
Deep Drawing Behavior of Metal-Composite Sandwich Plates


Abstract
:1. Introduction
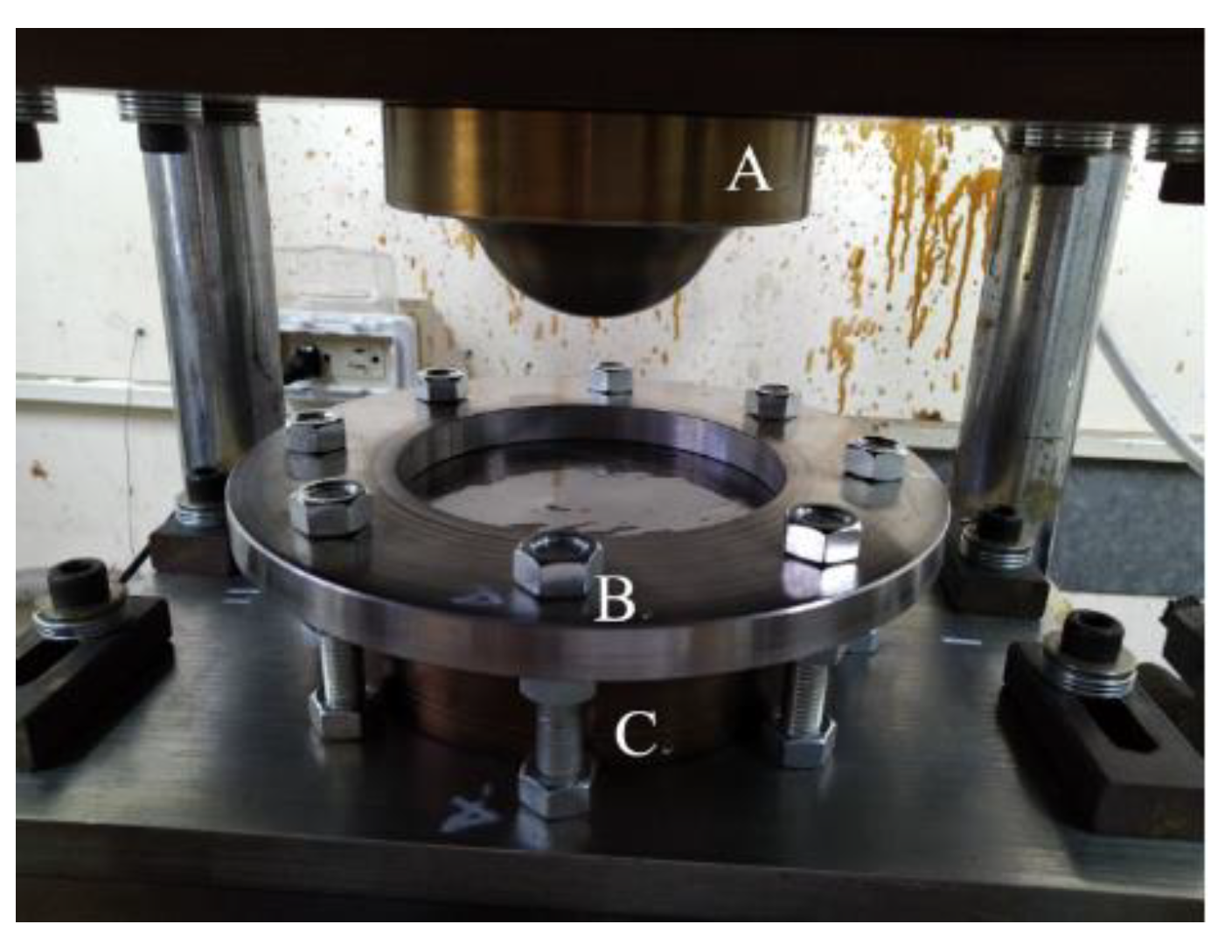
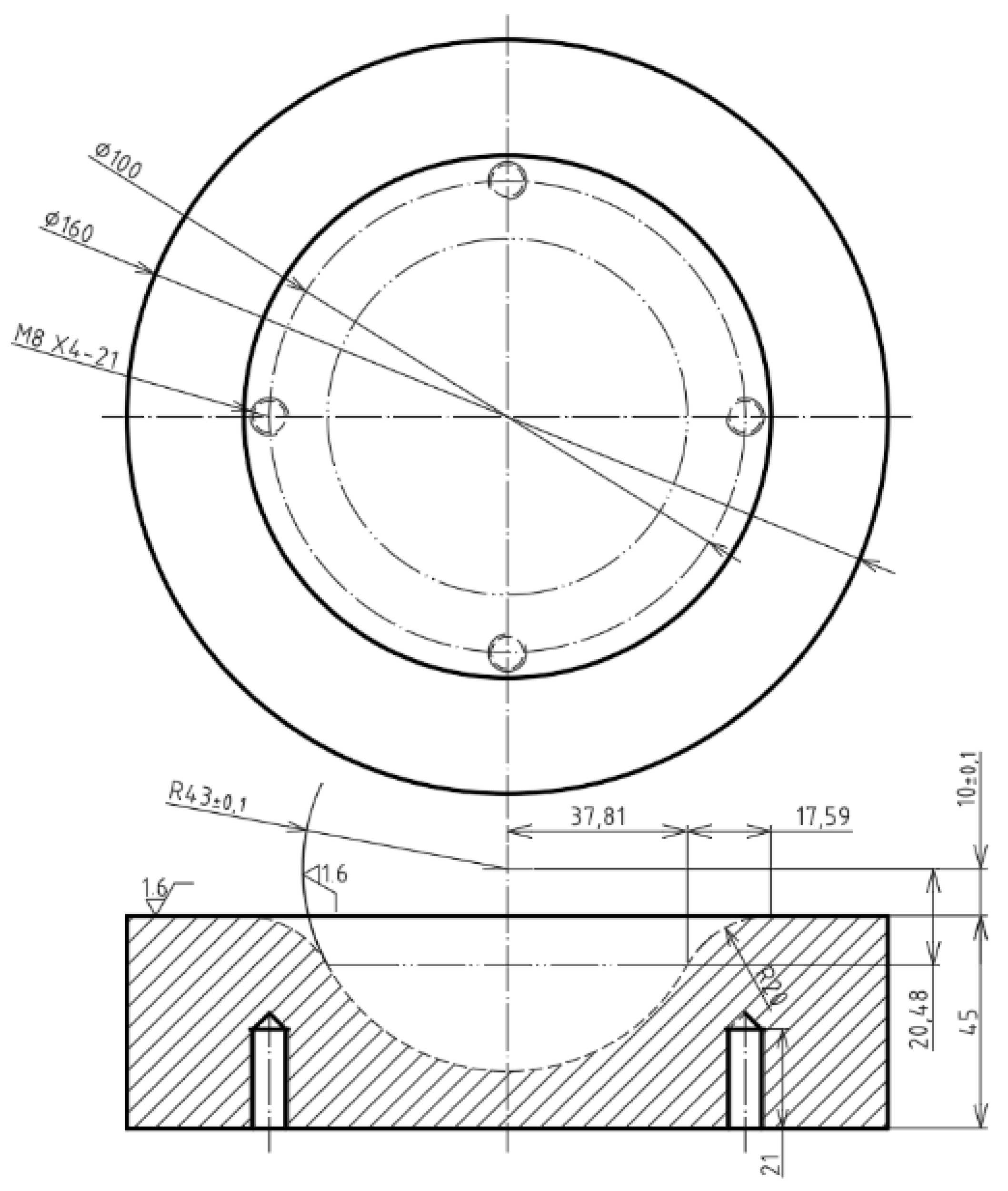
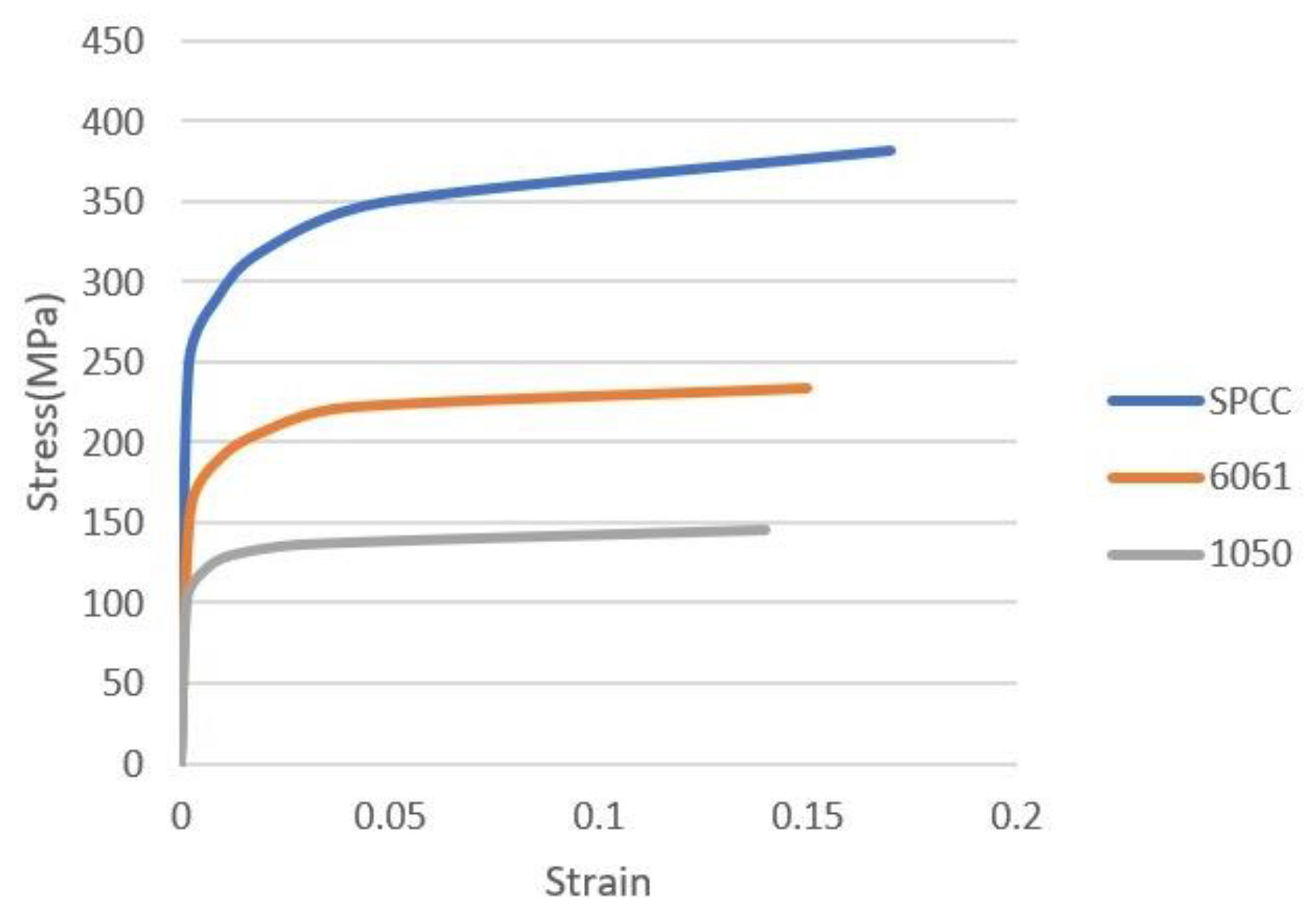
2. Materials and Methods
3. Results
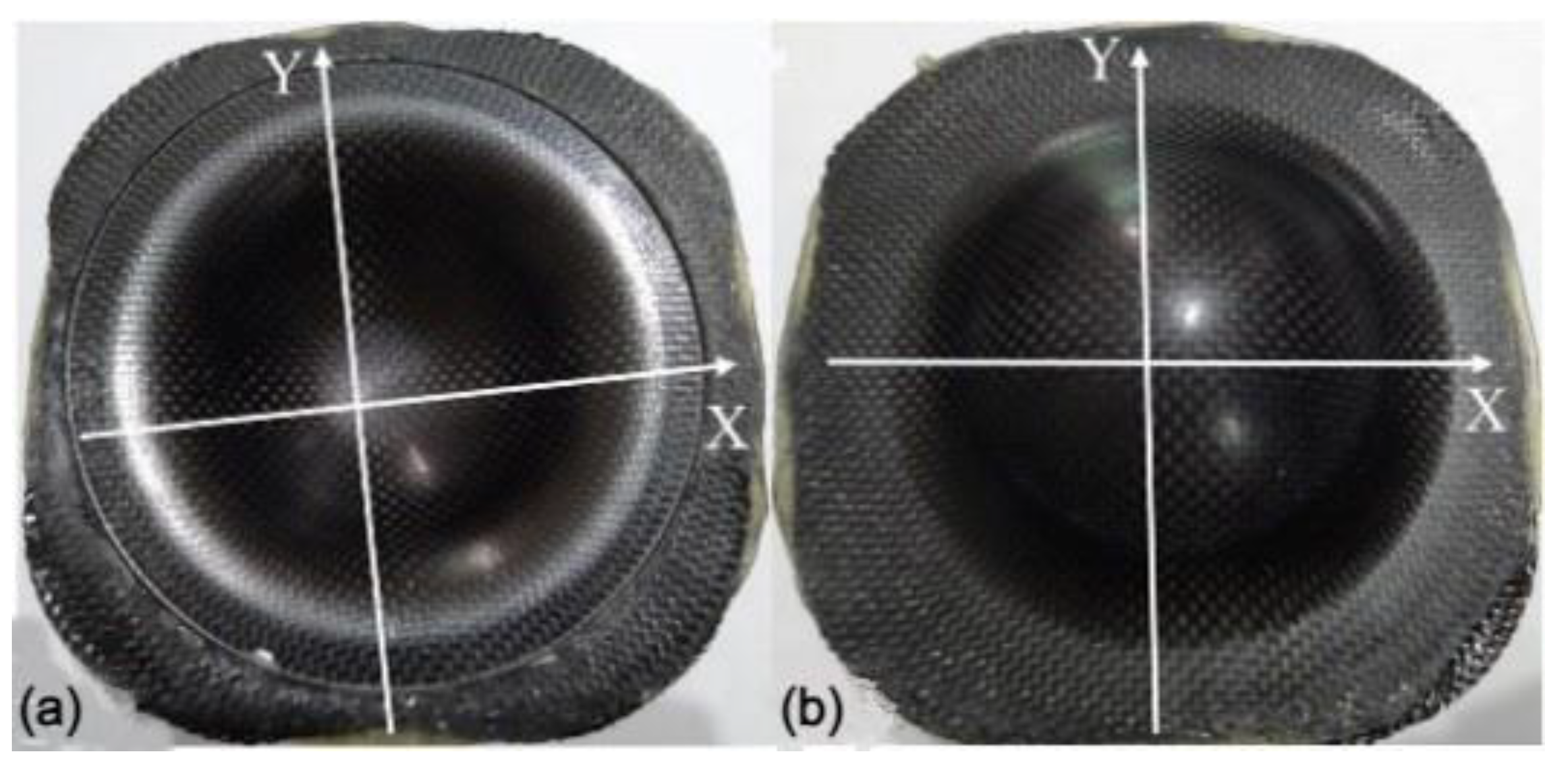
3.1. Composite Plates
3.2. Aluminum-Composite Sandwich Plates
3.3. Steel-Composite Sandwich Plates
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, M.S.; Kim, S.J.; Lim, O.D.; Kang, C.G. Effect of process parameters on epoxy flow behavior and formability with CR340/CFRP composites by different laminating in deep drawing process. Procedia Eng. 2014, 81, 1627–1632. [Google Scholar] [CrossRef]
- Caballeroa, F.G.; Garcia-Mateoa, C.; Capdevilaa, C.; Garcia de Andresa, C. Advanced ultrahigh strength bainitic steels. Mater. Manuf. Process. 2007, 22, 502–506. [Google Scholar] [CrossRef]
- Stefaniak, D.; Prussak, R. Chances and challenges in the application of fiber metal laminates. Adv. Mater. Lett. 2019, 10, 91–97. [Google Scholar] [CrossRef]
- Yelamanchi, B.; MacDonald, E.; Gonzalez-Canche, N.G.; Carrillo, J.G.; Cortes, P. The mechanical properites of fiber metal Laminates based on 3D printed composites. Materials 2020, 13, 5264. [Google Scholar] [CrossRef] [PubMed]
- Subesh, T.; Yogaraj, D.; Ramesh, V. Characterization of fiber metal laminates, bonding and manufacturing methods. IJITEE 2019, 8, 1062–1065. [Google Scholar]
- Moon, Y.H.; Kang, Y.K.; Park, J.W.; Gong, S.R. Tool temperature control to increase the deep drivability of aluminum 1050 sheet. Int. J. Mach. Tools Manuf. 2001, 41, 1283–1294. [Google Scholar] [CrossRef]
- Yagami, T.; Manabe, K.; Yamauchi, Y. Effect of alternating blank holder motion of drawing and wrinkle elimination on deep-drawability. J. Mater. Process. Technol. 2007, 187–188, 187–191. [Google Scholar] [CrossRef]
- Basak, S.; Panda, S.K.; Lee, M.G. Formability and fracture in deep drawing sheet metals: Extended studies for pre-strained anisotropic thin sheets. Int. J. Mech. Sci. 2020, 170, 105346. [Google Scholar] [CrossRef]
- Gresham, J.; Cantwell, W.; Cardew-Hall, M.J.; Compston, P.; Kalyanasundaram, S. Drawing behavior of metal-composite sandwich structures. Compos. Struct. 2006, 75, 305–312. [Google Scholar] [CrossRef]
- Heggemann, T.; Homberg, W. Deep drawing of fiber metal laminates for automotive lightweight structures. Compos. Struct. 2019, 216, 53–57. [Google Scholar] [CrossRef]
- Schmidt, H.C.; Damerow, U.; Lauter, C.; Gorny, B.; Hankeln, F.; Homberg, W.; Troester, T.; Maier, H.J.; Mahnken, R. Manufacturing processes for combined forming of multi-material structures consisting of sheet metal and local CFRP reinforcements. Key Eng. Mater. 2012, 504–506, 295–300. [Google Scholar] [CrossRef]
- Bala, H.; Lang, L.; Sherkatghanad, E.; Li, L. An investigation into process parameters effect on the formability of GLARE materials using stamp forming. Appl. Compos. Mater. 2019, 26, 1423–1436. [Google Scholar] [CrossRef]
- Bala, H.; Lang, L.; Khan, S.; Li, L.; Alexandrov, S. An analysis of process parameters in the hydroforming of a hemispherical dome made of fiber metal laminate. Appl. Compos. Mater. 2021, 28, 685–704. [Google Scholar] [CrossRef]
- Lee, M.S.; Kim, S.J.; Seo, H.Y.; Kang, C.G. Investigation of formability and fiber orientation in the square deep drawing process with steel/CFRP hybrid composites. Int. J. Precis. Eng. Manuf. 2019, 20, 2019–2031. [Google Scholar] [CrossRef]
- Rajabi, A.; Kadkhodayan, M.; Manoochehri, M.; Farjadfar, R. Deep-drawing of thermoplastic metal-composite structures: Experimental investigations, statistical analysis and finite element modeling. J. Mater. Process. Technol. 2015, 215, 159–170. [Google Scholar] [CrossRef]
- Wollmann, T.; Hahn, M.; Wiedemann, S.; Zeiser, A.; Jaschinski, J.; Modler, N.; Khalifa, N.B.; MeiBen, F.; Paul, C. Thermoplastic fiber metal laminates: Stiffness properties and forming behavior by means of deep drawing. Arch. Civ. Mech. Eng. 2018, 18, 442–450. [Google Scholar] [CrossRef]
- Harhash, M.; Gilbert, R.R.; Hartmann, S.; Palkowski, H. Experimental characterization, analytical and numerical investigations of metal/polymer/metal sandwich composites—part 1: Deep drawing. Compos. Struct. 2018, 202, 1308–1321. [Google Scholar] [CrossRef]
- Harhash, M.; Gilbert, R.R.; Hartmann, S.; Palkowski, H. Experimental characterization, analytical and numerical investigations of metal/polymer/metal sandwich composites—part 2: Free bending. Compos. Struct. 2020, 232, 111421. [Google Scholar] [CrossRef]
- Parsa, M.H.; Ettehad, M.; Matin, P.H.; Nasheralahkami, S. Experimental and numerical determination of limiting drawing ratio of Al 3105-polypropylene-Al 3105 sandwich sheets. J. Eng. Mater. Technol. 2010, 132, 031004. [Google Scholar] [CrossRef]
- Carrado, A.; Faerber, J.; Miemeyer, S.; Ziegmann, G.; Palkowski, H. Metal/polymer/metal hybrid systems: Towards potential formability applications. Compos. Struct. 2011, 93, 715–721. [Google Scholar] [CrossRef]
- Harhash, M.; Sokolova, O.; Carrado, A.; Palkowski, H. Mechanical properties and forming behaviour of laminated steel/polymer sandwich systems with local inlays—part 1. Compos. Struct. 2014, 118, 112–120. [Google Scholar] [CrossRef]
- Harhash, M.; Carrado, A.; Palkowski, H. Mechanical properties and forming behaviour of laminated steel/polymer sandwich systems with local inlays—part 2: Stretching and deep drawing. Compos. Struct. 2017, 160, 1084–1094. [Google Scholar] [CrossRef]
- Sokolova, O.; Kuhn, M.; Palkowski, H. Deep drawing properties of lightweight steel/polymer/steel sandwich composites. Arch. Civ. Mech. Eng. 2012, 12, 105–112. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure (MPa) | AL 1050 | AL 6061 | Steel | Composite |
|---|---|---|---|---|
| Density, g/cm3 | 2.63 | 2.63 | 7.83 | 1.75 |
| Young’s modulus, GPa | 63.5 | 68.9 | 207 | 70 |
| Tensile strength, MPa | 146 | 234 | 382 | 750 |
| Yield strength, MPa | 70 | 112 | 202 | |
| Poisson’s ratio | 0.33 | 0.33 | 0.3 | 0.07 |
| Ultimate strain | 0.1 | 0.16 | 0.25 | 0.01 |
| Specimen | Stacking Sequence |
|---|---|
| Composite-90 | [(0/90)]11 |
| Composite-45 | |
| Composite-30 | |
| Composite-15 |
| Composite-90 | |||||||
| Line | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| A | 87.7 | 82.2 | 72.4 | 73.9 | 78.1 | 85.8 | 86.2 |
| B | 86.0 | 84.1 | 70.3 | 71.6 | 79.7 | 86.1 | 86.2 |
| Composite-45 | |||||||
| Line | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| A | 86.4 | 80.0 | 69.9 | 65.7 | 72.2 | 84.3 | 87.6 |
| B | 87.7 | 82.4 | 67.8 | 66.1 | 74.0 | 85.9 | 90.0 |
| Composite-30 | |||||||
| Line | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| A | 86.2 | 77.8 | 62.1 | 64.3 | 75.8 | 77.7 | 84.1 |
| B | 83.7 | 78.0 | 60.3 | 61.9 | 76.4 | 80.1 | 83.8 |
| Composite-15 | |||||||
| Line | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| A | 84.3 | 76.0 | 73.8 | 67.7 | 69.9 | 78.1 | 87.8 |
| B | 84.3 | 76.2 | 69.7 | 68.4 | 74.2 | 80.1 | 88.0 |
| Pressure (MPa) | 0.6 | 1.1 | 2.5 | 3.5 | 4.0 | 5.5 |
|---|---|---|---|---|---|---|
| Specimen 1 | 19 | 16 | 9 | 6 | 3 | 0 |
| Specimen 2 | 22 | 14 | 11 | 5 | 2 | 1 |
| Specimen 3 | 20 | 15 | 11 | 7 | 3 | 0 |
| Point | A | B | C | D | E | F | G |
|---|---|---|---|---|---|---|---|
| 2.5 MPa | 3.0 | 3.1 | 3.1 | 3.0 | 3.0 | 3.0 | 2.9 |
| 3.5 MPa | 2.8 | 3.4 | 3.1 | 3.0 | 2.8 | 2.8 | 2.8 |
| 4.0 MPa | 2.6 | 3.9 | 3.3 | 3.1 | 2.7 | 2.7 | 2.6 |
| 5.5 MPa | 2.5 | 4.1 | 3.2 | 2.9 | 2.6 | 2.5 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, S.-F.; Li, Y.-R. Deep Drawing Behavior of Metal-Composite Sandwich Plates. Materials 2022, 15, 6612. https://doi.org/10.3390/ma15196612
Hwang S-F, Li Y-R. Deep Drawing Behavior of Metal-Composite Sandwich Plates. Materials. 2022; 15(19):6612. https://doi.org/10.3390/ma15196612
Chicago/Turabian StyleHwang, Shun-Fa, and Yu-Ren Li. 2022. "Deep Drawing Behavior of Metal-Composite Sandwich Plates" Materials 15, no. 19: 6612. https://doi.org/10.3390/ma15196612
APA StyleHwang, S.-F., & Li, Y.-R. (2022). Deep Drawing Behavior of Metal-Composite Sandwich Plates. Materials, 15(19), 6612. https://doi.org/10.3390/ma15196612