
Effects of Deformation at High, Medium, and Cryogenic Temperatures on the Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
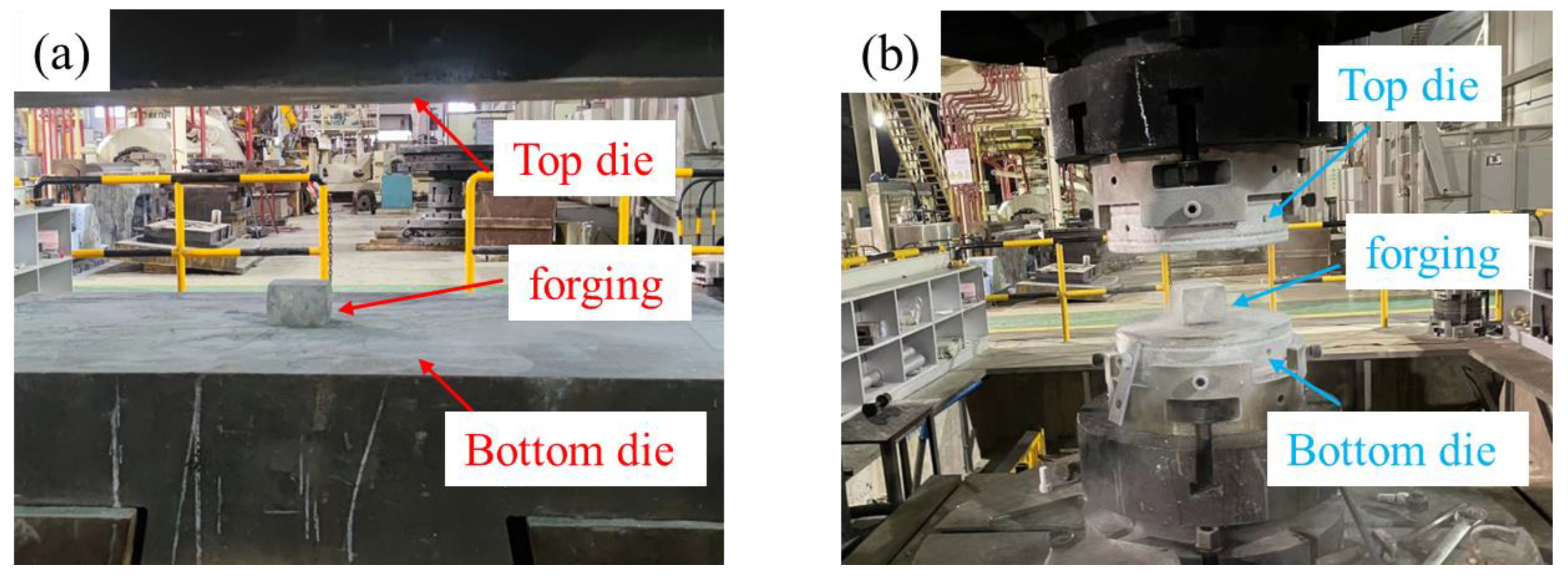
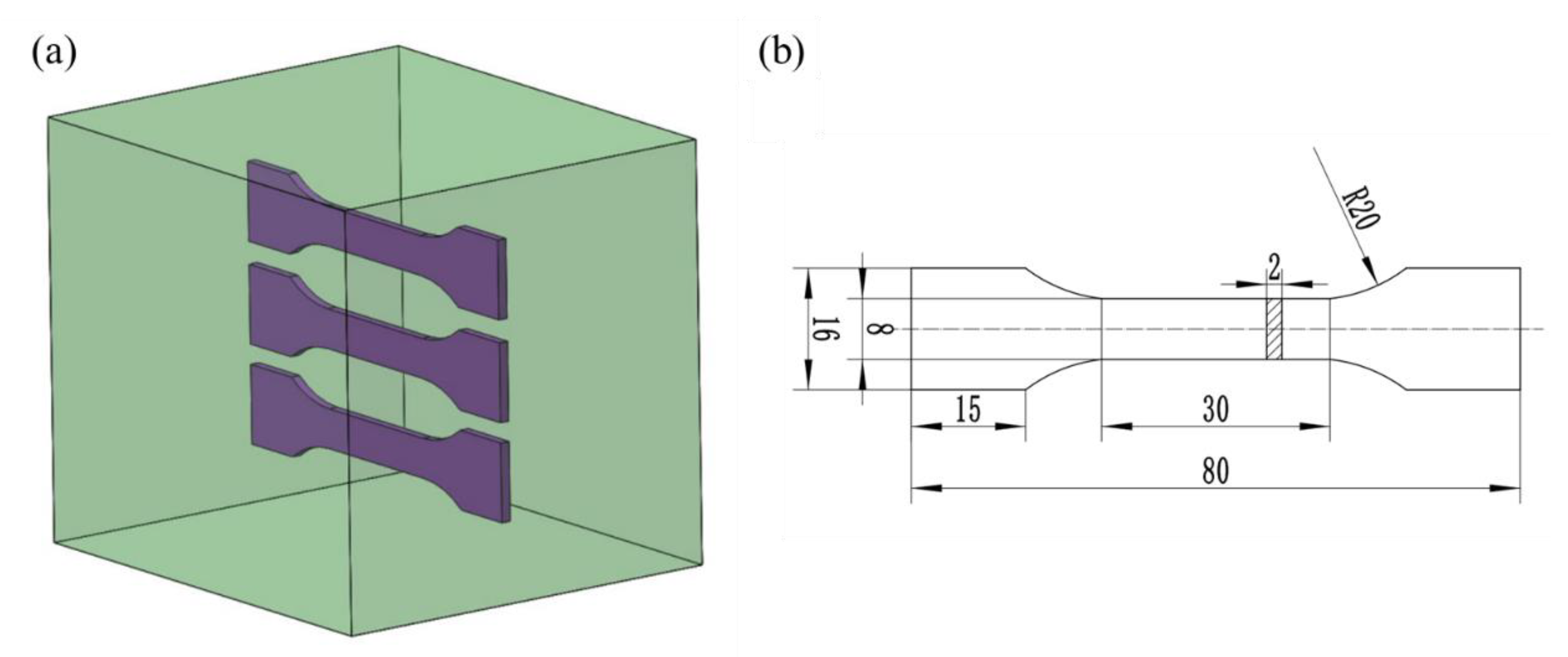
2. Materials and Methods
3. Results
3.1. Microstructure Analysis after Multiaxial Forging
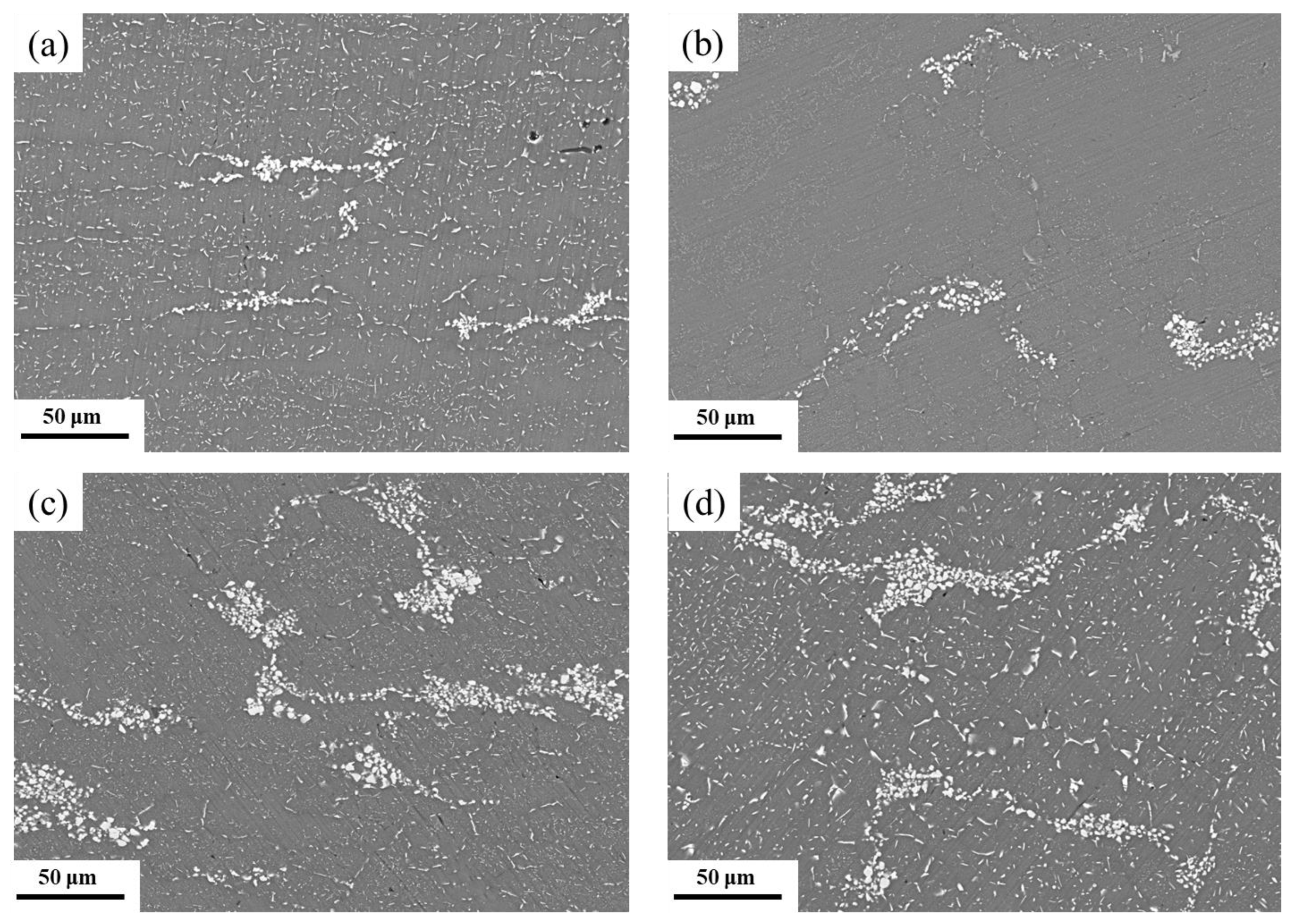
3.1.1. Second-Phase Particles
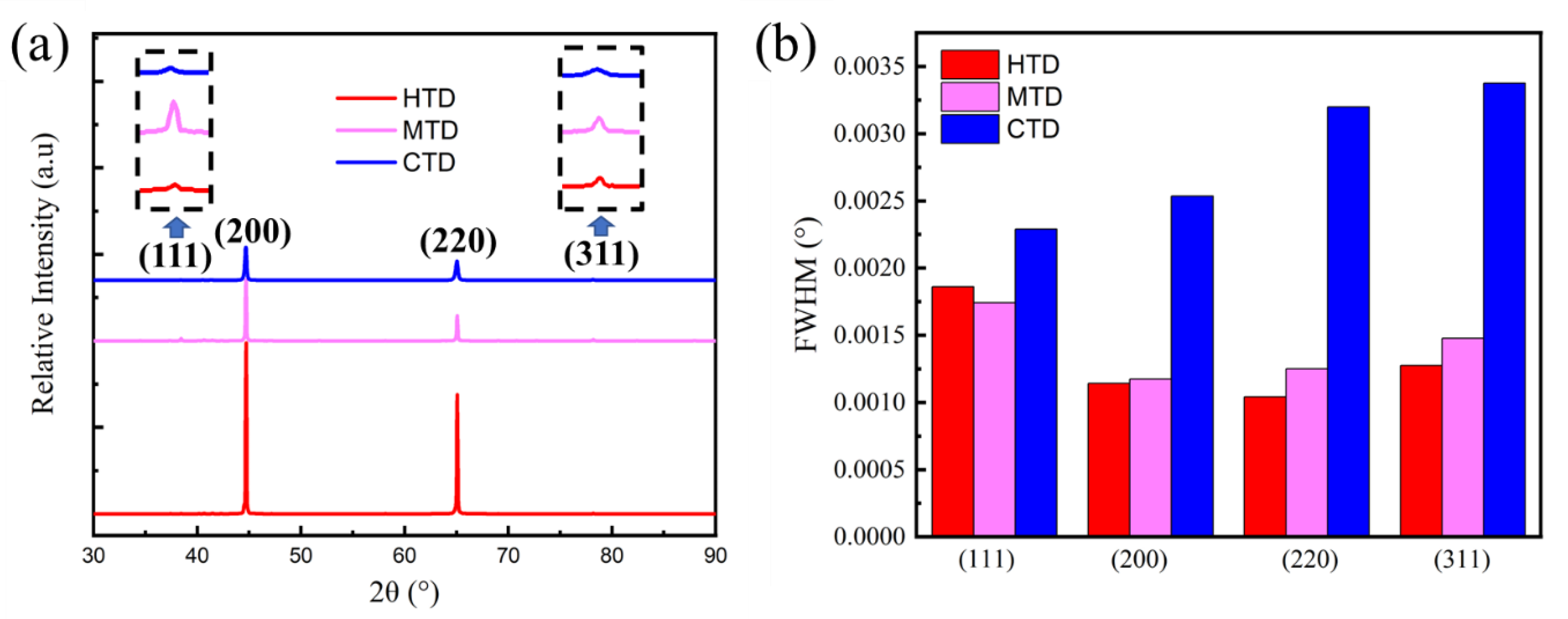
3.1.2. Dislocation Density
3.1.3. Dislocation Morphology
3.2. Microstructure Analysis after T6 Treatment
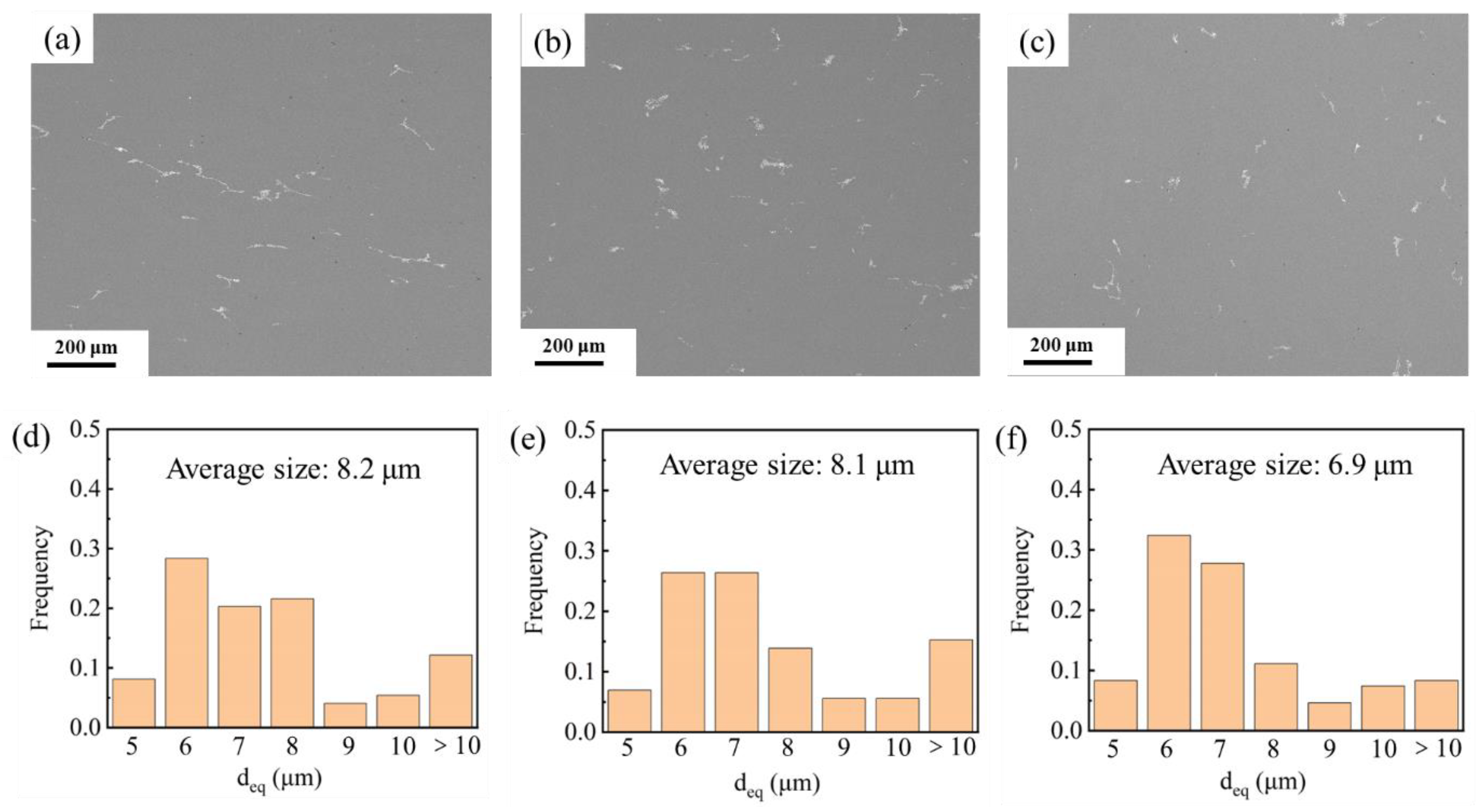
3.2.1. Second-Phase Particles
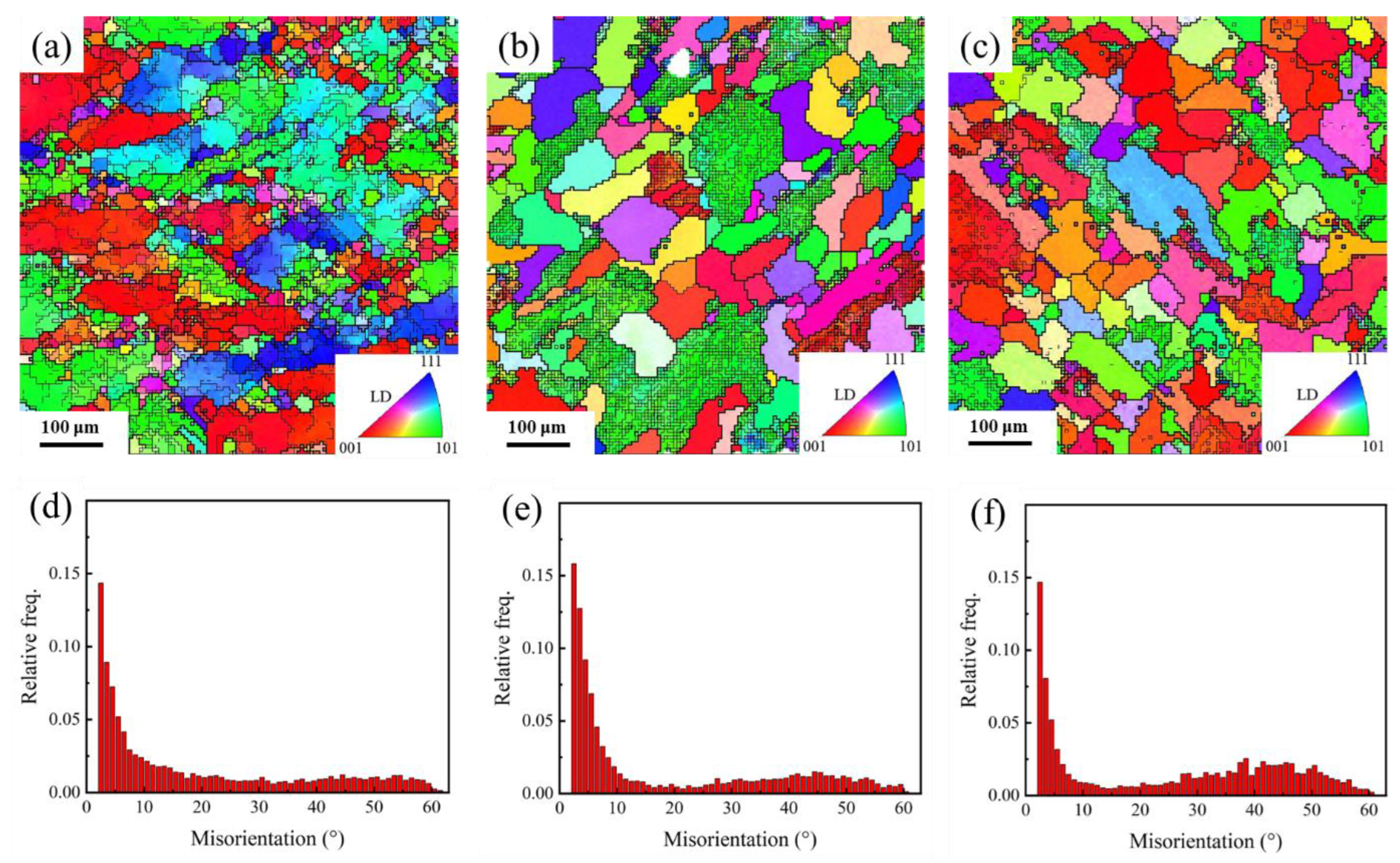
3.2.2. Grain Structure
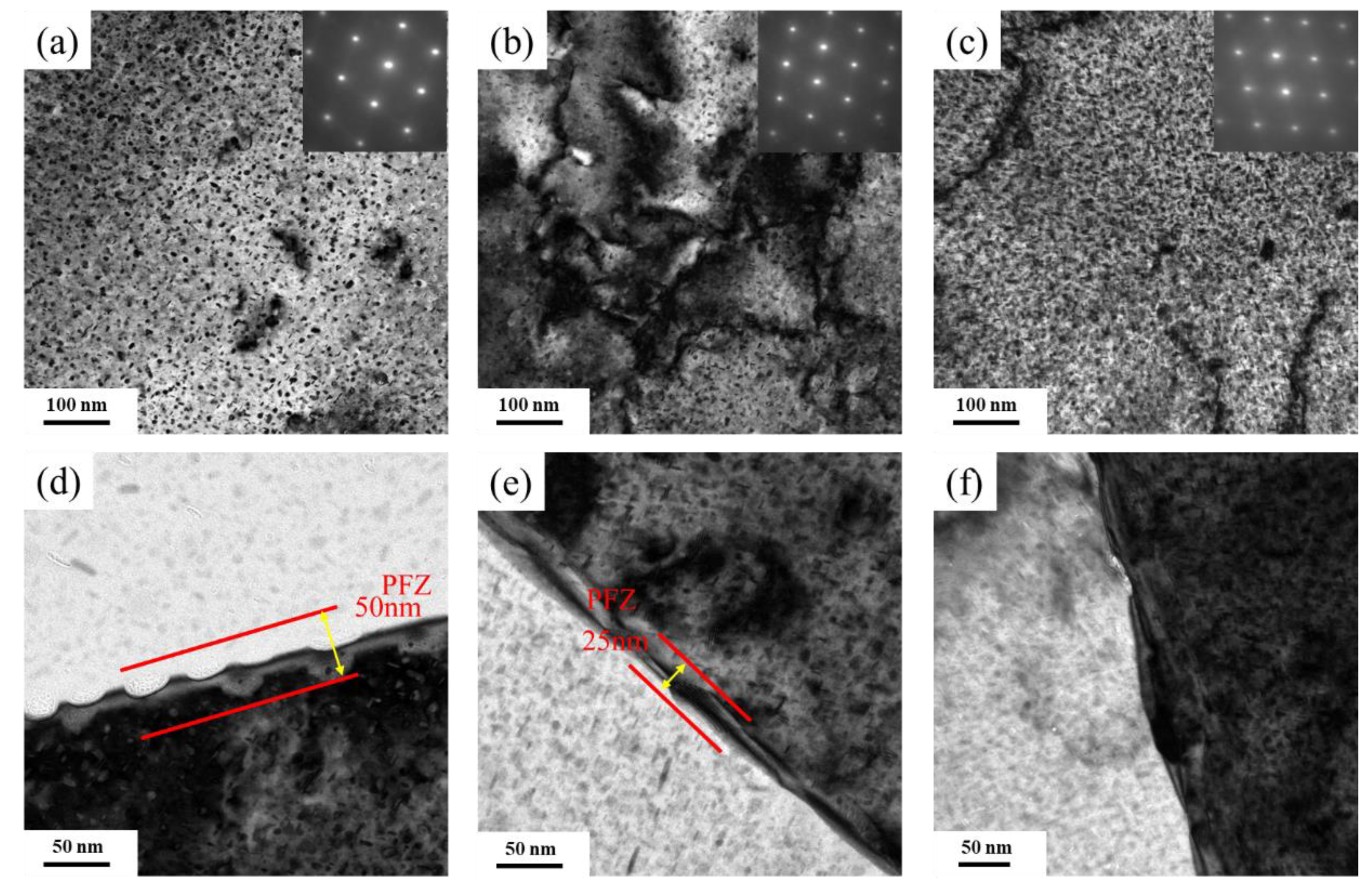
3.2.3. Precipitation Phase
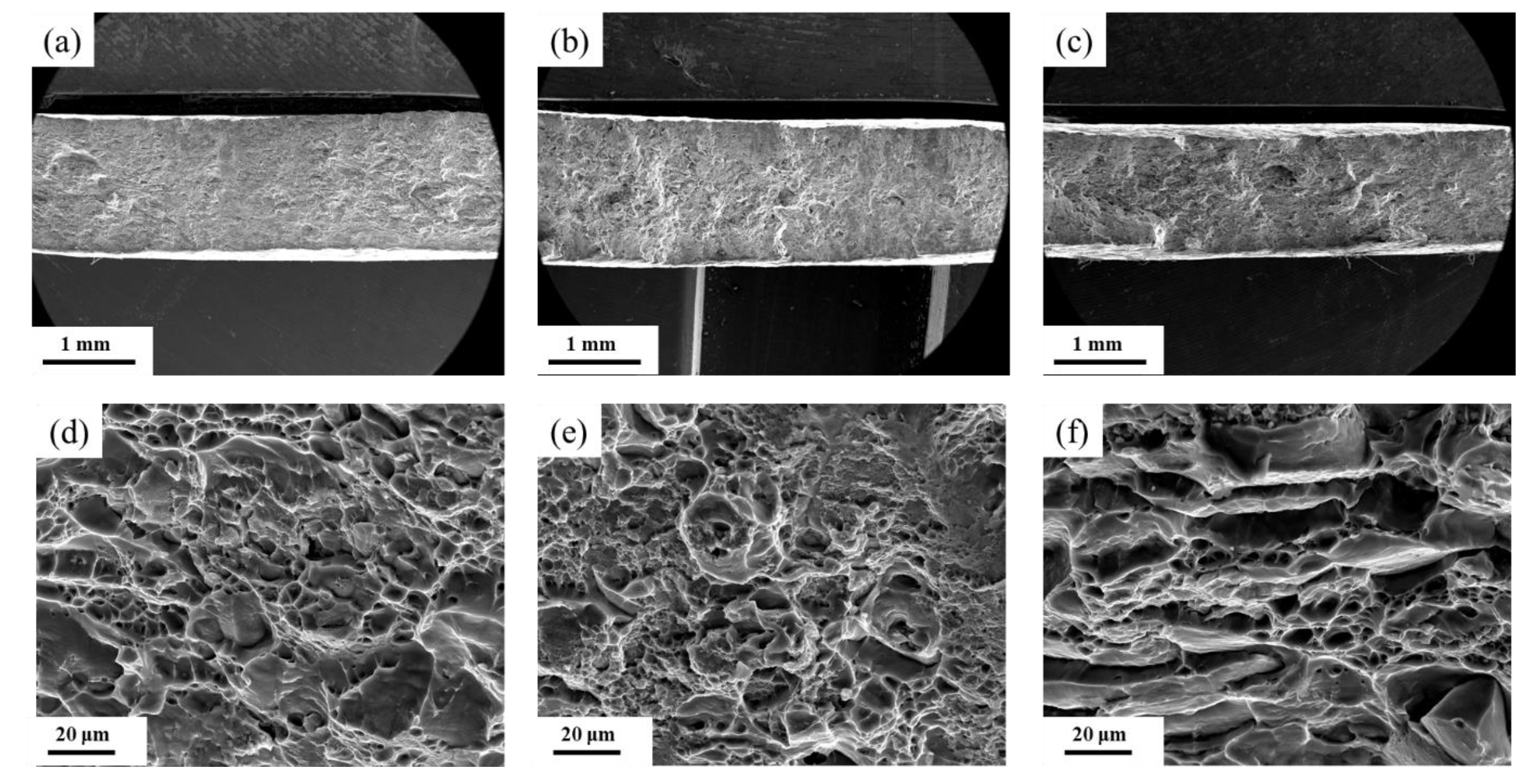
3.3. Mechanical Properties and Fracture Surface
4. Discussion
5. Conclusions
- (1)
- The dispersed particles were dissolved in the Al matrix after hot deformation, while coarse particles were broken into finer particles. Lower deformation temperatures can promote the dissolution of coarse second-phase particles during the heat treatment process by introducing more dislocations. The proportions of coarse particles for HTD, MTD, and CTD were 0.27%, 0.23%, and 0.2%, respectively.
- (2)
- The grain structure of the HTD sample was inhomogeneous, with coarse grains and new grains formed by dynamic recrystallization coexisting in the sample. The grain structure of the MTD and CTD samples contained many grains formed by static recrystallization. The grain morphologies of MTD and CTD were more equiaxed compared to that of HTD.
- (3)
- Fewer coarse particles in the CTD sample led to the higher supersaturation of solute atoms after quenching, and thus promoted the precipitation of the strengthening phase during artificial aging treatment. Meanwhile, the PFZ was significantly suppressed in the sample where the number of coarse particles was fewer.
- (4)
- The refinement of coarse particles, grain size, and precipitation led to the high comprehensive mechanical properties of the CTD sample, with an ultimate tensile strength of 535 MPa, a yield strength of 506 MPa, and a fracture elongation of 11.1%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, H.; Yi, Y.; Huang, S.; Zhang, Y. An improved process for grain refinement of large 2219 Al alloy rings and its influence on mechanical properties. J. Mater. Sci. Technol. 2019, 35, 55–63. [Google Scholar] [CrossRef]
- Owolabi, G.M.; Thom, M.; Ajide, O.O. Tensile Properties and Fractography of Three AA 2000 Series Aluminum Alloys Used for Aerospace Applications. T. Indian. I. Met. 2019, 72, 2623–2630. [Google Scholar] [CrossRef]
- Venkateswarlu, D.; Cheepu, M.; Mahapatra, M.M. Analysing the friction stir welded joints of AA2219 Al-Cu alloy in different heat-treated-state. In IOP Conference Series, Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 330. [Google Scholar]
- Venkateswarlu, D.; Mahapatra, M.M.; Harsha, S.P. Processing and optimization of dissimilar friction stir welding of AA 2219 and AA 7039 alloys. J. Mater. Eng. Perform. 2015, 24, 4809–4824. [Google Scholar] [CrossRef]
- Babu, S.; Ram, G.J.; Venkitakrishnan, P.V. Microstructure and mechanical properties of friction stir lap welded aluminum alloy AA2014. J. Mater. Sci. Technol. 2012, 28, 414–426. [Google Scholar] [CrossRef]
- Ghosh, A.; Ghosh, M. Microstructure and texture development of 7075 alloy during homogenisation. Philos. Mag. 2018, 98, 1470–1490. [Google Scholar] [CrossRef]
- Zang, Q.; Chen, H.; Lee, Y.S. Improvement of anisotropic tensile properties of Al-7.9 Zn-2.7 Mg-2.0 Cu alloy sheets by particle stimulated nucleation. J. Alloy. Compd. 2020, 828, 154330. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, M.; Wang, Z.; Wang, S.; Liu, C.; Qian, L.; Li, L.; Zhao, H. Effects of cold temperatures, strain rates and anisotropy on the mechanical behavior and fracture morphology of an Al-Zn-Mg-Cu alloy. Mat. Sci. Eng. A-Struct. 2021, 806, 140691. [Google Scholar] [CrossRef]
- Contrepois, Q.; Maurice, C.; Driver, J.H. Hot rolling textures of Al-Cu-Li and Al-Zn-Mg-Cu aeronautical alloys, experiments and simulations to high strains. Mat. Sci. Eng. A-Struct. 2010, 527, 7305–7312. [Google Scholar] [CrossRef]
- Elantsev, A.V.; Popov, A.A.; Demakov, S.L.; Elantseva, E.V. Structure and properties of aluminum materials subjected to severe plastic deformation. Phys. Met. Metallogr. 2004, 97, 64–70. [Google Scholar]
- Wu, Y.; Zhong, Y.; Xu, W.; Li, X. Deformation induced grain boundary segregation and thermal stability of nanolaminated Al-Zn-Mg-Cu alloy. Mater. Lett. 2022, 315, 131930. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Shaeri, M.H.; Naseri, R.; Gode, C. Equal channel angular extrusion for tube configuration of Al-Zn-Mg-Cu alloy. Mat. Sci. Eng. A-Struct. 2018, 731, 569–576. [Google Scholar] [CrossRef]
- Zhang, S.; Luo, X.; Zheng, G.; Zhai, N.; Yang, Y.; Li, P. Effect of cryorolling and ageing on the microstructure and mechanical properties of Al 7085 alloy. Mat. Sci. Eng. A-Struct. 2022, 832, 142482. [Google Scholar] [CrossRef]
- Mei, L.; Chen, X.; Ren, P.; Nie, Y.; Huang, G.; Liu, Q. Effect of warm deformation on precipitation and mechanical properties of a cryorolled Al-Zn-Mg-Cu sheet. Mat. Sci. Eng. A-Struct. 2020, 771, 138608. [Google Scholar] [CrossRef]
- Liu, J.; Du, Z.; Su, J.; Tang, J.; Jiang, F.; Fu, D.; Teng, J.; Zhang, H. Effect of quenching residual stress on precipitation behaviour of 7085 aluminium alloy. J. Mater. Sci. Technol. 2023, 132, 154–165. [Google Scholar] [CrossRef]
- Zhang, M.; Li, C.; Zhang, Y.; Liu, S.; Jiang, J.; Tang, J.; Ye, L.; Zhang, X. Effect of hot deformation on microstructure and quenching-induced precipitation behavior of Al-Zn-Mg-Cu alloy. Mater. Charact. 2021, 172, 110861. [Google Scholar] [CrossRef]
- Xiang, K.; Lei, X.; Ding, L.; Jia, Z.; Yang, X.; Liu, Q. Optimizing mechanical property of spray formed Al-Zn-Mg-Cu alloy by combination of homogenization and warm-rolling. Mat. Sci. Eng. A-Struct. 2022, 846, 143248. [Google Scholar] [CrossRef]
- Buha, J.; Lumley, R.N.; Crosky, A.G. Secondary ageing in an aluminium alloy 7050. Mat. Sci. Eng. A-Struct. 2008, 492, 1–10. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al-Zn-Mg-Cu alloy (7050). Acta. Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Jobba, M.; Mishra, R.K.; Niewczas, M. Flow stress and work-hardening behaviour of Al-Mg binary alloys. Int. J. Plast. 2015, 65, 43–60. [Google Scholar] [CrossRef]
- Sadeghi, I.; Wells, M.A.; Esmaeili, S. Effect of particle shape and size distribution on the dissolution behavior of Al2Cu particles during homogenization in aluminum casting alloy Al-Si-Cu-Mg. J. Mater. Process. Technol. 2018, 251, 232–240. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.; Ahmad, A.S. A novel simulation of continuous dynamic recrystallization process for 2219 aluminium alloy using cellular automata technique. Mat. Sci. Eng. A-Struct. 2021, 815, 141256. [Google Scholar] [CrossRef]
- Zhang, J.; Yi, Y.; Huang, S.; Mao, X.; He, H.; Tang, J.; Guo, W.; Dong, F. Dynamic recrystallization mechanisms of 2195 aluminum alloy during medium/high temperature compression deformation. Mat. Sci. Eng. A-Struct. 2021, 804, 140650. [Google Scholar] [CrossRef]
- Andersen, S.J.; Marioara, C.D.; Friis, J.; Wenner, S.; Holmestad, R. Precipitates in aluminum alloys. Adv. Phys. -X 2018, 3, 1479984. [Google Scholar]
- Sarvesha, R.; Alam, W.; Gokhale, A.; Guruprasad, T.; Bhagavath, S.; Karagadde, S.; Jain, J.; Singh, S. Quantitative assessment of second phase particles characteristics and its role on the deformation response of a Mg-8Al-0.5 Zn alloy. Mat. Sci. Eng. A-Struct. 2019, 759, 368–379. [Google Scholar] [CrossRef]
- Yan, L.; Shen, J.; Li, Z.; Li, J. Effect of deformation temperature on microstructure and mechanical properties of 7055 aluminum alloy after heat treatment. T. Nonferr. Metal. Soc. 2013, 23, 625–630. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Yi, Y.; Huang, S.; He, H.; Dong, F. Effects of Deformation at High, Medium, and Cryogenic Temperatures on the Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys. Materials 2022, 15, 6955. https://doi.org/10.3390/ma15196955
Zhang W, Yi Y, Huang S, He H, Dong F. Effects of Deformation at High, Medium, and Cryogenic Temperatures on the Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys. Materials. 2022; 15(19):6955. https://doi.org/10.3390/ma15196955
Chicago/Turabian StyleZhang, Wenxue, Youping Yi, Shiquan Huang, Hailin He, and Fei Dong. 2022. "Effects of Deformation at High, Medium, and Cryogenic Temperatures on the Microstructures and Mechanical Properties of Al-Zn-Mg-Cu Alloys" Materials 15, no. 19: 6955. https://doi.org/10.3390/ma15196955