
Hedysarum coronarium-Based Green Composites Prepared by Compression Molding and Fused Deposition Modeling

 , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Composites
2.3. Rheological Characterization
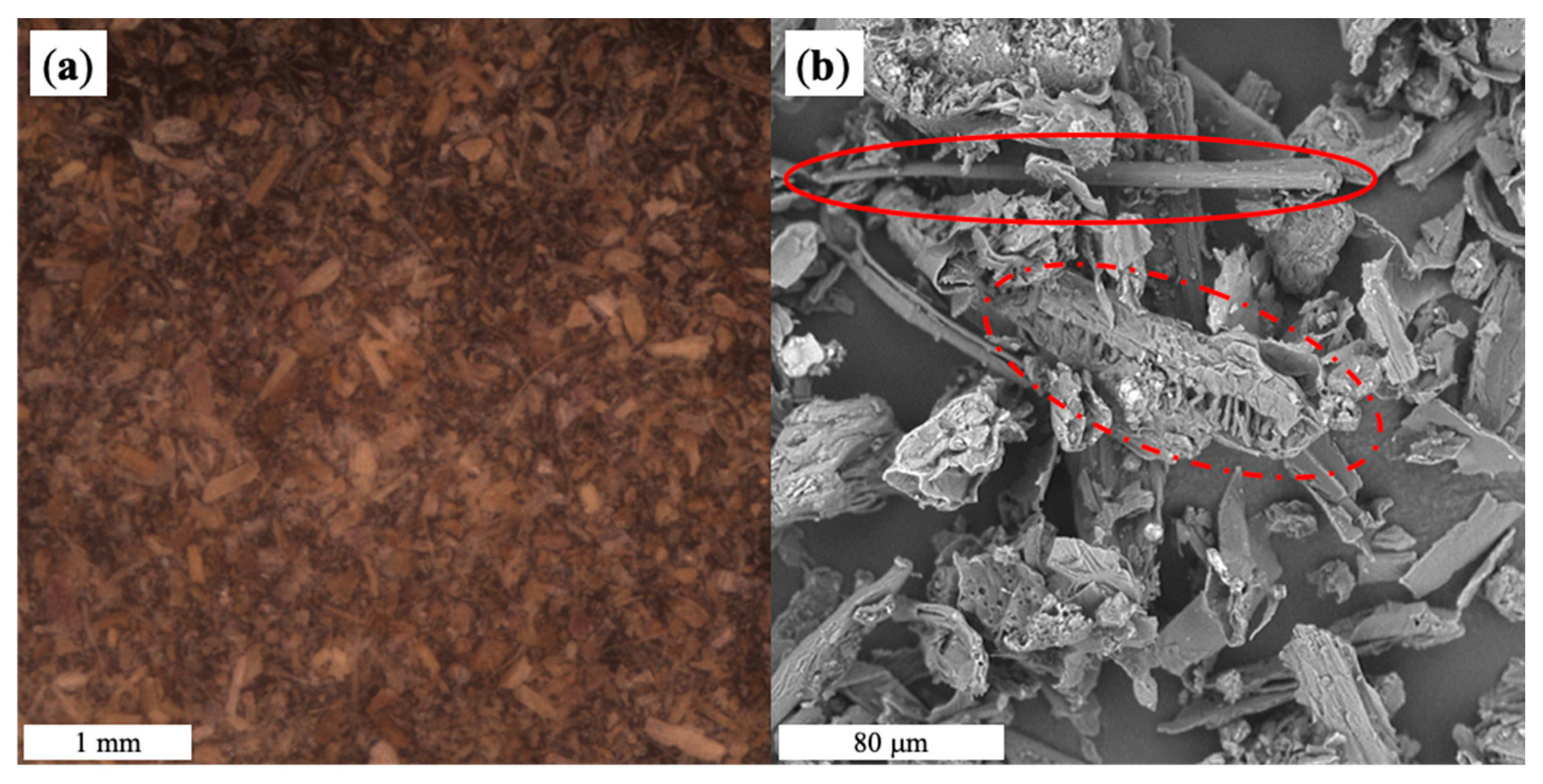
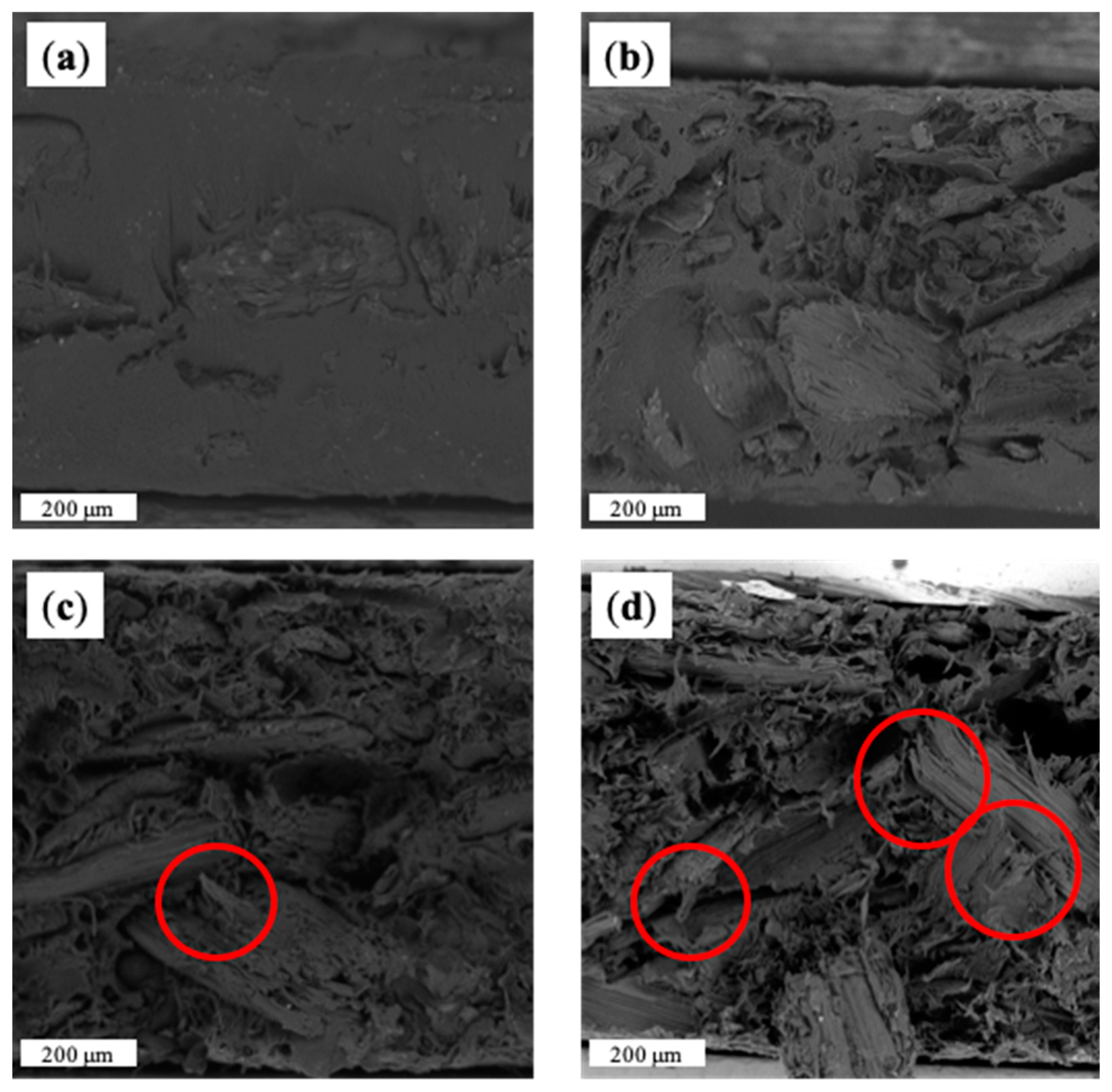
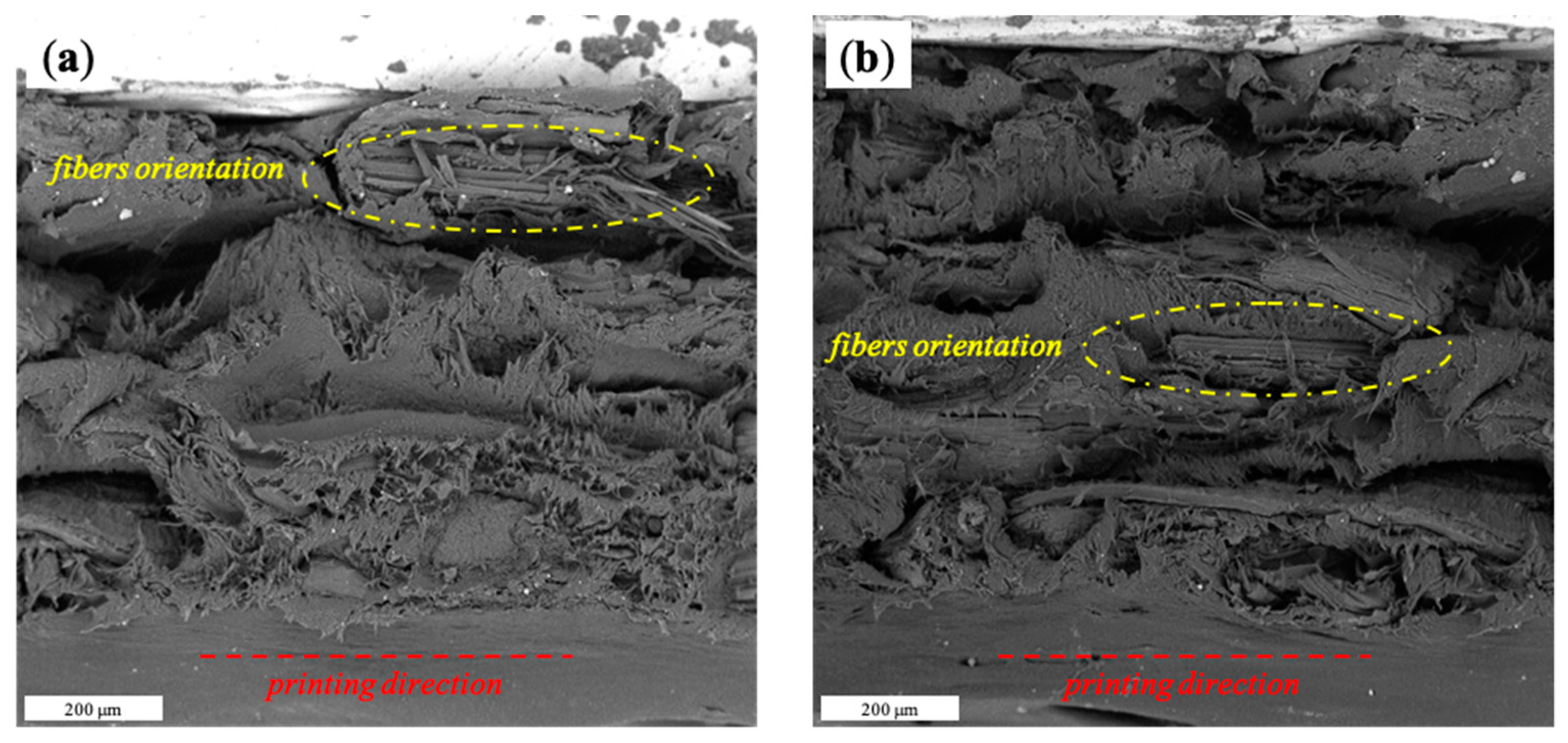
2.4. Morphological Analysis
2.5. Mechanical Characterization
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tejyan, S.; Baliyan, N.K.; Patel, V.K.; Patnaik, A.; Singh, T. Polymer Green Composites Reinforced with Natural Fibers: A Comparative Study. Mater. Today Proc. 2020, 44, 4767–4769. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F.; Pitarresi, G. Lignocellulosic Fillers and Graphene Nanoplatelets as Hybrid Reinforcement for Polylactic Acid: Effect on Mechanical Properties and Degradability. Compos. Sci. Technol. 2020, 190, 108008. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Sutera, F.; Gulino, E.F.; Morreale, M. Degradation and Recycling of Films Based on Biodegradable Polymers: A Short Review. Polymers 2019, 11, 651. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lo Re, G.; Morreale, M.; Scaffaro, R.; la Mantia, F.P. Biodegradation Paths of Mater-Bi®/Kenaf Biodegradable Composites. J. Appl. Polym. Sci. 2013, 129, 3198–3208. [Google Scholar] [CrossRef]
- Morreale, M.; Scaffaro, R.; Maio, A.; la Mantia, F.P. Mechanical Behaviour of Mater-Bi®/Wood Flour Composites: A Statistical Approach. Compos. Part A: Appl. Sci. Manuf. 2008, 39, 1537–1546. [Google Scholar] [CrossRef]
- Rafiee, K.; Schritt, H.; Pleissner, D.; Kaur, G.; Brar, S.K. Biodegradable Green Composites: It’s Never Too Late to Mend. Curr. Opin. Green Sustain. Chem. 2021, 30, 100482. [Google Scholar] [CrossRef]
- Bordón, P.; Paz, R.; Peñalva, C.; Vega, G.; Monzón, M.; García, L. Biodegradable Polymer Compounds Reinforced with Banana Fiber for the Production of Protective Bags for Banana Fruits in the Context of Circular Economy. Agronomy 2021, 11, 242. [Google Scholar] [CrossRef]
- Lo Re, G.; Morreale, M.; Scaffaro, R.; la Mantia, F.P. Kenaf-Filled Biodegradable Composites: Rheological and Mechanical Behaviour. Polym. Int. 2012, 61, 1542–1548. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M. Improving the Properties of Polypropylene-Wood Flour Composites by Utilization of Maleated Adhesion Promoters. Compos. Interfaces 2007, 14, 685–698. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Lopresti, F. Physical Properties of Green Composites Based on Poly-Lactic Acid or Mater-Bi® Filled with Posidonia Oceanica Leaves. Compos. Part A Appl. Sci. Manuf. 2018, 112, 315–327. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F.; Megna, B. Structure-Property Relationship of PLA-Opuntia Ficus Indica Biocomposites. Compos. Part B Eng. 2019, 167, 199–206. [Google Scholar] [CrossRef]
- Scaffaro, R.; Lopresti, F.; Botta, L. PLA Based Biocomposites Reinforced with Posidonia Oceanica Leaves. Compos. Part B Eng. 2018, 139, 1–11. [Google Scholar] [CrossRef]
- Benito-González, I.; López-Rubio, A.; Martínez-Sanz, M. Potential of Lignocellulosic Fractions from Posidonia Oceanica to Improve Barrier and Mechanical Properties of Bio-Based Packaging Materials. Int. J. Biol. Macromol. 2018, 118, 542–551. [Google Scholar] [CrossRef]
- Boudjema, H.L.; Bendaikha, H.; Maschke, U. Green Composites Based on Atriplex Halimus Fibers and PLA Matrix. J. Polym. Eng. 2020, 40, 693–702. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F. Hydrolytic Degradation of PLA/Posidonia Oceanica Green Composites: A Simple Model Based on Starting Morpho-Chemical Properties. Compos. Sci. Technol. 2021, 213, 108930. [Google Scholar] [CrossRef]
- Seggiani, M.; Cinelli, P.; Mallegni, N.; Balestri, E.; Puccini, M.; Vitolo, S.; Lardicci, C.; Lazzeri, A. New Bio-Composites Based on Polyhydroxyalkanoates and Posidonia Oceanica Fibres for Applications in a Marine Environment. Materials 2017, 10, 326. [Google Scholar] [CrossRef] [Green Version]
- Collected, L.; Candido, V.; Avato, P. Chemical Identification of Specialized Metabolites from Sulla. Molecules 2021, 26, 4606. [Google Scholar]
- Squartini, A.; Struffi, P.; Do, H.; Selenska-pobell, S.; Tola, E.; Giacomini, A.; Vendramin, E.; Mateos, P.F.; Martı, E. Rhizobium Sullae, the Root-Nodule Microsymbiont of Hedysarum Coronarium L. Int. J. Syst. Evol. Microbiol. 2002, 52, 1267–1276. [Google Scholar]
- Gholampour, A.; Ozbakkaloglu, T. A Review of Natural Fiber Composites: Properties, Modification and Processing Techniques, Characterization, Applications; Springer: New York, NY, USA, 2020; Volume 55, ISBN 1085301903990. [Google Scholar]
- Scaffaro, R.; Maio, A.; Gulino, E.F.; Alaimo, G.; Morreale, M. Green Composites Based on Pla and Agricultural or Marine Waste Prepared by Fdm. Polymers 2021, 13, 1361. [Google Scholar] [CrossRef]
- Liu, Z.; Lei, Q.; Xing, S. Mechanical Characteristics of Wood, Ceramic, Metal and Carbon Fiber-Based PLA Composites Fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3743–3753. [Google Scholar] [CrossRef]
- Prabhu, R.; Devaraju, A. Recent Review of Tribology, Rheology of Biodegradable and FDM Compatible Polymers. Mater. Today Proc. 2020, 39, 781–788. [Google Scholar] [CrossRef]
- Kopparthy, S.D.S.; Netravali, A.N. Review: Green Composites for Structural Applications. Compos. Part C Open Access 2021, 6, 100169. [Google Scholar] [CrossRef]
- Rajendran Royan, N.R.; Leong, J.S.; Chan, W.N.; Tan, J.R.; Shamsuddin, Z.S.B. Current State and Challenges of Natural Fibre-Reinforced Polymer Composites as Feeder in Fdm-Based 3d Printing. Polymers 2021, 13, 2289. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of Their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [Green Version]
- Alvarez, L.K.; Lagos, R.; Aizpun, M. Investigating the Influence of Infill Percentage on the Mechanical Properties of Fused Deposition Modelled ABS Parts. Ing. E Investig. 2016, 36, 110–116. [Google Scholar] [CrossRef] [Green Version]
- Mahmood, S.; Qureshi, A.J.; Goh, K.L.; Talamona, D. Tensile Strength of Partially Filled FFF Printed Parts: Experimental Results. Rapid Prototyp. J. 2017, 23, 122–128. [Google Scholar] [CrossRef]
- Dave, H.K.; Patadiya, N.H.; Prajapati, A.R.; Rajpurohit, S.R. Effect of Infill Pattern and Infill Density at Varying Part Orientation on Tensile Properties of Fused Deposition Modeling-Printed Poly-Lactic Acid Part. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 1811–1827. [Google Scholar] [CrossRef]
- Cicala, G.; Giordano, D.; Tosto, C.; Filippone, G.; Recca, A.; Blanco, I. Polylactide (PLA) Filaments a Biobased Solution for Additive Manufacturing: Correlating Rheology and Thermomechanical Properties with Printing Quality. Materials 2018, 11, 1191. [Google Scholar] [CrossRef] [Green Version]
- Mistretta, M.C.; Botta, L.; Arrigo, R.; Leto, F.; Malucelli, G.; la Mantia, F.P. Bionanocomposite Blown Films: Insights on the Rheological and Mechanical Behavior. Polymers 2021, 13, 1167. [Google Scholar] [CrossRef]
- Xiang, M.; Yang, Z.; Zhou, S.; Lu, T.; Zhang, S.; Sun, L.; Dong, S. Polymer Composites Completely Derived from Waste: The Crystalline Structure and the Mechanical Enhancement Effect. ACS Appl. Polym. Mater. 2021, 3, 3679–3684. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Huang, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of Short CF/GF Reinforced PEEK Composite Filaments and Their Comprehensive Properties Evaluation for FDM-3D Printing. Compos. Part B Eng. 2020, 198, 108175. [Google Scholar] [CrossRef]
- Dahy, H. Natural Fibre-Reinforced Polymer Composites (NFRP) Fabricated from Lignocellulosic Fibres for Future Sustainable Architectural Applications, Case Studies: Segmented-Shell Construction, Acoustic Panels, and Furniture. Sensors 2019, 19, 738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Senthil Muthu Kumar, T.; Senthilkumar, K.; Chandrasekar, M.; Subramaniam, S.; Mavinkere Rangappa, S.; Siengchin, S.; Rajini, N. Influence of Fillers on the Thermal and Mechanical Properties of Biocomposites: An Overview. In Biofibers and Biopolymers for Biocomposites: Synthesis, Characterization and Properties; Khan, A., Mavinkere Rangappa, S., Siengchin, S., Asiri, A.M., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 111–133. ISBN 978-3-030-40301-0. [Google Scholar]
- Bhingare, N.H.; Prakash, S.; Jatti, V.S. A Review on Natural and Waste Material Composite as Acoustic Material. Polym. Test. 2019, 80, 106142. [Google Scholar] [CrossRef]
- Khiari, R.; Marrakchi, Z.; Belgacem, M.N.; Mauret, E.; Mhenni, F. New Lignocellulosic Fibres-Reinforced Composite Materials: A Stepforward in the Valorisation of the Posidonia Oceanica Balls. Compos. Sci. Technol. 2011, 71, 1867–1872. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FDM Operating Parameter | Value |
|---|---|
| Nozzle temperature | 160 °C |
| Bed temperature | 60 °C |
| Infill rate | 100% |
| Infill pattern | Rectilinear |
| Raster angle | 0° |
| Layer thickness | 0.1 mm |
| Extrusion width | 0.4 mm |
| Printing speed | 50 mm/s |
| Perimeter shells | 1 |
| Sample Orientation | flat |
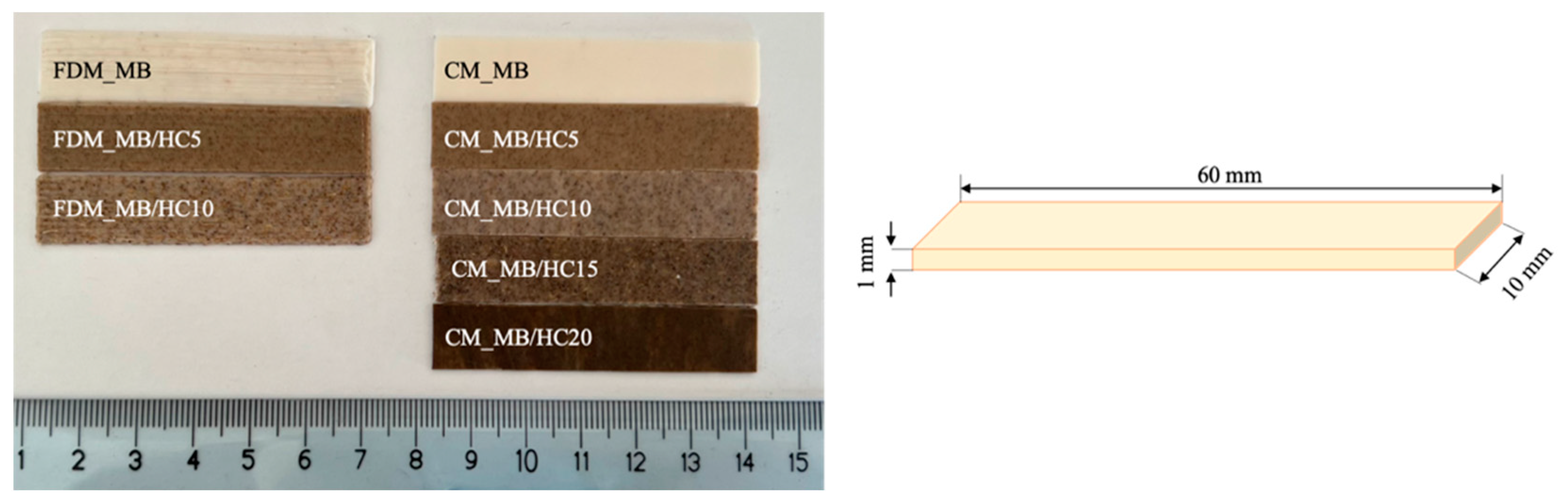
| Sample Code Name | MB Content (wt%) | HC Content (wt%) | HC Mesh Size (μm) | Production Technique |
|---|---|---|---|---|
| CM_MB | 100 | 0 | - | CM |
| CM_MB/HC5 | 95 | 5 | 300 < 75 | CM |
| CM_MB/HC10 | 90 | 10 | 300 < 75 | CM |
| CM_MB/HC15 | 85 | 15 | 300 < 75 | CM |
| CM_MB/HC20 | 80 | 20 | 300 < 75 | CM |
| FDM_MB | 100 | 0 | - | FDM |
| FDM_MB/HC5 | 95 | 5 | 300 < 75 | FDM |
| FDM_MB/HC10 | 90 | 10 | 300 < 75 | FDM |
| FDM_MB/HC15 | 85 | 15 | 300 < 75 | FDM |
| Sample | E (MPa) | TS (MPa) | EB (%) |
|---|---|---|---|
| CM_MB | 74.3 ± 0.84 | 18.6 ± 0.5 | 821 ± 1.8 |
| CM_MB/HC5 | 121 ± 11.3 | 23.7 ± 2.33 | 43.6 ± 3.39 |
| CM_MB/HC10 | 131 ± 8 | 24.5 ± 2.16 | 39.8 ± 2.75 |
| CM_MB/HC15 | 145 ± 12 | 27.2 ± 0.88 | 24 ± 0.88 |
| CM_MB/HC20 | 236 ± 8.49 | 33.4 ± 0.29 | 20.3 ± 0.37 |
| FDM_MB | 83.9 ± 1.34 | 27.2 ± 0.16 | 58.2 ± 0.75 |
| FDM_MB/HC5 | 166 ± 8.8 | 41.5 ± 1.39 | 42.3 ± 4.19 |
| FDM_MB/HC10 | 188 ± 1.54 | 45 ± 1.36 | 34.6 ± 0.82 |
| FDM_MB/HC15 | - | - | - |
| FDM_MB/HC20 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scaffaro, R.; Citarrella, M.C.; Gulino, E.F.; Morreale, M. Hedysarum coronarium-Based Green Composites Prepared by Compression Molding and Fused Deposition Modeling. Materials 2022, 15, 465. https://doi.org/10.3390/ma15020465
Scaffaro R, Citarrella MC, Gulino EF, Morreale M. Hedysarum coronarium-Based Green Composites Prepared by Compression Molding and Fused Deposition Modeling. Materials. 2022; 15(2):465. https://doi.org/10.3390/ma15020465
Chicago/Turabian StyleScaffaro, Roberto, Maria Clara Citarrella, Emmanuel Fortunato Gulino, and Marco Morreale. 2022. "Hedysarum coronarium-Based Green Composites Prepared by Compression Molding and Fused Deposition Modeling" Materials 15, no. 2: 465. https://doi.org/10.3390/ma15020465