
Improving Corrosion and Photocatalytic Properties of Composite Oxide Layer Fabricated by Plasma Electrolytic Oxidation with NaAlO2



Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
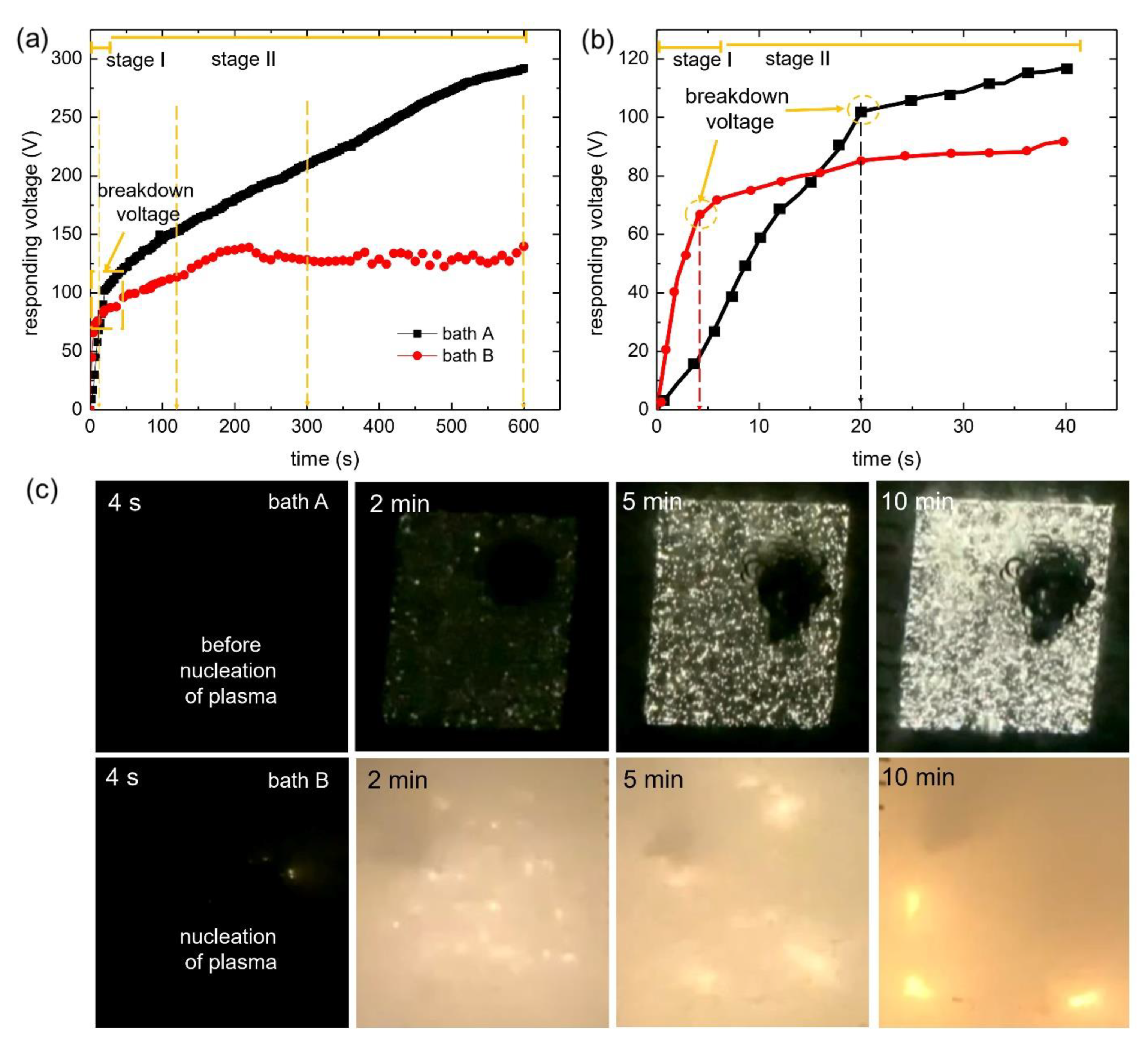
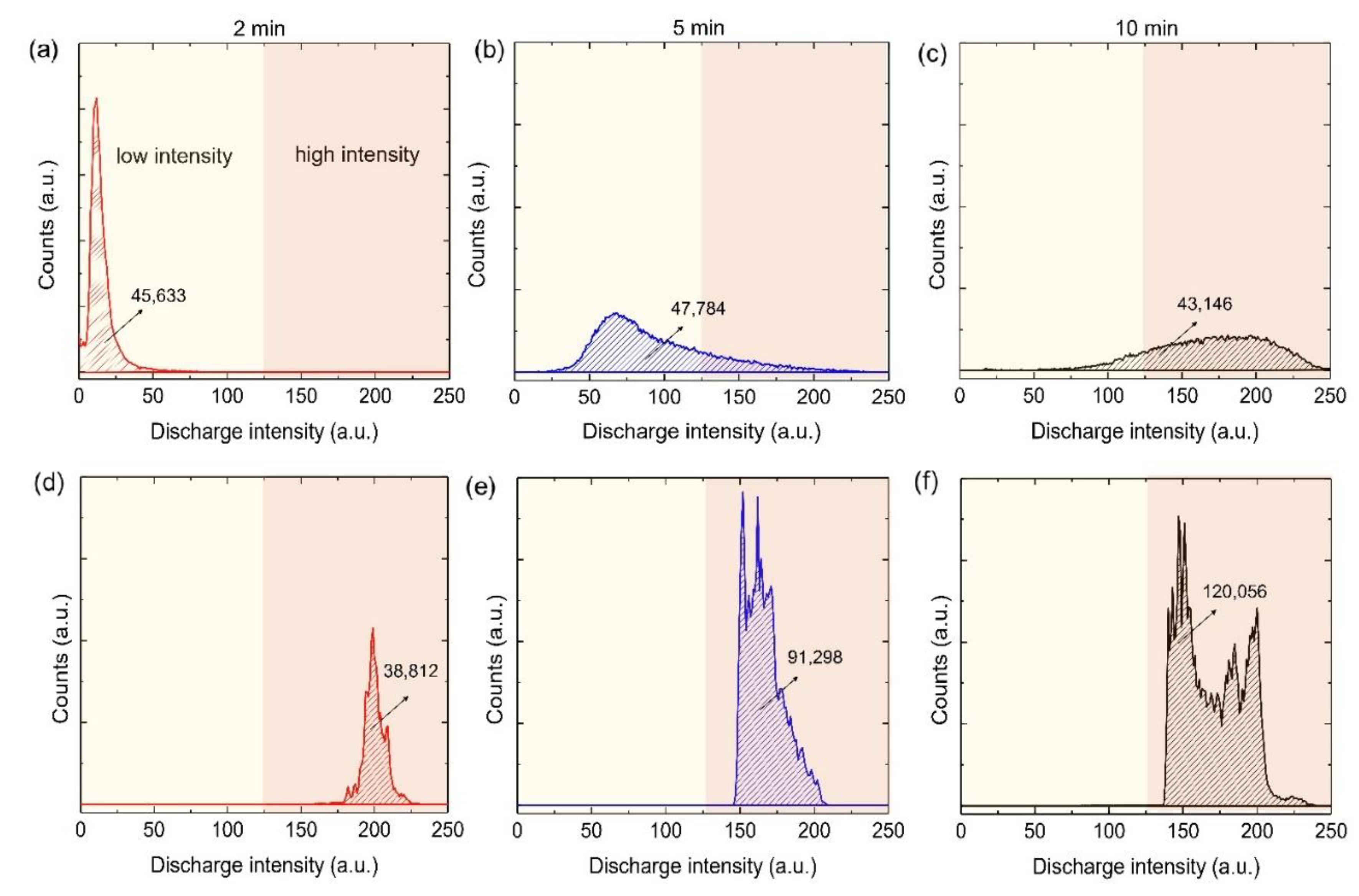
3.1. Transient Voltage Response and Initial Stage of Plasma Discharges
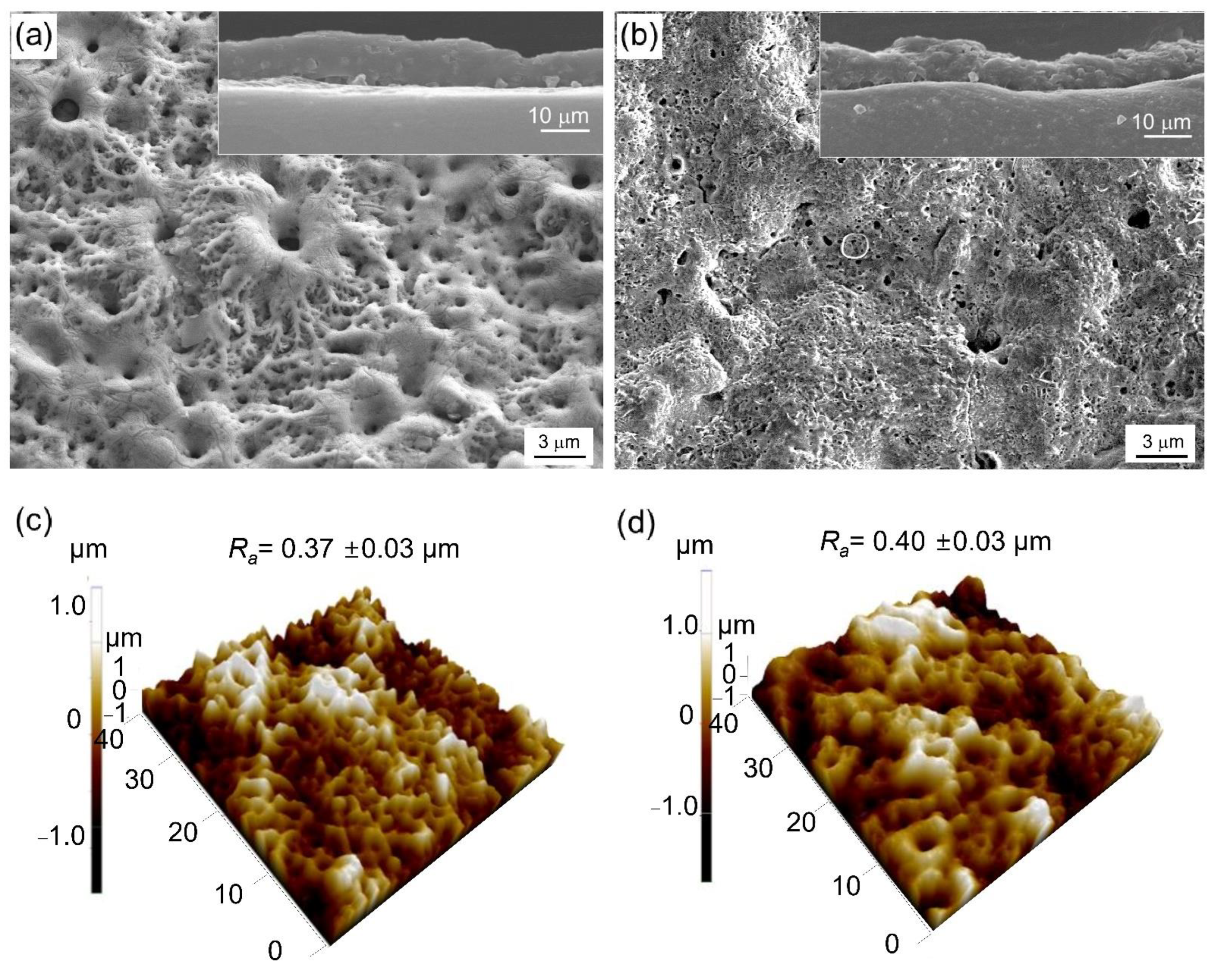
3.2. Morphologies of the Inorganic Layer
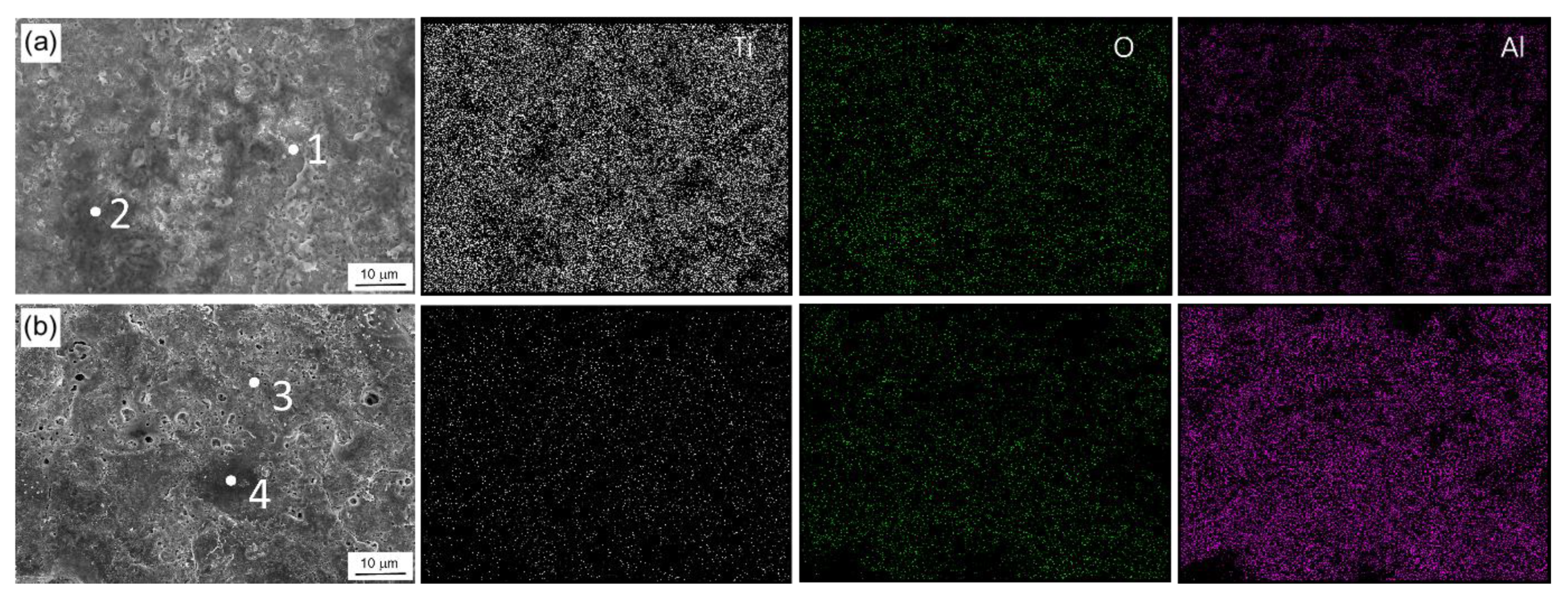
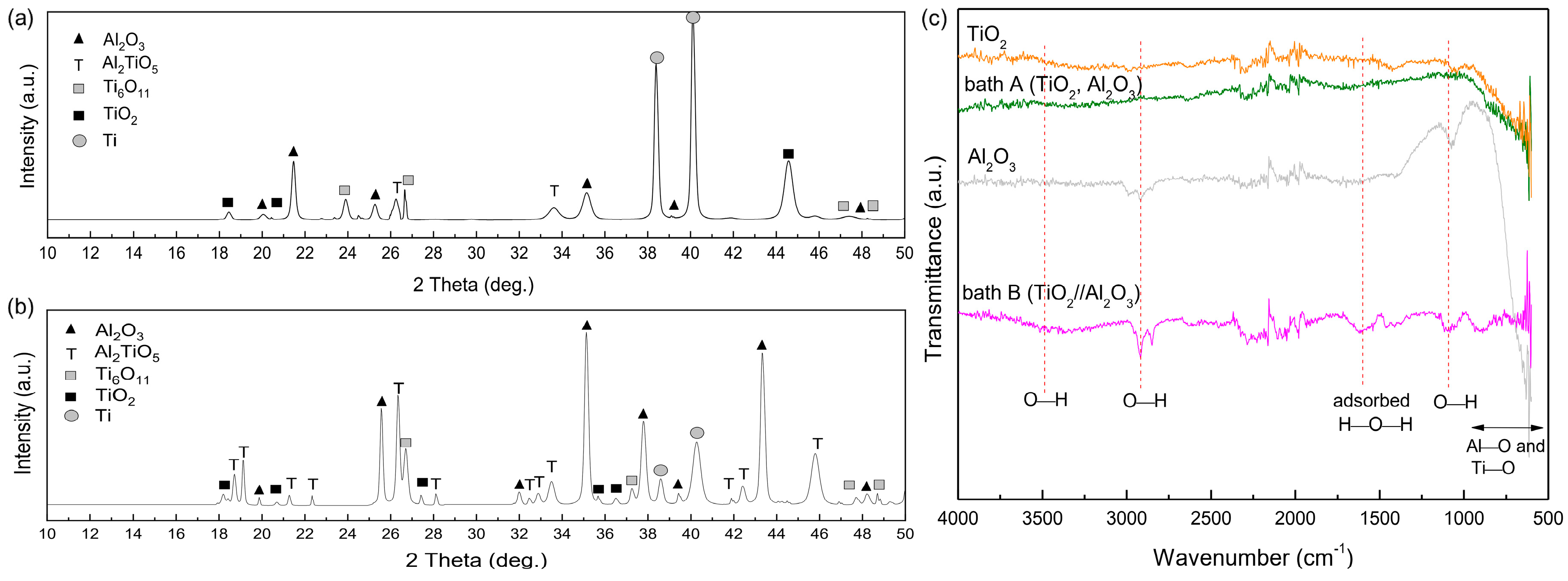
3.3. Compositional Analysis of the Inorganic Layer
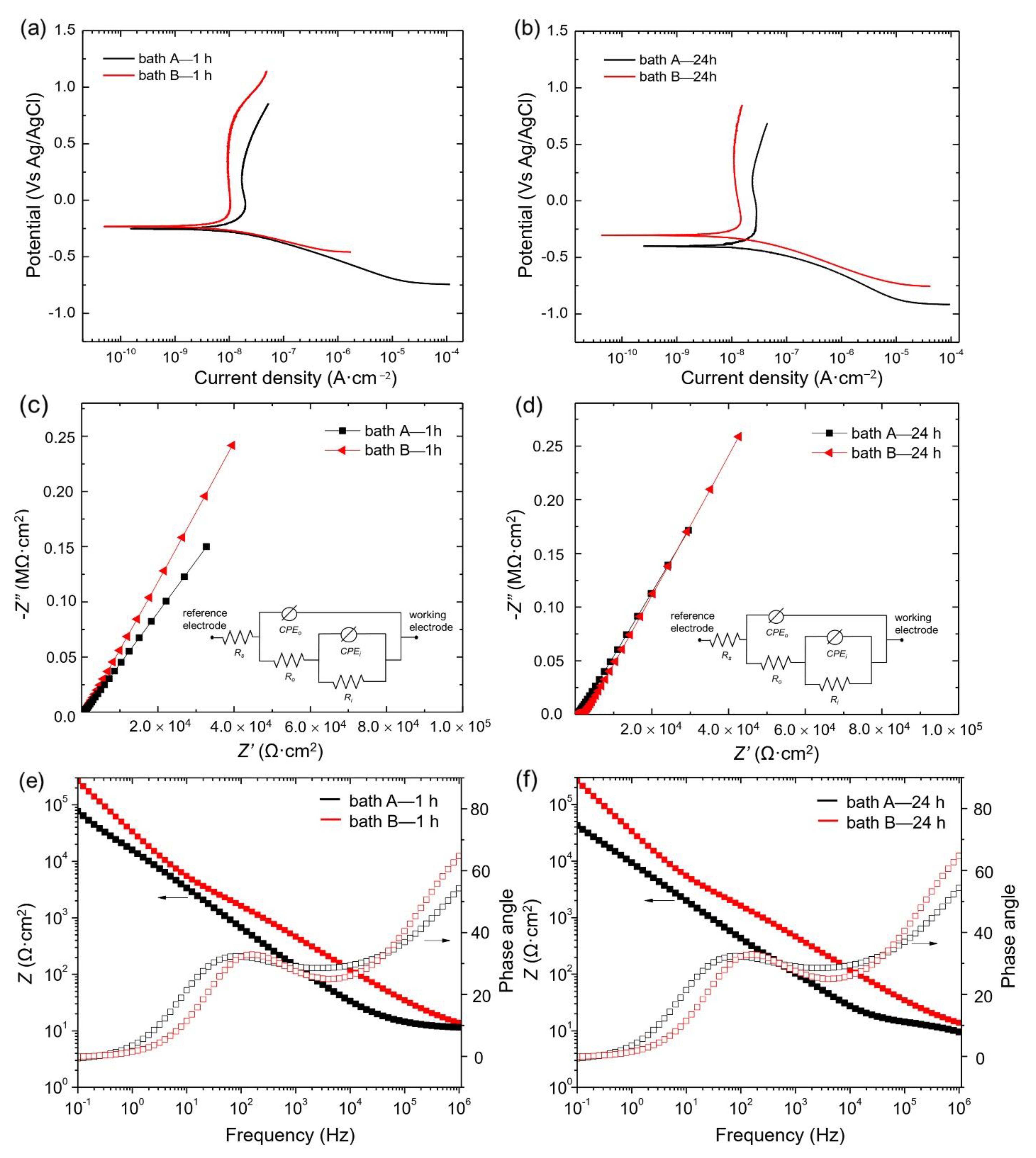
3.4. Corrosion Protection Capabilities of the Oxide Layer
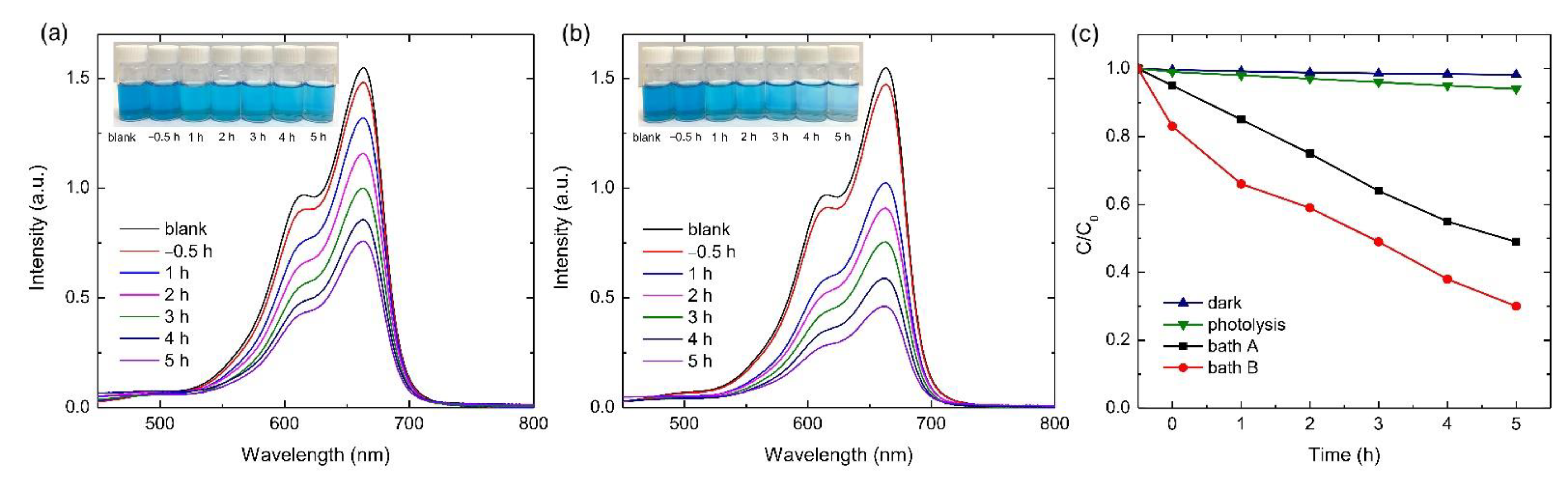
3.5. Photocatalytic Activity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaseem, M.; Fatimah, S.; Nashrah, N.; Ko, Y.G. Recent progress in surface modification of metals coated by plasma electrolytic oxidation: Principle, structure, and performance. Prog. Mater. Sci. 2021, 117, 100735. [Google Scholar] [CrossRef]
- Zakaria, A.; Shukor, H.; Todoh, M.; Jusoff, K. Bio-functional coating on Ti6Al4V surface produced by using plasma electrolytic oxidation. Metals 2020, 10, 1124. [Google Scholar] [CrossRef]
- Kaseem, M.; Choi, K.; Ko, Y.G. A highly compact coating responsible for enhancing corrosion properties of Al-Mg-Si alloy. Mater. Lett. 2017, 196, 316–319. [Google Scholar] [CrossRef]
- Peters, M.; Hemptenmacher, J.; Kumpfert, J.; Leyens, C. Titanium and Titanium Alloys, Fundamentals and Applications, Chapter 1—Structure and Properties of Titanium and Titanium Alloys; John Wiley & Sons: Hoboken, NJ, USA, 2003. [Google Scholar]
- Shin, K.R.; Ko, Y.G.; Shin, D.H. Surface characteristics of ZrO2-containing oxide layer in titanium by plasma electrolytic oxidation in K4P2O7 electrolyte. J. Alloys Compd. 2012, 536, S226–S230. [Google Scholar] [CrossRef]
- Yerokhin, A.L.; Nie, X.; Leyland, A.; Matthews, A.; Dowey, S.J. Plasma electrolysis for surface engineering. Surf. Coat. Technol. 1999, 122, 73–93. [Google Scholar] [CrossRef]
- Jung, Y.C.; Shin, K.R.; Ko, Y.G.; Shin, D.H. Surface characteristics and biological response of titanium oxide layer formed via micro-arc oxidation in K3PO4 and Na3PO4 electrolytes. J. Alloys Compd. 2014, 586, 548–552. [Google Scholar] [CrossRef]
- Lee, K.M.; Ko, Y.G.; Shin, D.H. Incorporation of carbon nanotubes into micro-coatings film formed on aluminum alloy via plasma electrolytic oxidation. Mater. Lett. 2011, 65, 2269–2273. [Google Scholar] [CrossRef]
- Kaseem, M.; Ko, Y.G. Morphological modification and corrosion response of MgO and Mg3(PO4)2 composite formed on magnesium alloy. Compos. Part B Eng. 2019, 176, 107225. [Google Scholar] [CrossRef]
- Molaei, M.; Fattah-Alhosseini, A.; Gashti, S.O. Sodium Aluminate Concentration Effects on Microstructure and Corrosion Behavior of the Plasma Electrolytic Oxidation Coatings on Pure Titanium. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 368–375. [Google Scholar] [CrossRef]
- Cheng, Y.L.; Cao, J.H.; Mao, M.K.; Peng, Z.M.; Skeldon, P.; Thompson, G.E. High growth rate, wear resistant coatings on an Al-Cu-Li alloy by plasma electrolytic oxidation in concentrated aluminate electrolytes. Surf. Coat. Technol. 2015, 269, 74–82. [Google Scholar] [CrossRef]
- Yang, W.; Li, Q.; Liu, W.; Liang, J.; Peng, Z.; Liu, B. Characterization and properties of plasma electrolytic oxidation coating on low carbon steel fabricated from aluminate electrolyte. Vacuum 2017, 144, 207–216. [Google Scholar] [CrossRef]
- Li, R.; Li, T.; Zhou, Q. Impact of Titanium Dioxide (TiO2) Modification on Its Application to Pollution Treatment—A Review. Catalyst 2020, 10, 804. [Google Scholar] [CrossRef]
- Utu, I.D.; Marginean, G.; Hulka, I.; Serban, V.A.; Cristea, D. Properties of the thermally sprayed Al2O3-TiO2 coatings deposited on titanium substrate. Int. J. Refract. Met. Hard Mater. 2015, 51, 118–123. [Google Scholar] [CrossRef]
- Zoubi, W.A.; Al-Hamdani, A.A.S.; Sunghun, B.; Ko, Y.G. A review on TiO2-based composites for superior photocatalytic activity. Rev. Inorg. Chem. 2021, 41, 213–222. [Google Scholar] [CrossRef]
- Fujishima, A.; Rao, T.N.; Tryk, D.A. Titanium dioxide photocatalysis. J. Photochem. Photobiol. C Photochem. Rev. 2000, 1, 1–21. [Google Scholar] [CrossRef]
- Fatimah, S.; Kamil, M.P.; Kwon, J.H.; Kaseem, M.; Ko, Y.G. Dual incorporation of SiO2 and ZrO2 nanoparticles into the oxide layer on 6061 Al alloy via plasma electrolytic oxidation: Coating structure and corrosion properties. J. Alloys Compd. 2017, 707, 358–364. [Google Scholar] [CrossRef]
- Shin, K.R.; Ko, Y.G.; Shin, D.H. Effect of electrolyte on surface properties of pure titanium coated by plasma electrolytic oxidation. J. Alloys Compd. 2011, 509, S478–S481. [Google Scholar] [CrossRef]
- Ikonopisov, S. Theory of electrical breakdown during formation of barrier anodic films. Electrochim. Acta 1977, 22, 1077–1082. [Google Scholar] [CrossRef]
- Kamil, M.P.; Kaseem, M.; Ko, Y.G. Soft plasma electrolysis with complex ions for optimizing electrochemical performance. Sci. Rep. 2017, 7, 44458. [Google Scholar] [CrossRef]
- Habibi, S.; Jamshidi, M. Materials Science in Semiconductor Processing Synthesis of TiO2 nanoparticles coated on cellulose nanofibers with different morphologies: Effect of the template and sol-gel parameters. Mater. Sci. Semicond. Process. 2020, 109, 104927. [Google Scholar] [CrossRef]
- Stanciu, L.A.; Groza, J.R.; Jitianu, A.; Zaharescu, M.; Stanciu, L.A.; Groza, J.R.; Jitianu, A.; Zaharescu, M. Structural Evolution During Reaction to Form Aluminum Titanate from Sol-Gel Precursors. Mater. Manuf. Process. 2004, 19, 641–650. [Google Scholar] [CrossRef]
- Sharma, M.; Singh, D.K.; Upadhyay, R.K.; Yadav, M.S.; Amritphale, S.S.; Chandra, N. Novel approach for sol-gel synthesis of nanosize aluminium titanate. Mater. Res. Innov. 2014, 18, 235–240. [Google Scholar] [CrossRef]
- Hussein, R.O.; Northwood, D.O.; Nie, X. Coating growth behavior during the plasma electrolytic oxidation process. J. Vac. Sci. Technol. A Vac. Surf. Film. 2010, 28, 766–773. [Google Scholar] [CrossRef]
- Jayaraj, J.; Amruth Raj, S.; Srinivasan, A.; Ananthakumar, S.; Pillai, U.T.S.; Dhaipule, N.G.K.; Mudali, U.K. Composite magnesium phosphate coatings for improved corrosion resistance of magnesium AZ31 alloy. Corros. Sci. 2016, 113, 104–115. [Google Scholar] [CrossRef]
- Kaseem, M.; Kamil, M.P.; Kwon, J.H.; Ko, Y.G. Effect of sodium benzoate on corrosion behavior of 6061 Al alloy processed by plasma electrolytic oxidation. Surf. Coat. Technol. 2015, 283, 268–273. [Google Scholar] [CrossRef]
- Ebrahimi, N.; Momeni, M.; Kosari, A.; Zakeri, M.; Moayed, M.H. A comparative study of critical pitting temperature (CPT) of stainless steels by electrochemical impedance spectroscopy (EIS), potentiodynamic and potentiostatic techniques. Corros. Sci. 2012, 59, 96–102. [Google Scholar] [CrossRef]
- Isakhani-Zakaria, M.; Allahkaram, S.R.; Ramezani-Varzaneh, H.A. Evaluation of corrosion behaviour of Pb-Co3O4 electrodeposited coating using EIS method. Corros. Sci. 2019, 157, 472–480. [Google Scholar] [CrossRef]
- Venkateswarlu, K.; Rameshbabu, N.; Sreekanth, S.; Bose, A.C.; Muthupandi, V.; Babu, N.K.; Subramanian, S. Role of electrolyte additives on in-vitro electrochemical behavior of micro arc oxidized titania films on Cp Ti. Appl. Surf. Sci. 2012, 258, 6853–6863. [Google Scholar] [CrossRef]
- Zhao, X.; Zuo, Y.; Zhao, J.; Xiong, J.; Tang, Y. A study on the self-sealing process of anodic films on aluminum by EIS. Surf. Coat. Technol. 2006, 200, 6846–6853. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Sergienko, V.I. Electrochemical impedance simulation of a metal oxide heterostructure/ electrolyte interface: A review. Russ. J. Electrochem. 2006, 42, 197–211. [Google Scholar] [CrossRef]
- López-Ortega, A.; Arana, J.L.; Rodríguez, E.; Bayón, R. Corrosion, wear and tribocorrosion performance of a thermally sprayed aluminum coating modified by plasma electrolytic oxidation technique for offshore submerged components protection. Corros. Sci. 2018, 143, 258–280. [Google Scholar] [CrossRef]
- Mohedano, M.; Blawert, C.; Zheludkevich, M.L. Silicate-based Plasma Electrolytic Oxidation (PEO) coatings with incorporated CeO2 particles on AM50 magnesium alloy. Mater. Des. 2015, 86, 735–744. [Google Scholar] [CrossRef]
- Mingo, B.; Arrabal, R.; Mohedano, M.; Llamazares, Y.; Matykina, E.; Yerokhin, A.; Pardo, A. Influence of sealing post-treatments on the corrosion resistance of PEO coated AZ91 magnesium alloy. Appl. Surf. Sci. 2018, 433, 653–667. [Google Scholar] [CrossRef]
- Imaz, N.; Ostra, M.; Vidal, M.; Díez, J.A.; Sarret, M.; García-lecina, E. Corrosion behaviour of chromium coatings obtained by direct and reverse pulse plating electrodeposition in NaCl aqueous solution. Corros. Sci. 2014, 78, 251–259. [Google Scholar] [CrossRef]
- Heakal, F.E.; Tantawy, N.S.; Shehta, O.S. Influence of chloride ion concentration on the corrosion behavior of Al-bearing TRIP steels. Mater. Chem. Phys. 2011, 130, 743–749. [Google Scholar] [CrossRef]
- Azarniya, A.; Soltaninejad, M.; Zekavat, M.; Bakhshandeh, F.; Madaah Hosseini, H.R.; Amutha, C.; Ramakrishna, S. Application of nanostructured aluminium titanate (Al2TiO5) photocatalyst for removal of organic pollutants from water: Influencing factors and kinetic study. Mater. Chem. Phys. 2020, 256, 123740. [Google Scholar] [CrossRef]
- Khaki, M.R.D.; Shafeeyan, M.S.; Raman, A.A.A.; Daud, W.M.A.W. Application of doped photocatalysts for organic pollutant degradation—A review. J. Environ. Manage. 2017, 198, 78–94. [Google Scholar] [CrossRef]
- Khan, M.M.; Ansari, S.A.; Pradhan, D.; Ansari, M.O.; Han, D.H.; Lee, J.; Cho, M.H. Band gap engineered TiO2 nanoparticles for visible light induced photoelectrochemical and photocatalytic studies. J. Mater. Chem. A 2014, 2, 637–644. [Google Scholar] [CrossRef]
- Bayati, M.R.; Moshfegh, A.Z.; Golestani-Fard, F. Synthesis of narrow band gap (V2O5)x-(TiO2) 1-x nano-structured layers via micro arc oxidation. Appl. Surf. Sci. 2010, 256, 2903–2909. [Google Scholar] [CrossRef]
- Bakhshandeh, F.; Azarniya, A.; Madaah Hosseini, H.R.; Jafari, S. Are aluminium titanate-based nanostructures new photocatalytic materials? Possibilities and perspectives. J. Photochem. Photobiol. A Chem. 2018, 353, 316–324. [Google Scholar] [CrossRef]
- Azarniya, A.; Zekavat, M.; Soltaninejad, M.; Bakhshandeh, F.; Khatiboleslam, S.; Ramakrishna, S. Preparation of nitrogen-doped aluminium titanate (Al2TiO5) nanostructures: Application to removal of organic pollutants from aqueous media. Adv. Powder Technol. 2020, 31, 3328–3341. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Point | Ti (wt.%) | O (wt.%) | Al (wt.%) |
|---|---|---|---|---|
| bath A | 1 | 50.16 | 43.30 | 6.54 |
| 2 | 50.40 | 43.39 | 6.21 | |
| bath B | 3 | 31.26 | 14.31 | 54.42 |
| 4 | 27.26 | 32.1 | 40.03 |
| Sample | icorr (A·cm2) | Ecorr (V) | βc (V/Decade) |
|---|---|---|---|
| bath A—1 h | 4.18 × 10−8 | −0.26 | −0.16 |
| bath B—1 h | 9.87 × 10−9 | −0.23 | −0.12 |
| bath A—24 h | 2.82 × 10−8 | −0.40 | −0.16 |
| bath B—24 h | 1.43 × 10−8 | −0.29 | −0.15 |
| Sample | Rs (Ω·cm2) | Ro (Ω·cm2) | Ri (Ω·cm2) | no | CPEo (S·sn·cm−2) | ni | CPEi (S·sn·cm−2) |
|---|---|---|---|---|---|---|---|
| bath A—1 h | 8.99 | 3.81 × 101 | 3.01 × 106 | 0.93 | 2.30 × 10−5 | 0.51 | 2.30 × 10−5 |
| bath B—1 h | 4.65 | 1.11 × 10−2 | 7.72 × 104 | 0.82 | 2.94 × 10−6 | 0.47 | 4.94 × 10−5 |
| bath A—24 h | 2.17 | 1.84 × 103 | 2.23 × 104 | 0.68 | 6.10 × 10−6 | 0.55 | 1.57 × 10−5 |
| bath B—24 h | 4.31 | 3.32 × 101 | 3.16 × 104 | 0.79 | 4.08 × 10−6 | 0.39 | 1.19 × 10−4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fatimah, S.; Nashrah, N.; Tekin, K.; Ko, Y.G. Improving Corrosion and Photocatalytic Properties of Composite Oxide Layer Fabricated by Plasma Electrolytic Oxidation with NaAlO2. Materials 2022, 15, 7055. https://doi.org/10.3390/ma15207055
Fatimah S, Nashrah N, Tekin K, Ko YG. Improving Corrosion and Photocatalytic Properties of Composite Oxide Layer Fabricated by Plasma Electrolytic Oxidation with NaAlO2. Materials. 2022; 15(20):7055. https://doi.org/10.3390/ma15207055
Chicago/Turabian StyleFatimah, Siti, Nisa Nashrah, Kadir Tekin, and Young Gun Ko. 2022. "Improving Corrosion and Photocatalytic Properties of Composite Oxide Layer Fabricated by Plasma Electrolytic Oxidation with NaAlO2" Materials 15, no. 20: 7055. https://doi.org/10.3390/ma15207055
APA StyleFatimah, S., Nashrah, N., Tekin, K., & Ko, Y. G. (2022). Improving Corrosion and Photocatalytic Properties of Composite Oxide Layer Fabricated by Plasma Electrolytic Oxidation with NaAlO2. Materials, 15(20), 7055. https://doi.org/10.3390/ma15207055