
Recent Advances in Basalt Fiber Reinforced Asphalt Mixture for Pavement Applications
Abstract
:1. Introduction
2. Basalt Fiber Materials
2.1. Properties of Basalt Fiber
2.1.1. Chemical Properties of Basalt Fiber
2.1.2. Physical Properties of Basalt Fiber
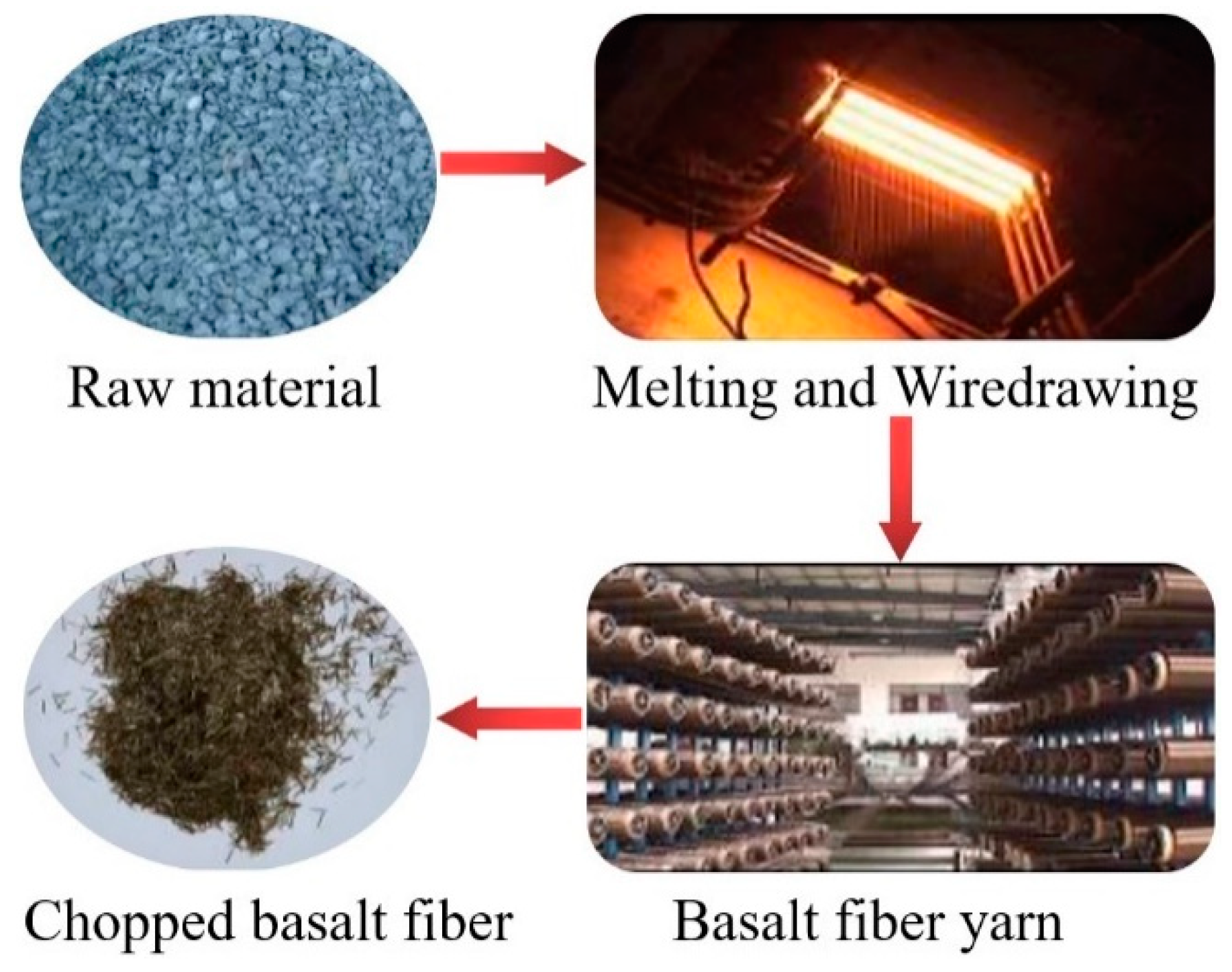
2.1.3. Production Process of Basalt Fiber
2.2. Adsorption of Basalt Fibers to Asphalt
3. The Preparation Process of the Basalt Fiber Asphalt Mixture
4. Performance of Asphalt Mixture Modified with Basalt Fiber
4.1. High Temperature Performance
4.2. Low Temperature Performance
4.3. Water Resistance Performance
4.4. Mechanical Property of Asphalt Mixture Modified with Basalt Fiber
4.4.1. Fatigue Performance of Asphalt Mixtures
4.4.2. Toughness of Asphalt Mixtures
4.4.3. Rheological Property of Asphalt Mixtures
4.4.4. Cracking Resistance of Asphalt Mixtures
4.5. Other Properties of Asphalt Mixture Modified with Basalt Fiber
4.5.1. Skid Resistance
4.5.2. Long-Term Performances
5. Surface Modifiers of Basalt Fiber
5.1. Interface between Basalt Fiber and Asphalt
5.2. Surface Modifiers of Basalt Fiber
6. Conclusions and Recommendation
- Basalt fiber has great mechanical and physical properties and is a green and environmentally friendly fiber with promising applications. By dry mix method (aggregate and fiber mixed first) and combined mix method (aggregate and asphalt mixed first), preparation can be obtained with good dispersion. Basalt fibers form a three-dimensional network structure in the asphalt, which can disperse stress and delay cracks development. Excessive fibers lead to agglomeration in the asphalt mixture, which reduces performance.
- Basalt fiber with a dosage of 0.15–0.34% and a length of 6–9 mm considerably enhances the high temperature performance of the asphalt mixture. Basalt fiber can reduce the rutting depth in asphalt mixture by about 30% and improve the dynamic stability by 25–40%. Basalt fiber doping in 0.3–0.5%, length of 3–12 mm considerably enhances the low temperature performance of the asphalt mixture. To get the best water resistance performance, basalt fibers are recommended at 0.2–0.4%.
- After surface modification, the adhesion between basalt fibers and asphalt increases, which can better play the role of a Viscosity-enhancing and stability mechanism and a Reinforcement and bridging mechanism. Polyvinyl acetate emulsion and silane coupling agents are suitable surface modifiers for basalt fibers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, J.; Dan, H.; Ding, Y.; Gao, Y.; Guo, M. New innovations in pavement materials and engineering: A review on pavement engineering research 2021. J. Traffic Transp. Eng. 2021, 8, 815–999. [Google Scholar] [CrossRef]
- Jiang, W.; Huang, Y.; Sha, A. A review of eco-friendly functional road materials. Constr. Build. Mater. 2018, 191, 1082–1092. [Google Scholar] [CrossRef]
- Abtahi, S.M.; Sheikhzadeh, M.; Hejazi, S.M. Fiber-reinforced asphalt-concrete—A review. Constr. Build. Mater. 2010, 24, 871–877. [Google Scholar] [CrossRef]
- Mashaan, N.; Karim, M.; Khodary, F.; Saboo, N.; Milad, A. Bituminous pavement reinforcement with fiber: A Review. Civil Eng. 2021, 2, 599–611. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R. A green material from rock: Basalt fiber—A review. J. Text. I. 2015, 107, 923–937. [Google Scholar] [CrossRef]
- Fořt, J.; Kočí, J.; Černý, R. Environmental efficiency aspects of basalt fibers reinforcement in concrete mixtures. Energies 2021, 14, 7736. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A short review on basalt fiber reinforced polymer composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Lou, K.; Kang, A.; Xiao, P.; Wu, Z.; Li, B.; Wang, X. Effects of basalt fiber coated with different sizing agents on performance and microstructures of asphalt mixture. Constr. Build. Mater. 2021, 266, 121155. [Google Scholar] [CrossRef]
- Yan, L.; Chu, F.; Tuo, W.; Zhao, X.; Wang, Y. Review of research on basalt fibers and basalt fiber-reinforced composites in China (I): Physicochemical and mechanical properties. Polym. Polym. Compos. 2020, 29, 1612–1624. [Google Scholar] [CrossRef]
- Sha, A.; Liu, Z.; Jiang, W.; Qi, L.; Hu, L. Advances and development trends in eco-friendly pavements. J. Road Eng. 2021, 1, 1–42. [Google Scholar] [CrossRef]
- Alfalah, A.; Offenbacker, D.; Ali, A.; Decarlo, C.; Lein, W. Assessment of the impact of fiber types on the performance of fiber-reinforced hot mix asphalt. Transp. Res. Rec. J. 2020, 2674, 337–347. [Google Scholar] [CrossRef]
- Wu, S.; Haji, A.; Adkins, I. State of art review on the incorporation of fibres in asphalt pavements. Road Mater. Pavement Design 2022, 1–36. [Google Scholar] [CrossRef]
- Andrew, B.; Buyondo, K.A.; Kasedde, H.; Kirabira, J.B.; Olupot, P.W. Investigation on the use of reclaimed asphalt pavement along with steel fibers in concrete. Case Stud. Constr. Mat. 2022, 17, e01356. [Google Scholar] [CrossRef]
- Qin, X.; Shen, A.; Guo, Y.; Li, Z.; Lv, Z. Characterization of asphalt mastics reinforced with basalt fibers. Constr. Build. Mater. 2018, 159, 508–516. [Google Scholar] [CrossRef]
- Krayushkina, K.; Prentkovskis, O.; Bieliatynskyi, A.; Gigineishvili, J.; Skrypchenko, A. Perspectives on using basalt fiber filaments in the construction and rehabilitation of highway pavements and airport runways. Balt. J. Road Bridge Eng. 2016, 11, 77–83. [Google Scholar] [CrossRef]
- Yan, X.; Ying, R.; Jin, J.; Zhang, Y.; Perrot, A. Study on cracking resistance of basalt fiber-reinforced microbond asphalt macadam. Adv. Civ. Eng. 2021, 2021, 6647766. [Google Scholar] [CrossRef]
- Xing, D.; Xi, X.-Y.; Ma, P.-C. Factors governing the tensile strength of basalt fibre. Compos. Part A Appl. Sci. 2019, 119, 127–133. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, Y.; Huo, H.; Wu, Z. Improving the tensile strength of continuous basalt fiber by mixing basalts. Fiber. Polym. 2017, 18, 1796–1803. [Google Scholar] [CrossRef]
- Zhao, H.; Guan, B.; Xiong, R.; Zhang, A. Investigation of the performance of basalt fiber reinforced asphalt mixture. Appl. Sci. 2020, 10, 1561. [Google Scholar] [CrossRef] [Green Version]
- Celauro, C.; Praticò, F.G. Asphalt mixtures modified with basalt fibres for surface courses. Constr. Build. Mater. 2018, 170, 245–253. [Google Scholar] [CrossRef]
- Wang, W.; Cheng, Y.; Tan, G. Design optimization of SBS-modified asphalt mixture reinforced with eco-friendly basalt fiber based on response surface methodology. Materials 2018, 11, 1311. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Kang, A.; Xiao, P.; Li, B.; Fu, W. Investigating the effects of chopped basalt fiber on the performance of porous asphalt mixture. Adv. Mater. Sci. Eng. 2019, 2019, 2323761. [Google Scholar] [CrossRef] [Green Version]
- Lou, K.; Xiao, P.; Kang, A.; Wu, Z.; Li, B. Performance evaluation and adaptability optimization of hot mix asphalt reinforced by mixed lengths basalt fibers. Constr. Build. Mater. 2021, 292, 123373. [Google Scholar] [CrossRef]
- Wang, D.; Wang, L.; Gu, X.; Zhou, G. Effect of basalt fiber on the asphalt binder and mastic at low temperatur. J. Mater. Civil Eng. 2013, 25, 10. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, W.; Zhang, Y.; Lv, Q.; Yan, C. Evaluating four typical fibers used for OGFC mixture modification regarding drainage, raveling, rutting and fatigue resistance. Constr. Build. Mater. 2020, 253, 119131. [Google Scholar] [CrossRef]
- Xiong, R.; Fang, J.; Xu, A.; Guan, B.; Liu, Z. Laboratory investigation on the brucite fiber reinforced asphalt binder and asphalt concrete. Constr. Build. Mater. 2015, 83, 44–52. [Google Scholar] [CrossRef]
- Fu, L.; Jiao, Y.; Chen, X. Reinforcement evaluation of different fibers on fracture resistance of asphalt mixture based on acoustic emission technique. Constr. Build. Mater. 2022, 314, 125606. [Google Scholar] [CrossRef]
- Van Thanh, D.; Feng, C.P. Study on Marshall and Rutting test of SMA at abnormally high temperature. Constr. Build. Mater. 2013, 47, 1337–1341. [Google Scholar] [CrossRef]
- Luo, Y.; Zhang, K.; Xie, X.; Yao, X. Performance evaluation and material optimization of Micro-surfacing based on cracking and rutting resistance. Const. Build. Mater. 2019, 206, 193–200. [Google Scholar]
- Zhang, X.; Liu, J. Viscoelastic creep properties and mesostructure modeling of basalt fiber-reinforced asphalt concrete. Constr. Build. Mater. 2020, 259, 119680. [Google Scholar] [CrossRef]
- Cheng, Y.; Wang, W.; Gong, Y.; Wang, S.; Yang, S. Comparative study on the damage characteristics of asphalt mixtures reinforced with an eco-friendly basalt fiber under freeze-thaw cycles. Materials 2018, 11, 2488. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Liu, Z.; Liu, L.; Zhang, Y.; Xu, Q. Hybrid modification of stone mastic asphalt with cellulose and basalt fiber. Adv. Mater. Sci. Eng. 2020, 2020, 5671256. [Google Scholar] [CrossRef]
- Ameri, M.; Nemati, M.; Shaker, H. Experimental and numerical investigation of the properties of the Hot Mix Asphalt Concrete with basalt and glass fiber. Frat. Integrità Strutt. 2019, 13, 149–162. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Liu, Z.; Liu, J. Effects of silane-coupling agent pretreatment on basalt fibers: Analyzing the impact on interfacial properties and road performance. J. Mater. Civil Eng. 2020, 32, 04020041. [Google Scholar] [CrossRef]
- Xiang, Y.; Xie, Y.; Long, G. Effect of basalt fiber surface silane coupling agent coating on fiber-reinforced asphalt: From macro-mechanical performance to micro-interfacial mechanism. Constr. Build. Mater. 2018, 179, 107–116. [Google Scholar] [CrossRef]
- Guo, Q.; Wang, H.; Gao, Y.; Jiao, Y.; Liu, F.; Dong, Z. Investigation of the low-temperature properties and cracking resistance of fiber-reinforced asphalt concrete using the DIC technique. Eng. Fract. Mech. 2020, 229, 106951. [Google Scholar] [CrossRef]
- Sun, X.; Qin, X.; Chen, Q.; Ma, Q. Investigation of enhancing effect and mechanism of basalt fiber on toughness of asphalt material. Petrol. Sci. Technol. 2018, 36, 1710–1717. [Google Scholar] [CrossRef]
- Li, Z.; Shen, A.; Wang, H.; Guo, Y.; Wu, H. Effect of basalt fiber on the low-temperature performance of an asphalt mixture in a heavily frozen area. Constr. Build. Mater. 2020, 253, 119080. [Google Scholar] [CrossRef]
- Alfalah, A.; Offenbacker, D.; Ali, A.; Mehta, Y.; Elshaer, M. Evaluating the impact of fiber type and dosage rate on laboratory performance of Fiber-Reinforced asphalt mixtures. Constr. Build. Mater. 2021, 310, 125217. [Google Scholar] [CrossRef]
- Kong, L.; Lu, Z.; He, Z.; Shen, Z.; Xu, H. Characterization of crack resistance mechanism of fiber modified emulsified asphalt cold recycling mixture based on acoustic emission parameters. Constr. Build. Mater. 2022, 327, 126939. [Google Scholar] [CrossRef]
- Guo, Q.; Chen, Z.; Liu, P.; Li, Y.; Hu, J. Influence of basalt fiber on mode I and II fracture properties of asphalt mixture at medium and low temperatures. Theor. Appl. Fract. Mec. 2021, 112, 102884. [Google Scholar] [CrossRef]
- Yang, K.; He, Z.; Li, D.; Xu, H.; Kong, L. Experimental study on basalt fiber crack resistance of asphalt concrete based on acoustic emission. Materials 2021, 14, 4096. [Google Scholar] [CrossRef]
- Radziszewski, P.; Sarnowski, M.; Plewa, A.; Pokorski, P. Properties of asphalt concrete with basalt polymer fibers. Arch. Civ. Eng. 2018, 64, 13. [Google Scholar] [CrossRef] [Green Version]
- Cetin, A.; Evirgen, B.; Karslioglu, A.; Tuncan, A. The effect of basalt fiber on the performance of stone mastic asphalt. Period. Polytech. Civ. Eng. 2021, 65, 299–308. [Google Scholar] [CrossRef]
- Wu, J.; Hong, R.; Gu, C. Influence of fiber type on low-temperature fracture performance of presawed asphalt mixture beams. Adv. Mater. Sci. Eng. 2018, 2018, 5087395. [Google Scholar] [CrossRef] [Green Version]
- Tanzadeh, R.; Tanzadeh, J.; Honarmand, M.; Tahami, S.A. Experimental study on the effect of basalt and glass fibers on behavior of open-graded friction course asphalt modified with nano-silica. Constr. Build. Mater. 2019, 212, 467–475. [Google Scholar] [CrossRef]
- Davar, A.; Tanzadeh, J.; Fadaee, O. Experimental evaluation of the basalt fibers and diatomite powder compound on enhanced fatigue life and tensile strength of hot mix asphalt at low temperatures. Constr. Build. Mater. 2017, 153, 238–246. [Google Scholar] [CrossRef]
- Fu, Z.; Tang, Y.; Ma, F.; Wang, Y.; Shi, K. Rheological properties of asphalt binder modified by nano-TiO2/ZnO and basalt fiber. Const. Build. Mater. 2022, 320, 126323. [Google Scholar] [CrossRef]
- Kou, C.; Wu, X.; Xiao, P.; Liu, Y.; Wu, Z. Physical, rheological, and morphological properties of asphalt reinforced by basalt fiber and lignin fiber. Materials 2020, 13, 2520. [Google Scholar] [CrossRef]
- Xing, X.; Chen, S.; Li, Y.; Pei, J.; Zhang, J. Effect of different fibers on the properties of asphalt mastics. Constr. Build. Mater. 2020, 262, 120005. [Google Scholar] [CrossRef]
- Guo, F.; Li, R.; Lu, S.; Bi, Y.; He, H. Evaluation of the effect of fiber type, length, and content on asphalt properties and asphalt mixture performance. Materials 2020, 13, 1556. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Slebi-Acevedo, C.J.; Lastra-González, P.; Pascual-Muñoz, P.; Castro-Fresno, D. Mechanical performance of fibers in hot mix asphalt: A review. Constr. Build. Mater. 2019, 200, 756–769. [Google Scholar] [CrossRef]
- Pirmohammad, S.; Amani, B.; Shokorlou, Y.M. The effect of basalt fibres on fracture toughness of asphalt mixture. Fatigue Fract. Eng. M. 2020, 43, 1446–1460. [Google Scholar] [CrossRef]
- Wu, B.; Pei, Z.; Luo, C.; Xia, J.; Chen, C. Effect of different basalt fibers on the rheological behavior of asphalt mastic. Constr. Build. Mater. 2022, 318, 125718. [Google Scholar] [CrossRef]
- Wu, B.; Meng, W.; Xia, J.; Xiao, P. Influence of basalt fibers on the crack resistance of asphalt mixtures and mechanism analysis. Materials 2022, 15, 744. [Google Scholar] [CrossRef]
- Tanzadeh, J.; Gamasaei, R.S.; Gilani, F.R. Laboratory evaluation on the performance comparison between OGFC asphalt reinforcement with fibers and modified with nanosilica. J. Test. Eval. 2020, 48, 20170546. [Google Scholar] [CrossRef]
- Jiao, Y.; Zhang, L.; Guo, Q.; Guo, M.; Zhang, Y. Acoustic emission-based reinforcement evaluation of basalt and steel fibers on low-temperature fracture resistance of asphalt concrete. J. Mater. Civil Eng. 2020, 32, 04020104. [Google Scholar] [CrossRef]
- Ye, Q.; Guan, H. Properties of asphalt mixtures containing various fibers. J. Test. Eval. 2012, 40, 20120066. [Google Scholar] [CrossRef]
- Lou, K.; Xiao, P.; Kang, A.; Wu, Z.; Lu, P. Suitability of fiber lengths for hot mix asphalt with different nominal maximum aggregate size: A pilot experimental investigation. Materials 2020, 13, 3685. [Google Scholar] [CrossRef]
- Lou, K.; Xiao, P.; Wu, B.; Kang, A.; Wu, X. Effects of fiber length and content on the performance of ultra-thin wearing course modified by basalt fibers. Constr. Build. Mater. 2021, 313, 125439. [Google Scholar] [CrossRef]
- Wang, W.; Cheng, Y.; Ma, G.; Tan, G.; Sun, X. Further investigation on damage model of eco-friendly fasalt fiber modified asphalt mixture under freeze-thaw cycles. Appl. Sci. 2018, 9, 60. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Li, W.; Han, F. Performance deterioration mechanism and improvement techniques of asphalt mixture in salty and humid environment. Constr. Build. Mater. 2019, 208, 749–757. [Google Scholar] [CrossRef]
- Lou, K.; Wu, X.; Xiao, P.; Zhang, C. Investigation on fatigue performance of asphalt mixture reinforced by basalt fiber. Materials 2021, 14, 5596. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Gu, X.; Lv, J.; Zhu, Z.; Zou, X. Numerical analysis of the rheological behaviors of basalt fiber reinforced asphalt mortar using ABAQUS. Constr. Build. Mater. 2017, 157, 392–401. [Google Scholar] [CrossRef]
- Zhang, X.; Gu, X.; Lv, J.; Zou, X. 3D numerical model to investigate the rheological properties of basalt fiber reinforced asphalt-like materials. Constr. Build. Mater. 2017, 138, 185–194. [Google Scholar] [CrossRef]
- Zhang, X.; Gu, X.; Lv, J. Effect of basalt fiber distribution on the flexural–tensile rheological performance of asphalt mortar. Constr. Build. Mater. 2018, 179, 307–314. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, L.; Lv, J. Investigation on the flexural-tensile rheological behavior and its influence factors of fiber-reinforced asphalt mortar. Polymers 2020, 12, 1970. [Google Scholar] [CrossRef]
- Kou, C.; Chen, Z.; Kang, A.; Zhang, M.; Wang, R. Rheological behaviors of asphalt binders reinforced by various fibers. Constr. Build. Mater. 2022, 323, 126626. [Google Scholar] [CrossRef]
- Pei, Z.; Lou, K.; Kong, H.; Wu, B.; Wu, X. Effects of fiber diameter on crack resistance of asphalt mixtures reinforced by basalt fibers based on digital image correlation technology. Materials 2021, 14, 7426. [Google Scholar] [CrossRef]
- Lou, K.; Wu, X.; Xiao, P.; Kang, A.; Wu, Z.; Xia, Y. Comprehensive study about effect of basalt fiber, gradation, nominal maximum aggregate size and asphalt on the anti-cracking ability of asphalt mixtures. Appl. Sci. 2021, 11, 2289. [Google Scholar] [CrossRef]
- Wu, B.; Wu, X.; Xiao, P.; Chen, C.; Xia, J.; Lou, K. Evaluation of the long-term performances of SMA-13 containing different fibers. Appl. Sci. 2021, 11, 5145. [Google Scholar] [CrossRef]
- Du, S. Effect of different fibres on the performance properties of cold recycled mixture with asphalt emulsion. Int. J. Pavement Eng. 2021, 23, 3444–3453. [Google Scholar] [CrossRef]
- Morova, N. Investigation of usability of basalt fibers in hot mix asphalt concrete. Constr. Build. Mater. 2013, 47, 175–180. [Google Scholar] [CrossRef]
- Miao, Y.; Wang, T.; Wang, L. Influences of interface properties on the performance of fiber-reinforced asphalt binder. Polymers 2019, 11, 542. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xiang, Y.; Xie, Y.; Liu, Z.; Long, G. Silane coupling agent on rheological performance of basalt fiber-reinforced asphalt mucilage. Petrol. Sci. Technol. 2017, 35, 993–1000. [Google Scholar] [CrossRef]
- Lou, K.; Xiao, P.; Tang, Q.; Wu, Y.; Wu, Z. Research on the micro-nano characteristic of basalt fiber and its impact on the performance of relevant asphalt mastic. Constr. Build. Mater. 2022, 318, 126048. [Google Scholar] [CrossRef]

{kind=link}
| Length (mm) | Diameter (µm) | Density (g/cm3) | Relative Density (g/cm3) | Heat Resistance (°C) | Melting Point (°C) | Moisture Content | Tensile Strength (MPa) | Elastic Modulus (GPa) | Fracture Elongation (%) | Specification | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.5 | 11–13 | - | 2.416 | - | 1500–1600 | - | >2000 | - | - | - | [20] |
| 3–5 | - | - | - | - | 1350 | - | - | 84 | 2.8 | ASTM D2256 | [21] |
| 3, 6, 9 | 13 | - | - | - | - | - | ≥3000 | - | 3.2 | - | [22] |
| 3, 6, 9, 12 | 13 | - | 2.71 | - | 1600 | - | 2218 | - | - | - | [23] |
| 3, 9, 12, 15 | 16 | - | - | - | - | - | 2200–2500 | - | 2.71 | - | [24] |
| 4.5 | 13 | - | - | - | - | - | 4100–4840 | 93.1–110 | 3.1–3.2 | - | [25] |
| 6 | 9–12 | 2.63 | - | - | 1450 | - | 3800–4840 | - | 3.1 | - | [26] |
| 6 | 13 | 2.817 | - | - | 1500 | - | 2000 | - | - | - | [27] |
| 6 | 13 | 2.7 | - | - | - | - | 3000–3500 | - | 2.7 | - | [28] |
| 6 | 15 | 2.463 | - | - | - | - | 3000–4840 | - | - | - | [29] |
| 6 | 21 | - | - | - | - | - | ≥1500 | 93.1–110 | 3.2 | - | [30] |
| 6 | 20 | 2.7 | - | - | - | - | 4500 | 100 | 3.1 | - | [31] |
| 6 | 13 | - | - | - | - | - | 3200 | >40 | 3.2 | - | [32] |
| 6 | 13 | 2.56–3.05 | - | - | - | - | 4100–4830 | 90–110 | 3.0–3.3 | ASTM D 3800-16, ASTM D 5034-17 | [33] |
| 6 | 8 | 2.5 | - | - | 1505 | - | 3000 | - | 3 | - | [34] |
| 6, 9, 15 | 17 | - | - | - | 1050 | <0.2% | 4000–4850 | 90 | >3.2 | ASTM D 276-00a, ASTM D 2987-88, ASTM D 5034-95, ASTM D2130-90, ASTM D 204-02 | [15] |
| 6–12 | 12–15 | - | - | - | 1450–1500 | <0.1 | 2800–3800 | 90–110 | 3.2 | - | [35] |
| 6–12 | 12–15 | 2.56–3.05 | - | 180 | - | - | 2800–3800 | 90–100 | 3.2 | - | [36] |
| 6, 12, 20 | 13 | - | - | - | - | - | 3200 | - | 2.5–2.8 | - | [37] |
| 9 | 16 | - | 2.71–2.65 | - | - | - | 2000–2500 | >80 | - | - | [9] |
| 9 | 17 | 2.64 | - | - | - | - | 3600 | 90 | 3.9 | - | [38] |
| 9 | 13–15 | - | - | - | 1050 | - | 3000 | 105 | 3.1 | - | [39] |
| 9 | - | - | - | - | 2500 | - | 2500 | - | - | ASTM D3800, ASTM D276, ASTM D7138, ASTM D2256, ASTM D204, ASTM D5103 | [40] |
| 10–12 | 12–14 | - | 2.4 | 170 | - | - | 2800–3400 | 80–90 | 3.1 | - | [41] |
| 12 | 13 | - | - | - | - | - | 3200 | 78.6–94.2 | 2.5–2.8 | - | [42] |
| 12 | 13 | - | - | - | - | - | 2700 | 65 | 2.5–2.8 | - | [43] |
| 12 | 13–20 | 2.8 | - | - | 1450 | - | 4840 | - | 3.15 | - | [44] |
| 12 | 9–23 | 2.6–2.8 | - | - | 1450 | - | 4840 | 89 | 3.2 | - | [45] |
| 12 | 15 | 1.36–1.4 | - | - | 1050 | - | 3900 | - | 3.2 | - | [46] |
| 24 | 18 | - | - | - | - | - | 1100 | 89 | 3.15 | RBR 18-T 10/24 | [47] |
| 24 | 18 | - | - | - | - | - | 4100–4850 | 89 | 3.1 | - | [48] |
| - | - | 2.8–3.3 | - | - | - | - | 3000–4500 | 91–110 | 3.2 | - | [49] |
| Mixture Type | Binder Type | Method | Procedures for the Preparation | Ref. |
|---|---|---|---|---|
| Asphalt binder | SK-90# modified with nanopowder | - | 1. Nano-modified asphalt kept at 160 °C. 2. BF was added while stirred. 3. The asphalt was sheared twice for 40 min at 2500 rpm. | [49] |
| Asphalt matrix | 70# | - | 1. Asphalt was heated for 1 h at 145 °C. 2. BF mixed with asphalt for 20 min at 145 °C. | [36] |
| Asphalt mastic | SBS modified asphalt | Dry mix | 1. BF and mineral powder were dried at 120 °C. Asphalt heated to 175 °C. 2. BF and mineral powder were mixed. 3. BF and mineral powder mixture were added to the asphalt in 3 portions, at 1000 r/min for 30 min. At 500 rpm for 20 min. | [55] |
| (AC-16) enhance with diatomite powder | PG 64-22 | Dry mix | 1. Asphalt and diatomite were heated to 135 °C for 4 h, then mixed for 15 min. 2. BFs and heated aggregates were mixed. 3. Asphalt was added and mixed for 5–6 min. | [48] |
| (OGFC-10) | PG 82-22 polymer modified asphalt | Dry mix | 1. BF was mixed with pre-heated aggregate for 1 min. 2. Asphalt was added and blended for 2 min at 180 °C. | [26] |
| SMA-13 | SBS modified asphalt | Dry mix | 1. The aggregates and fillers were baked at 180°C for 2 h. SBS-modified asphalt heated to 170 °C. 2. The aggregates and BF were mixed. 3. Asphalt was mixed with aggregates at 165 °C. 4. The fillers were added and mixed at 165 °C. | [22] |
| AC-13 | SBS modified asphalt | Dry mix | 1. BF is mixed with aggregate for 90 s. 2. The asphalt and mineral filler were added and blended at 75 rpm for 180 s. | [20] |
| AC-13 | AH-90 | Dry mix | 1. The pre-heated aggregates mixed with BFs, for 90 s. 2. The pre-heated asphalt was added and blended for 90 s. 3. The limestone powder was added and blended for 90 s. | [32] |
| SMA-13, AC-13 | SBS modified asphalt | Dry mix | 1. BFs were mixed with the aggregate for 90 s. 2. The asphalt was added and blended. | [56] |
| (SMA-16) | B50/70, SBS modified asphalt | Dry mix | 1. Aggregate and BF were mixed for 2 min and then heated at 170 °C for 2 h. 2. Asphalt was heated to 145 °C and then mixed with the aggregate for 2 min. | [45] |
| AC-13 | 70# | Combined mix | 1. Aggregate and asphalt were blended at 160 °C for 90 s. 2. BF was added and blended for 90 s. 3. Mineral filler was added. | [43] |
| (SUP-13) | PG 76- 22 | Combined mix | 1. Heated aggregates and asphalt were mixed. 2. BF is added to the mix in four batches, 15 s apart. | [40] |
| (OGFC-16) | 70# modified with nano-silica | Combined mix | 1. Nano-silica and SBS mixed with 1800 rpm at 160 °C, for 20 min. 2. Aggregates and lime powder were mixed with asphalt. Fibers were added. | [47,57] |
| (AC-13) | AH-70 | Combined mix | 1. Pre-heated aggregates were mixed with asphalt for 90 s. 2. BFs were added and mixed for 90 s. 3. The mineral filler was added. | [37] |
| AC-16 | A-70 | Combined mix | 1. BF and mineral filler were dried at 60 °C for 1 h. The asphalt was heated at 160 °C. 2. Asphalt and mineral filler were mixed for 3 min. 3. BFs were added and mixed at 2000 rpm for 5 min. | [15] |
| (AC-13) | AH-70# | Combined mix | 1. Aggregates and asphalt were blended for 90 s at 170 °C. 2. BF was added and mixed for 90 s. 3. The mineral filler was added. | [42] |
| AC-13 | AH-70# | Combined mix | 1. Asphalt and aggregates were mixed for 90 s. 2. BFs were added and mixed for 90 s. 3. Mineral filler was added and mixed for 90 s. | [58] |
| Gradation of Asphalt Mixture | Fiber Length | Fiber Dosage | Major Findings | Country, References |
|---|---|---|---|---|
| AC-10, SMA-10 | 3, 6 mm | 0.2, 0.3, 0.4, 0.5% by weight of mixture |
| China [61] |
| AC-13, AC-20 | 9 mm | 0.2, 0.3, 0.4, 0.5% by weight of mixture |
| China [39] |
| AC-13 | 6 mm | 0.3% by weight of asphalt concrete |
| China [67] |
| (OGFC-16) modified with nano-silica | 24 mm | 0.2% by weight of asphalt |
| Iran [47] |
| (OGFC-10) | 6 mm | 0.15, 0.3, 0.45% by mixture mass |
| China [26] |
| (AC-20) | no mentioned | 0.25, 0.5, 0.75, 1, 1.5, 2% by the weight of mixture |
| Turkey [74] |
| AC-13 | 9 mm | 0.2, 0.3, 0.4, 0.5% by the weight of mixture |
| China [38] |
| (AC-13) | 12 mm | 0.5% by the weight of mixture |
| China [42] |
| MS-3 Micro-surfacing | 6 mm | 0.05, 0.1, 0.2, 0.3% by the weight of mixture |
| China [30] |
| SUP-13, SUP-20, SUP-25 | 3, 6, 9, 12, 15 mm | 0.3% by total mixture weight |
| China [24] |
| AC-13 | 6 mm | 0.5% by the mass of mixture |
| China [28] |
| SMA-13 | 3, 6, 9 mm | 1, 2, 2.5, 3, 3.5, 4% by mass of SBS asphalt |
| China [22] |
| SMA-16 | 6 mm | fiber-aggregate ratio is 0.4% |
| China [29] |
| AC13, AC20 | 6 mm | 0.3% by weight of mixture |
| China [31] |
| (AC10) | 4, 8, 12 mm | 0.1, 0.2, 0.3% by weight of mixture |
| Iran [54] |
| AC13 | 1.5 mm | 0.2, 0.3, 0.4, 0.5% by weight of mixture |
| China [20] |
| AC-16 | 6, 9, 15 mm | 0.2, 0.3, 0.4, 0.5, 0.6% by weight of mixture |
| China [52] |
| AC-13 | 6 mm | 0.2, 0.3, 0.4, 0.5% by weight of mixture |
| China [32] |
| Porous asphalt mixture-13 | 3, 6, 9, 12 mm | 0.3% and 0.4% by weight of aggregate |
| China [23] |
| AC-13 | 12 mm | 0.5% by the weight of mixture |
| China [43] |
| SMA-13 | 6 mm | 0.4% by the weight of mixture; the ratio of cellulose to BF is 0:4, 1:3, 2:2, 3:1, and 4:0 by weight |
| China [33] |
| asphalt binder | 6 mm | 1%, 2%, 3%, 4% by the weight of asphalt |
| China [69] |
| AC-13 | 6 mm; 7, 13, 25 μm | 0.3% by the weight of mixture |
| China [70] |
| SMA-13, SUP-20, SUP-25 | 6, 9, 12 mm | 0.3, 0.4% by the weight of mixture |
| China [64] |
| SUP-13, SUP-20, SUP-25 | 3, 6, 9, 12, 15 mm | 0.3% by the weight of mixture |
| China [60] |
| AC-11 S | 12 mm | 0.1, 0.3, 0.5, 0.7% by the weight of mixture |
| Poland [44] |
| SMA-13, AC-13 | 6 mm | 0.1, 0.3, 0.4% by the weight of mixture |
| China [56] |
| SMA-16 | 12 mm | 0.1, 0.2, 0.4, 0.6, 0.8% by the weight of aggregate |
| Turkey [45] |
| SMA-13, SUP-13, SUP-20, SUP-25 | 6,9,12 mm | 0.3% by the weight of mixture |
| China [71] |
| AC-13 | 15 mm | 0.3% by the weight of mixture |
| China [46] |
| SMA-13 | 6 mm | 0.4% by the weight of mixture |
| China [72] |
| AC-13 | 6 mm | 0.1, 0.2, 0.3% by the weight of mixture |
| China [68] |
| Type of Asphalt Mix | Fiber Modified Agent | Agent Concentration | Fiber Dosage | Major Findings | Ref. |
|---|---|---|---|---|---|
| Asphalt mucilage | silane coupling agent | 1.0% | 0.3%, 0.6%, 0.9% by weight of asphaltmucilage |
| [76] |
| Asphalt | silane coupling agent (KH-550) | 2.5% | 0.5, 1.0, 1.5% by weight of asphalt |
| [36] |
| Asphalt | ammonia propyl triethoxysilane (KH-550) | - | 5% by weight of asphalt |
| [35] |
| Asphalt mastic | silane coupling agent (KH-550) | 0.5%, 1.0%, 2.0%, and 4.0% | 3% by weight of asphalt |
| [77] |
| AC-20 | Polyvinyl acetate emulsion (PAE); Polyester emulsion (PE); Polyalcohol ester emulsion (PEE) | - | 0.3% by weight of the mixture |
| [9] |
| Asphalt mastic | Polyvinyl acetate emulsion (PAE); Polyester emulsion (PE); Polyalcohol ester emulsion (PEE) | - | 5% by weight of the SBS asphalt |
| [55] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hui, Y.; Men, G.; Xiao, P.; Tang, Q.; Han, F.; Kang, A.; Wu, Z. Recent Advances in Basalt Fiber Reinforced Asphalt Mixture for Pavement Applications. Materials 2022, 15, 6826. https://doi.org/10.3390/ma15196826
Hui Y, Men G, Xiao P, Tang Q, Han F, Kang A, Wu Z. Recent Advances in Basalt Fiber Reinforced Asphalt Mixture for Pavement Applications. Materials. 2022; 15(19):6826. https://doi.org/10.3390/ma15196826
Chicago/Turabian StyleHui, Yingxin, Guangyu Men, Peng Xiao, Qin Tang, Fangyuan Han, Aihong Kang, and Zhengguang Wu. 2022. "Recent Advances in Basalt Fiber Reinforced Asphalt Mixture for Pavement Applications" Materials 15, no. 19: 6826. https://doi.org/10.3390/ma15196826