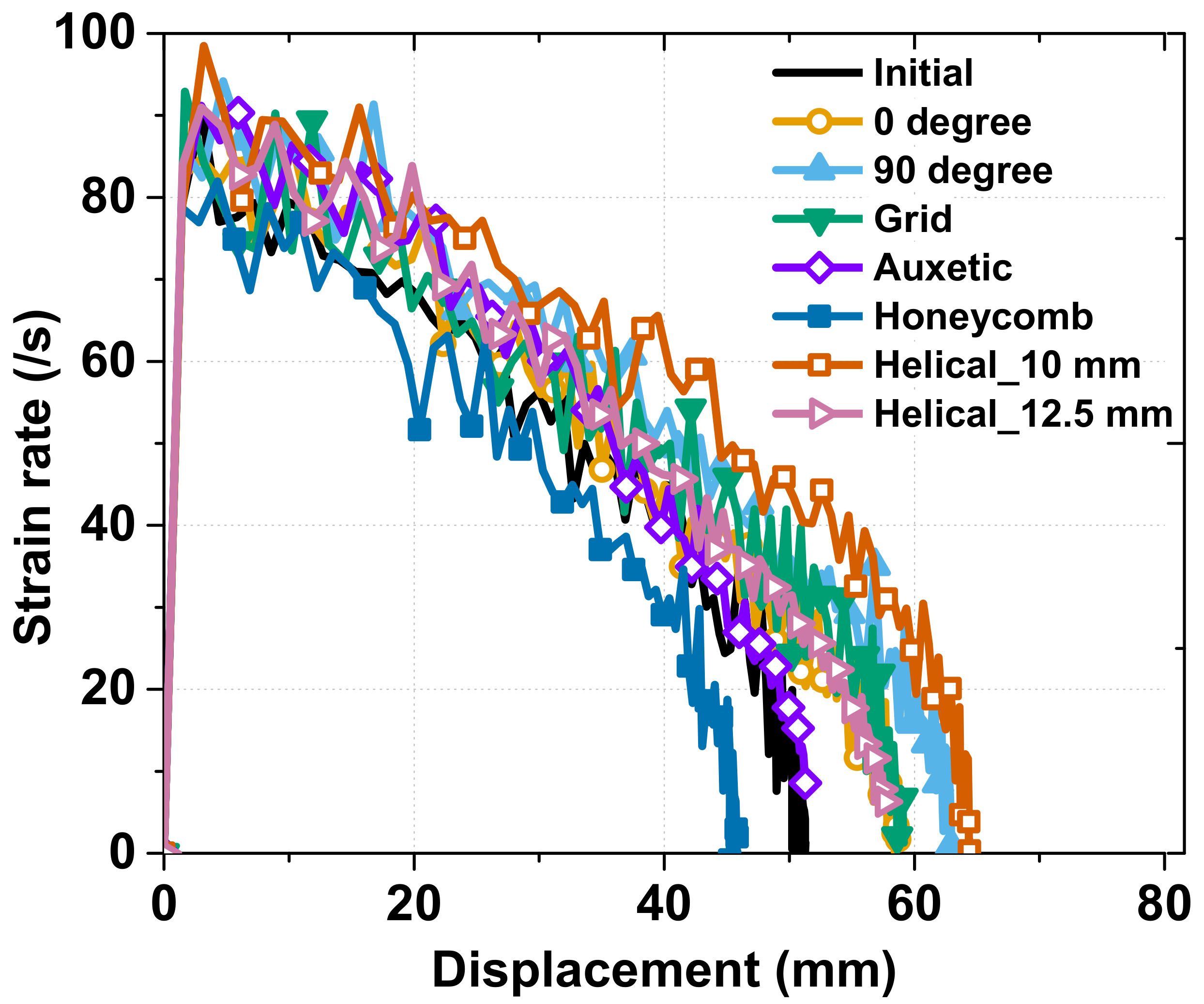
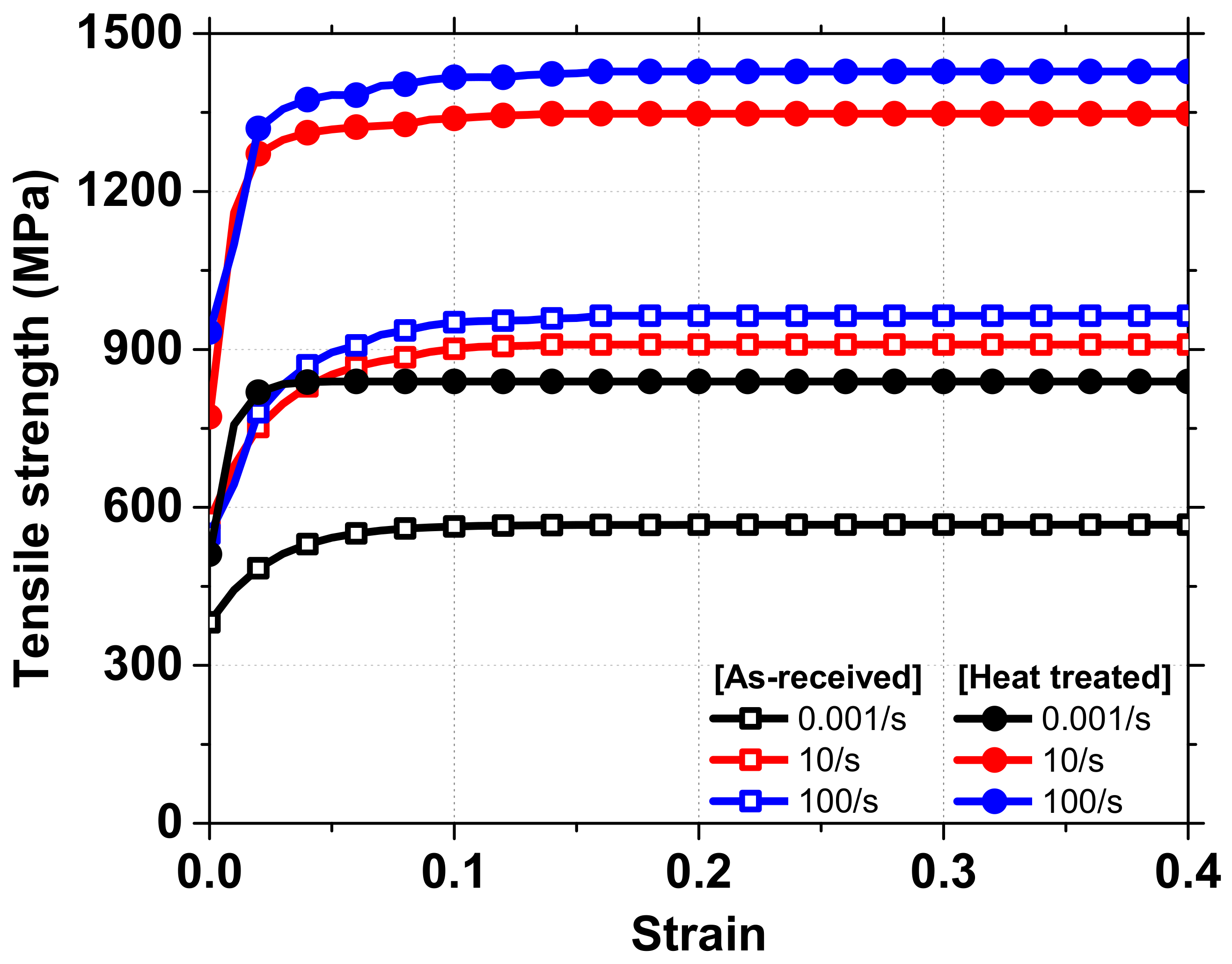
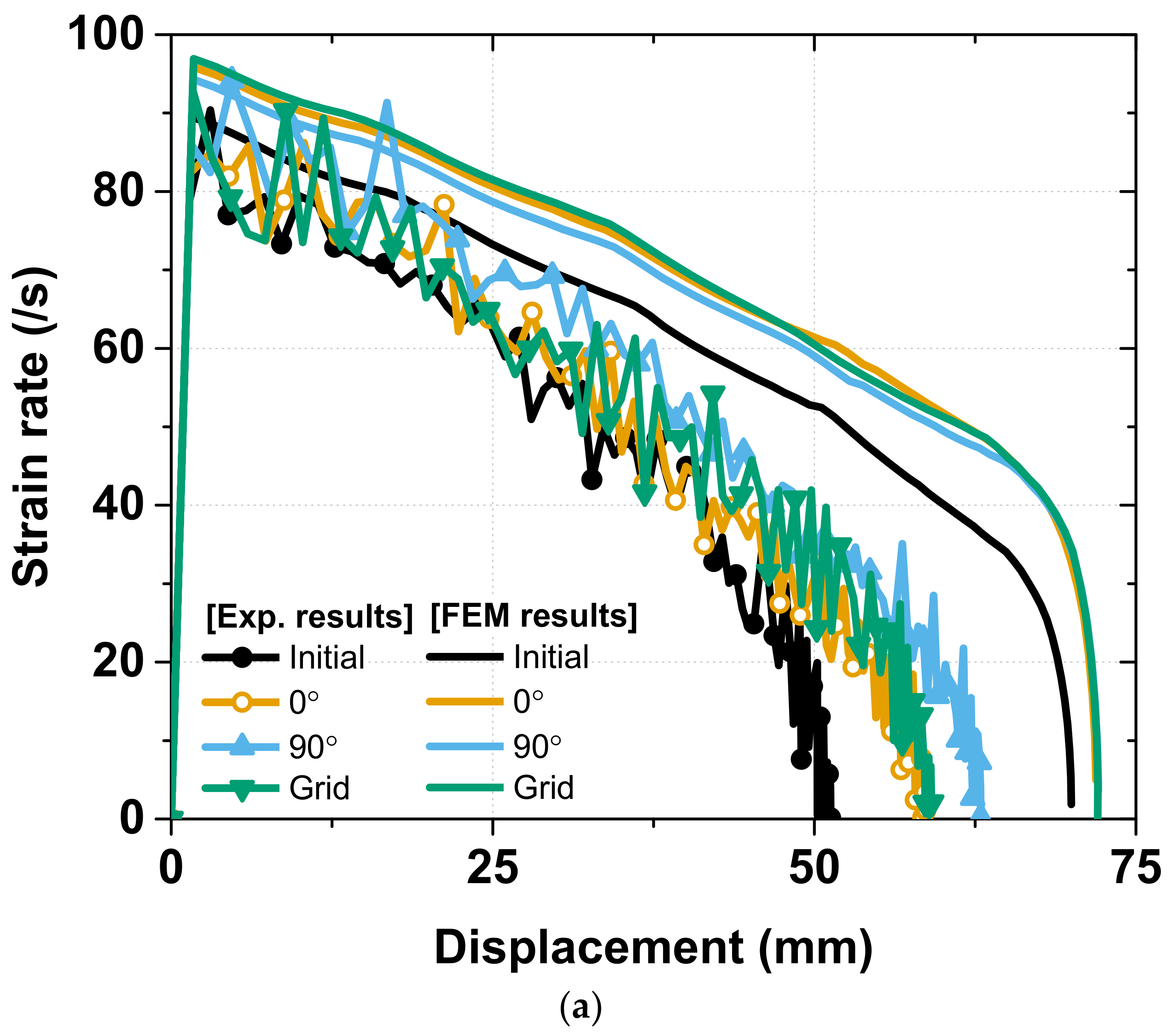
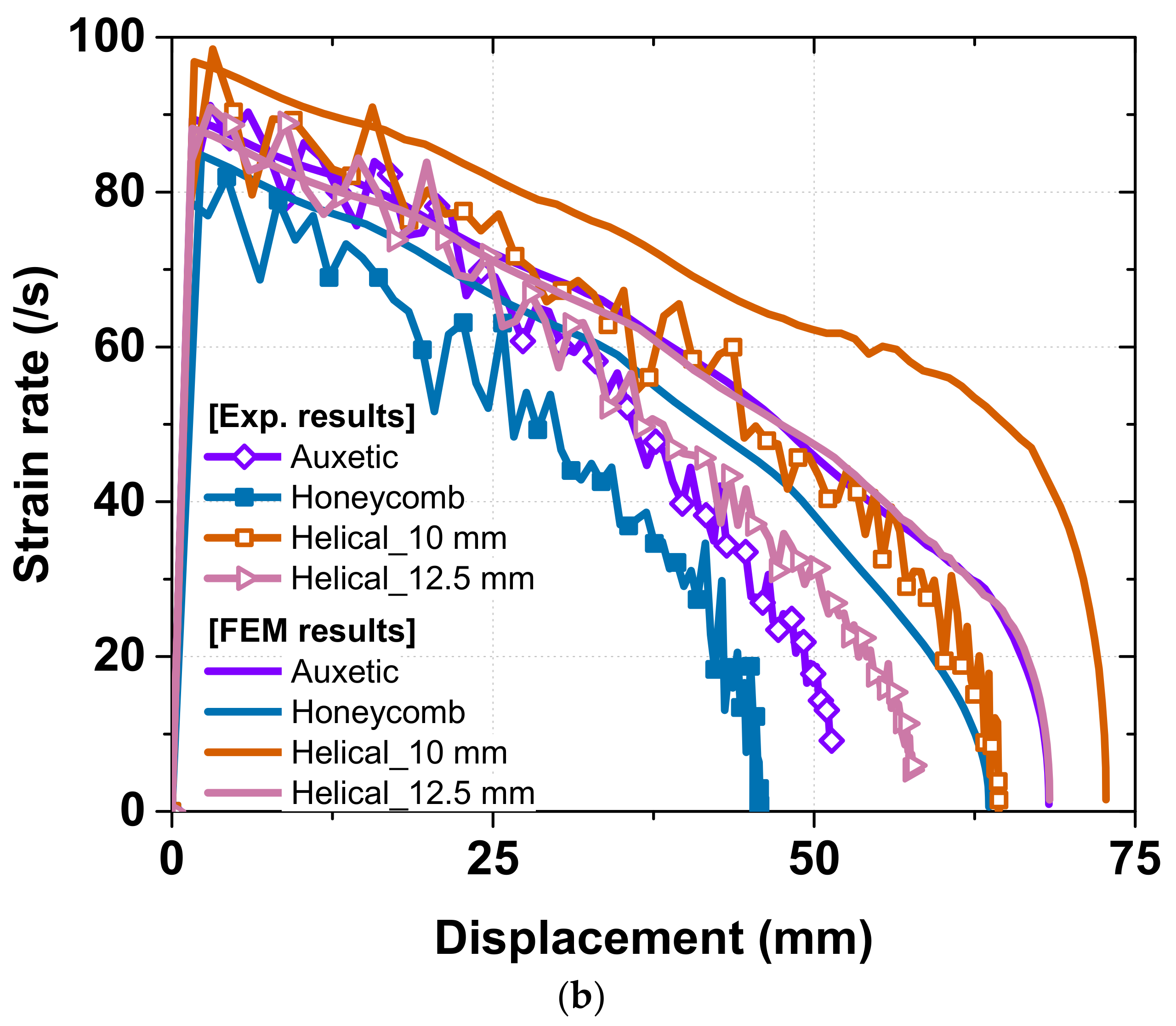
3.2. Strain Rate Sensitivity
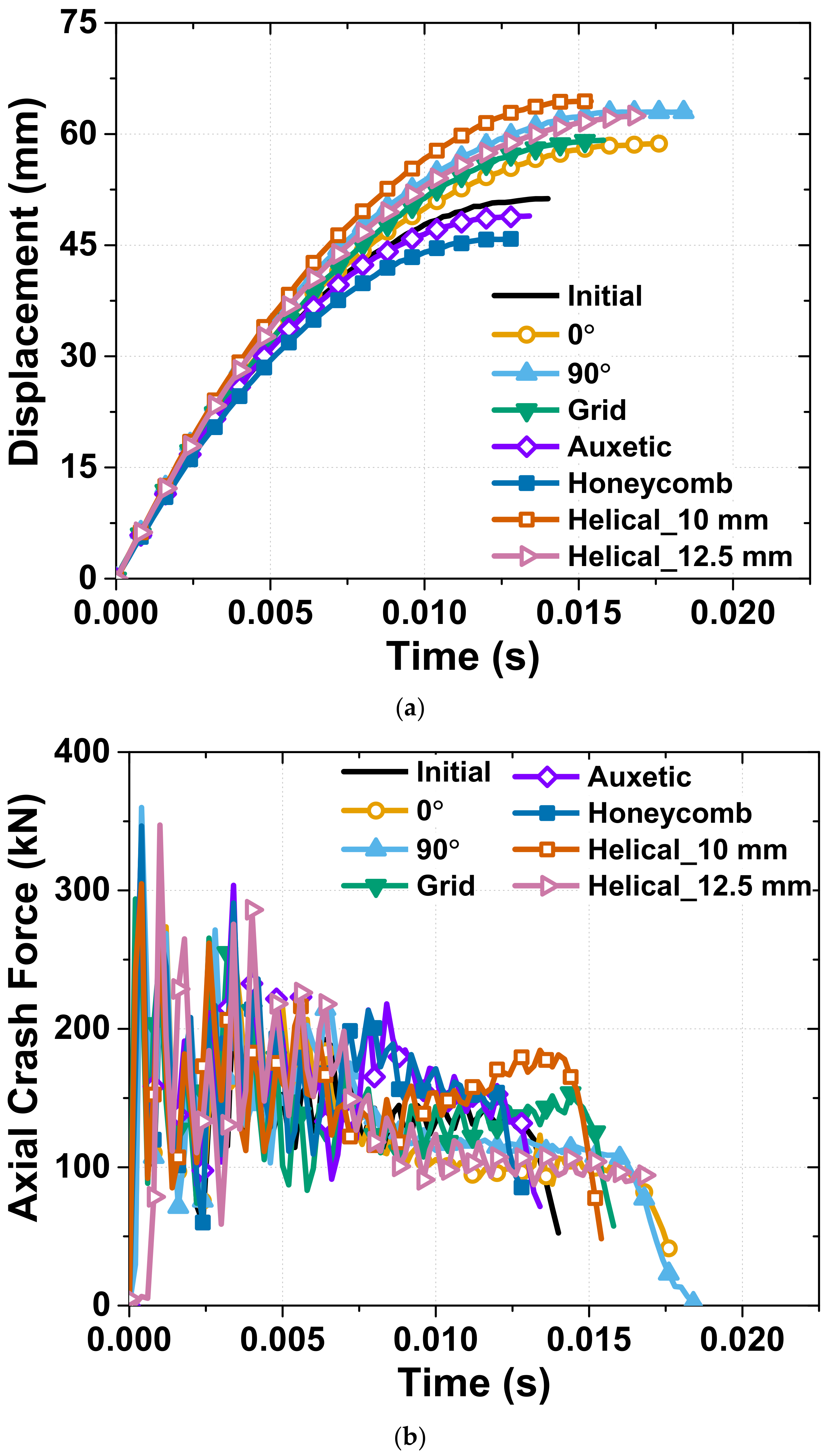
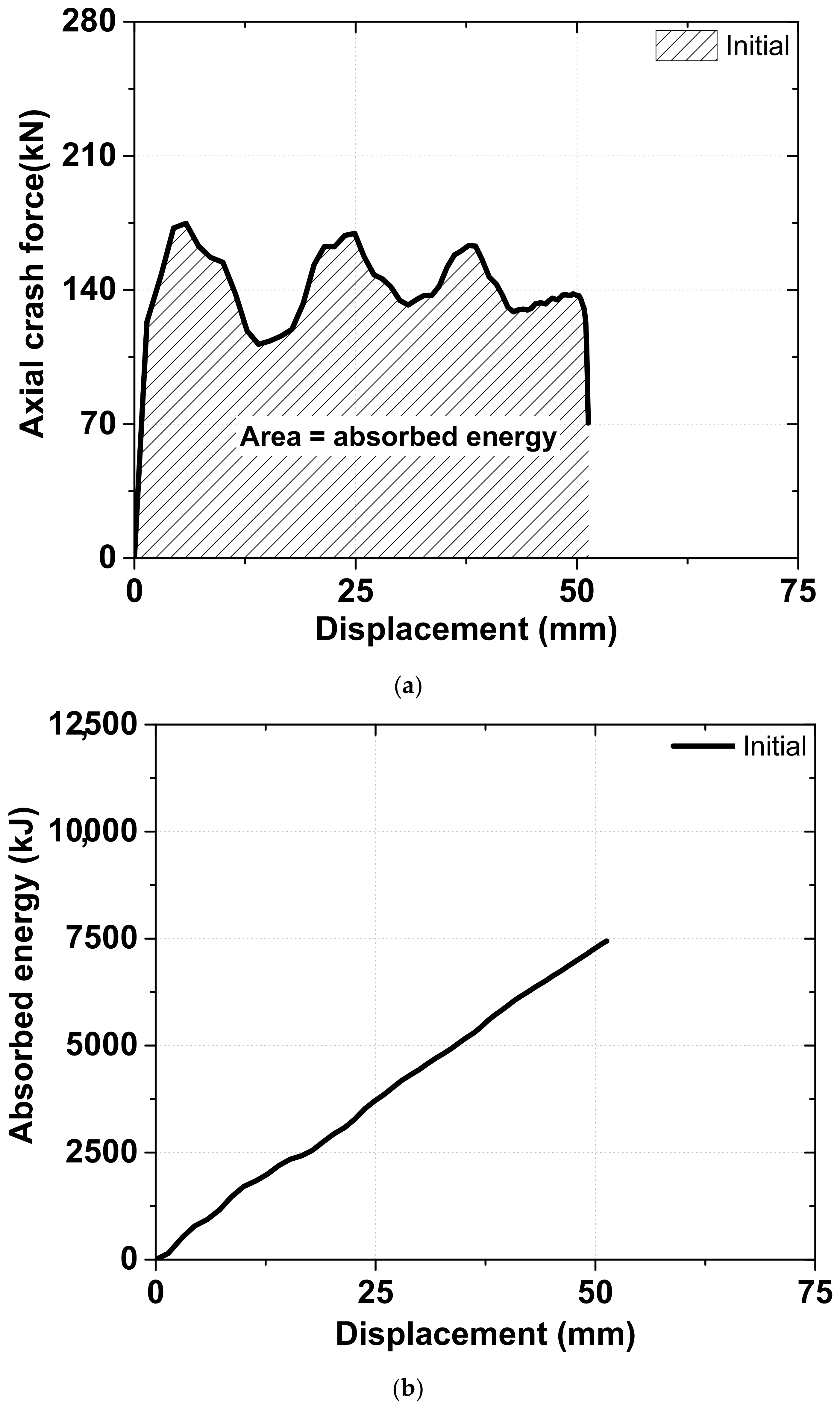
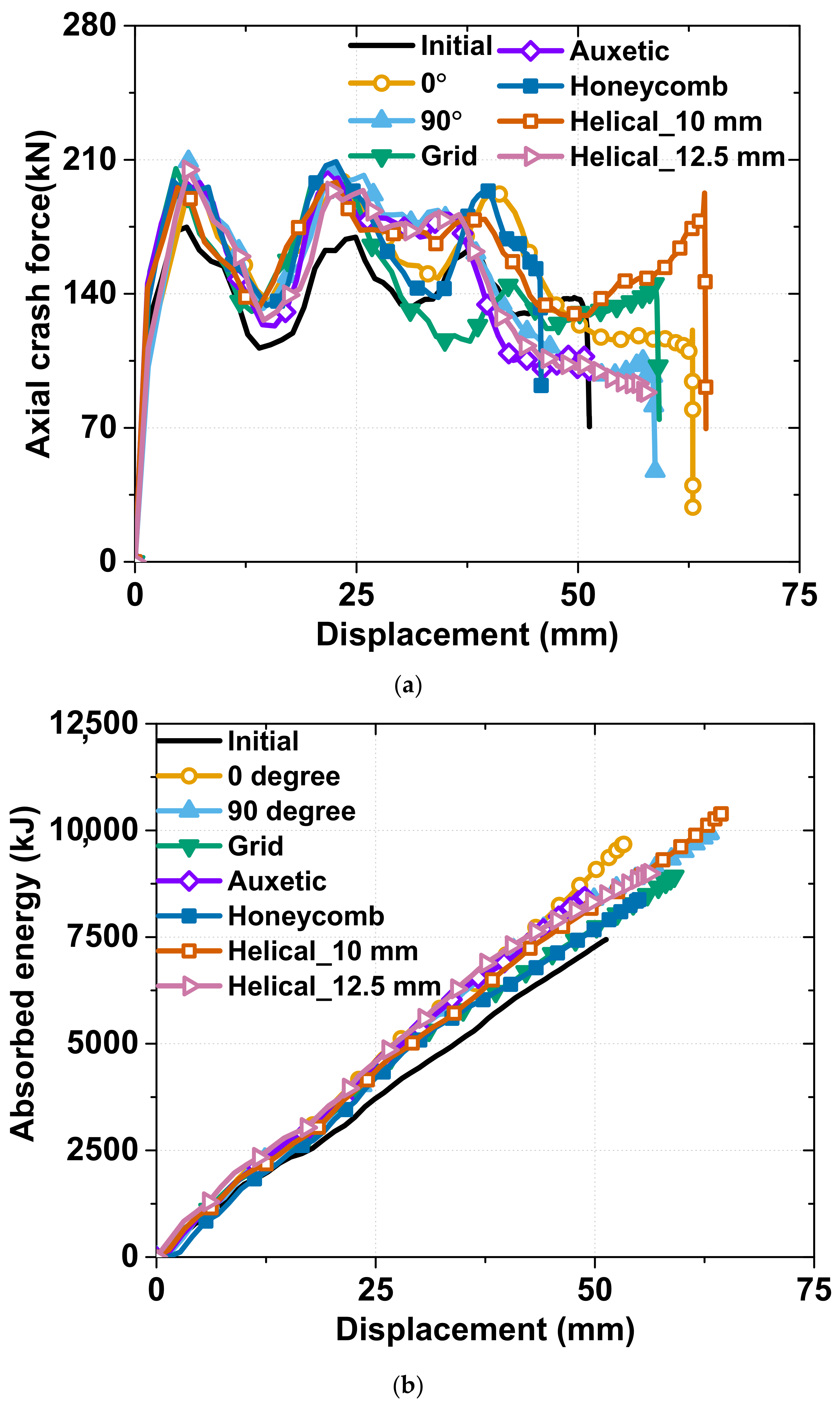
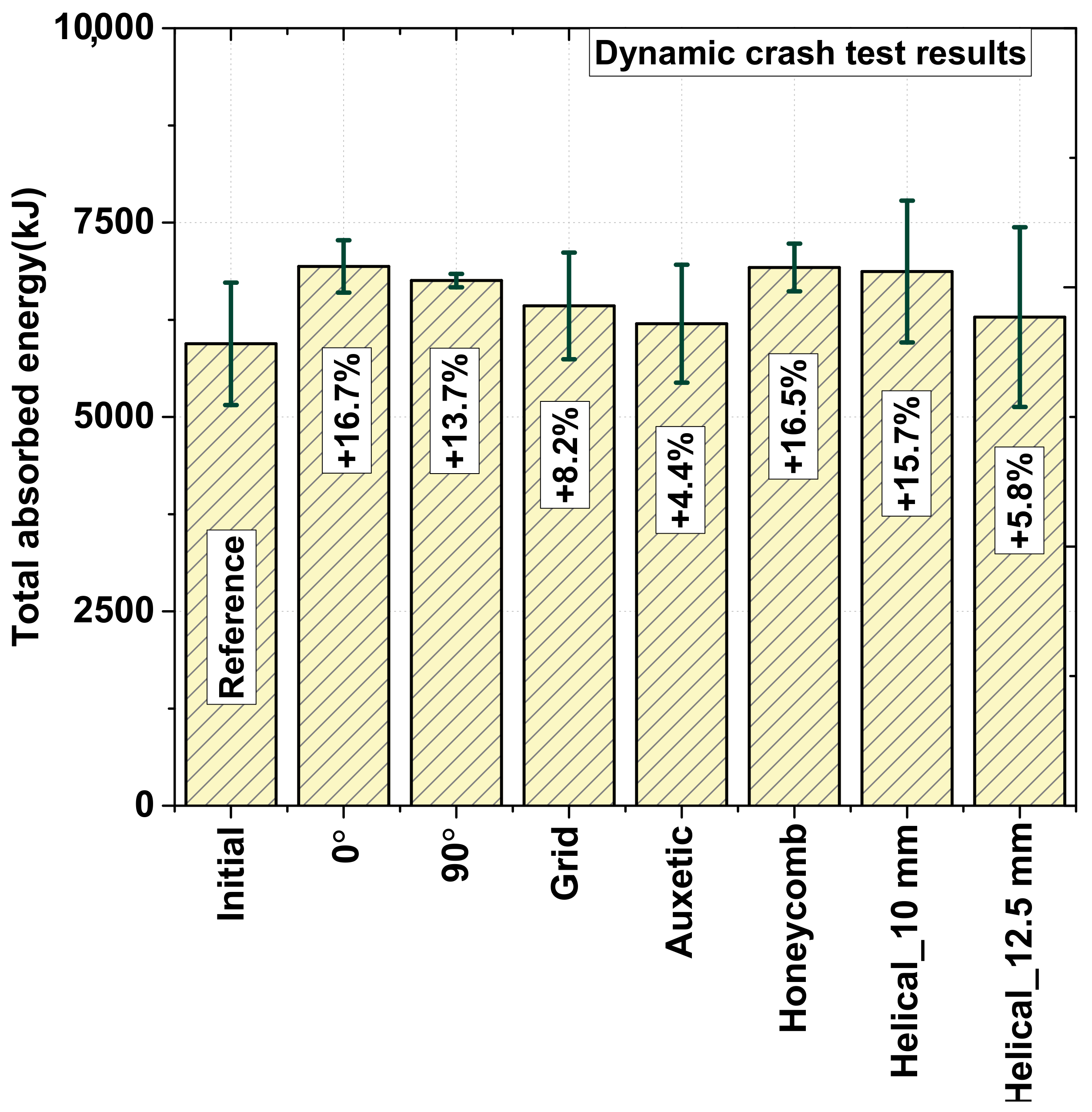
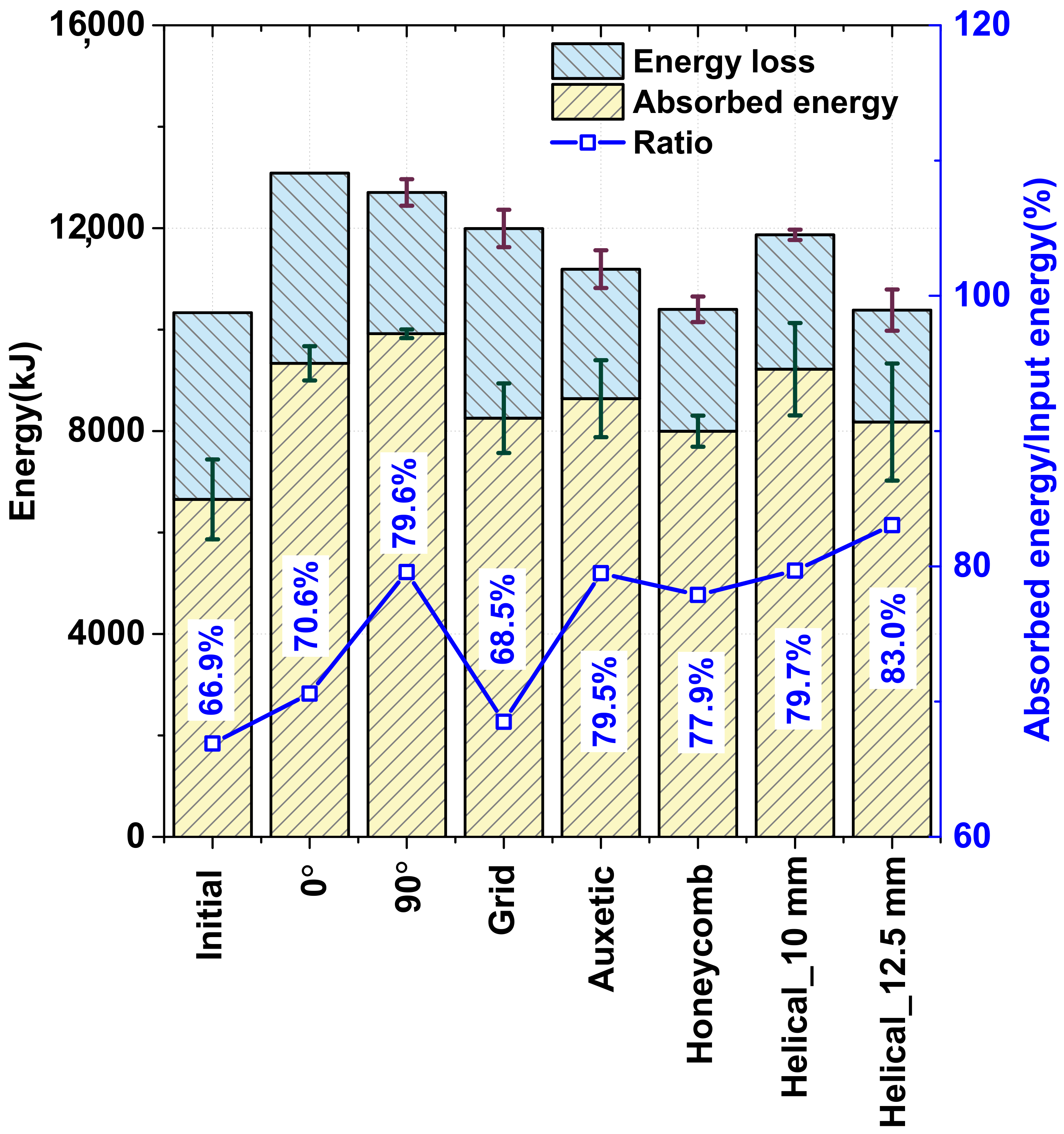
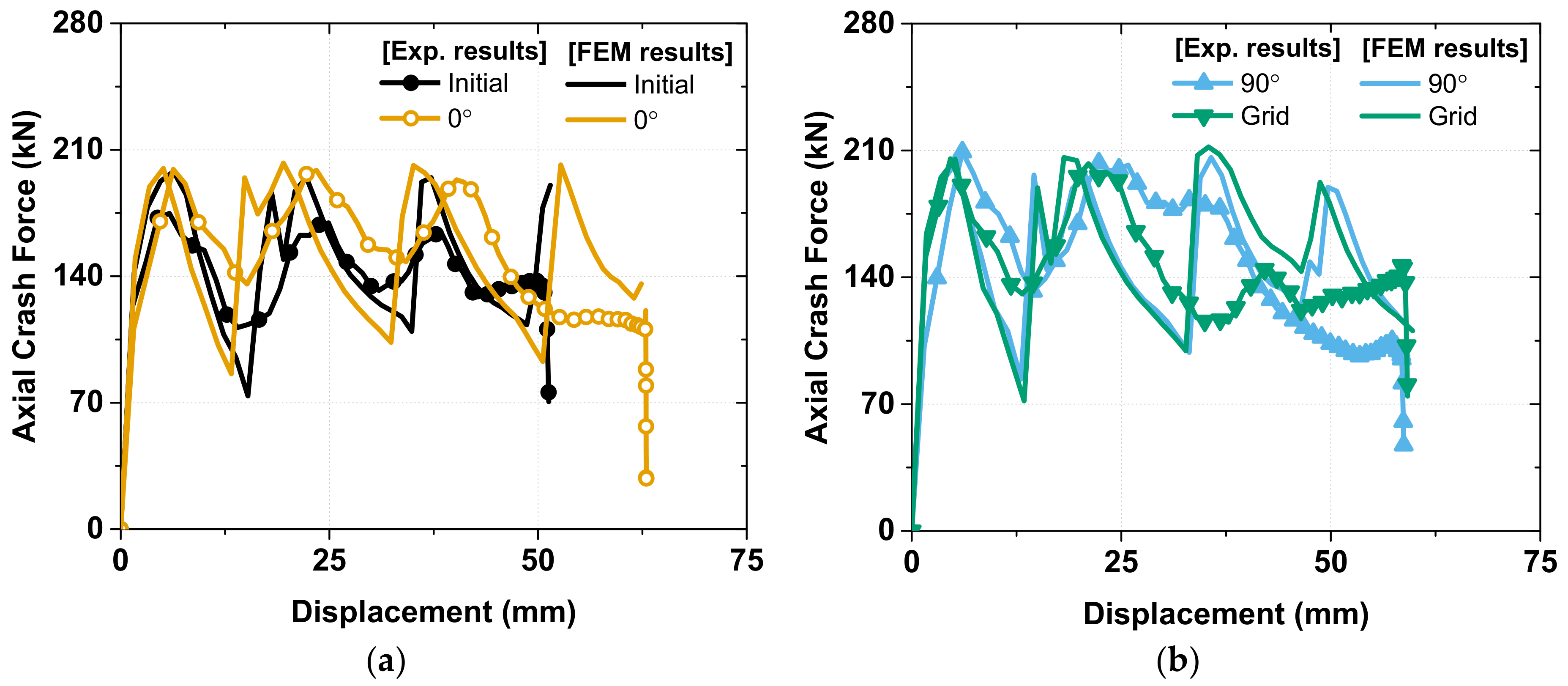
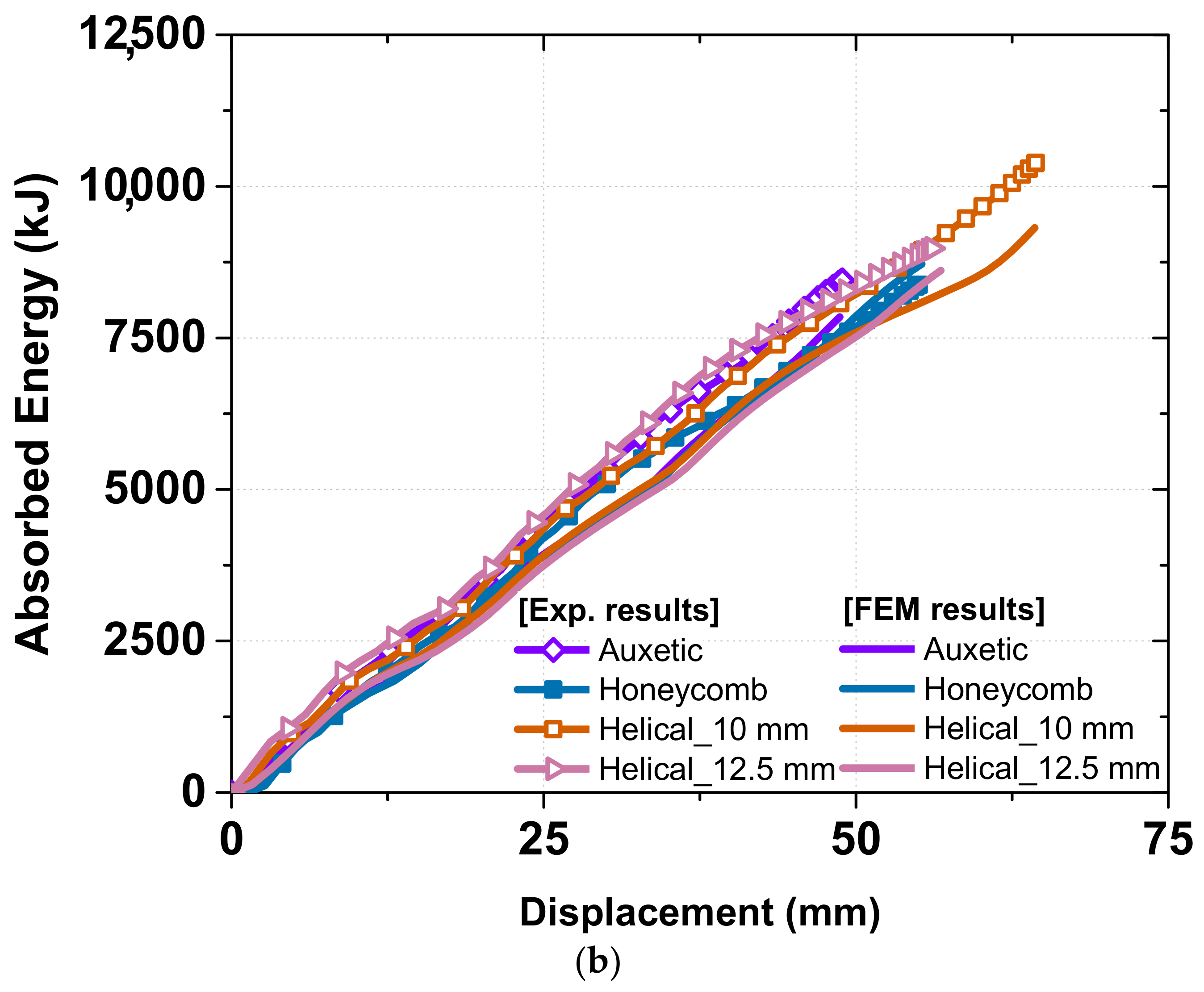
3.3. Optimum Design in Dynamic Crash Test
3.4. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chang, Y.; Meng, Z.-h.; Liang, Y.; Li, X.-h.; Ning, M.; Ping, H. Influence of Hot Press Forming Techniques on Properties of Vehicle High Strength Steels. J. Iron Steel Res. Int. 2011, 18, 59–63. [Google Scholar] [CrossRef]
- Mori, K.; Bariani, P.F.; Behrens, B.-A.; Brosius, A.; Bruschi, S.; Maenoe, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultra-high strength steel parts. CIRP Ann. 2017, 66, 775–777. [Google Scholar] [CrossRef]
- Kim, H.-G.; Yoon, J. Effect of laser patterning on axial crushing performance of cylindrical 22MnB5 tubes. Compos. Struct. 2021, 262, 113633. [Google Scholar] [CrossRef]
- Moon, H.-I.; Jeon, Y.-E.; Kim, D.-Y.; Kim, H.Y.; Kim, Y.-S. Crumple zone design for pedestrian using impact analysis. J. Mech. Sci. Technol. 2012, 26, 2595–2601. [Google Scholar] [CrossRef]
- Graser, M.; Wiesenmayer, S.; Müller, M.; Merklein, M. Application of Tailor Heat Treated Blanks technology in a joining by forming process. J. Mater. Process. Technol. 2019, 264, 259–272. [Google Scholar] [CrossRef]
- Merklein, M.; Wieland, M.; Lechner, M.; Bruschi, S.; Ghiotti, A. Hot stamping of boron steel sheets with tailored properties: A review. J. Mater. Process. Technol. 2016, 228, 11–24. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Merklein, M.; Vogt, U. Application of tailored heat treated blanks under quasi series. Key Eng. Mater. 2007, 344, 383–390. [Google Scholar] [CrossRef]
- Mori, K.; Okuda, Y. Tailor die quenching in hot stamping for producing ultra-high strength steel formed parts having strength distribution. CIRP Ann. 2010, 59, 291–294. [Google Scholar] [CrossRef]
- Choi, J.W.; Lee, M.G.; Barlat, F.; Son, H.S.; Nam, J.B. Hot press forming of tailor welded blank: Experiments and FE modelling. Iron Steel Inst. Jpn. 2012, 52, 2059–2068. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Liu, P.; Xu, Y.; Wang, Y.; Zhang, Y. Hot stamping of high strength steel with tailored properties by two methods. Procedia Eng. 2014, 81, 1725–1730. [Google Scholar] [CrossRef]
- Vogt, S.; Bechheim, L.; Banik, J.; Flaischerowitz, M.; Weisheit, A.; Schleifenbaum, J.H. Local laser softening of press-hardened steel at high feed rates. J. Laser Appl. 2018, 30, 031201. [Google Scholar] [CrossRef]
- Asadi, M.; Frommeyer, G.; Aghajani, A.; Timokhina, I.; Palkowski, H. Local Laser Heat Treatment in Dual-Phase Steels. Metall. Mater. Trans. 2012, 43, 1244–1258. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Mori, K.I.; Suzuki, Y.; Shimizu, Y. Tailored tempering without die heating in hot stamping of ultra-high strength steel parts. Mater. Des. 2020, 192, 108704. [Google Scholar] [CrossRef]
- Kim, K.; Song, Y.; Yang, W.; Choi, H.; Park, S.H.; Yoon, J. Partial strengthening method for cold stamped B-pillar with minimal shape change. Int. J. Adv. Manuf. Technol. 2019, 102, 4241–4255. [Google Scholar] [CrossRef]
- Bao, L.; Liu, W.J.; Wang, B.; Li, H.; You, X.; Zhou, Q.; Liu, M.; Gao, S. Experimental investigation on partition controllable induction heating-hot stamping process of high-strength boron alloyed steel plates with designable temperature patterns. J. Mater. Res. Technol. 2020, 9, 13963–13976. [Google Scholar] [CrossRef]
- Coupard, D.; Palin-luc, T.; Bristiel, P.; Ji, V.; Dumas, C. Residual stresses in surface induction hardening of steels: Comparison between experiment and simulation. Mater. Sci. Eng. A 2008, 487, 328–339. [Google Scholar] [CrossRef]
- DiPaolo, B.P.; Tom, J.G. A study on an axial crush configuration response of thin-wall, steel box components: The quasi-static experiments. Int. J. Solids Struct. 2006, 43, 7752–7775. [Google Scholar] [CrossRef]
- Abramowicz, W.; Jones, N. Dynamic axial crushing of square tubes. Int. J. Impact Eng. 1984, 2, 179–208. [Google Scholar] [CrossRef]
- Abramowicz, W.; Jones, N. Dynamic axial crushing of circular tubes. Int. J. Impact Eng. 1984, 2, 263–281. [Google Scholar] [CrossRef]
- Alomarah, A.; Xu, S.; Masood, S.H.; Ruan, D. Dynamic performance of auxetic structures: Experiments and simulation. Smart Mater. Struct. 2020, 29, 055031. [Google Scholar] [CrossRef]
- Ruan, D.; Lu, G.; Wang, B.; Yu, T.X. In-plane dynamic crushing of honeycombs—A finite element study. Int. J. Impact Eng. 2003, 28, 161–182. [Google Scholar] [CrossRef]
- Günaydın, K.; Gülcan, O.; Türkmen, H.S. Experimental and numerical crushing performance of crash boxes filled with re-entrant and anti-tetrachiral auxetic structures. Int. J. Crashworthiness 2022, 1–5. [Google Scholar] [CrossRef]
- Tan, H.; He, Z.; Li, E.; Cheng, A.; Chen, T.; Tan, X.; Li, Q.; Xu, B. Crashworthiness design and multi-objective optimization of a novel auxetic hierarchical honeycomb crash box. Struct. Multidiscip. Optim. 2021, 64, 2009–2024. [Google Scholar] [CrossRef]
- Lee, W.; Jeong, Y.; Yoo, J.; Huh, H.; Park, S.-J.; Park, S.H.; Yoon, J. Effect of auxetic structures on crash behavior of cylindrical tube. Compos. Struct. 2019, 18, 836–846. [Google Scholar] [CrossRef]
- Ellul, B.; Muscat, M.; Grima, J.N. On the effect of the Poisson’s ratio (positive and negative) on the stability of pressure vessel heads. Phys. Status Solidi B Basic Res. 2009, 246, 2025–2032. [Google Scholar] [CrossRef]
- Harte, S.A.-M.; Fleck, N.A.; Ashby, M.F. Sandwich panel design using aluminum alloy foam. Adv. Eng. Mater. 2000, 2, 219–222. [Google Scholar] [CrossRef]
- Eyvazian, A.; Habibi, M.K.; Hamouda, A.M.; Hedayati, R. Axial crushing behavior and energy absorption efficiency of corrugated tubes. Mater. Des. 2014, 54, 1028–1038. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial | 0° | 90° | Grid | Auxetic | Honeycomb | Helical_10 mm | Helical_12.5 mm | |
|---|---|---|---|---|---|---|---|---|
| 1st fold | C | C | C | C | C | C | C | C |
| 2nd fold | C | C | C | D | C | D | C | C |
| 3rd fold | C | C | D | None | D | None | D | C |
| Specimen | Speed (m/s) |
|---|---|
| Initial | 8.21 |
| 0° | 8.79 |
| 90° | 8.65 |
| Grid | 8.89 |
| Auxetic | 8.21 |
| Honeycomb | 7.8 |
| Helical_10 mm | 8.89 |
| Helical_12.5 mm | 8.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.; Trinh, N.; Kwon, J.; Hong, S.; Park, S.; Yoon, J. Crash Performance of Strength Gradient Tube Induced by Selective Laser Patterning. Materials 2022, 15, 6580. https://doi.org/10.3390/ma15196580
Kim H, Trinh N, Kwon J, Hong S, Park S, Yoon J. Crash Performance of Strength Gradient Tube Induced by Selective Laser Patterning. Materials. 2022; 15(19):6580. https://doi.org/10.3390/ma15196580
Chicago/Turabian StyleKim, HyungGyu, NamHoai Trinh, JunBeom Kwon, SukJoon Hong, SungHyuk Park, and JongHun Yoon. 2022. "Crash Performance of Strength Gradient Tube Induced by Selective Laser Patterning" Materials 15, no. 19: 6580. https://doi.org/10.3390/ma15196580