
Pulse Plasma Sintering of NiAl-Al2O3 Composite Powder Produced by Mechanical Alloying with Contribution of Nanometric Al2O3 Powder


 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Samples
2.3. Research Techniques
3. Results and Discussion
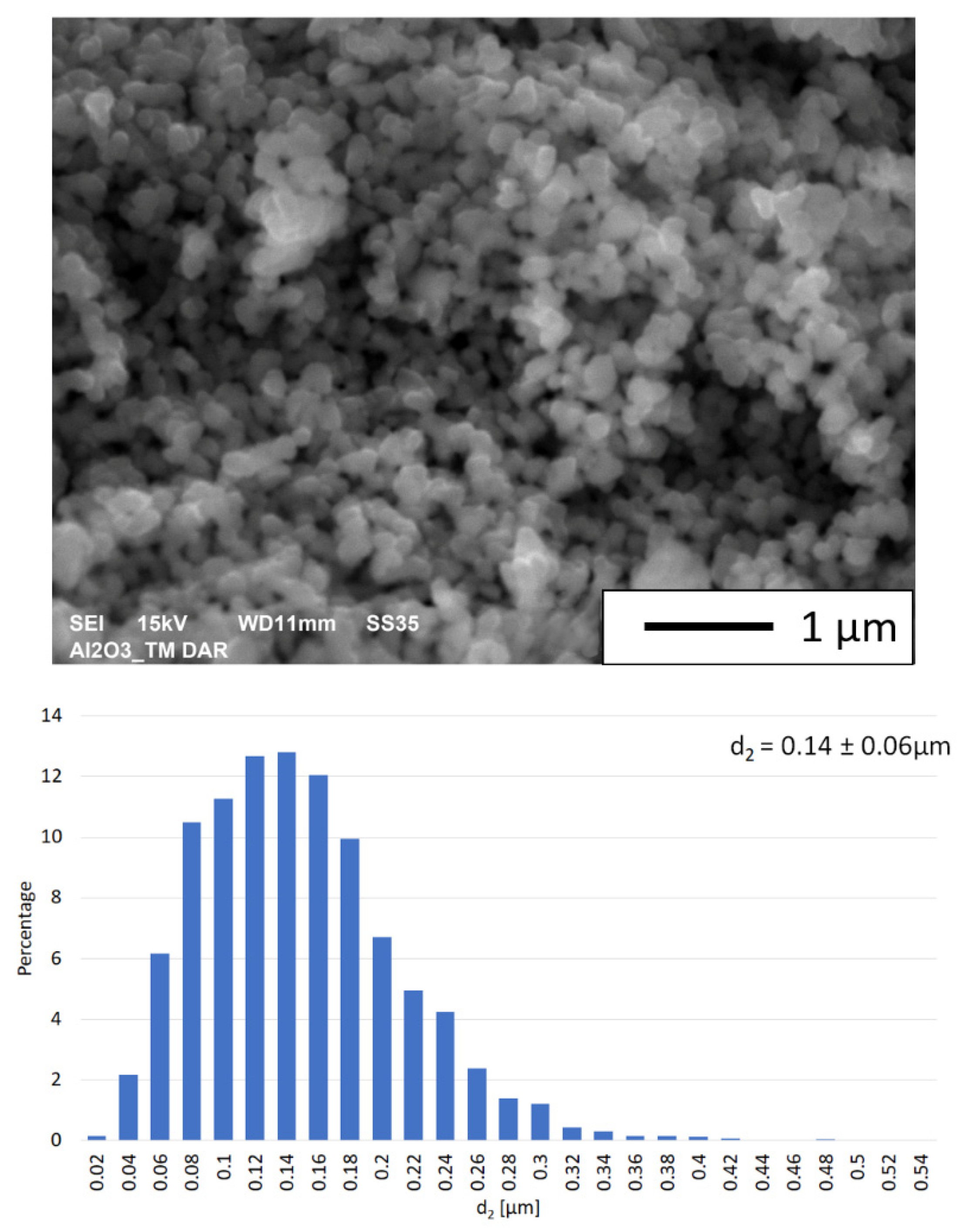
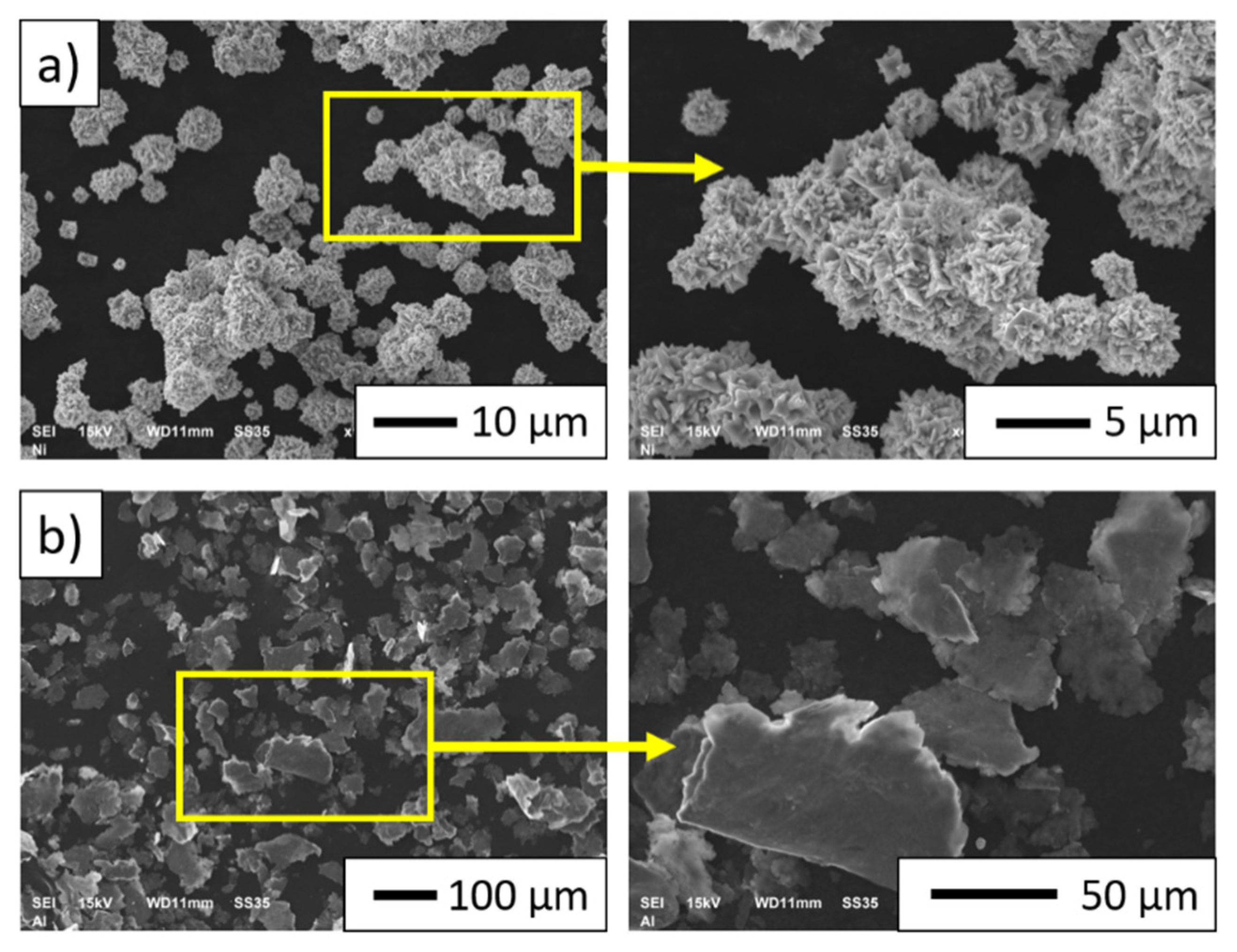
3.1. Description of the Initial Powders
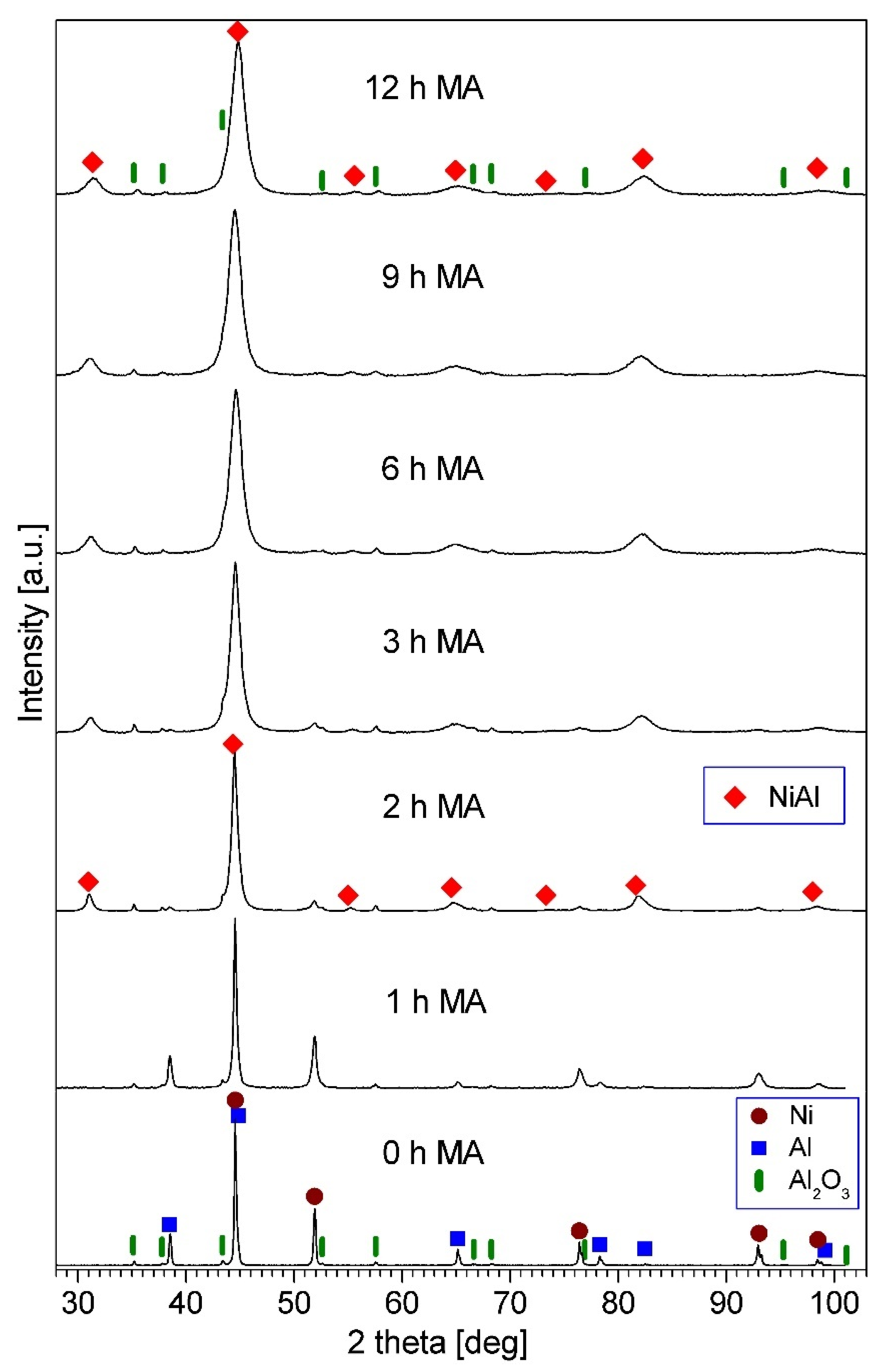
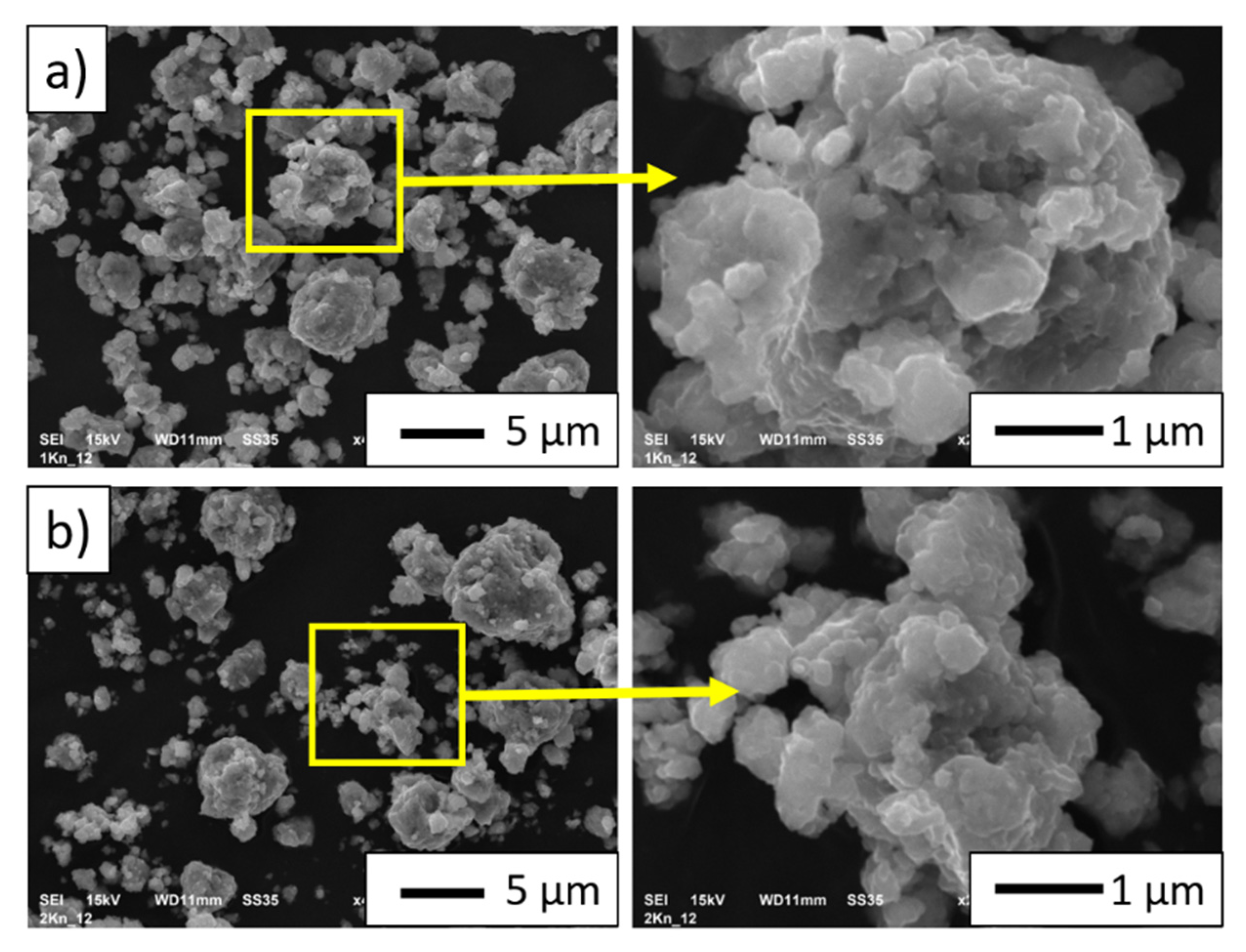
3.2. Description of NiAl-Al2O3 Composite Powders
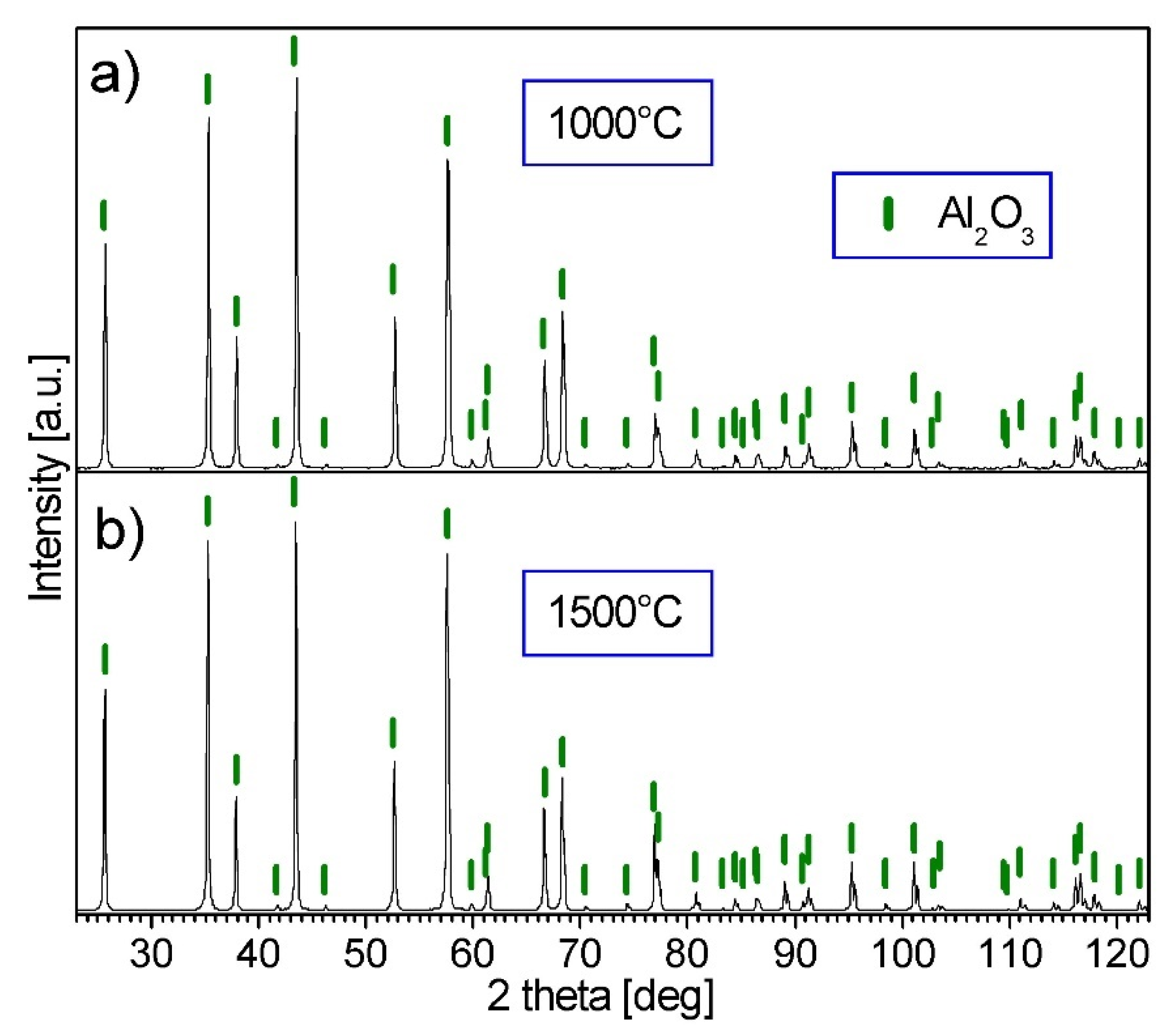
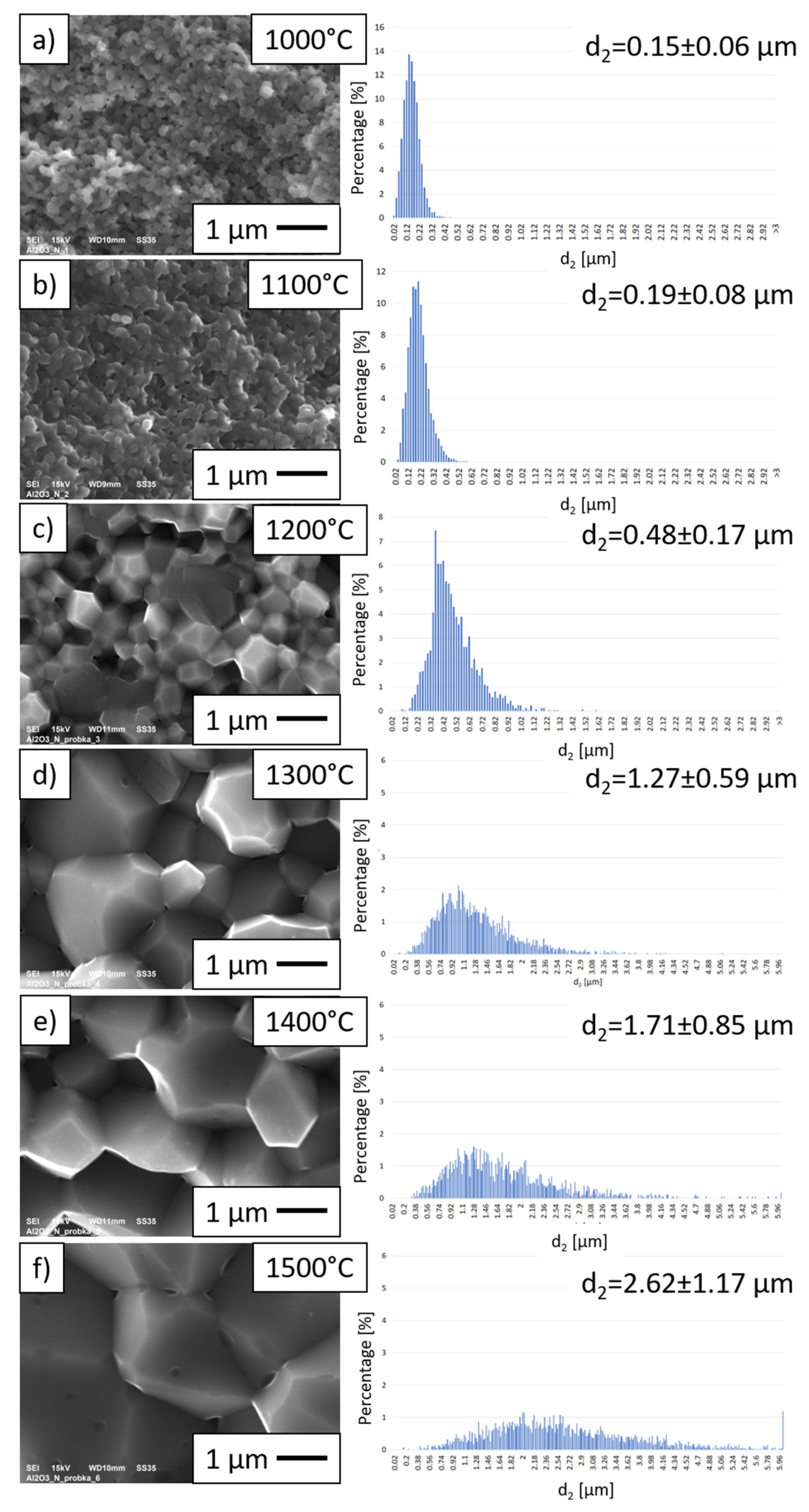
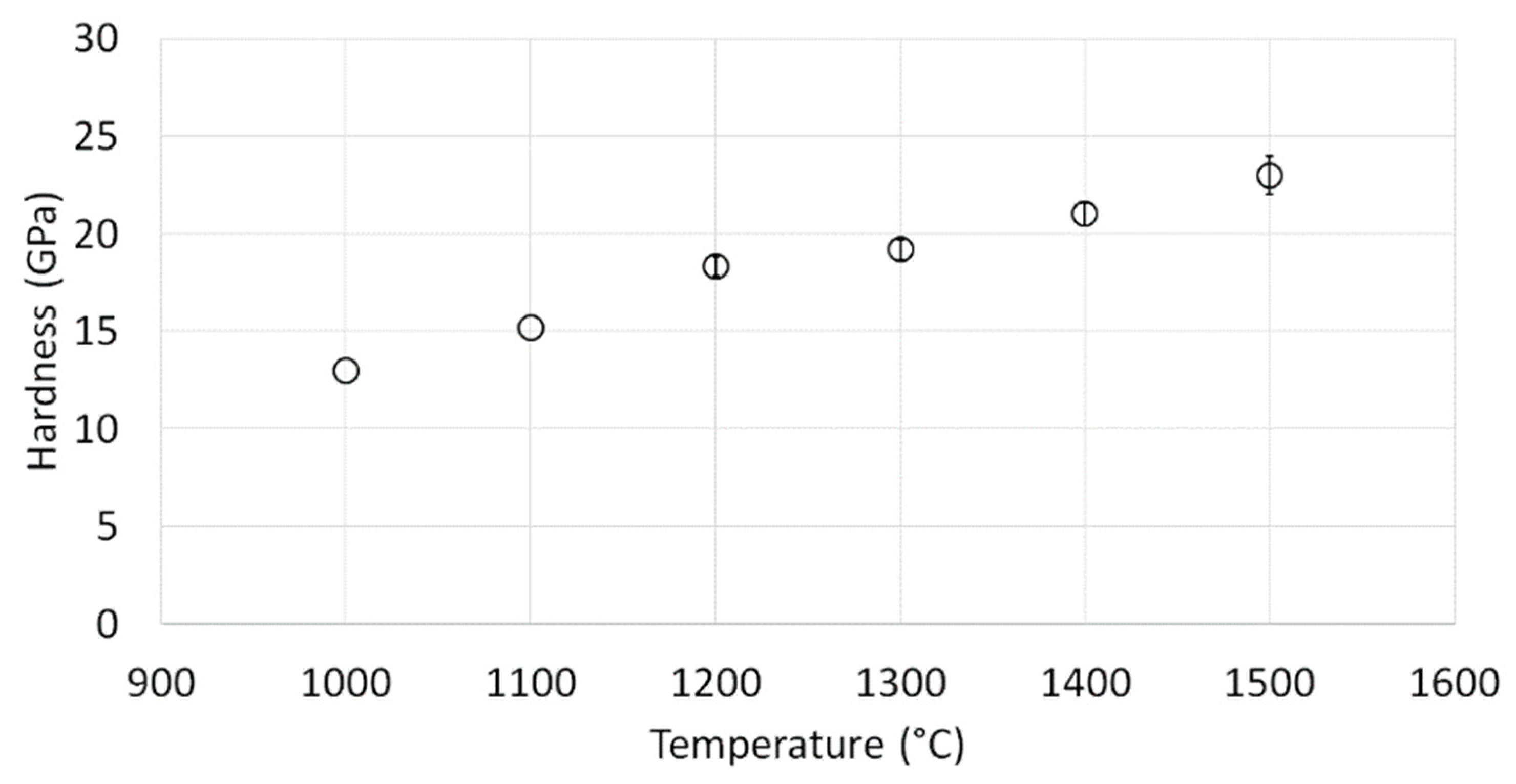
3.3. Characterization of Al2O3 Samples after PPS Consolidation
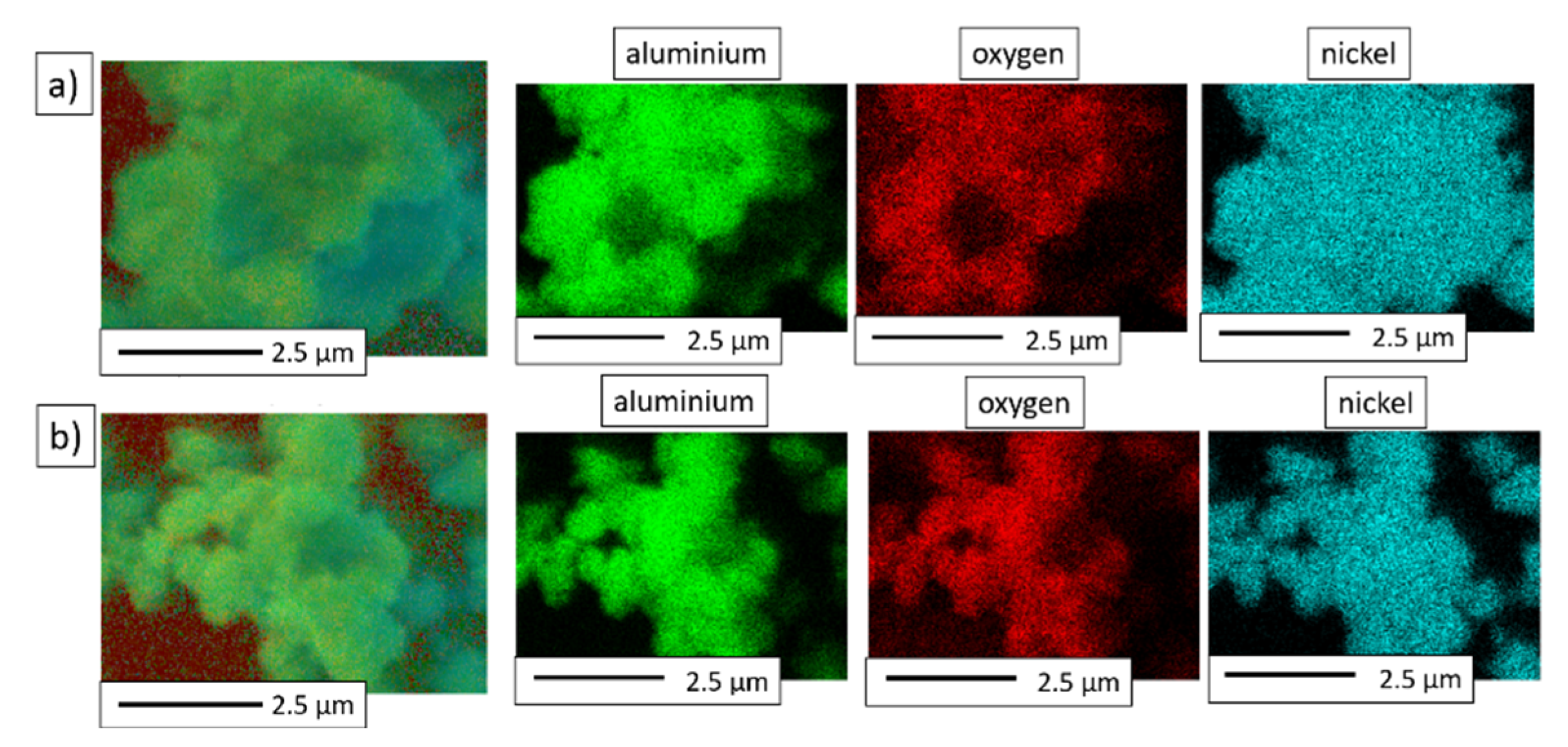
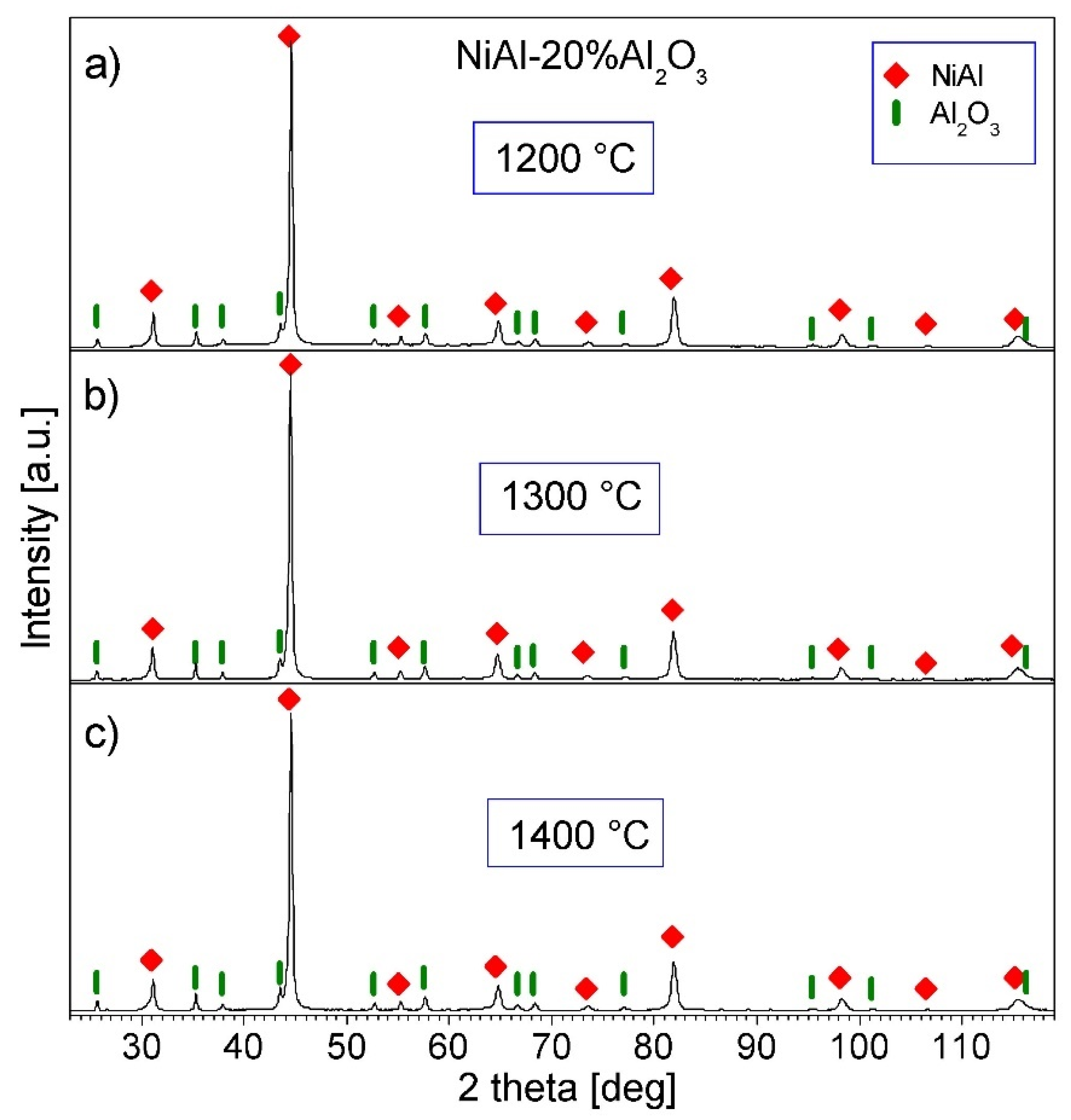
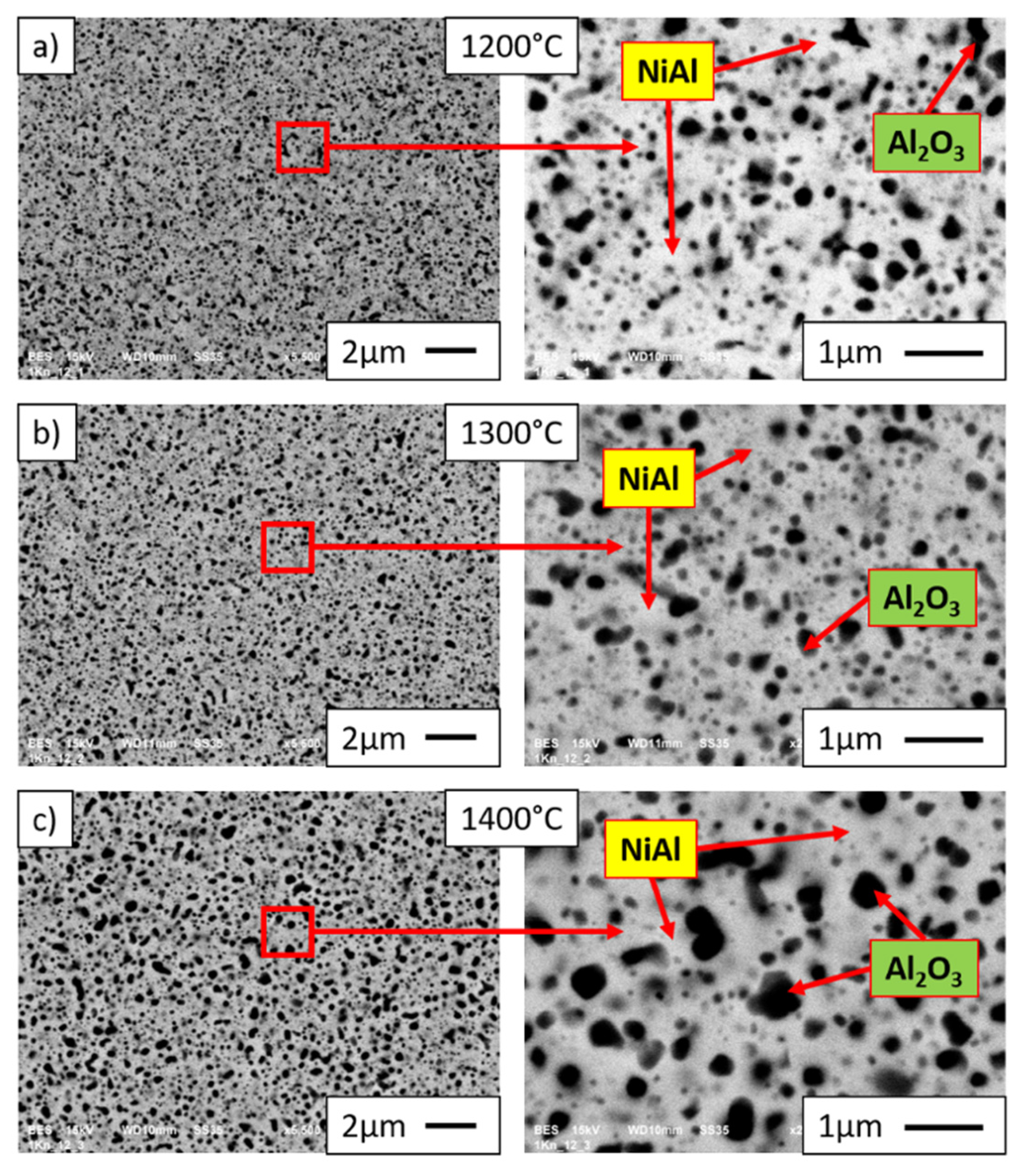
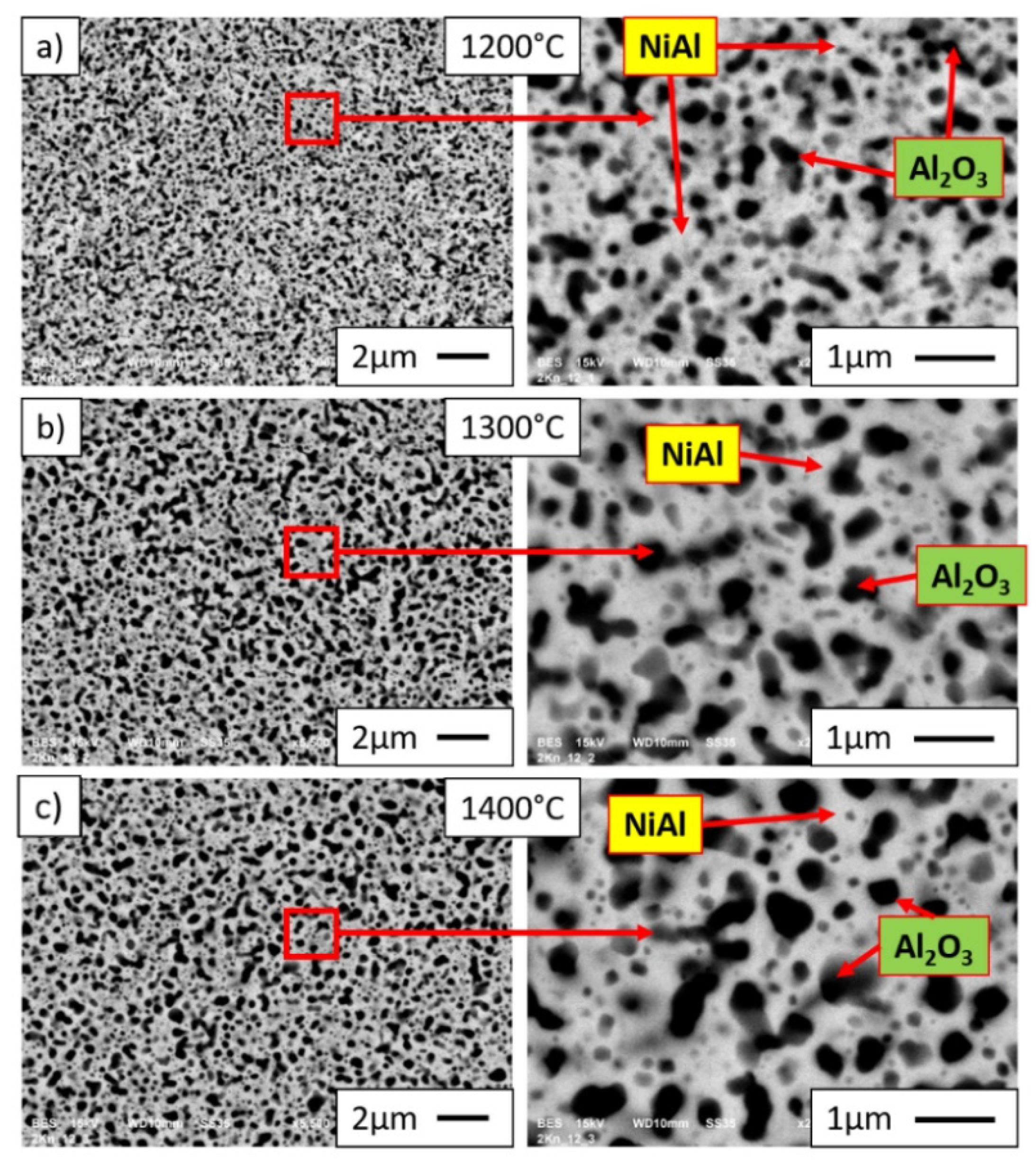
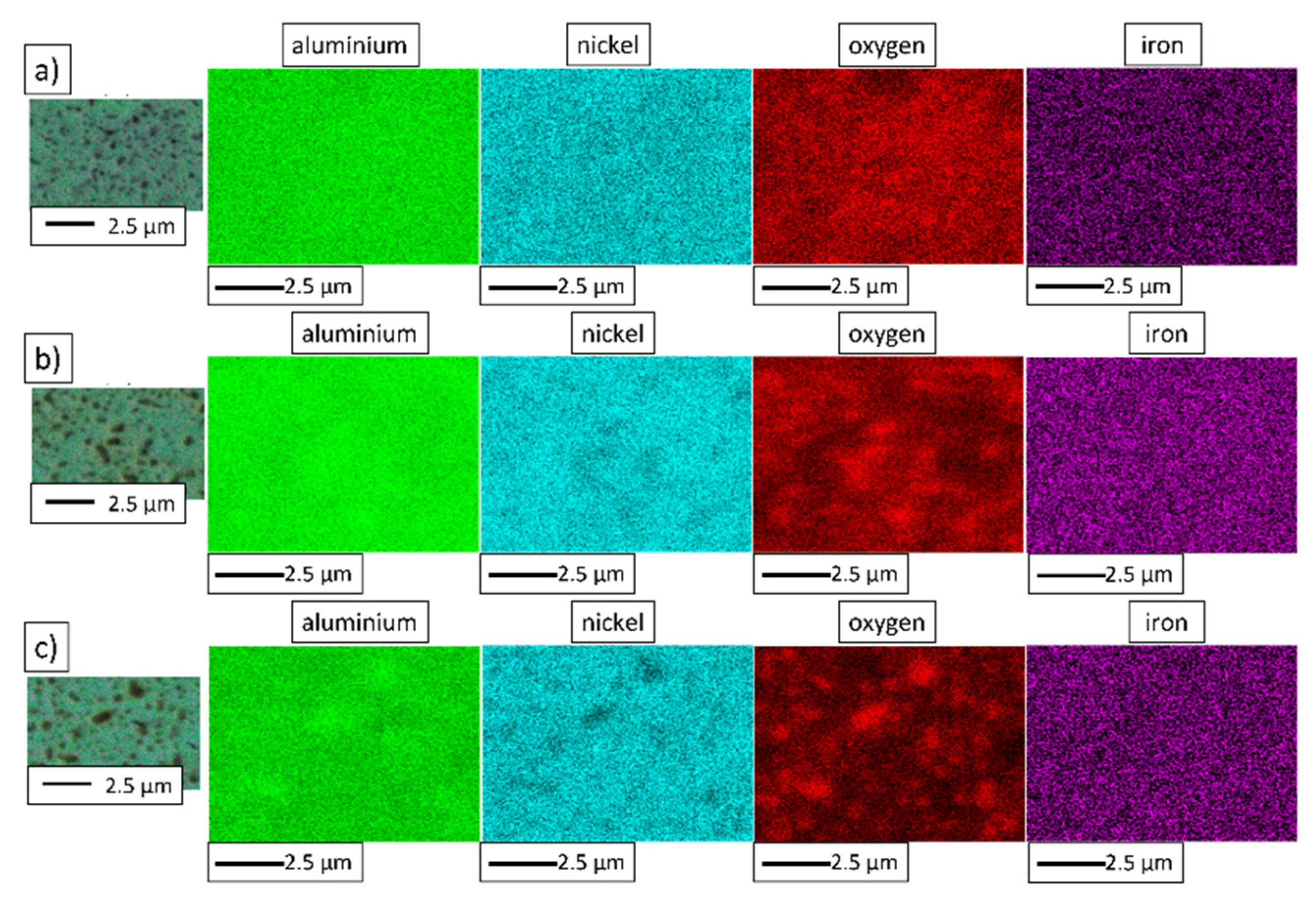
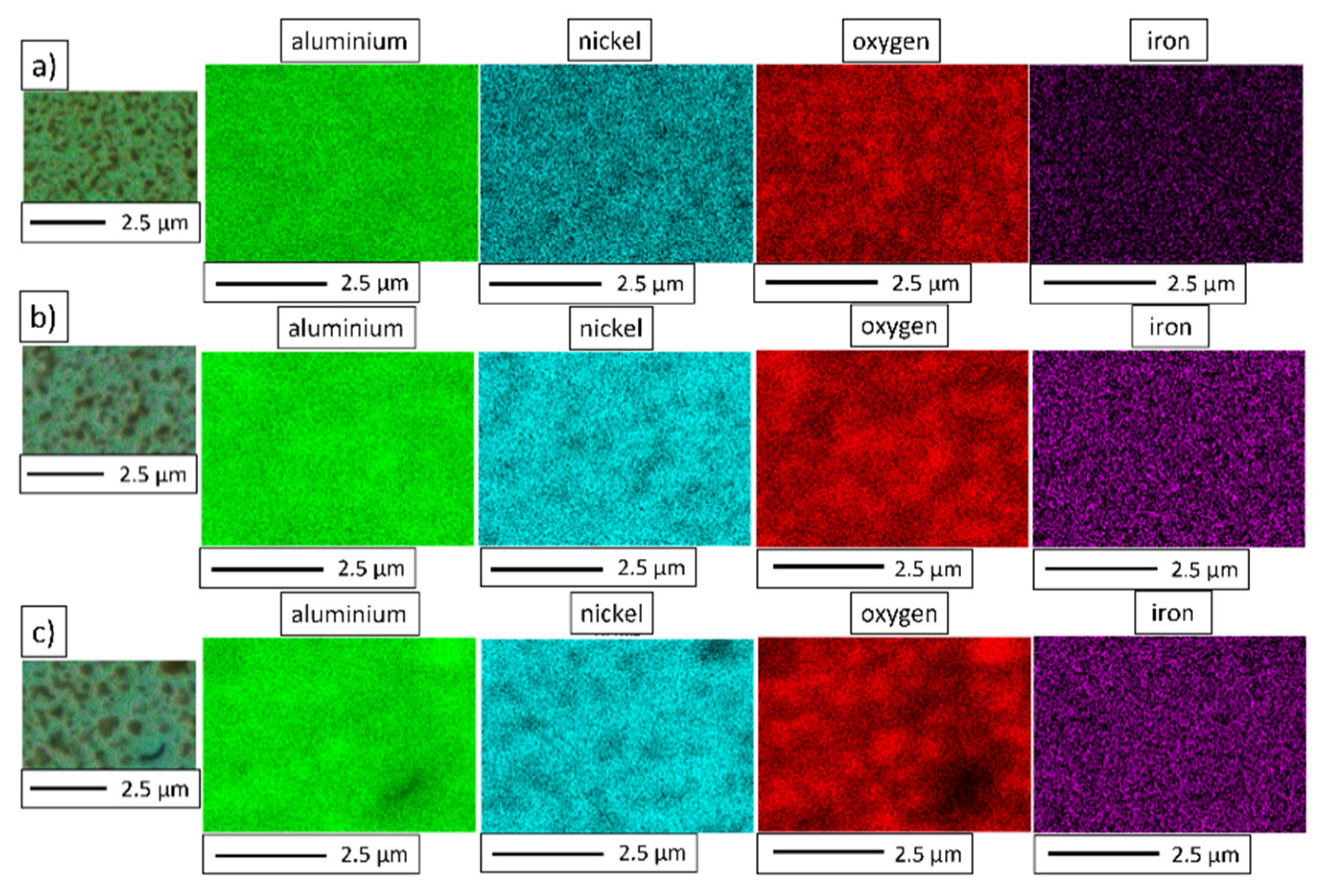
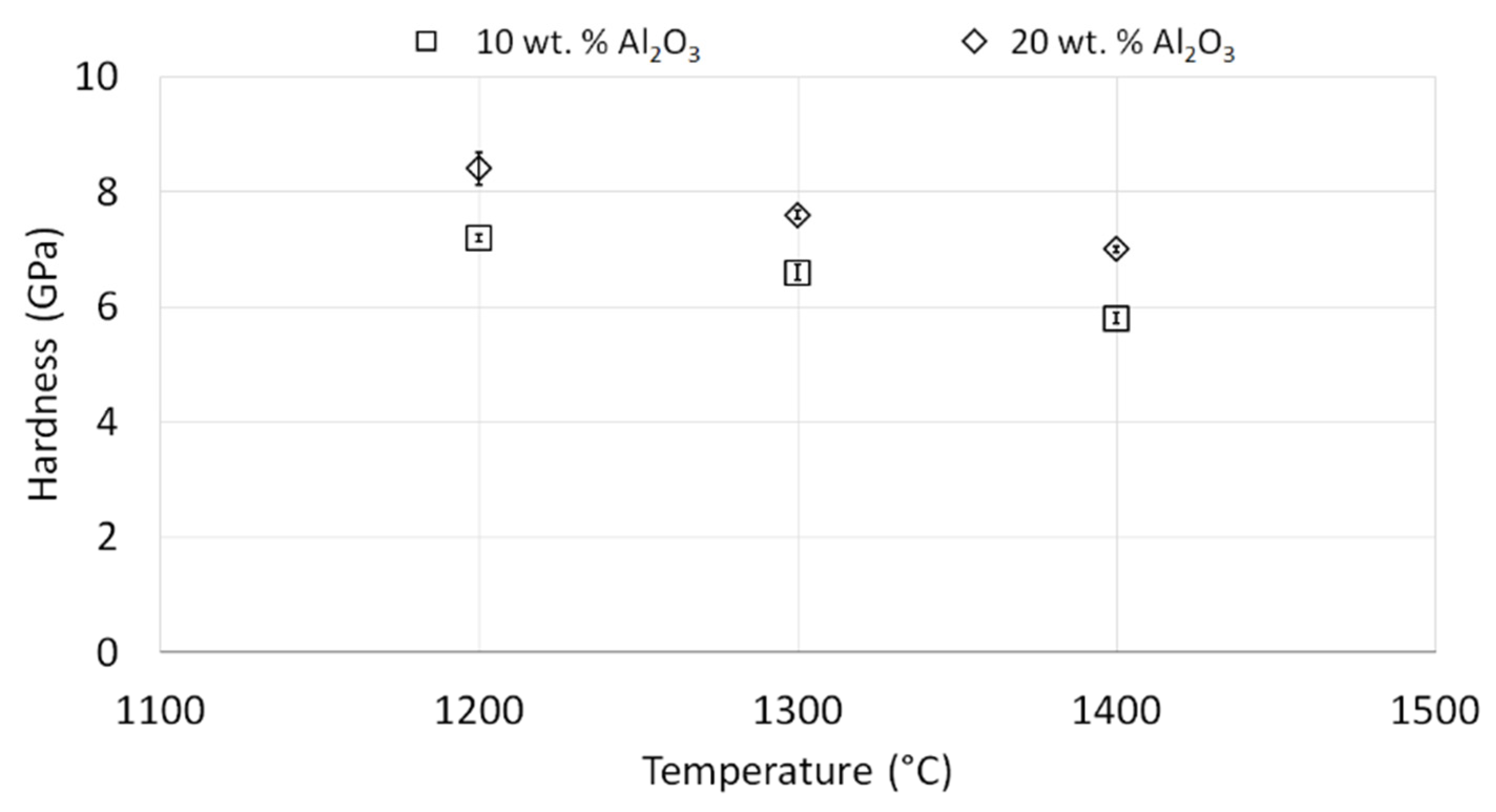
3.4. Characterization of NiAl-Al2O3 Samples after PPS Consolidation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qi, Y.; Chen, G.; Li, Z.; Chen, L.; Han, W.; Du, Z. A novel approach to fabricate ceramic/metal interpenetrating phase composites by ultrasonic-assisted spontaneous infiltration. Ceram. Int. 2021, 47, 2903–2907. [Google Scholar] [CrossRef]
- Okumus, S.C. Microstructural and mechanical characterization of plasma sprayed Al2O3–TiO2 composite ceramic coating on Mo/cast iron substrates. Mater. Lett. 2005, 59, 3214–3220. [Google Scholar] [CrossRef]
- Akter, N.; Becerril-Gonzalez, J.J.; Karabiyik, M.; Alam, F.; Pala, N.; Oskam, G.; Arés-Muzio, O. FDTD modeling of sputtered Mo–Al2O3 nanocomposites. Sol. Energy Mater. Sol. Cells 2021, 225, 111027. [Google Scholar] [CrossRef]
- Feng, T.; Zheng, W.; Chen, W.; Shi, Y.; Fu, Y.Q. Enhanced interfacial wettability and mechanical properties of Ni@Al2O3/Cu ceramic matrix composites using spark plasma sintering of Ni coated Al2O3 powders. Vacuum 2021, 184, 109938. [Google Scholar] [CrossRef]
- Das, S.; Das, S. Properties for Polymer, Metal and Ceramic Based Composite Materials. In Encyclopedia of Materials: Composites; Brabazon, D., Ed.; Elsevier: Amsterdam, The Netherlands, 2021; Volume 20, pp. 815–821. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, J.; Cui, E.; Sun, Z.; Yu, H. Grain growth kinetics and grain refinement mechanism in Al2O3/WC/TiC/graphene ceramic composite. J. Eur. Ceram. Soc. 2021, 41, 1391–1398. [Google Scholar] [CrossRef]
- Gong, F.; Zhao, J.; Liu, G.; Ni, X. Design and fabrication of TiB2–TiC–Al2O3 gradient composite ceramic tool materials reinforced by VC/Cr3C2 additives. Ceram. Int. 2021, 47, 20341–20351. [Google Scholar] [CrossRef]
- Troncy, R.; Bonnet, G.; Pedraza, F. Microstructural characterization of NiAl–Al2O3 composite materials obtained by in situ aluminothermic reduction of NiO for potential coating applications. Mater. Chem. Phys. 2020, 251, 123124. [Google Scholar] [CrossRef]
- Zhang, Z.; Hu, C.C.; Chen, H.; He, J. Pinning effect of reactive elements on structural stability and adhesive strength of environmental sulfur segregation on Al2O3/NiAl interface. Scr. Mater. 2020, 188, 174–178. [Google Scholar] [CrossRef]
- Sglavo, V.M.; Marino, F.; Zhang, B.R.; Gialanella, S. Ni3Al intermetallic compound as second phase in Al2O3 ceramic composites. Mater. Sci. Eng. A 1997, 239–240, 665–671. [Google Scholar] [CrossRef]
- Smirnov, A.; Peretyagin, P.; Bartolomé, J.F. Processing and mechanical properties of new hierarchical metal-graphene flakes reinforced ceramic matrix composites. J. Eur. Ceram. Soc. 2019, 39, 3491–3497. [Google Scholar] [CrossRef]
- Rebillat, F. Ceramic Matrix Fiber Composites. In Encyclopedia of Materials: Technical Ceramics and Glasses; Pomeroy, M., Ed.; Elsevier: Oxford, UK, 2021; pp. 317–339. [Google Scholar]
- Krasnowski, M.; Kulik, T. Nanocrystalline FeAl matrix composites reinforced with TiC obtained by hot-pressing consolidation of mechanically alloyed powders. Intermetallics 2007, 15, 1377–1383. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Progr. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Jimba, Y.; Kondo, S.; Yu, H.; Wang, H.; Okuno, Y.; Kasada, R. Effect of mechanically alloyed sintering aid on sinterability of TiB2. Ceram. Int. 2021, 47, 21660–21667. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Krasnowski, M.; Gierlotka, S.; Kulik, T. NiAl-B composites with nanocrystalline intermetallic matrix produced by mechanical alloying and consolidation. Adv. Powder Technol. 2019, 30, 2742–2750. [Google Scholar] [CrossRef]
- Han, Y.; Jiang, F.; Lin, C.; Yuan, D.; Huang, H.; Wang, E.; Wang, Z.; Guo, C. Microstructure and mechanical properties of continuous ceramic SiC and shape memory alloy NiTi hybrid fibers reinforced Ti-Al metal-intermetallic laminated composite. J. Alloys Compd. 2017, 729, 1145–1155. [Google Scholar] [CrossRef]
- Cymerman, K.; Oleszak, D.; Rosinski, M.; Michalski, A. Structure and mechanical properties of TiB2/TiC–Ni composites fabricated by pulse plasma sintering method. Adv. Powder Technol. 2018, 29, 1795–1803. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Falkowski, P.; Wachowski, M.; Cymerman, K.; Piotrkiewicz, P.; Kaszuwara, W. Effect of the sintering temperature on microstructure and properties of Al2 O3 –Cu–Ni hybrid composites obtained by PPS. Int. J. Appl. Ceram. Technol. 2020, 17, 1731–1741. [Google Scholar] [CrossRef]
- Konopka, K.; Krasnowski, M.; Zygmuntowicz, J.; Cymerman, K.; Wachowski, M.; Piotrkiewicz, P. Characterization of Al2O3 Samples and NiAl–Al2O3 Composite Consolidated by Pulse Plasma Sintering. Materials 2021, 14, 3398. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Murashkin, M.Y.; Semenova, I.P. Grain boundaries and mechanical properties of ultrafine-grained metals. Metall. Mater. Trans. 2010, 41, 816–822. [Google Scholar] [CrossRef]
- Groza, J.R.; Zavaliangos, A. Nanostructured bulk solids by field activated sintering. Rev. Adv. Mater. Sci. 2003, 5, 24–33. [Google Scholar]
- Michalski, A.; Jaroszewicz, J.; Rosiński, M. The synthesis of NiAl using the Pulse Plasma Method with the Participation of the SHS Reaction. Int. J. Self-Propagating High-Temp. 2003, 12, 237–246. [Google Scholar]
- ANSI/ISA-S88.01-1995Batch Control, Part 1: Models and Terminology. PN-EN 61512-1:2002(U) Regulacja Procesów Wsadowych, Scientific Publisher of the Institute of Sustainable Technologies—National Research Institute: Radom, Poland, 1995.
- ASTM D3766-08(2018)Standard Terminology Relating to Catalysts and Catalysis, ASTM International: West Conshohocken, PA, USA, 2018.
- EN 623–2Advanced Technical Ceramics–Determination of Density and Porosity, British Standards Institute Staff: London, UK, 1993.
- Wejrzanowski, T.; Spychalski, W.; Rożniatowski, K.; Kurzydłowski, K. Image Based Analysis of Complex Microstructures of Engineering Materials. Int. J. Appl. Math. Comput. Sci. 2008, 18, 33–39. [Google Scholar] [CrossRef]
- Michalski, J.; Wejrzanowski, T.; Pielaszek, R.; Konopka, K.; Łojkowski, W.; Kurzydłowski, K.J. Application of image analysis for characterization of powders. Mater. Sci. Pol. 2005, 23, 79–86. [Google Scholar]
- Zygmuntowicz, J.; Piotrkiewicz, P.; Gizowska, M.; Tomaszewska, J.; Suchecki, P.; Wachowski, M.; Torzewski, J.; Żurowski, R. The Potential of Al2O3–ZrO2-Based Composites, Formed via CSC Method, in Linear Infrastructure Applications Based on Their Mechanical, Thermal and Environmental performance. Met. Mater. Trans. A 2021, 1–16. [Google Scholar] [CrossRef]
- Krasnowski, M.; Gierlotka, S.; Ciołek, S.; Kulik, T. Nanocrystalline NiAl intermetallic alloy with high hardness produced by mechanical alloying and hot-pressing consolidation. Adv. Powder Technol. 2019, 30, 1312–1318. [Google Scholar] [CrossRef]
- Suryanarajana, C.; Grant Norton, M. X-ray Diffraction. In A Practical Approach; Springer Science + Business Media: New York, NY, USA, 1998. [Google Scholar]
- Yuan, Y.; Fan, J.; Li, J.; Liu, J.; Zhao, K.; Liu, D.; An, L. Oscillatory pressure sintering of Al2O3 ceramics. Ceram. Int. 2020, 46, 15670–15673. [Google Scholar] [CrossRef]
- Sun, Z.; Li, B.; Hu, P.; Ding, F.; Yuan, F. Alumina ceramics with uniform grains prepared from Al2O3 nanospheres. J. Alloys Compd. 2016, 688, 933–938. [Google Scholar] [CrossRef]
- Albiter, A.; Salazar, M.; Bedolla, E.; Drew, R.A.L.; Perez, R. Improvement of the mechanical properties in a nanocrystalline NiAl intermetallic alloy with Fe, Ga and Mo additions. Mater. Sci. Eng. A 2003, 347, 154–164. [Google Scholar] [CrossRef]
- Biranvand, K.; Vaezi, M.-R.; Razavi, M. Mechanical Properties of Mechanical Alloyed and Spark Plasma Sintered NiAl-Based Intermetallic Composites. J. Mater. Eng. Perform. 2020, 30, 535–545. [Google Scholar] [CrossRef]
- Michalczyk, J. Inaccuracy in self-synchronisation of vibrators of two-drive vibratory machines caused by insufficient stiffness of vibrators mounting. Arch. Met. Mater. 2012, 57, 823–828. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, T.; Morris, V.; Marchant, D. Combustion synthesis of NiAl/Al2O3 composites by induction heating. Intermetallics 2010, 18, 1197–1204. [Google Scholar] [CrossRef]
- Udhayabanu, V.; Ravi, K.R.; Murty, B.S. Development of in situ NiAl–Al2O3 nanocomposite by reactive milling and spark plasma sintering. J. Alloys Compd. 2011, 509, S223–S228. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PPS Process Parameter | Voltage (kV) | Stored Energy (kJ) | Electro-Pulse Repetition (s) | Sintering Temperature (°C) | Heating Rate (°C/min) | Sintering Time (s) | Load (MPa) |
|---|---|---|---|---|---|---|---|
| Al2O3 samples | 5.2–5.8 | 4.06–5.05 | 1–1.3 | 1000, 1100, 1200, 1300, 1400, 1500 | 250 | 180 | 20–80 |
| NiAl-Al2O3 composite | 4.3 | 2.77 | 1.3 | 1200, 1300, 1400 |
| Sintering Temperatures of Al2O3 Samples | 1000 °C | 1100 °C | 1200 °C | 1300 °C | 1400 °C | 1500 °C |
|---|---|---|---|---|---|---|
| Apparent density (g/cm3) | 2.95 ± 0.78 | 3.56 ± 0.43 | 3.97 ± 0.02 | 3.98 ± 0.01 | 3.98 ± 0.01 | 3.98 ± 0.01 |
| Relative density (%) | 74.39 ± 2.45 | 89.64 ± 1.35 | 99.92 ± 0.01 | 99.98 ± 0.01 | 99.98 ± 0.01 | 99.98 ± 0.01 |
| Open porosity (%) | 32.23 ± 1.03 | 10.67 ± 0.86 | - | - | - | - |
| Soaking (%) | 11.06 ± 0.89 | 3.62 ± 0.45 | - | - | - | - |
| Sintering Temperatures of Al2O3 Samples | Convexity | Curvature of Grain Boundaries | Elongation |
|---|---|---|---|
| 1000 °C | 1.08 ± 0.01 | 1.26 ± 0.03 | 1.38 ± 0.02 |
| 1100 °C | 1.09 ± 0.01 | 1.27 ± 0.01 | 1.38 ± 0.02 |
| 1200 °C | 1.06 ± 0.01 | 1.19 ± 0.01 | 1.30 ± 0.01 |
| 1300 °C | 1.06 ± 0.01 | 1.19 ± 0.01 | 1.30 ± 0.01 |
| 1400 °C | 1.07 ± 0.01 | 1.22 ± 0.02 | 1.22 ± 0.02 |
| 1500 °C | 1.06 ± 0.01 | 1.20 ± 0.02 | 1.30 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konopka, K.; Zygmuntowicz, J.; Krasnowski, M.; Cymerman, K.; Wachowski, M.; Piotrkiewicz, P. Pulse Plasma Sintering of NiAl-Al2O3 Composite Powder Produced by Mechanical Alloying with Contribution of Nanometric Al2O3 Powder. Materials 2022, 15, 407. https://doi.org/10.3390/ma15020407
Konopka K, Zygmuntowicz J, Krasnowski M, Cymerman K, Wachowski M, Piotrkiewicz P. Pulse Plasma Sintering of NiAl-Al2O3 Composite Powder Produced by Mechanical Alloying with Contribution of Nanometric Al2O3 Powder. Materials. 2022; 15(2):407. https://doi.org/10.3390/ma15020407
Chicago/Turabian StyleKonopka, Katarzyna, Justyna Zygmuntowicz, Marek Krasnowski, Konrad Cymerman, Marcin Wachowski, and Paulina Piotrkiewicz. 2022. "Pulse Plasma Sintering of NiAl-Al2O3 Composite Powder Produced by Mechanical Alloying with Contribution of Nanometric Al2O3 Powder" Materials 15, no. 2: 407. https://doi.org/10.3390/ma15020407
APA StyleKonopka, K., Zygmuntowicz, J., Krasnowski, M., Cymerman, K., Wachowski, M., & Piotrkiewicz, P. (2022). Pulse Plasma Sintering of NiAl-Al2O3 Composite Powder Produced by Mechanical Alloying with Contribution of Nanometric Al2O3 Powder. Materials, 15(2), 407. https://doi.org/10.3390/ma15020407