
Prediction of the Rheological Properties of Fresh Cementitious Suspensions Considering Microstructural Parameters

Abstract
:1. Introduction
2. Yield Stress and Plastic Viscosity Models: Scientific Background
2.1. YODEL
2.2. Krieger–Dougherty’s (K–D) Equation
3. Experimental Program
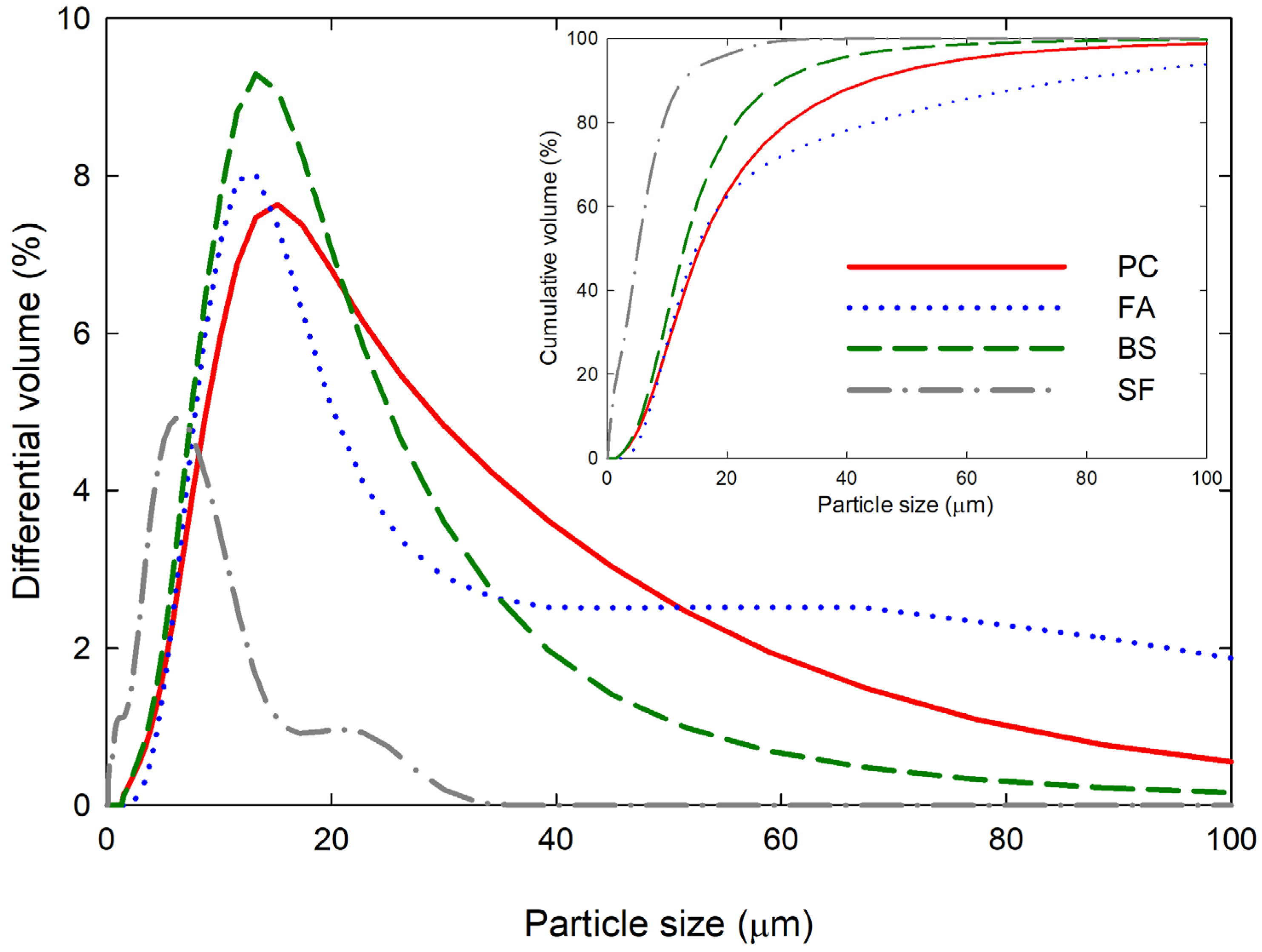
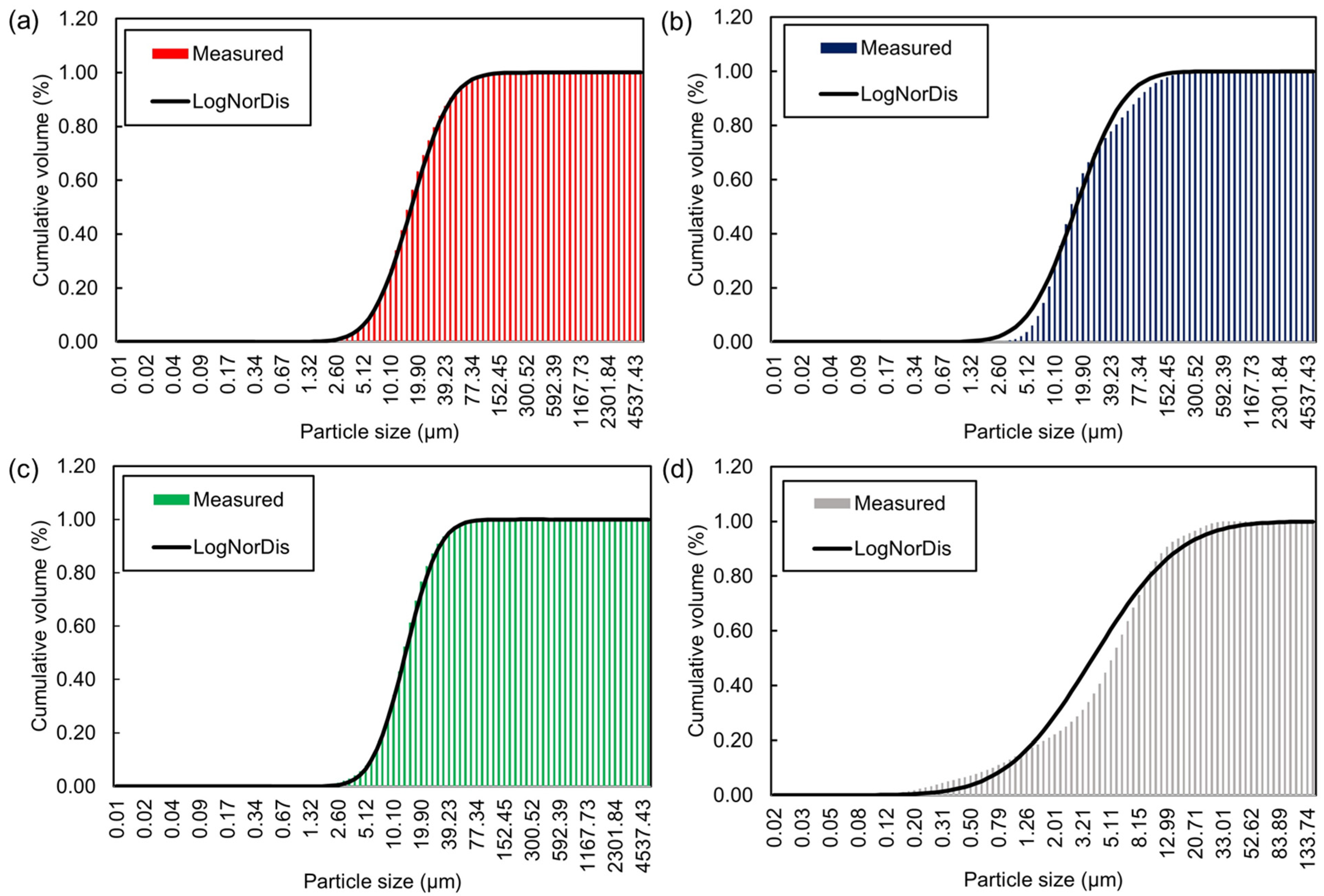
3.1. Materials
3.2. Mixture Formulations and Procedures
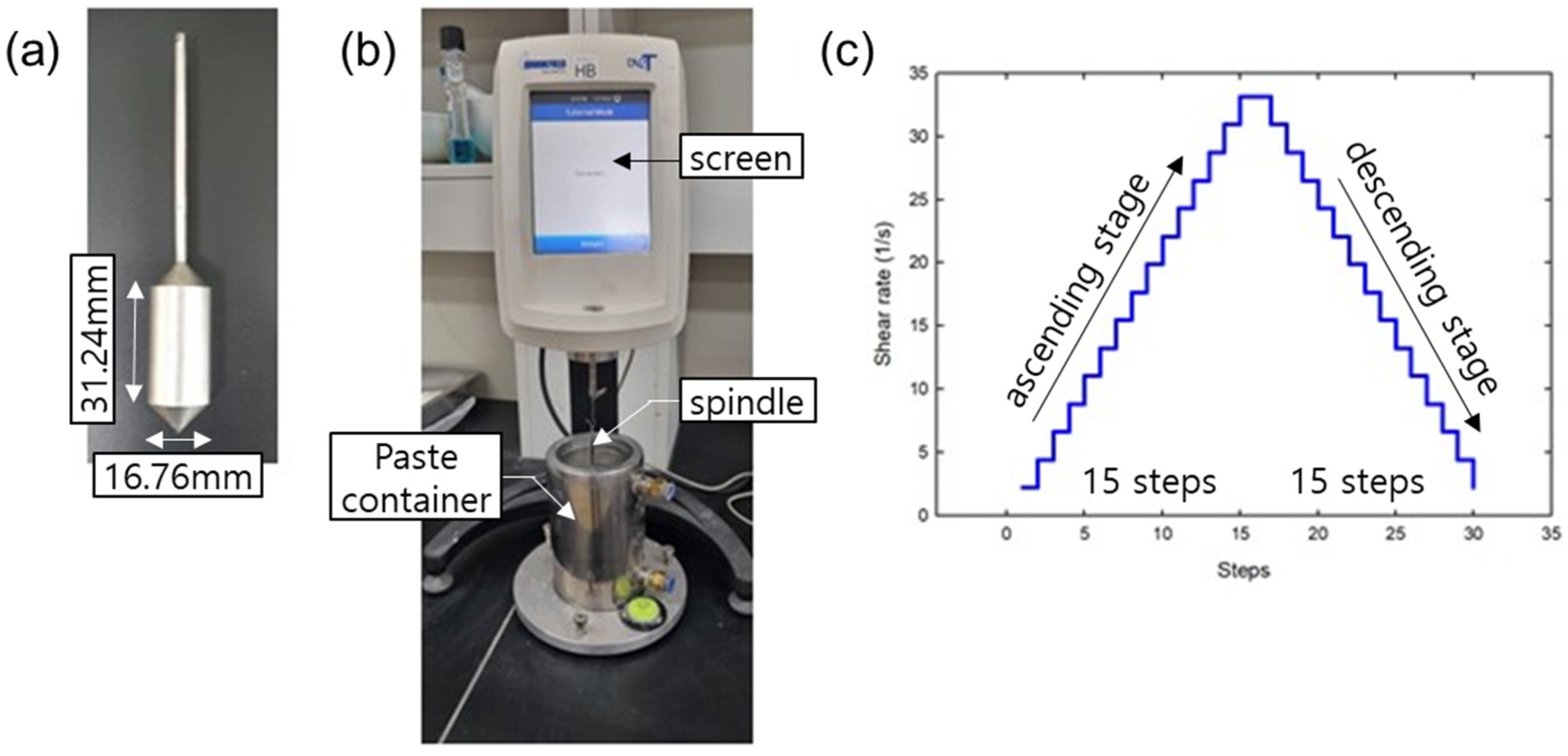
3.3. Rheological Measurements
4. Results and Discussions
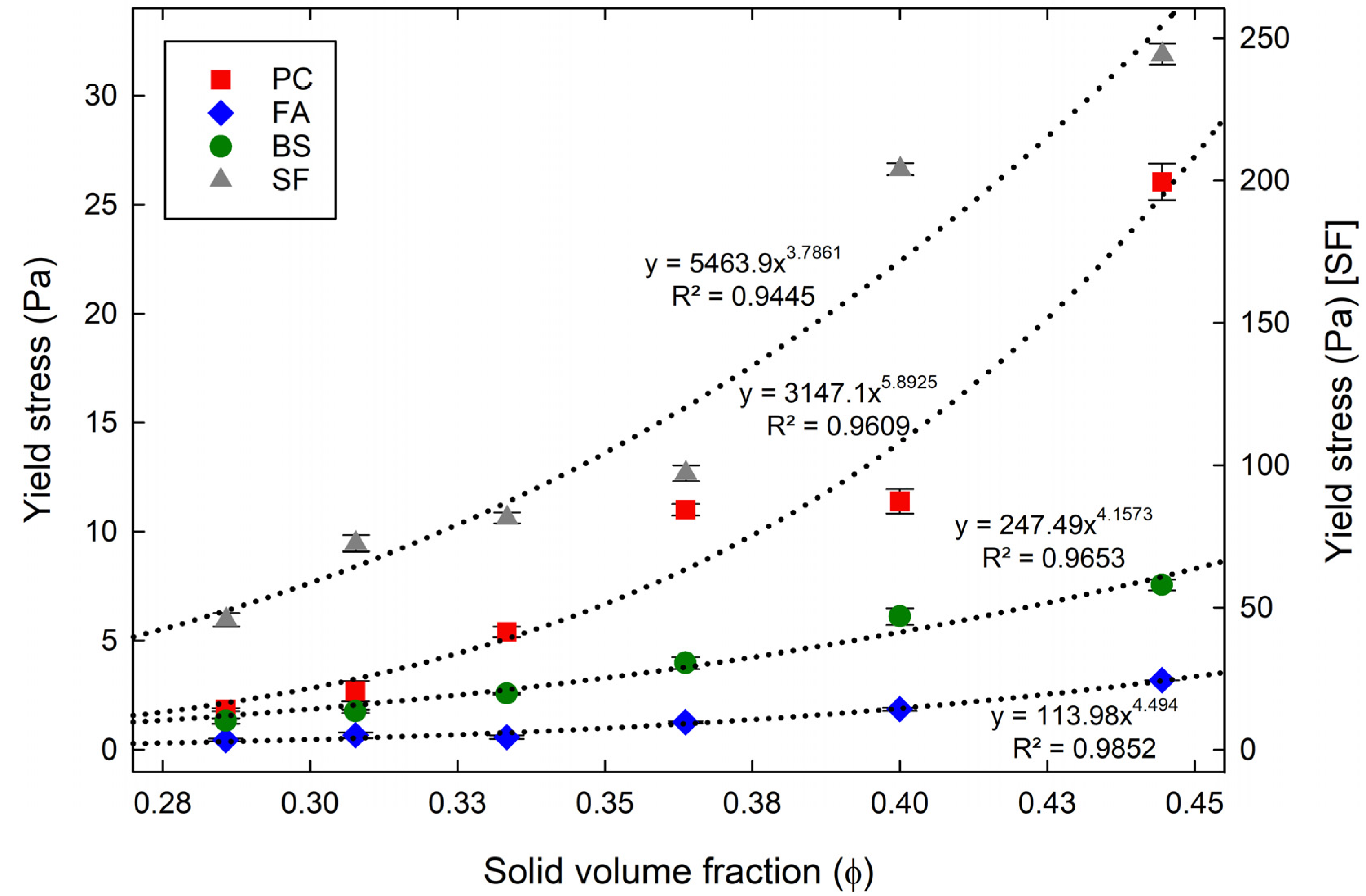
4.1. Yield Stress of the Cementitious Suspensions
4.1.1. Yield Stress in the Experiments with Different
4.1.2. Calculation of YODEL Parameters
4.1.3. Prediction of Yield Stress Using YODEL
4.2. Plastic Viscosity of the Cementitious Suspensions
4.2.1. Plastic Viscosity in the Experiments with Different
4.2.2. Calculation of K–D’s Equation Parameters
4.2.3. Prediction of Plastic Viscosity Using K–D’s Equation
5. Conclusions
- (1)
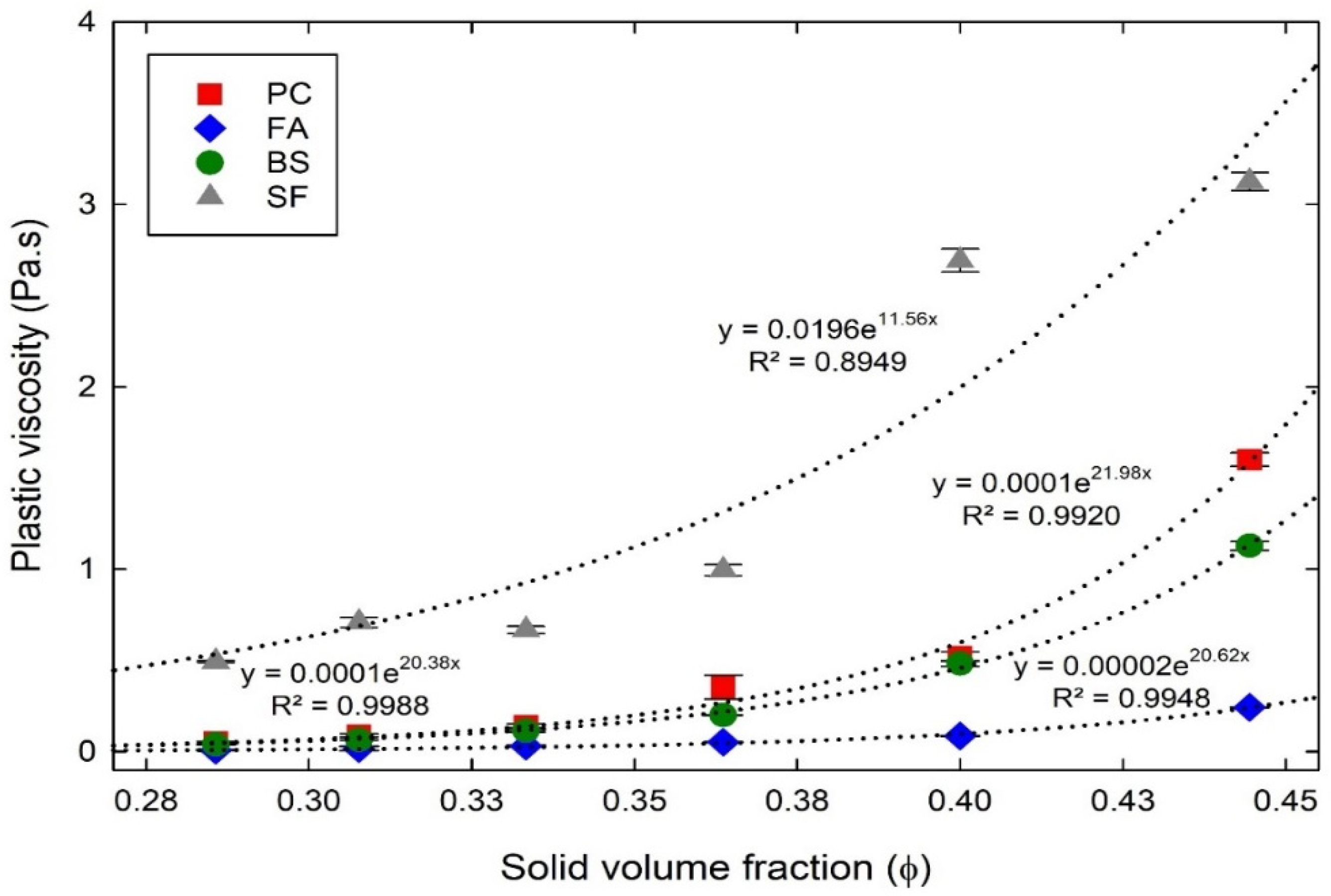
- In the experiments, the rheological properties of all the cementitious suspensions were noted to increase with increasing , showing an improved flowability with the low . Compared to the PC suspensions, the FA and BS suspensions showed an improved flowability, which was mainly due to the particle characteristics. The shape of FA was spherical, which facilitates isolation and dispersion, thus providing more flowable mixtures. In the case of BS, the improved flowability can be due to its smooth surface, less-chemical activity, micro-filling effect, and large surface area. However, the SF suspensions showed an opposite behavior, which was less flowable. As the SF consists of more fine particles, it could reduce particle spacing and increases direct contact points between particles, which makes it difficult for the particles to slide each other.
- (2)
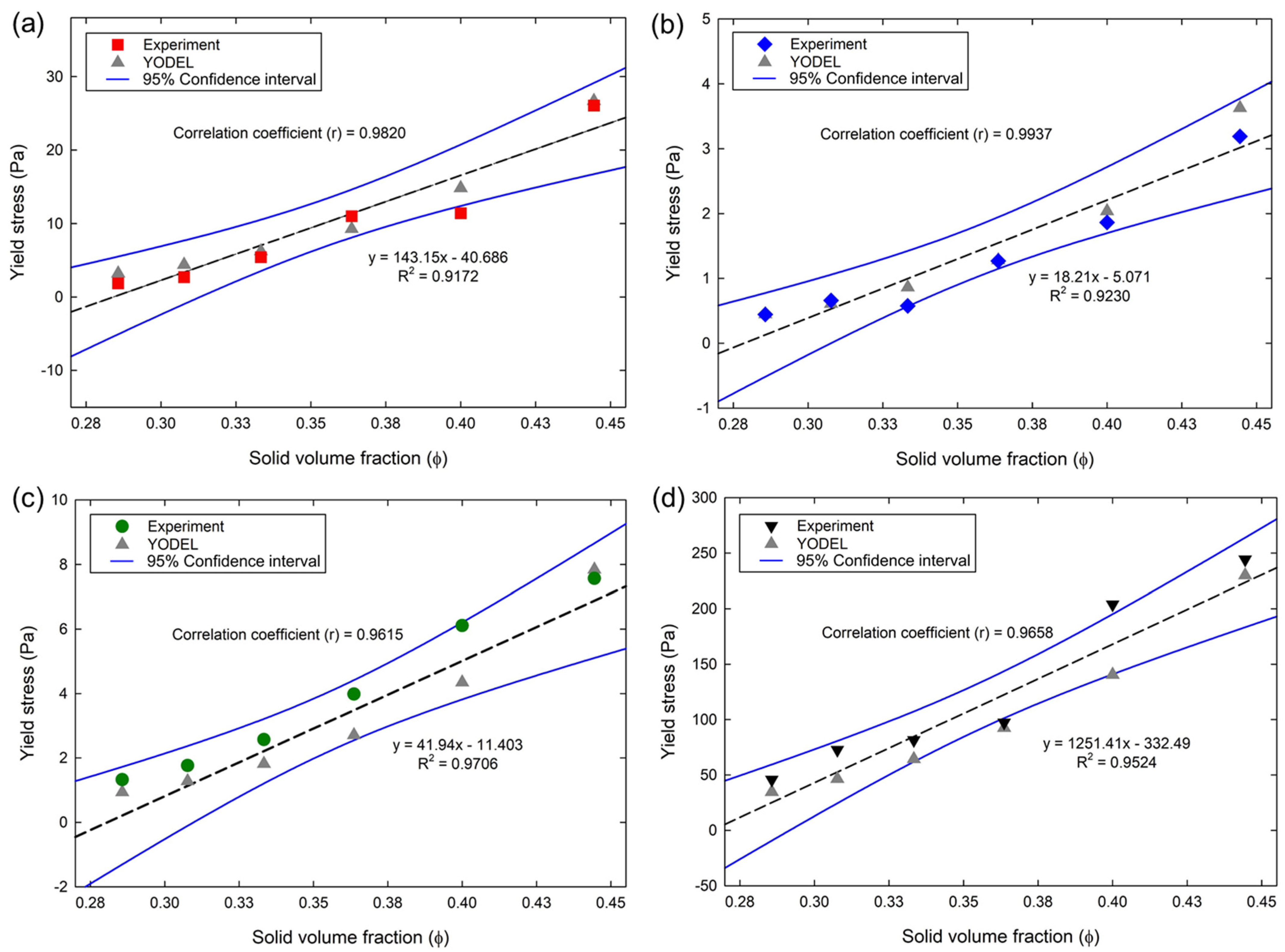
- The yield stress of all the cementitious suspensions increased with the increase in in the YODEL predictions. Using the YODEL, the yield stresses of the PC, FA, BS, and SF suspensions were predicted with positive r to the experiments of approximately 0.98, 0.99, 0.96, and 0.96, respectively. An appropriate input of PSDs and without introducing any additional fitting parameters, the YODEL predictions consistent with the experiments with positive correlations. The YODEL can be applied to all multimodal powder suspensions, which provides a more quantitative predictive capacity compared to other models, as it was derived based on the microstructural parameters and more related to the true physical properties.
- (3)
- The plastic viscosities of the PC, FA, BS, and SF suspensions were predicted with the correlation coefficient between K–D’s and experiment of approximately 0.99, 0.98, 0.98, and 0.94, respectively. As the K–D’s equation depends on and , a proper estimation of and results in a good prediction of plastic viscosities and can be applied to different multimodal and complex powder suspensions.
- (4)
- The YODEL and K–D’s equation provided more consistent results for the non-blended cementitious mixtures with minimum deviations and positive correlations, and these models will be applied to blended (i.e., binary, tertiary, and quaternary) cementitious mixtures in the future studies.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Flatt, R.J.; Bowen, P. Yodel: A yield stress model for suspensions. J. Am. Ceram. Soc. 2006, 89, 1244–1256. [Google Scholar] [CrossRef]
- Flatt, R.J.; Bowen, P. Yield stress of multimodal powder suspensions: An extension of the YODEL (Yield Stress mODEL). J. Am. Ceram. Soc. 2007, 90, 1038–1044. [Google Scholar] [CrossRef]
- Flatt, R.J. Towards a prediction of superplasticized concrete rheology. Mater. Struct. 2004, 37, 289–300. [Google Scholar] [CrossRef]
- Roussel, N.; Lemaître, A.; Flatt, R.J.; Coussot, P. Steady state flow of cement suspensions: A micromechanical state of the art. Cem. Concr. Res. 2010, 40, 77–84. [Google Scholar] [CrossRef]
- Roussel, N.; Bessaies-Bey, H.; Kawashima, S.; Marchon, D.; Vasilic, K.; Wolfs, R. Recent advances on yield stress and elasticity of fresh cement-based materials. Cem. Concr. Res. 2019, 124, 105798. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Yang, E.-H.; Guan, X. Mechanism study of crack propagation in river sand engineered cementitious composites (ECC). Cem. Concr. Compos. 2022, 128, 104434. [Google Scholar] [CrossRef]
- Pang, L.; Liu, Z.; Wang, D.; An, M. Review on the Application of Supplementary Cementitious Materials in Self-Compacting Concrete. Crystals 2022, 12, 180. [Google Scholar] [CrossRef]
- Kang, S.T.; Kim, J.K. The relation between fiber orientation and tensile behavior in an ultra high performance fiber reinforced cementitious composites (UHPFRCC). Cem. Concr. Res. 2011, 41, 1001–1014. [Google Scholar] [CrossRef]
- Kang, S.T.; Lee, Y.; Park, Y.D.; Kim, J.K. Tensile fracture properties of an ultra high Performance Fiber Reinforced Concrete (UHPFRC) with steel fiber. Comput. Struct. 2010, 92, 61–71. [Google Scholar] [CrossRef]
- Lee, Y.; Kang, S.T.; Kim, J.K. Pullout behavior of inclined steel fiber in an ultra-high strength cementitious matrix. Constr. Build. Mater. 2010, 24, 2030–2041. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Yoon, Y.-S. A review on structural behavior, design, and application of ultra-high-performance fiber-reinforced concrete. Int. J. Concr. Struct. Mater. 2016, 10, 125–142. [Google Scholar] [CrossRef] [Green Version]
- Soliman, N.; Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder—Towards ecofriendly concrete. Constr. Build. Mater. 2016, 125, 600–612. [Google Scholar] [CrossRef]
- Ma, Z.; Shen, J.; Wang, C.; Wu, H. Characterization of sustainable mortar containing high-quality recycled manufactured sand crushed from recycled coarse aggregate. Cem. Concr. Compos. 2022, 132, 104629. [Google Scholar] [CrossRef]
- Liu, M.; Wu, H.; Yao, P.; Wang, C.; Ma, Z. Microstructure and macro properties of sustainable alkali-activated fly ash mortar with various construction waste fines as binder replacement up to 100%. Cem. Concr. Compos. 2022, 134, 104733. [Google Scholar] [CrossRef]
- Meng, W.; Khayat, K.H. Mechanical properties of ultra-high-performance concrete enhanced with graphite nanoplatelets and carbon nanofibers. Compos. Part B 2016, 107, 113–122. [Google Scholar] [CrossRef]
- Huang, H.; Gao, X.; Jia, D. Effects of rheological performance, antifoaming admixture, and mixing procedure on air bubbles and strength of UHPC. J. Mater. Civ. Eng. 2019, 31, 04019016. [Google Scholar] [CrossRef]
- Banfill, P.F. The rheology of fresh cement and concrete—A review. In Proceedings of the 11th International Cement Chemistry Congress, Durban, South Africa, 11–16 May 2003; Volume 1, pp. 50–62. [Google Scholar]
- Legrand, C. Rheologie des melanges de ciment ou de sable et d’eau. Rev. Mater. Constr. Trav. Publics Cim. Beton 1970, 659/660, 217–222. [Google Scholar]
- Tao, C.; Kutchko, B.G.; Rosenbaum, E.; Massoudi, M. A review of rheological modeling of cement slurry in oil well applications. Energies 2020, 13, 570. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Solomon, M.J.; Scales, P.J.; Boger, D.V. The yield stress of concentrated flocculated suspensions of size distributed particles. J. Rheol. 1999, 43, 651–671. [Google Scholar] [CrossRef]
- Ma, S.; Kawashima, S. A rheological approach to study the early-age hydration of oil well cement: Effect of temperature, pressure and nanoclay. Constr. Build. Mater. 2019, 215, 119–127. [Google Scholar] [CrossRef]
- Lapasin, R.; Papo, A.; Rajgelj, S. The phenomenological description of the thixotropic behaviour of fresh cement pastes. Rheol. Acta 1983, 22, 410–416. [Google Scholar] [CrossRef]
- Lapasin, R.; Longo, V.; Rajgelj, S. Thixotropic behaviour of cement pastes. Cem. Concr. Res. 1979, 9, 309–318. [Google Scholar] [CrossRef]
- Sybertz, F.; Reick, P. Effect of fly as on the rheological properties of cement paste. Rheol. Fresh Cem. Concr. 1991, 1, 13–22. [Google Scholar]
- Einstein, A. Eine neue bestimmung der moleküldimensionen. Ann. Phys. 1906, 324, 289–306. [Google Scholar] [CrossRef] [Green Version]
- Mooney, M. The viscosity of a concentrated suspension of spherical particles. J. Colloid Sci. 1951, 6, 162–170. [Google Scholar] [CrossRef]
- Krieger, I.M.; Dougherty, T.J. A mechanism for non-newtonian flow in suspensions of rigid spheres. Trans. Soc. Rheol. 1959, 3, 137–152. [Google Scholar] [CrossRef]
- Justnes, H.; Vikan, H. Viscosity of cement slurries as a function of solids content. Ann. Trans. Nordic Rheol. Soc. 2005, 13, 75–82. [Google Scholar]
- Chen, C.-T.; Lin, C.-W. Stiffening behaviors of cement pastes measured by a vibrational viscometer. Adv. Civ. Eng. Mater. 2017, 6, 20160061. [Google Scholar] [CrossRef]
- Liu, D.-M. Particle packing and rheological property of highly-concentrated ceramic suspensions: φm determination and viscosity prediction. J. Mater. Sci. 2000, 35, 5503–5507. [Google Scholar] [CrossRef]
- Kuzielová, E.; Žemlička, M.; Novotný, R.; Palou, M.T. Simultaneous effect of silica fume, metakaolin and ground granulated blast-furnace slag on the hydration of multicomponent cementitious binders. J. Therm. Anal. Calorim. 2018, 136, 1527–1537. [Google Scholar] [CrossRef]
- Sujjavanich, S.; Suwanvitaya, P.; Chaysuwan, D.; Heness, G. Synergistic effect of metakaolin and fly ash on properties of concrete. Constr. Build. Mater. 2017, 155, 830–837. [Google Scholar] [CrossRef]
- Hassan, K.; Cabrera, J.G.; Maliehe, R.S. Effect of mineral admixtures on the properties of high-performance concrete. Cem. Concr. Compos. 2013, 22, 267–271. [Google Scholar] [CrossRef]
- Bharatkumar, B.H.; Narayanan, R.; Raghuprasad, B.K.; Ramachandramurthy, D.S. Mix proportioning of high performance concrete. Cem. Concr. Compos. 2001, 23, 71–80. [Google Scholar] [CrossRef]
- Nehdi, M.; Mindess, S.; Aıtcin, P.-C. Rheology of high-performance concrete: Effect of ultrafine particles. Cem. Concr. Res. 1998, 28, 687–697. [Google Scholar] [CrossRef]
- Feng, J.; Liu, S.; Wang, Z. Effects of ultrafine fly ash on the properties of high-strength concrete. J. Therm. Anal. Calorim. 2015, 121, 1213–1223. [Google Scholar] [CrossRef]
- Koh, K.T.; Ryu, G.S.; Park, J.J.; An, K.H.; Kim, S.W.; Kang, S.T. Effects of the composing materials on the rheological and mechanical properties of ultrahigh performance concrete (UHPC). In Proceedings of the RILEM-fib-AFGC International Symposium on UHPFRC, Marseille, France, 1–3 October 2013. [Google Scholar]
- Jiao, D.; Shi, C.; Yuan, Q.; An, X.; Liu, Y.; Li, H. Effect of constituents on rheological properties of fresh concrete—A review. Cem. Concr. Compos. 2017, 83, 146–159. [Google Scholar] [CrossRef]
- Park, C.; Noh, M.; Park, T. Rheological properties of cementitious materials containing mineral admixtures. Cem. Concr. Res. 2005, 35, 842–849. [Google Scholar] [CrossRef]
- Zhang, X.; Han, J. The effect of ultra-fine admixture on the rheological property of cement past. Cem. Concr. Res. 2000, 30, 827–830. [Google Scholar] [CrossRef]
- Cyr, M.; Legrand, C.; Mouret, M. Study of the shear thickening effect of superplasticizers on the rheological behaviour of cement pastes containing or not mineral additives. Cem. Concr. Res. 2000, 30, 1477–1483. [Google Scholar] [CrossRef]
- Rajadurai, R.S.; Kang, S.T. Influence of inter-particle distances on the rheological properties of cementitious suspensions. Materials 2021, 14, 7869. [Google Scholar] [CrossRef]
- Suzuki, M.; Oshima, T. Estimation of the coordination number in a multi-component mixture of spheres. Powder Technol. 1983, 35, 159–166. [Google Scholar] [CrossRef]
- Xu, F.; Shi, X. Characteristics and applications of fly ash as a sustainable construction material: A state-of-the-art review. Resour. Conserv. Recycl. 2018, 136, 98–109. [Google Scholar] [CrossRef]
- Laskar, A.I.; Talukdar, S. Rheological behavior of high performance concrete with mineral admixtures and their blending. Constr. Build. Mater. 2008, 22, 2345–2354. [Google Scholar] [CrossRef]
- Bergstrom, L. Hamaker’s constants of inorganic materials. Adv. Colloid Interface Sci. 1997, 70, 125–169. [Google Scholar] [CrossRef]
- Ackler, H.D.; French, R.H.; Chiang, Y.-M. Comparisons of Hamaker constants for ceramic systems with intervening vacuum or water: From force laws and physical properties. J. Colloid Interface Sci. 1996, 179, 460–469. [Google Scholar] [CrossRef] [Green Version]
- De Larrard, F. Concrete Mixture Proportioning; E. & F. Spon: London, UK, 1999. [Google Scholar]
- Coe, J.R., Jr.; Godfrey, T.B. Viscosity of water. J. Appl. Phys. 1944, 15, 625. [Google Scholar] [CrossRef]
- Struble, L.; Sun, G.-K. Viscosity of portland cement paste as a function of concentration. Adv. Cem. Based Mater. 1995, 2, 62–69. [Google Scholar] [CrossRef]
- Do, T.-A.L.; Hargreaves, J.M.; Wolf, B.; Hort, B.; Mitchell, J.R. Impact of particle size distribution on rheological and textural properties of chocolate models with reduced fat content. J. Food Sci. 2007, 72, 541–552. [Google Scholar] [CrossRef]
- Mueller, S.; Llewellin, J.M.; Mader, H.M. The effect of particle shape on suspension viscosity and implications for magmatic flows. Geophys. Res. Lett. 2011, 38, L13316. [Google Scholar] [CrossRef]
- Pabst, W.; Gregorova, E.; Bertold, C. Particle shape and suspension rheology of short-fiber systems. J. Eur. Ceram. Soc. 2006, 26, 149–160. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Density (g/cm3) | Specific Surface Area SSA (cm2/g) | Mean Size (Dmean) (µm) |
|---|---|---|---|
| PC | 3.15 | 2800 | 21.58 |
| FA | 2.23 | 3860 | 30.20 |
| BS | 2.90 | 4530 | 15.85 |
| SF | 2.30 | 150,000 | 6.31 |
| Components | PC (%) | FA (%) | BS (%) | SF (%) |
|---|---|---|---|---|
| SiO2 | 20.50 | 53.70 | 33.80 | 99.10 |
| Al2O3 | 5.11 | 25.70 | 13.90 | - |
| CaO | 62.00 | - | 44.20 | - |
| MgO | 2.60 | - | 3.57 | - |
| Fe2O3 | 3.30 | 5.76 | - | - |
| Water-to-Solid Volume Ratios (w/s)v | Solid Volume Fraction () | Mass-Based Water-to-Solid Volume Ratios (w/s)m | |||
|---|---|---|---|---|---|
| PC | FA | BS | SF | ||
| 1.25 | 0.44 | 0.39 | 0.56 | 0.43 | 0.54 |
| 1.50 | 0.40 | 0.47 | 0.67 | 0.51 | 0.65 |
| 1.75 | 0.36 | 0.55 | 0.78 | 0.60 | 0.76 |
| 2.00 | 0.33 | 0.63 | 0.89 | 0.68 | 0.86 |
| 2.25 | 0.30 | 0.71 | 1.00 | 0.77 | 0.97 |
| 2.50 | 0.28 | 0.79 | 1.12 | 0.86 | 1.08 |
| Materials | Mean Diameter (µm) | Median Diameter (µm) | Median Radius (µm) | ||
|---|---|---|---|---|---|
| PC | 21.58 | 15.44 | 7.71 | 187.594 | 861.66 |
| FA | 30.20 | 14.91 | 7.45 | 1007.43 | |
| BS | 15.85 | 12.81 | 6.41 | 1001.71 | |
| SF | 6.31 | 5.14 | 2.57 | 148.24 |
| Compositions | Hamaker’s Constant (× 10−20 J) | PC (%) | FA (%) | BS (%) | SF (%) |
|---|---|---|---|---|---|
| SiO2 | 8.53 | 20.50 | 53.70 | 33.80 | 99.10 |
| Al2O3 | 15.5 | 05.11 | 25.70 | 13.90 | - |
| CaO | 12.4 | 62.00 | - | 44.20 | - |
| MgO | 10.6 | 02.60 | - | 03.57 | - |
| Fe2O3 | 25.2 | 03.30 | 05.76 | - | - |
| Hamaker’s constant (A1, ×10−20 J) | - | 11.33 | 10.01 | 11.41 | 8.53 |
| Materials | |||
|---|---|---|---|
| PC | 300 nm | 0.03 | 0.59 |
| FA | 0.60 | ||
| BS | 0.59 | ||
| SF | 0.69 |
| Materials | Intrinsic Viscosity | |
|---|---|---|
| PC | 0.59 | 9.0 |
| FA | 0.60 | 7.0 |
| BS | 0.59 | 8.5 |
| SF | 0.69 | 13.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajagopalan, S.R.; Lee, B.-Y.; Kang, S.-T. Prediction of the Rheological Properties of Fresh Cementitious Suspensions Considering Microstructural Parameters. Materials 2022, 15, 7044. https://doi.org/10.3390/ma15207044
Rajagopalan SR, Lee B-Y, Kang S-T. Prediction of the Rheological Properties of Fresh Cementitious Suspensions Considering Microstructural Parameters. Materials. 2022; 15(20):7044. https://doi.org/10.3390/ma15207044
Chicago/Turabian StyleRajagopalan, Sam Rajadurai, Bang-Yeon Lee, and Su-Tae Kang. 2022. "Prediction of the Rheological Properties of Fresh Cementitious Suspensions Considering Microstructural Parameters" Materials 15, no. 20: 7044. https://doi.org/10.3390/ma15207044