
The Microstructure and Strength of UFG 6060 Alloy after Superplastic Deformation at a Lower Homologous Temperature
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructure and Mechanical Properties of 6060 Alloy after HPT
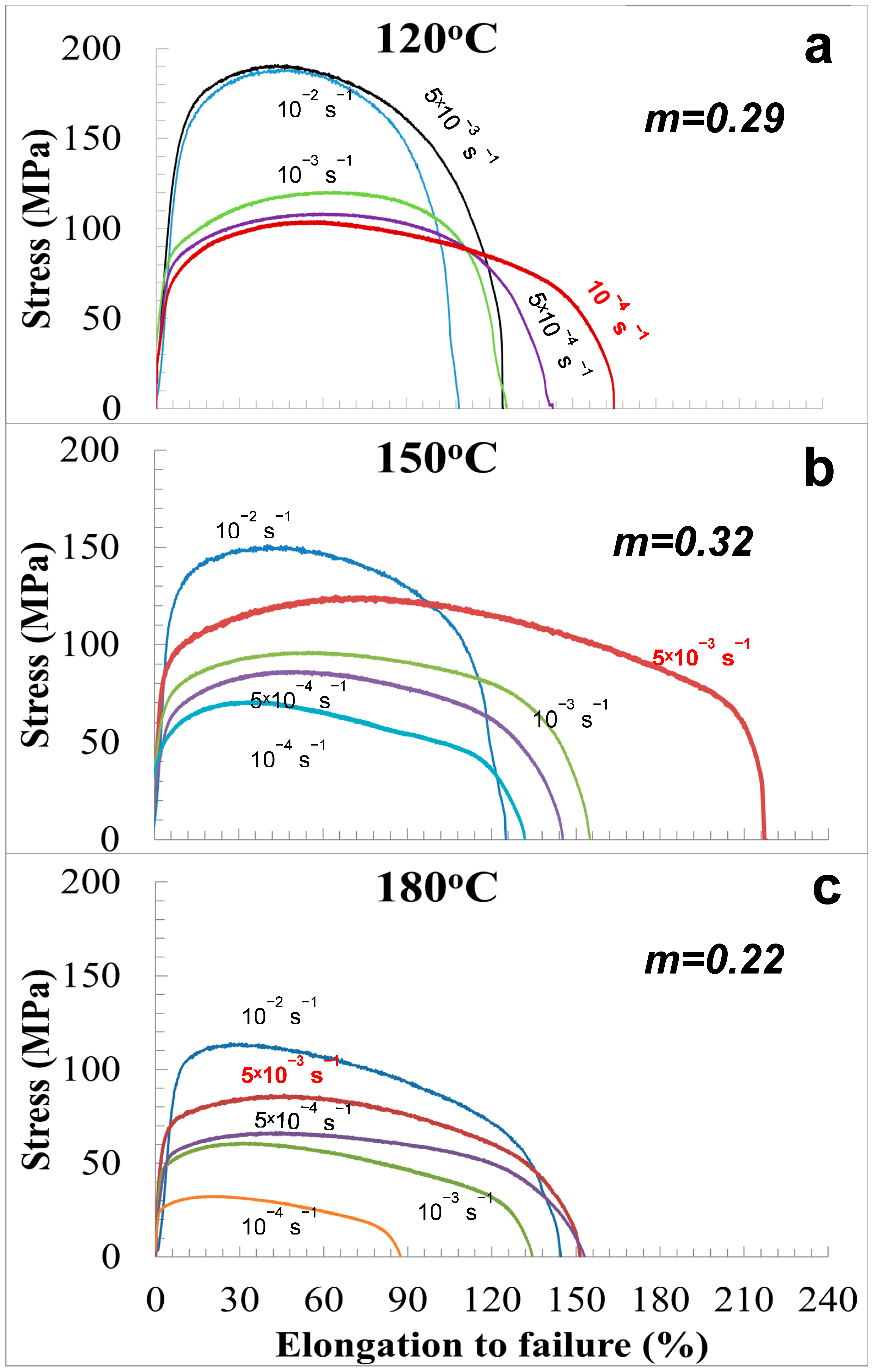
3.2. Mechanical Properties of UFG 6060 Alloy at Elevated Temperatures
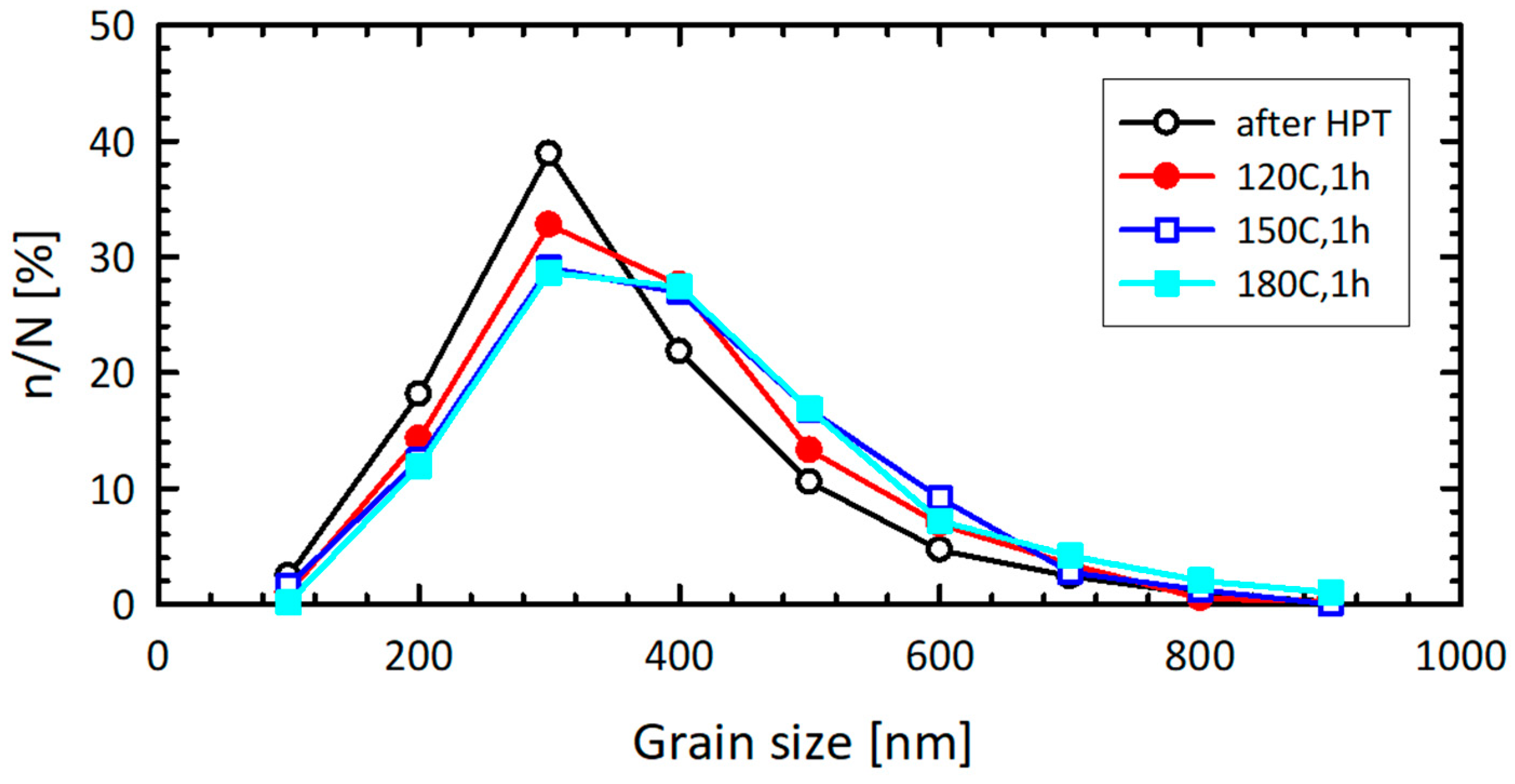
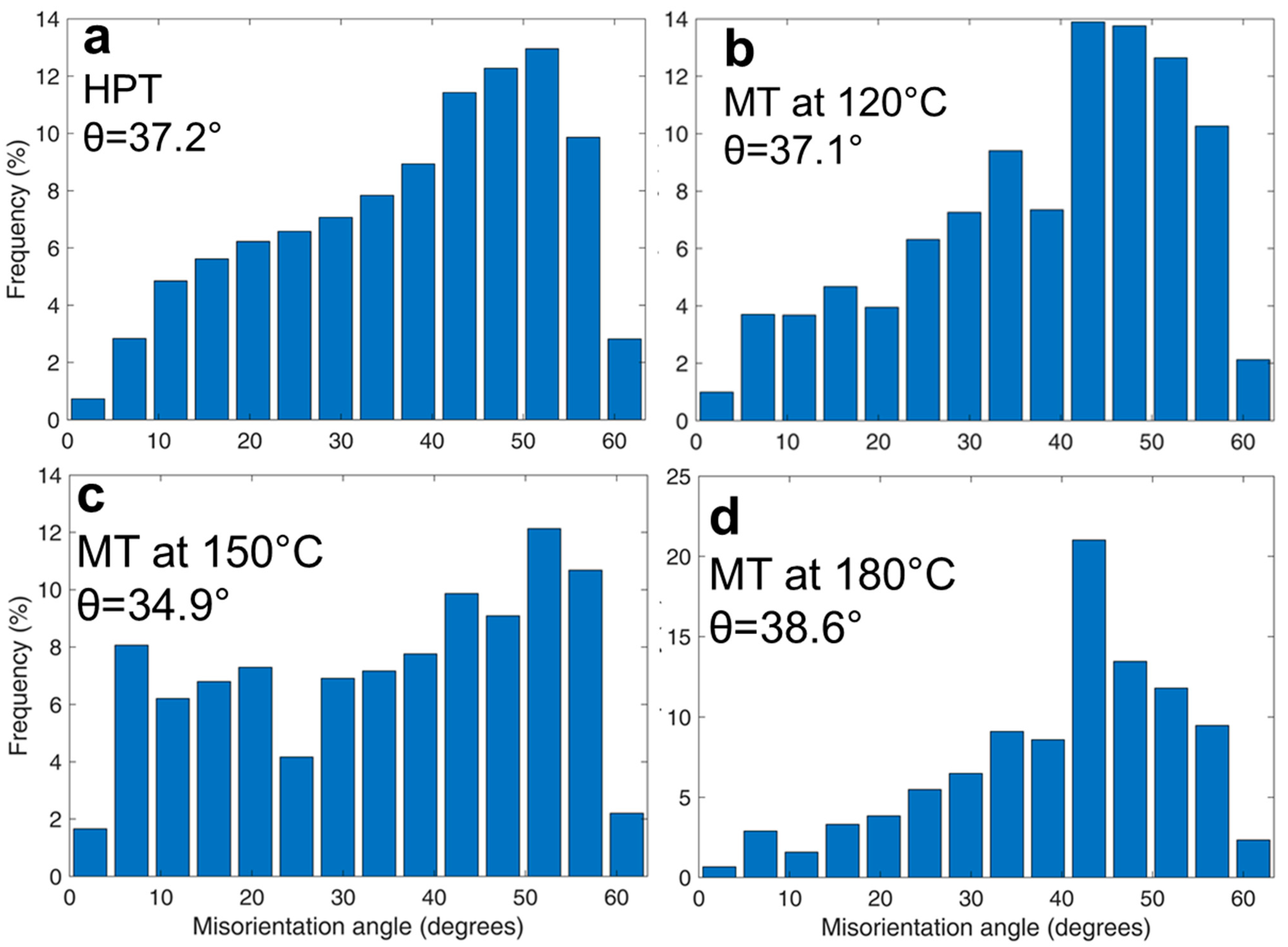
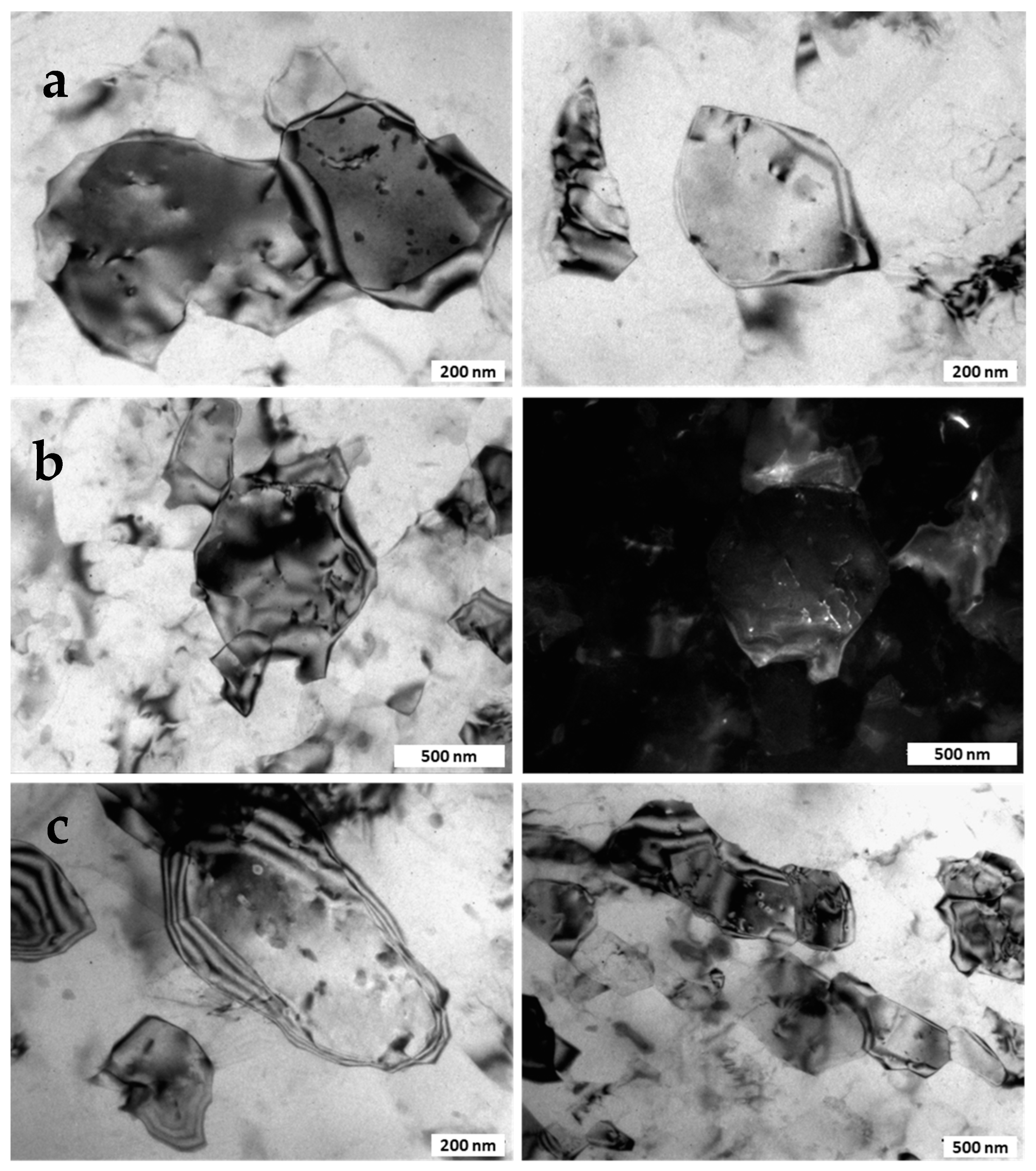
3.3. Influence of SP Deformation on the Microstructure of UFG 6060 Alloy
3.4. Mechanical Properties UFG 6060 Alloy after SP Deformation
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miller, W.; Zhuang, L.; Bottema, J.; Wittebrood, A.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium in innovative light-weight car design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef] [Green Version]
- Zheng, K.; Politis, D.J.; Wang, L.; Lin, J. A review on forming techniques for manufacturing lightweight complex-shaped aluminium panel components. Int. J. Lightweight Mater. Manuf. 2018, 1, 55–80. [Google Scholar] [CrossRef]
- Wang, G. Superplastic forming (SPF) of complex sheet metal parts and structures. Encycl. Mater. Met. Alloy. 2022, 4, 417–434. [Google Scholar] [CrossRef]
- Zhang, K.F.; Jiang, S.S. Superplastic forming reference. Module in Materials Science and Materials Engineering. Compr. Mater. Process. 2014, 5, 371–392. [Google Scholar]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Bryła, K.; Čížek, J.; Divinski, S.; Enikeev, N.A.; et al. Nanomaterials by Severe Plastic Deformation: Review of Historical Developments and Recent Advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Arunprasath, K.; Sudhan, J.; Kavitha, S.; Paramasivan, S.; Vijayakumar, M. Cryogenic forming of AA6065 by ECAP. Mater. Today Proc. 2022, 66, 696–701. [Google Scholar] [CrossRef]
- Troeger, L.P.; Troeger, L.P.; Starke, E.A. Microstructural and mechanical characterization of a superplastic 6xxx aluminum alloy. Mater. Sci. Eng. A 2000, 277, 102–113. [Google Scholar] [CrossRef]
- Troeger, L.P.; Starke, E.A. Particle-stimulated nucleation of recrystallization for grain-size control and superplasticity in an Al–Mg–Si–Cu alloy. Mater. Sci. Eng. A 2000, 293, 19–29. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Esmaeili, M.; Ghayoumabadi, A.; Mochugovskiy, A.G. Superplasticity and mechanical properties of Al–Mg–Si alloy doped with eutectic-forming Ni and Fe, and dispersoid-forming Sc and Zr elements. Mater. Sci. Eng. A 2021, 817, 141319. [Google Scholar] [CrossRef]
- Mochugovskiy, A.; Kotov, A.; Ghayoumabadi, M.E.; Yakovtseva, O.; Mikhaylovskaya, A. A High-Strain-Rate superplasticity of the Al-Mg-Si-Zr-Sc alloy with Ni addition. Materials 2021, 14, 2028. [Google Scholar] [CrossRef] [PubMed]
- Spigarelli, S.; Evangelista, E.; McQueen, H.J. Study of hot workability of a heat treated AA6082 aluminum alloy. Scr. Mater. 2003, 49, 179–183. [Google Scholar] [CrossRef]
- Wang, X.; Li, Q.; Wu, R.; Zhang, X.; Ma, L. A review on superplastic formation behavior of Al alloys. Adv. Mater. Sci. Eng. 2018, 2018, 7606140. [Google Scholar] [CrossRef] [Green Version]
- Kawasaki, M.; Langdon, T.G. Review: Achieving superplastic properties in ultrafine-grained materials at high temperatures. J. Mater. Sci. 2016, 51, 19–32. [Google Scholar] [CrossRef]
- Kumar, P.; Kawasaki, M.; Langdon, T.G. Review: Overcoming the paradox of strength and ductility in ultrafine-grained materials at low temperatures. J. Mater. Sci. 2016, 51, 7–18. [Google Scholar] [CrossRef]
- MA, Z.Y.; Mishra, R.S.; Mahoney, M.W.; Grimes, R. Effect of friction stir processing on the kinetics of superplastic deformation in an Al-Mg-Zr alloy. Metall. Mater. Trans. A 2005, 36, 1458. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, J.K.; Park, T.Y.; Hong, S.I.; Kim, D.I.; Kim, Y.S.; Lee, J.D. Enhancement of strength and superplasticity in a 6061 Al alloy processed by equal-channel-angular-pressing. Metall. Mater. Trans. A 2002, 33, 3155–3164. [Google Scholar] [CrossRef]
- Jafarian, H.R.; Mousavi Anijdan, S.H.; Miyamoto, H. Observation of low temperature superplasticity in an ultrafine grained AA6063 alloy. Mater. Sci. Eng. A 2020, 795, 140015. [Google Scholar] [CrossRef]
- Sha, G.; Wang, Y.B.; Liao, X.Z.; Duan, Z.C.; Ringer, S.P.; Langdon, T.G. Influence of equal-channel angular pressing on precipitation in an Al–Zn–Mg–Cu alloy. Acta Mater. 2009, 57, 3123–3132. [Google Scholar] [CrossRef]
- Liddicoat, P.V.; Liao, X.Z.; Zhao, Y.; Zhu, Y.; Murashkin, M.Y.; Lavernia, E.J.; Valiev, R.Z.; Ringer, S.P. Nanostructural hierarchy increases the strength of aluminium alloys. Nat. Commun. 2010, 1, 1062. [Google Scholar] [CrossRef]
- Horita, Z.; Fujinami, T.; Nemoto, M.; Langdon, T.G. Equal-channel angular pressing of commercial aluminum alloys: Grain refinement, thermal stability and tensile properties. Metall. Mater. Trans. A 2000, 31, 691–701. [Google Scholar] [CrossRef]
- Edalati, K.; Horita, Z.; Valiev, R.Z. Transition from poor ductility to roomtemperature superplasticity in a nanostructured aluminum alloy. Sci. Rep. 2018, 8, 6740. [Google Scholar] [CrossRef] [Green Version]
- Bobruk, E.V.; Murashkin, M.Y.; Kazykhanov, V.U.; Valiev, R.Z. Superplastic behaviour at lower temperatures of high-strength ultrafine-grained Al alloy 7475. Adv. Eng. Mater. 2019, 21, 1800094. [Google Scholar] [CrossRef] [Green Version]
- Gubicza, J.; El-Tahawy, M.; La’ba´r, J.L.; Bobruk, E.V.; Murashkin, M.Y.; Valiev, R.Z.; Chinh, N.Q. Evolution of microstructure and hardness during artificial aging of an ultrafine-grained Al–Zn–Mg–Zr alloy processed by high pressure torsion. J. Mater. Sci. 2020, 55, 16791–16815. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Murashkin, M.Y.; Lomakin, I.V.; Kazykhanov, V.U.; Valiev, R.Z. Low temperature superplasticity of high-strength ultrafine-grained Al 7050 alloy. IOP Conf. Ser. Mater. Sci. Eng. A 2019, 461, 012090. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Sauvage, X.; Enikeev, N.A.; Valiev, R.Z. Influence of fine scale features on room temperature superplastic behaviour of an ultrafine-grained Al-30Zn alloy. Mater. Lett. 2019, 254, 329–331. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Tyulenev, D.G.; Golubev, O.V.; Murashkin, M.Y. The effect of ultrafine-grained structure of Al-30Zn on the shape forming ability at sheet metal forming. Defect Diffus. Forum 2018, 385, 228–233. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Safargalina, Z.A.; Golubev, O.V.; Baykov, D.; Kazykhanov, V.U. The effect of ultrafine-grained states on superplastic behavior of Al-Mg-Si alloy. Mater. Lett. 2019, 255, 126503. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Butterworth: London, UK, 1976; 973p. [Google Scholar]
- Stinton, G.W.; MacLeod, S.G.; Cynn, H.; Errandonea, D.; Evans, W.J.; Proctor, J.E.; Meng, Y.; McMahon, M.I. Equation of state and high-pressure/high-temperature phase diagram of magnesium. Phys. Rev. B 2014, 90, 134105. [Google Scholar] [CrossRef] [Green Version]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Grain detection from 2d and 3d EBSD data—Specification of the MTEX algorithm. Ultramicroscopy 2011, 111, 1720–1733. [Google Scholar] [CrossRef]
- Sauvage, X.; Bobruk, E.V.; Murashkin, M.Y.; Nasedkina, Y.; Enikeev, N.A.; Valiev, R.Z. Optimization of electrical conductivity and strength combination by structure design at the nanoscale in Al-Mg-Si alloys. Acta Mater. 2015, 98, 355–366. [Google Scholar] [CrossRef]
- Sha, G.; Tugcu, K.; Liao, X.Z. Strength, grain refinement and solute nanostructures of an Al–Mg–Si alloy (AA6060) processed by high-pressure torsion. Acta Mater. 2014, 63, 169–179. [Google Scholar] [CrossRef]
- Bobruk, E.V.; Kazykhanov, V.U.; Murashkin, M.Y. Influence of deformation at elevated temperatures on stability of microstructure and mechanical properties of UFG aluminum alloy. Mater. Lett. 2021, 301, 130328. [Google Scholar] [CrossRef]
- Tsuzaki, K.; Huang, X.; Maki, T. Mechanism of dynamic continuous recrystallization during superplastic deformation in a microduplex stainless steel. Acta Mater. 1996, 44, 4491–4499. [Google Scholar] [CrossRef]
- Qing, L.; Xiaoxu, H.; Mei, Y.; Jinfeng, Y. On deformation-induced continuous recrystallization in a superplastic Al-Li-Cu-Mg-Zr alloy. Acta Metal. Mater. 1992, 40, 1753–1762. [Google Scholar] [CrossRef]
- Martin, C.F.; Blandin, J.J.; Salvo, L. Variations in microstructure and texture during high temperature deformation of Al–Mg alloy. Mater. Sci. Eng. A 2001, 297, 212–222. [Google Scholar] [CrossRef]
- Jazaeri, H.; Humphreys, F.J. The transition from discontinuous to continuous recrystallization in some aluminium alloys II—Annealing behaviour. Acta Mater. 2004, 52, 3251–3262. [Google Scholar] [CrossRef]
- Ferry, M.; Hamilton, N.E.; Humphreys, F.J. Continuous and discontinuous grain coarsening in a fine—grained particle—containing Al–Sc alloy. Acta Mater. 2005, 53, 1079–1109. [Google Scholar] [CrossRef]
- Myshlyaev, M.; Mironov, S.; Korznikova, G.; Konkova, T.; Korznikova, E.; Aletdinov, A.; Khalikova, G.; George, R.; Semiatin, S.L. EBSD study of superplasticity: New insight into a well-known phenomenon. J. Alloys Compd. 2022, 898, 162949. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Salimonenko, D.A.; Tsenev, N.K.; Berbon, P.B.; Langdon, T.G. Observations of high strain rate superplasticity in commercial aluminum alloys with ultrafine grain sizes. Scr. Mater. 1997, 37, 1945–1950. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Si | Cr | Fe | Zn | Ti | Mn | Al |
|---|---|---|---|---|---|---|---|
| 0.60 | 0.60 | 0.50 | 0.20 | 0.15 | 0.10 | 0.10 | balance |
| Treatment/ Structural State | Ϭ0.2, MPa | ϬUTS, MPa | δ, % | Hv |
|---|---|---|---|---|
| Quenching/coarse grained | 120 ± 2 | 185 ± 3 | 20.0 ± 0.5 | 40.0 ± 2 |
| T6/coarse grained | 180 ± 2 | 240 ± 2 | 8.0 ± 0.4 | 80.0 ± 2 |
| HPT at RT/UFG HPT at RT+MT at 150°C/UFG | 500 ± 4 360 ± 3 | 530 ± 4 380 ± 3 | 6.5 ± 0.2 7.0 ± 0.3 | 118.0 ± 5 107.5 ± 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobruk, E.V.; Dolzhenko, P.D.; Murashkin, M.Y.; Valiev, R.Z.; Enikeev, N.A. The Microstructure and Strength of UFG 6060 Alloy after Superplastic Deformation at a Lower Homologous Temperature. Materials 2022, 15, 6983. https://doi.org/10.3390/ma15196983
Bobruk EV, Dolzhenko PD, Murashkin MY, Valiev RZ, Enikeev NA. The Microstructure and Strength of UFG 6060 Alloy after Superplastic Deformation at a Lower Homologous Temperature. Materials. 2022; 15(19):6983. https://doi.org/10.3390/ma15196983
Chicago/Turabian StyleBobruk, Elena V., Pavel D. Dolzhenko, Maxim Yu. Murashkin, Ruslan Z. Valiev, and Nariman A. Enikeev. 2022. "The Microstructure and Strength of UFG 6060 Alloy after Superplastic Deformation at a Lower Homologous Temperature" Materials 15, no. 19: 6983. https://doi.org/10.3390/ma15196983