
A Novel Hydroforming Process by Combining Internal and External Pressures for High-Strength Steel Wheel Rims





 and
and
Abstract
:1. Introduction
2. Process Principle
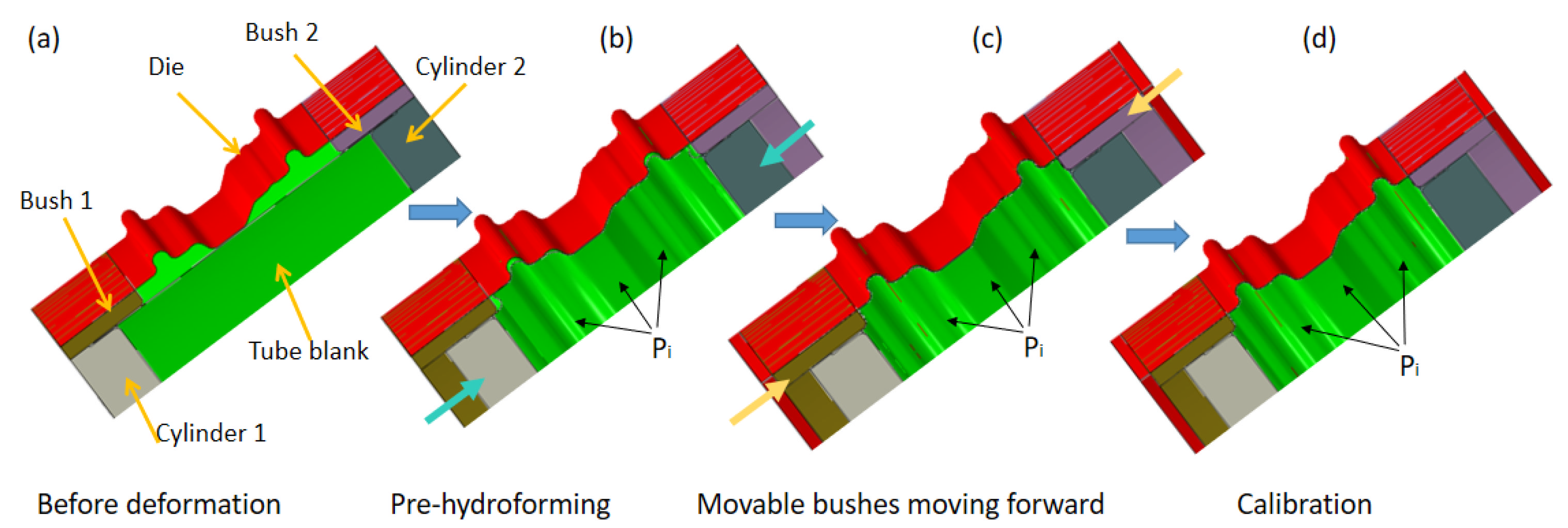
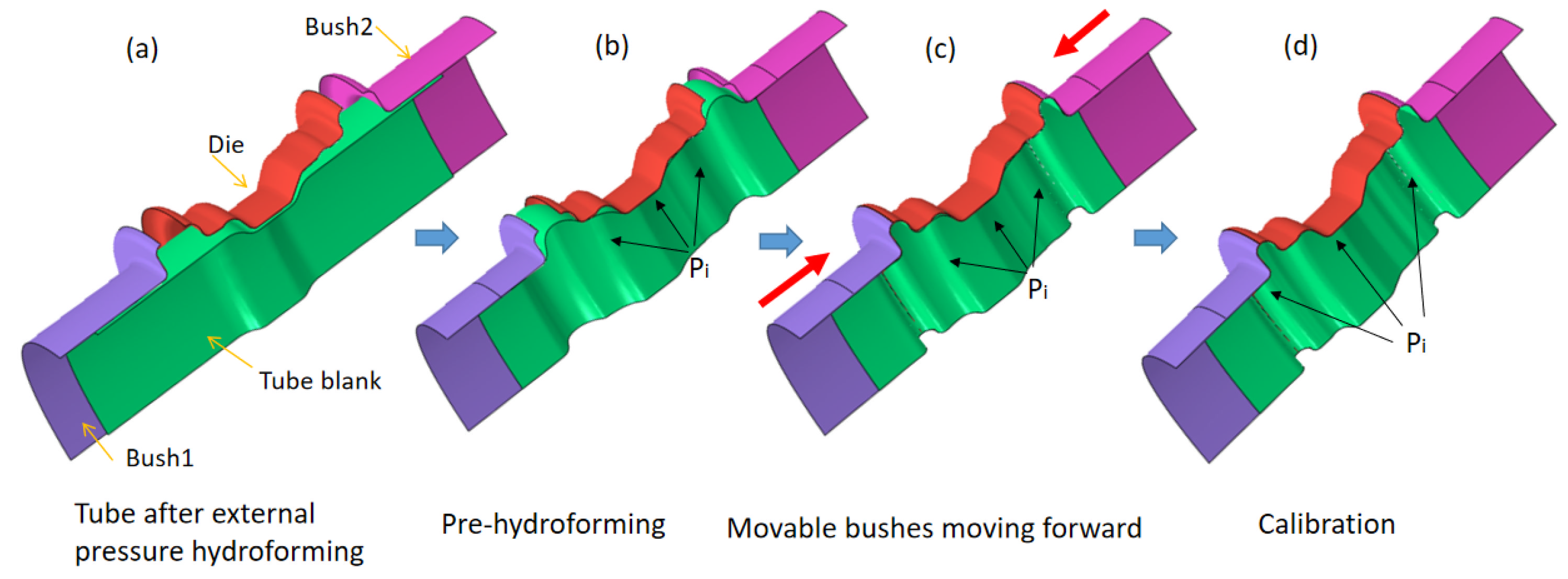
2.1. Principles of HIEP
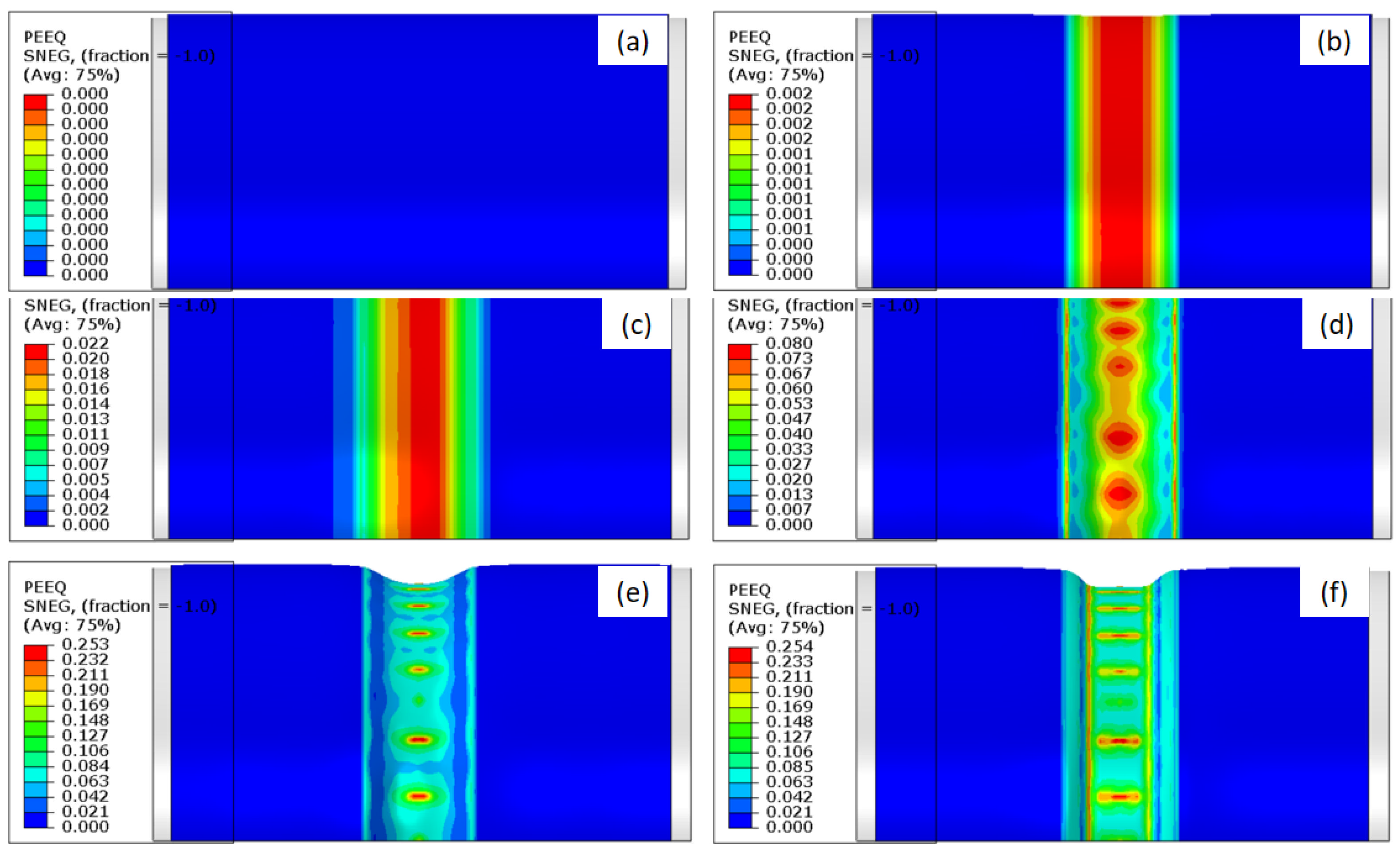
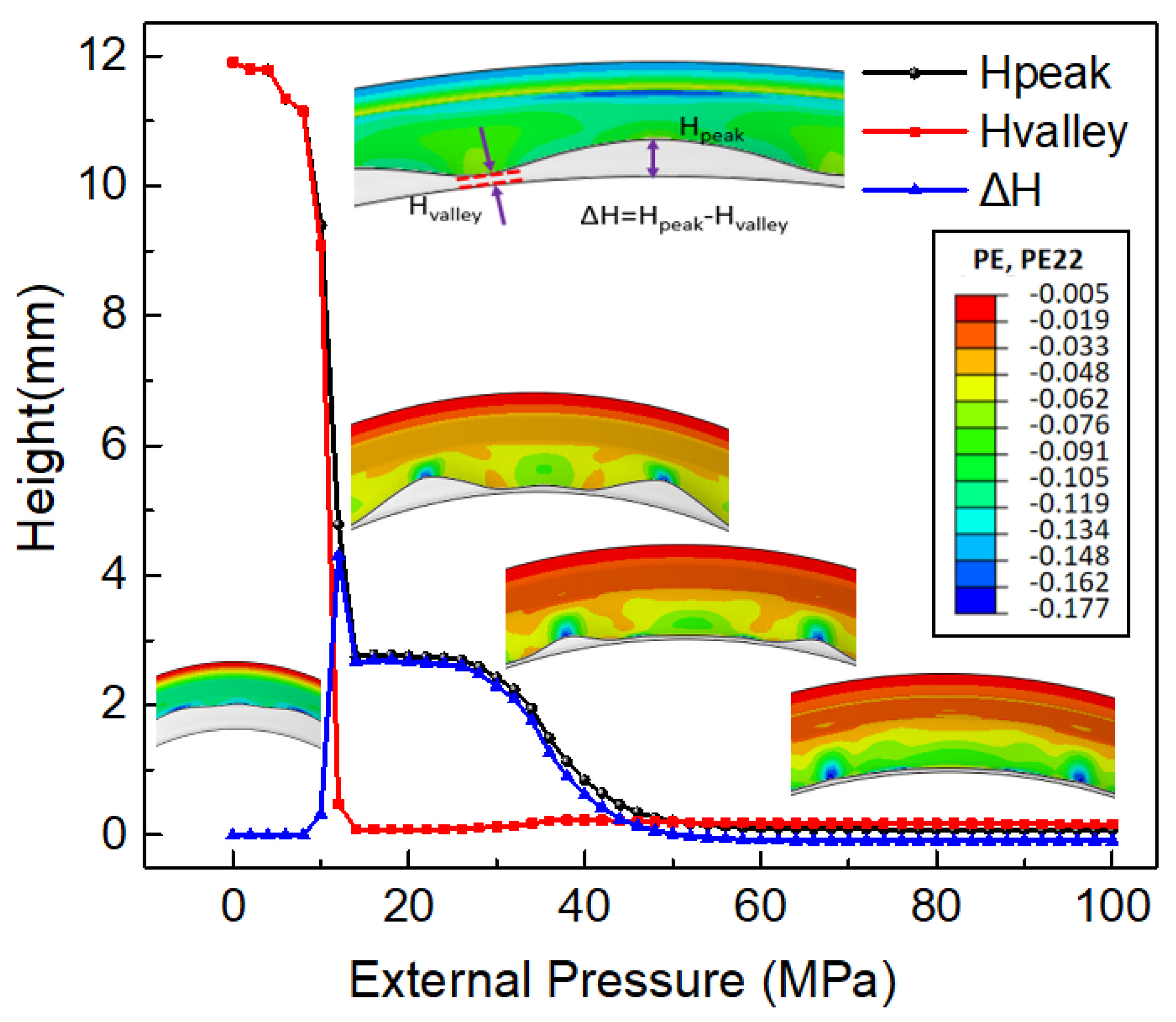
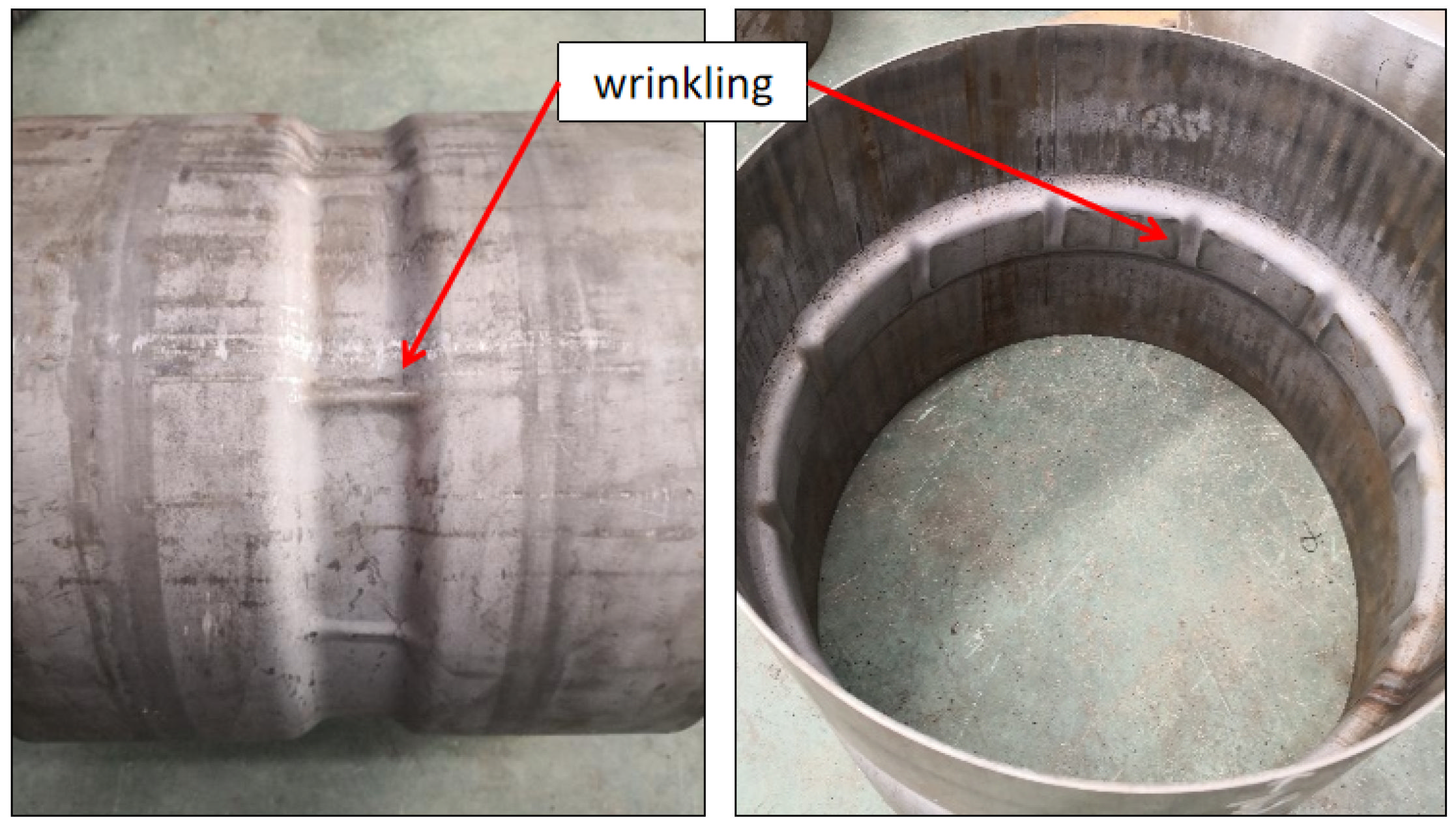
2.2. Wrinkling Criterion of the Thin-Wall Component under an External Pressure
3. Preparation
3.1. Component
3.2. Material
3.3. Finite Element Model
3.4. Experimental Setup
4. Results and Discussion
4.1. Conventional Hydroforming Process for Rim
4.2. Parameters on Wrinkling during the External Pressure Stage of HIEP
4.2.1. The Influence of Initial Tube Diameter
4.2.2. The Influence of the Value of External Pressure
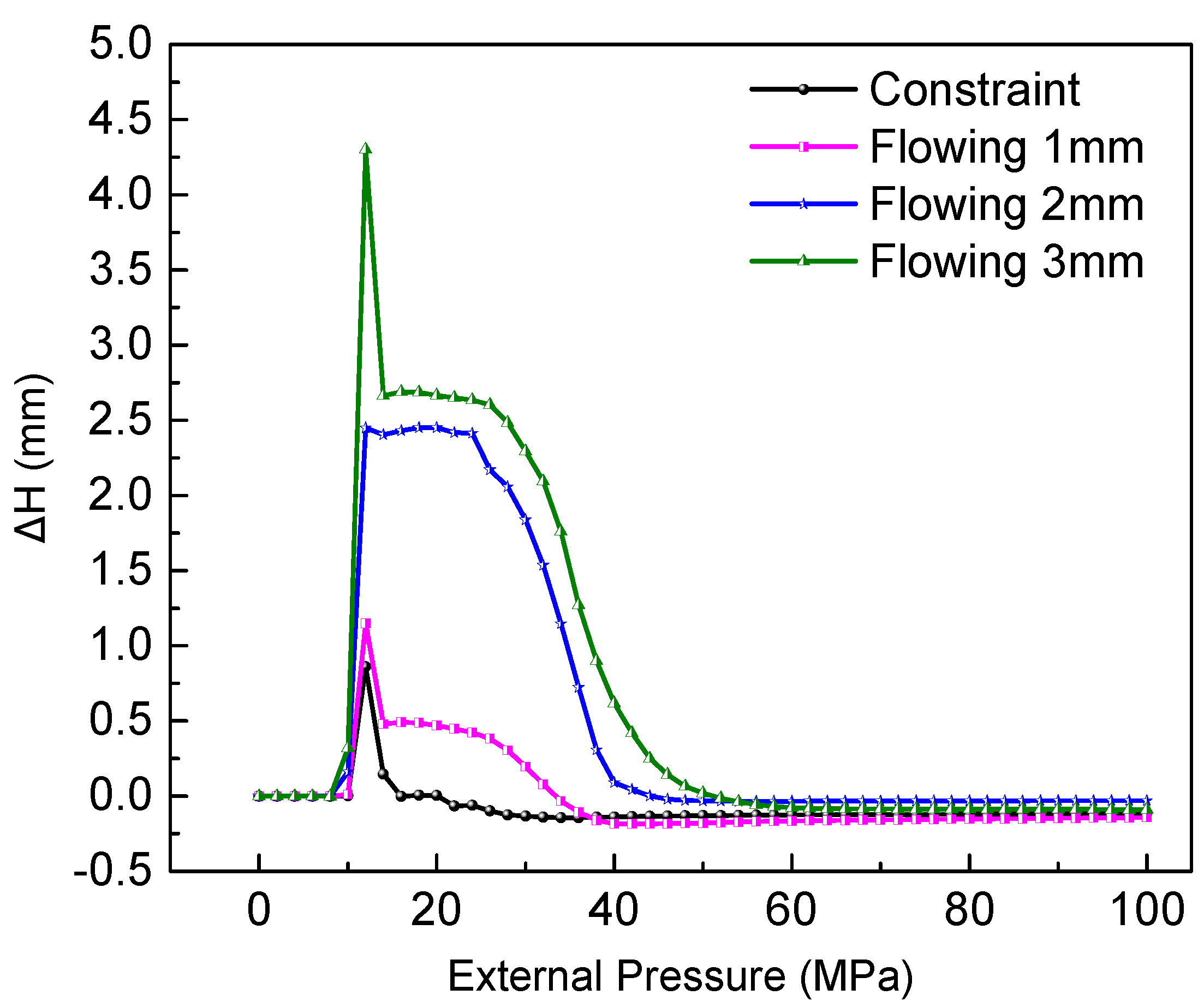
4.2.3. The Influence of Material Flowing Displacements
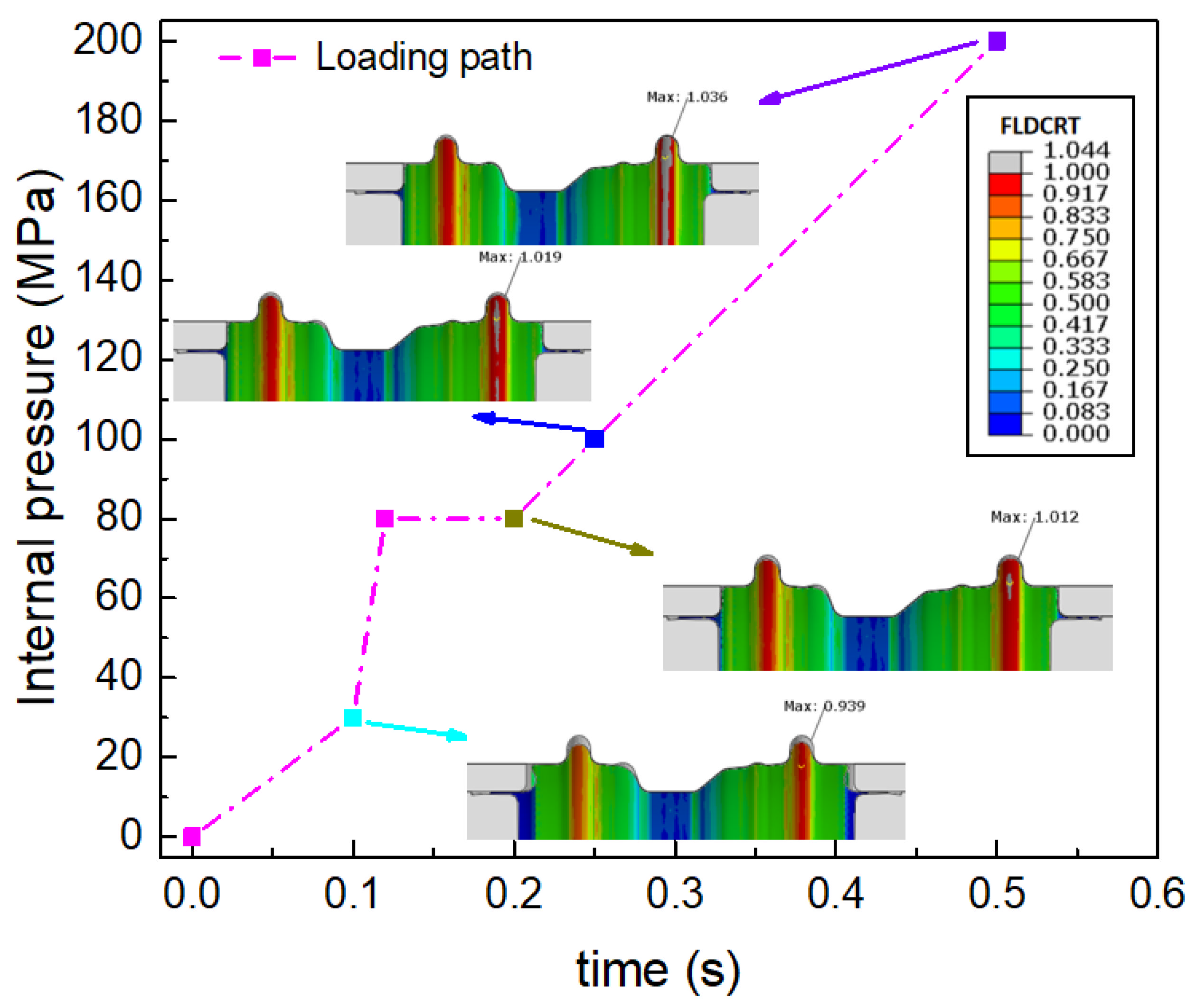
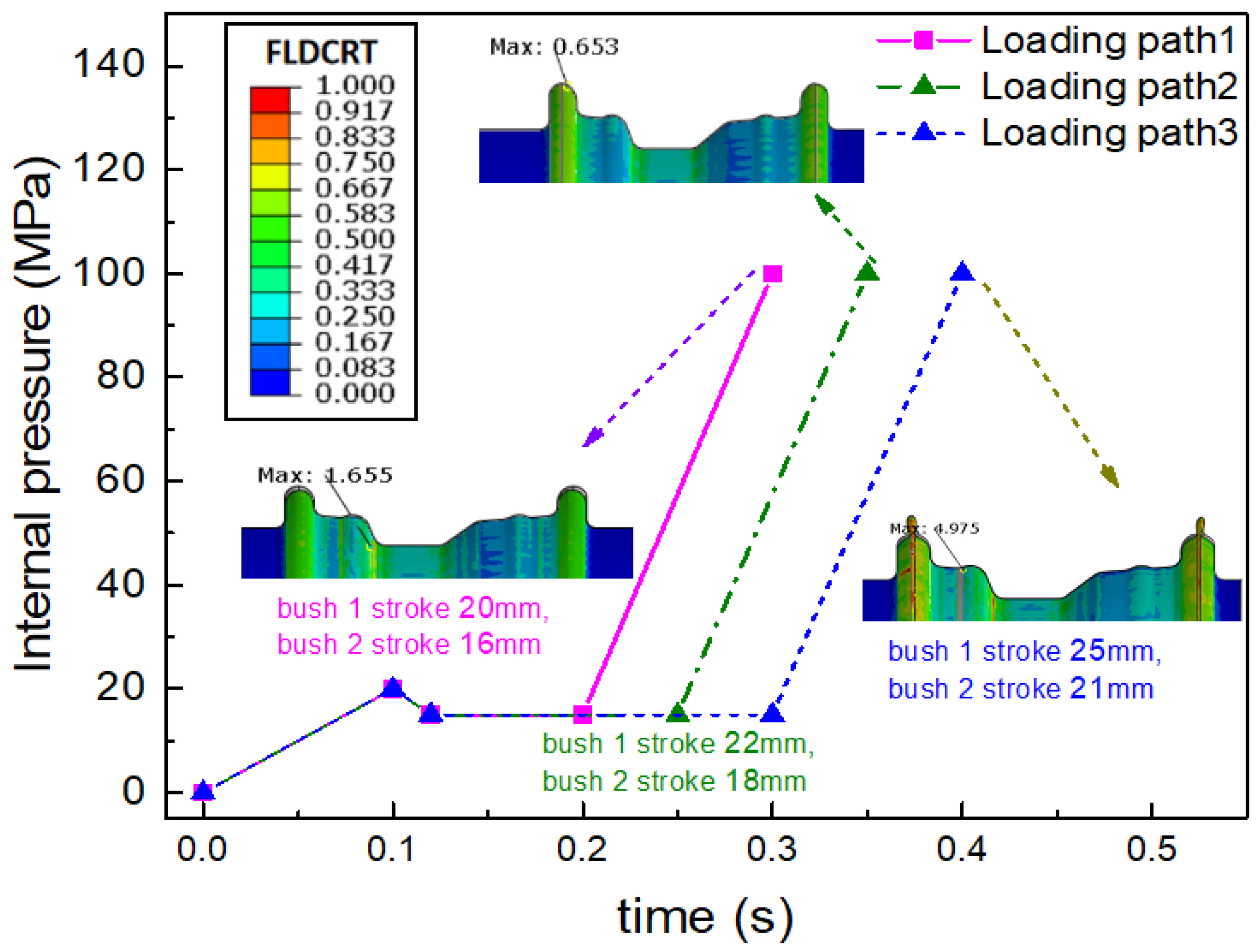
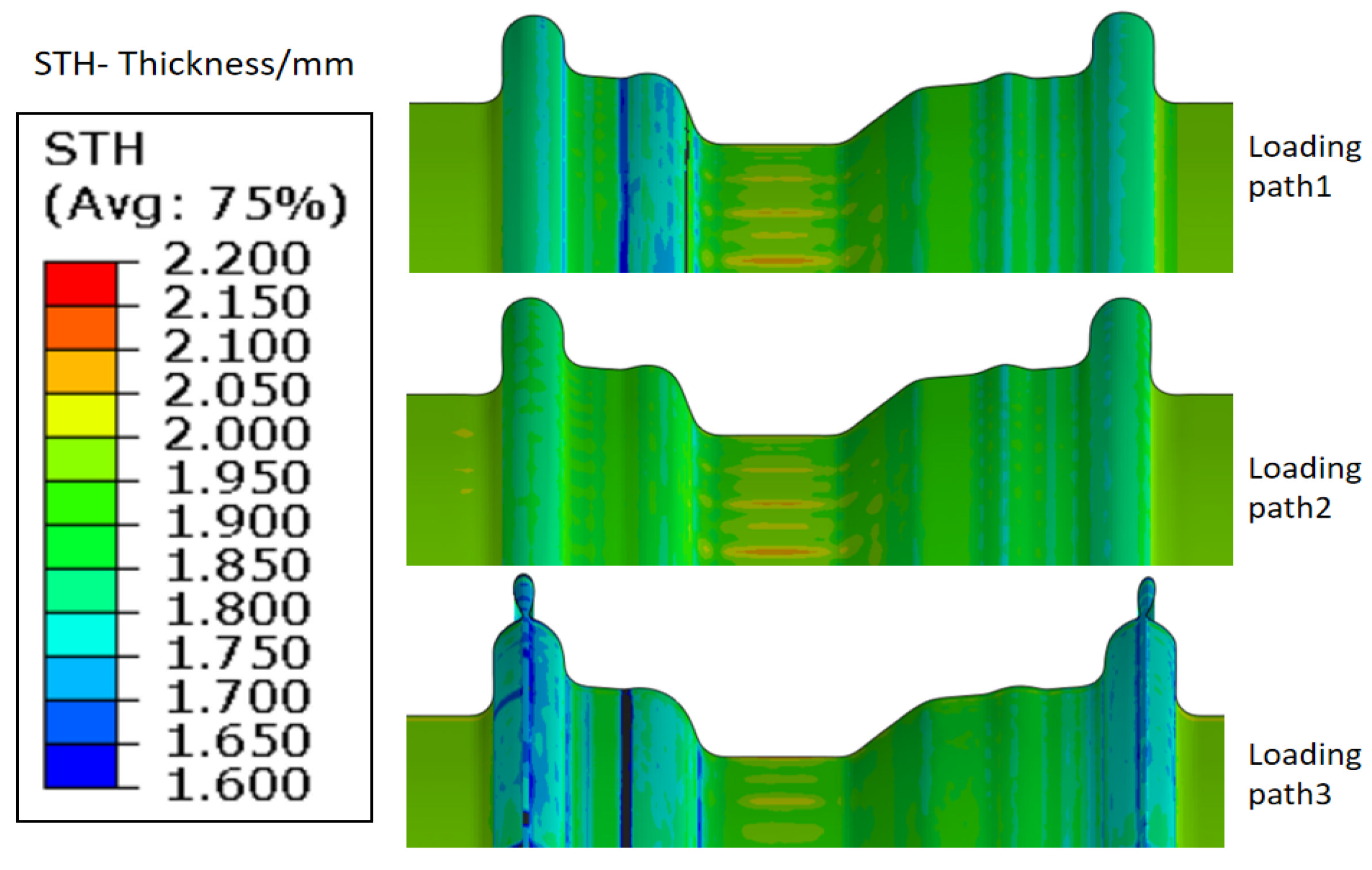
4.3. Critical Loading Path during the Internal Pressure Stage of HIEP
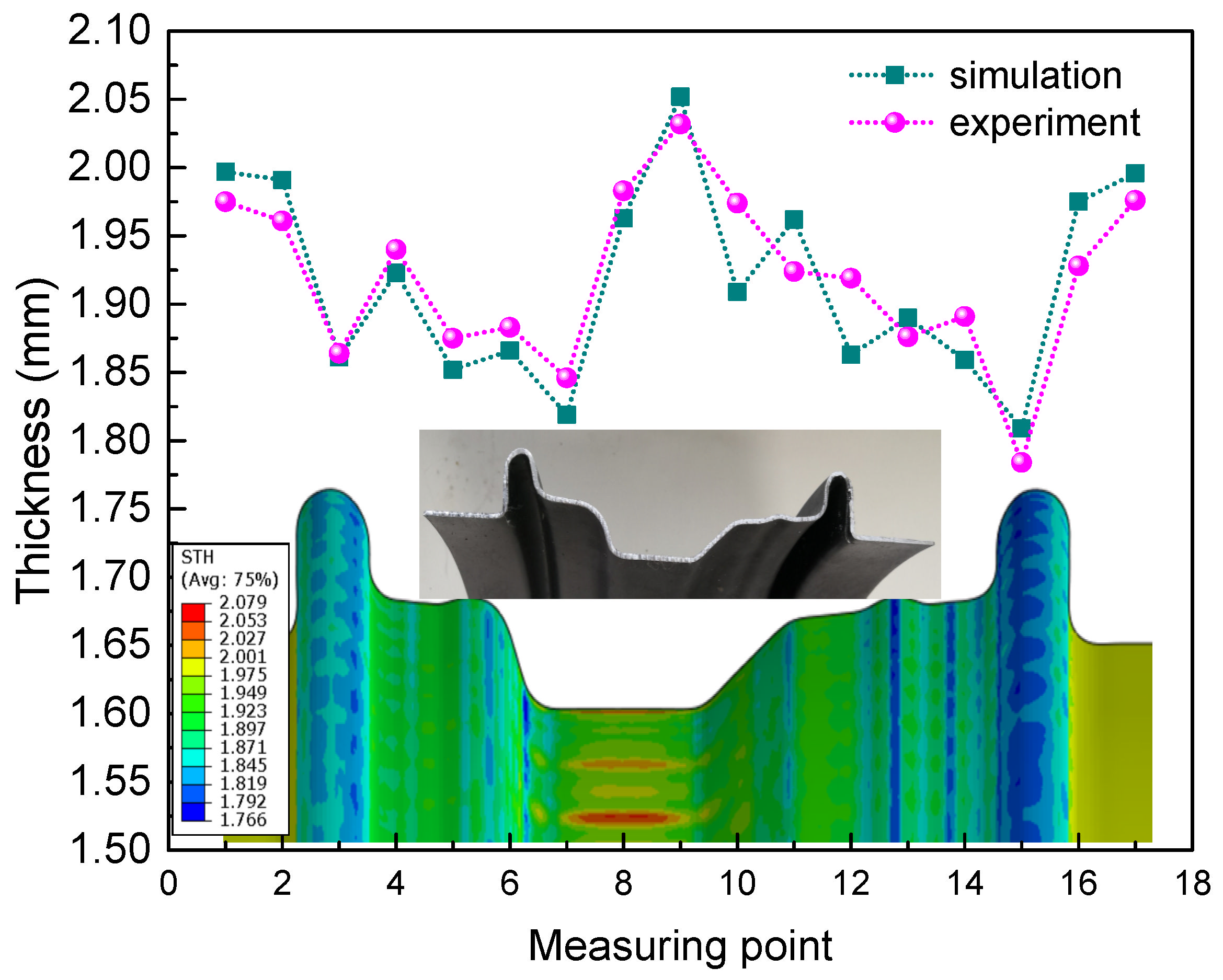
4.4. Experimental Verification
5. Conclusions
- (1)
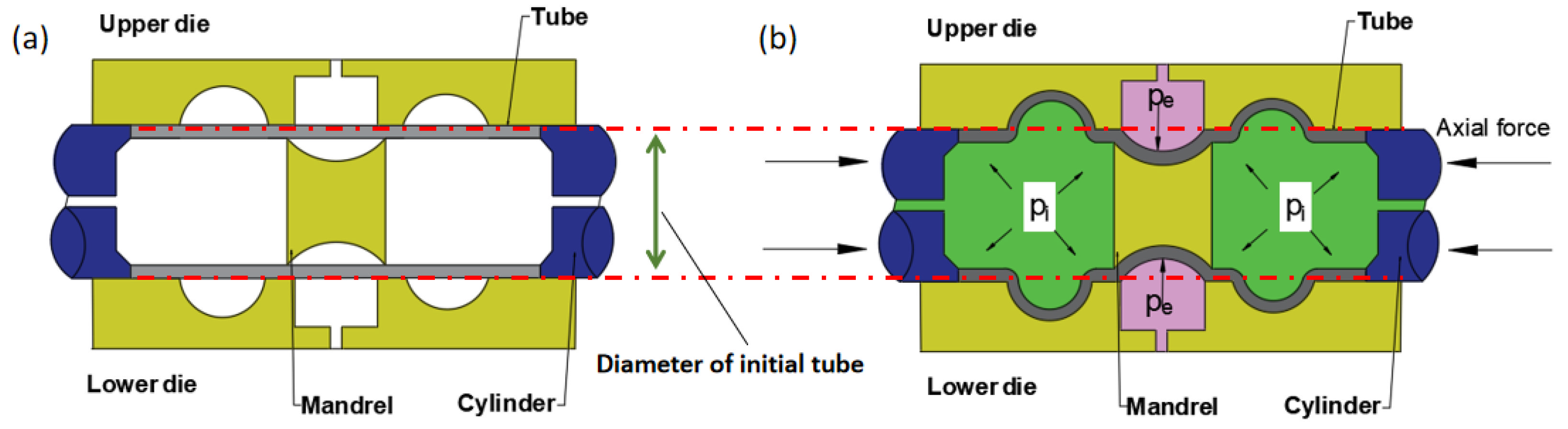
- During HIEP, the hydroforming process was performed with two successive stages: the external pressure and internal pressure stages. The internal and external pressure were employed and respectively played the function of forming in this new process.
- (2)
- In contrast with the conventional hydroforming process, the designed initial tube with diameter between the maximum and minimum diameter of the component ensures dispersed deformation, which can effectively enhance the uniform deformation and reduce the minimum pressure required for calibration.
- (3)
- Based on theoretical analysis and FEM, the initial tube diameter, deformation region length, and material flowing displacement are the key parameters to prevent wrinkling under the compressive forming state, which were verified by experiments.
- (4)
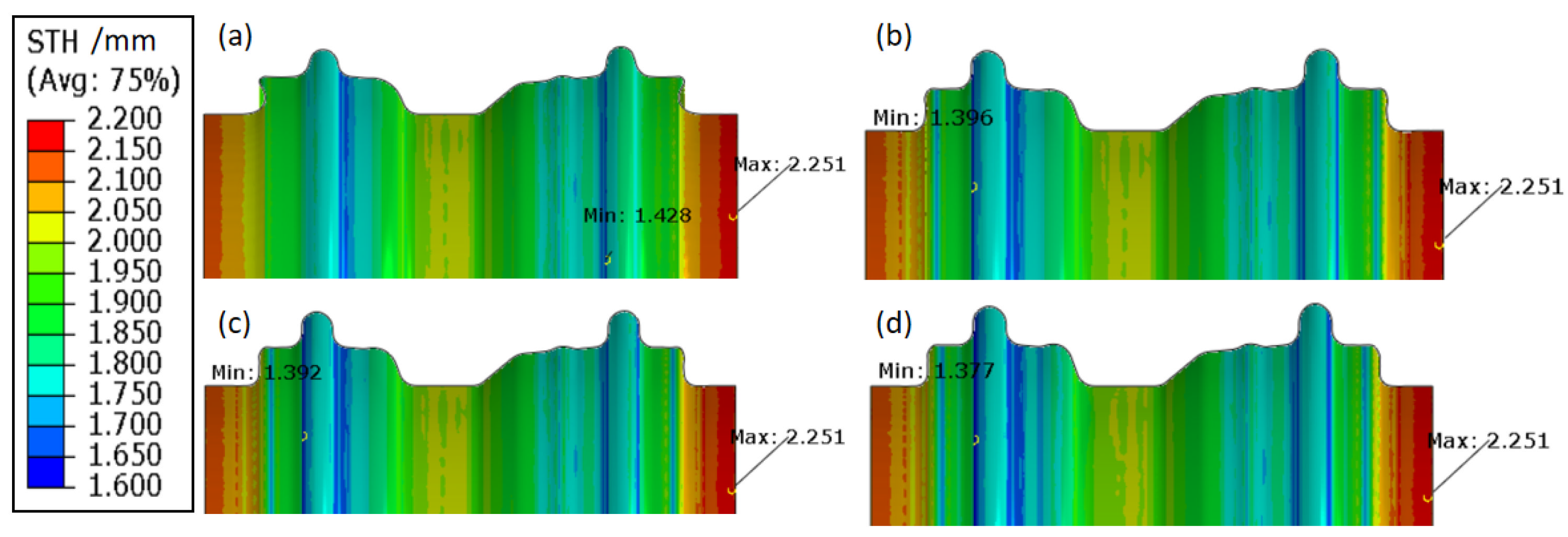
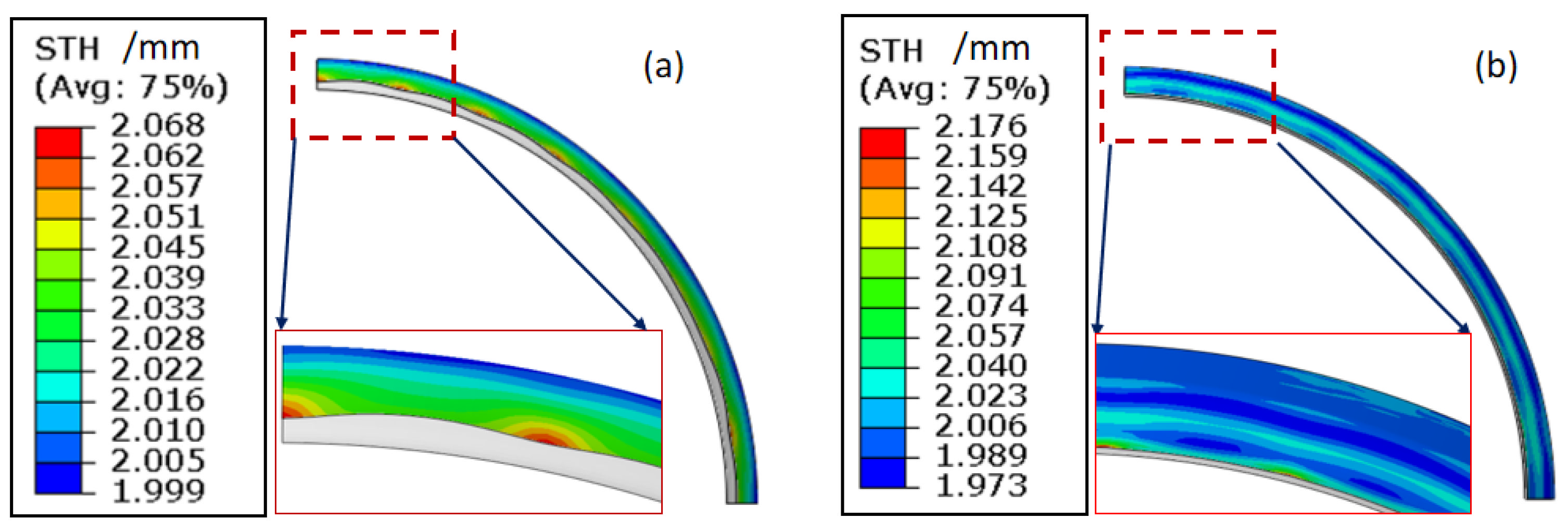
- With the optimized parameters for internal and external pressure stages, the steel wheel rim with varied cross-sections was successfully manufactured without cracking or wrinkling by HIEP under a maximum bulging pressure of 100 MPa. The maximum thinning ratio was only 11.4%, which was much lower than the value for a rim manufactured with the conventional hydroforming process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mayyas, A.; Omar, M.; Hayajneh, M.; Mayyas, A.R. Vehicle’s lightweight design vs. electrification from life cycle assessment perspective. J. Clean. Prod. 2017, 167, 687–701. [Google Scholar] [CrossRef]
- Caballero, F.G.; Allain, S.; Cornide, J.; Puerta Velasquez, J.D.; Garcia-Marco, C.; Miller, M.K. Design of cold rolled and continuous annealed carbide-free bainitic steels for automotive application. Mater. Des. 2013, 49, 667–680. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminum alloys for the automotive industry. Mater. Sci. Eng. 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Zheng, K.L.; Politis, D.J.; Wang, L.L.; Lin, J.G. A review on forming techniques for manufacturing lightweight complex-shaped aluminum panel components. Int. J. Lightweight Mat. Manu. 2018, 1, 55–80. [Google Scholar]
- Reilly, C.; Duan, J.; Yao, L.; Maijer, D.M.; Cockcroft, S.L. Process modeling of low-pressure die casting of aluminum alloy automotive wheels. JOM 2013, 65, 1111–1121. [Google Scholar] [CrossRef]
- Topaç, M.M.; Ercan, S.; Kuralay, N.S. Fatigue life prediction of a heavy vehicle steel wheel under radial loads by using finite element analysis. Eng. Fail. Anal. 2012, 20, 67–79. [Google Scholar] [CrossRef]
- Kumar, D.S.; Suman, K.N.S. Selection of magnesium alloy by MADM methods for automobile wheels. Int. J. Eng. Manuf. 2014, 2, 31–41. [Google Scholar] [CrossRef]
- Kim, Y.J.; Kim, S.H.; Lee, J.U.; You, B.S.; Park, S.H. Evolution of high-cycle fatigue behavior of extruded AZ91 alloy by artificial cooling during extrusion. Mater. Sci. Eng. A 2017, 707, 620–628. [Google Scholar] [CrossRef]
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Zhang, B.; Cockcroft, S.L.; Maijer, D.M.; Zhu, J.D.; Phillion, A.B. Casting defects in low-pressure die-cast aluminum alloy wheels. JOM 2005, 57, 36–43. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Z.M.; Zhang, X.; Li, G.J. New extrusion process of Mg alloy automobile wheels. Trans. Nonferrous Met. Soc. China 2010, 20, 599–603. [Google Scholar] [CrossRef]
- Gryguć, A.; Behravesh, S.B.; Shaha, S.K.; Jahed, H.; Wells, M.; Williams, B.; Su, X. Multiaxial cyclic behaviour of extruded and forged AZ80 Mg alloy. Int. J. Fatigue 2019, 127, 324–337. [Google Scholar] [CrossRef]
- Chen, W.J.; Song, H.W.; Lazarescu, L.; Xu, Y.; Zhang, S.H.; Banabic, D. Formability analysis of hot-rolled dual-phase steel during the multistage stamping process of wheel disc. Int. J. Adv. Manuf. Technol. 2020, 110, 1563–1573. [Google Scholar] [CrossRef]
- Tan, C.J. Multi-Stage Stamping of Lightweight Steel Wheel Disks by Controlling its Wall Thickness Distribution. Encycl. Renew. Sustain. Mater. 2020, 1, 510–514. [Google Scholar]
- Dey, A.; Jugade, H.; Jain, V.; Adhikary, M. Cracking phenomena in automotive wheels: An insight. Eng. Fail. Anal. 2019, 105, 1273–1286. [Google Scholar] [CrossRef]
- Bhattacharyya, S.; Adhikary, M.; Das, M.B.; Sarkar, S. Failure analysis of cracking in wheel rims-material and manufacturing aspects. Eng. Fail. Anal. 2008, 15, 547–554. [Google Scholar] [CrossRef]
- Fang, G.; Gao, W.R.; Zhang, X.G. Finite element simulation and experiment verification of rolling forming for the truck wheel rim. Int. J. Precis. Eng. Manuf. 2015, 16, 1509–1515. [Google Scholar] [CrossRef]
- Jha, G.; Das, S.; Lodh, A.; Haldar, A. Development of hot rolled steel sheet with 600MPa UTS for automotive wheel application. Mater. Sci. Eng. A 2012, 552, 457–463. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Wang, J.J.; Sun, Q.Y. Cooling Process and mechanical properties design of hot-rolled low carbon high strength microalloyed steel for automotive wheel usage. Mater. Des. 2014, 53, 332–337. [Google Scholar] [CrossRef]
- Carboni, M.; Beretta, S.; Finzi, A. Defects and in-service fatigue life of truck wheels. Eng. Fail. Anal. 2003, 10, 45–57. [Google Scholar] [CrossRef]
- Ahmadi, H.; Zohoor, M. Investigation of the effective parameters in tube hydroforming process by using experimental and finite element method for manufacturing of tee joint products. Int. J. Adv. Manuf. Technol. 2017, 93, 393–405. [Google Scholar] [CrossRef]
- Yuan, S.J.; Liu, G.; Huang, X.R.; Wang, X.S.; Xie, W.C.; Wang, Z.R. Hydroforming of typical hollow components. J. Mater. Process. Technol. 2004, 151, 203–207. [Google Scholar] [CrossRef]
- Yang, C.; Ngaile, G. Analytical model for planar tube hydroforming: Prediction of formed shape, corner fill, wall thinning, and forming pressure. Int. J. Mech. Sci. 2008, 50, 1263–1279. [Google Scholar] [CrossRef]
- Xu, Y.; Ma, Y.; Zhang, S.H.; Chen, D.Y.; Zhang, X.S.; Li, J.M.; Zhao, C.J. Numerical and experimental study on large deformation of thin-walled tube through hydroforging process. Int. J. Adv. Manuf. Technol. 2016, 87, 1885–1890. [Google Scholar] [CrossRef]
- Elyasi, M.; Jooybari, M.B.; Gorji, H. A new die design for the hydroforming of stepped tubes. Int. J. Mater. Form. 2010, 3, 71–75. [Google Scholar] [CrossRef]
- Ghorbani, M.H.; Ziaeipoor, H.; Farzin, M.; Alves De Sousa, R.J. An approach to improve thickness distribution and corner filling of copper tubes during hydro-forming processes. Struct. Eng. Mech. 2015, 50, 563–573. [Google Scholar] [CrossRef]
- Poor, H.Z.; Menghari, H.G.; De Sousa, R.J.A.; Moosavi, H.; Parastarfeizabadi, M.; Farzin, M.; Sanei, H. A novel approach in manufacturing two-stepped tubes using a multi-stage die in tube hydroforming process. Int. J. Precis. Eng. Manuf. 2014, 15, 2343–2350. [Google Scholar] [CrossRef]
- Chu, G.N.; Chen, G.; Lin, Y.L.; Yuan, S.J. Tube hydro-forging—A method to manufacture hollow component with varied cross-section perimeters. J. Mater. Process. Technol. 2017, 265, 150–157. [Google Scholar] [CrossRef]
- Xia, L.L.; Xu, Y.; El-Aty, A.A.; Zhang, S.H.; Nielsen, K.B.; Li, J.M. Deformation characteristics in hydro-mechanical forming process of thin-walled hollow component with large deformation: Experimentation and finite element modeling. Int. J. Adv. Manuf. Technol. 2019, 104, 4705–4714. [Google Scholar] [CrossRef]
- Smith, L.M.; Ganeshmurthy, S.; Alladi, K. Double-sided high-pressure tubular hydroforming. J. Mater. Process. Technol. 2003, 142, 599–608. [Google Scholar] [CrossRef]
- Mao, X.; Yi, Y.; Huang, S.; He, H. Bulging limit of AZ31B magnesium alloy tubes in hydroforming with internal and external pressure. Int. J. Adv. Manuf. Technol. 2018, 101, 2509–2517. [Google Scholar] [CrossRef]
- Cui, X.L.; Wang, X.S.; Yuan, S.J. Deformation analysis of double-sided tube hydroforming in square-section die. J. Mater. Process. Technol. 2014, 214, 1341–1351. [Google Scholar] [CrossRef]
- Du, B.; Guan, F.L.; Zhang, X.; Xie, J.; Zhao, C.C. Study on common rules in Wrinkling instability of thin-walled parts forming based on tube outer pressure compression technology. J. Yanshan Univ. 2017, 41, 510–515. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Ti |
|---|---|---|---|---|---|---|
| B650CL | 0.05~0.09 | ≤0.02 | 1.0~1.4 | ≤0.01 | ≤0.006 | 0.07~0.09 |
| Steel | Yield Strength (YS)/MPa | Ultimate Tensile Strength (UTS)/MPa | Uniform Elongation (UEL)/% | Total Elongation (TEL)/% |
|---|---|---|---|---|
| B650CL | 615 | 723 | 9.4 | 21.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, W.-J.; Xu, Y.; Song, H.-W.; Zhang, S.-H.; Chen, S.-F.; Xia, L.-L.; Wang, Y.; Khina, B.-B.; Pokrovsky, A.-I. A Novel Hydroforming Process by Combining Internal and External Pressures for High-Strength Steel Wheel Rims. Materials 2022, 15, 6820. https://doi.org/10.3390/ma15196820
Chen W-J, Xu Y, Song H-W, Zhang S-H, Chen S-F, Xia L-L, Wang Y, Khina B-B, Pokrovsky A-I. A Novel Hydroforming Process by Combining Internal and External Pressures for High-Strength Steel Wheel Rims. Materials. 2022; 15(19):6820. https://doi.org/10.3390/ma15196820
Chicago/Turabian StyleChen, Wei-Jin, Yong Xu, Hong-Wu Song, Shi-Hong Zhang, Shuai-Feng Chen, Liang-Liang Xia, Yong Wang, Boris-B. Khina, and Artur-I. Pokrovsky. 2022. "A Novel Hydroforming Process by Combining Internal and External Pressures for High-Strength Steel Wheel Rims" Materials 15, no. 19: 6820. https://doi.org/10.3390/ma15196820
APA StyleChen, W.-J., Xu, Y., Song, H.-W., Zhang, S.-H., Chen, S.-F., Xia, L.-L., Wang, Y., Khina, B.-B., & Pokrovsky, A.-I. (2022). A Novel Hydroforming Process by Combining Internal and External Pressures for High-Strength Steel Wheel Rims. Materials, 15(19), 6820. https://doi.org/10.3390/ma15196820