
A Forward Identification Method for High-Temperature Stress–Strain Curves of 7075 Aluminum Alloy Sheet Considering the Necking Stage

Abstract
:1. Introduction
2. Materials and Methods
3. Forward Identification Method for High Temperature Stress–Strain Curves Considering the Necking Stage
3.1. Calculation Method of Average True Stress–Strain Curve Based on Strain Measurement Technology
3.2. Modification of Equivalent Stress–Strain Curves
3.3. High-Temperature Flow Curve of 7075 Aluminum Alloy
4. Result and Discussion
4.1. Establishment of Coupled Viscoplastic–Damage Constitutive Model
4.2. Finite Element Simulation of Hot Tensile Testing
5. Conclusions
- (1)
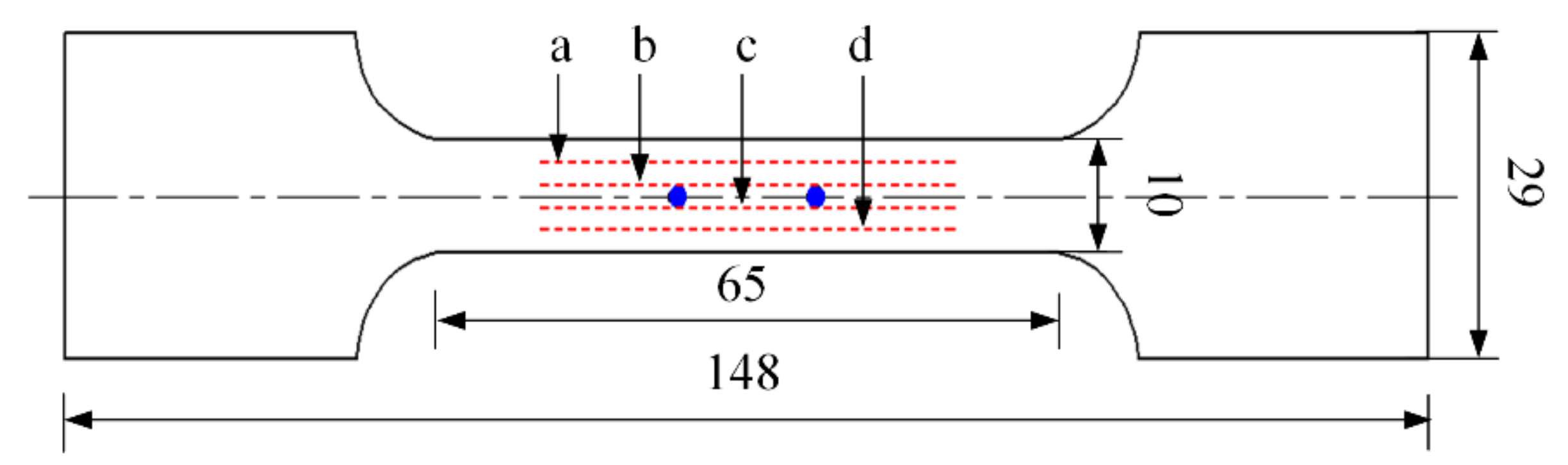
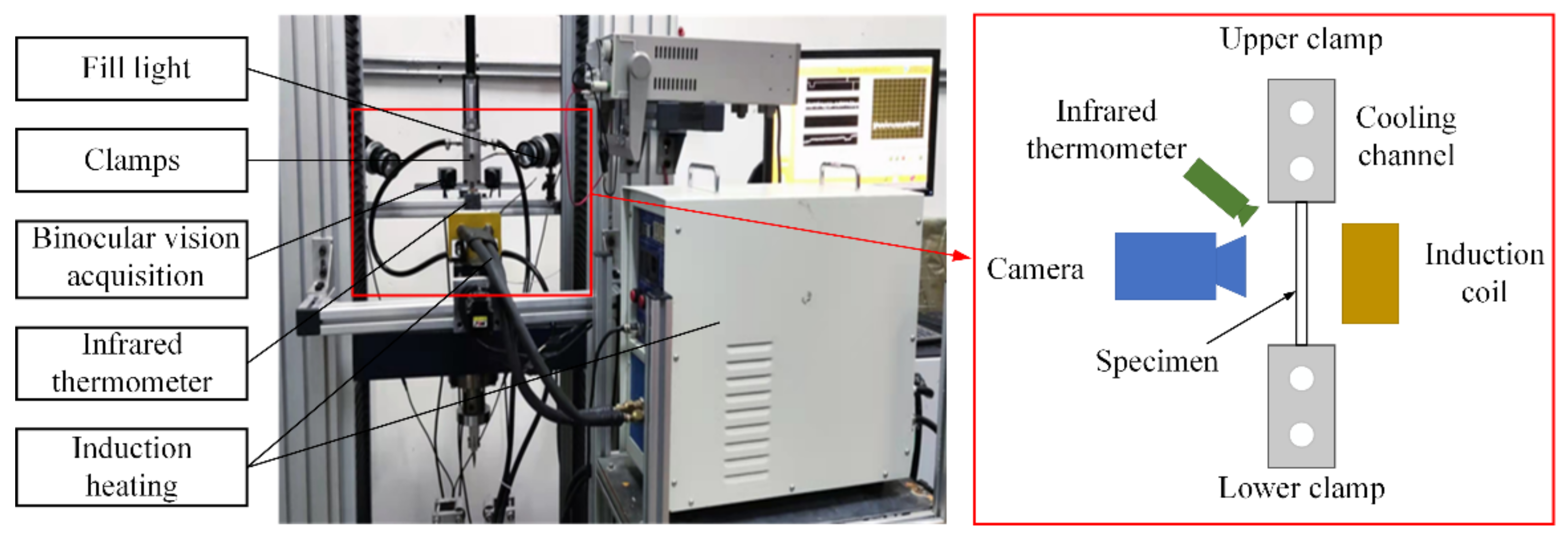
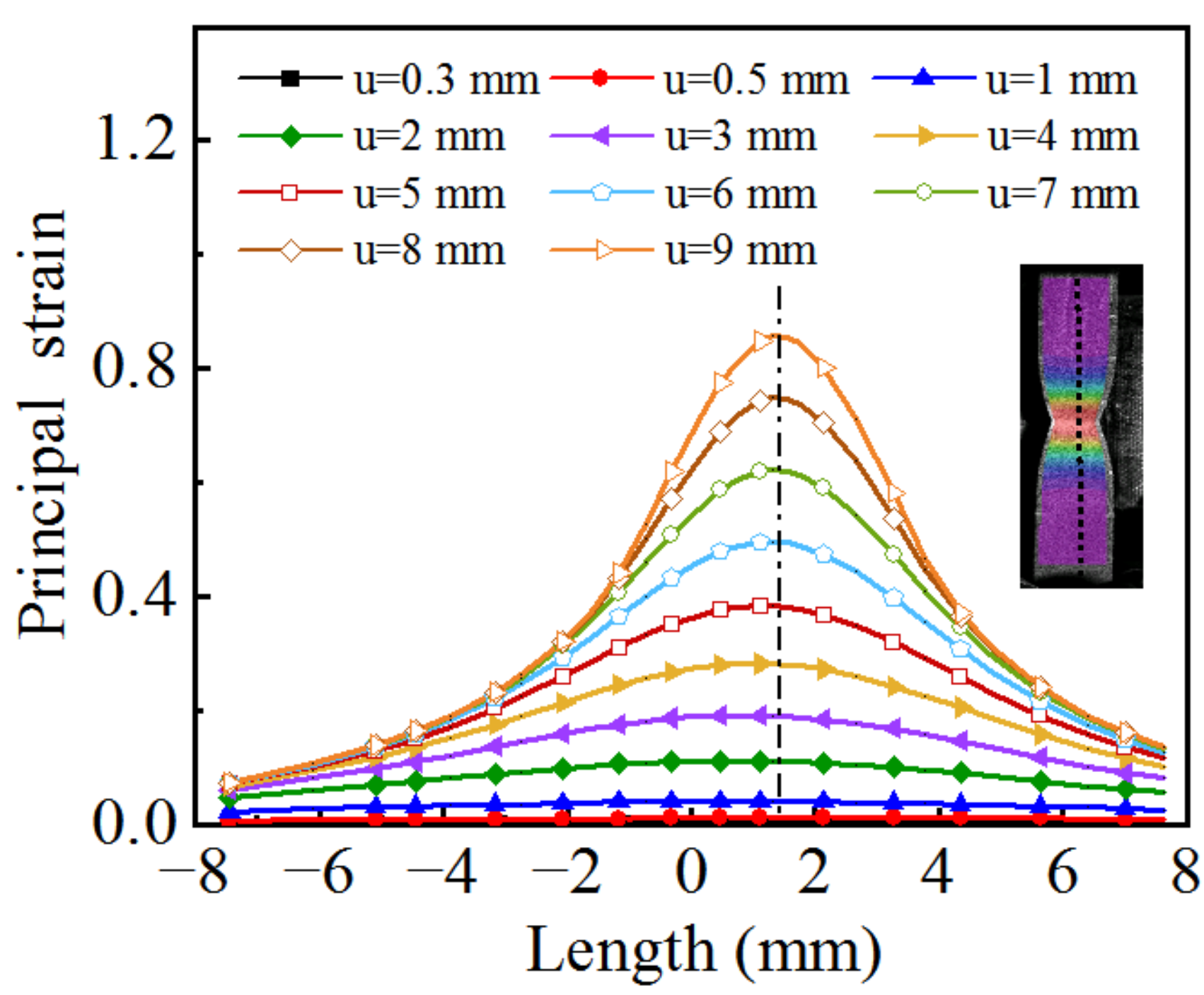
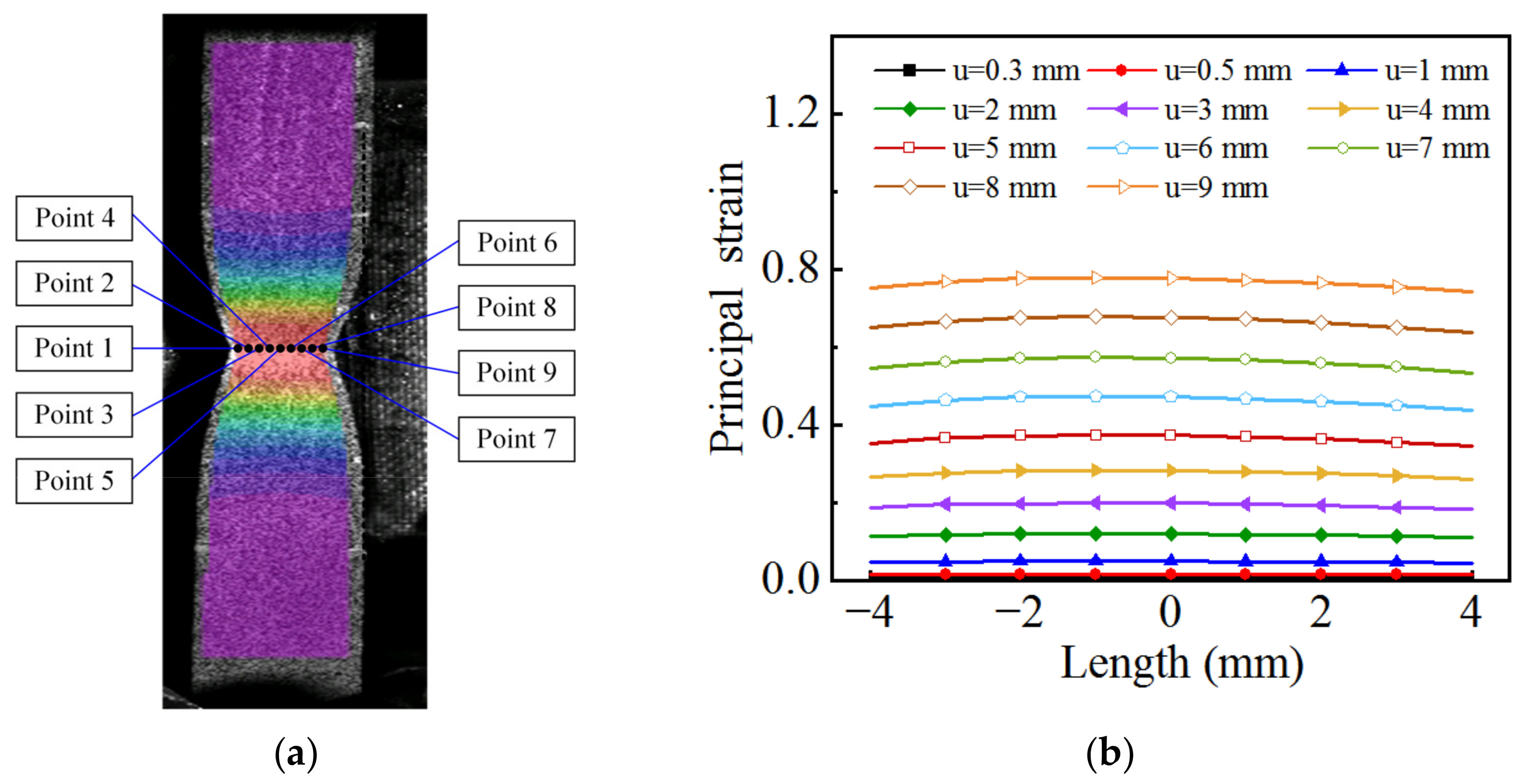
- With the aid of DIC measurement technology, the strain field distribution on the specimen surface during hot tensile process is obtained. Based on the local strain field of the minimum cross-section of the necking region, the average axial true stress–strain curve is obtained.
- (2)
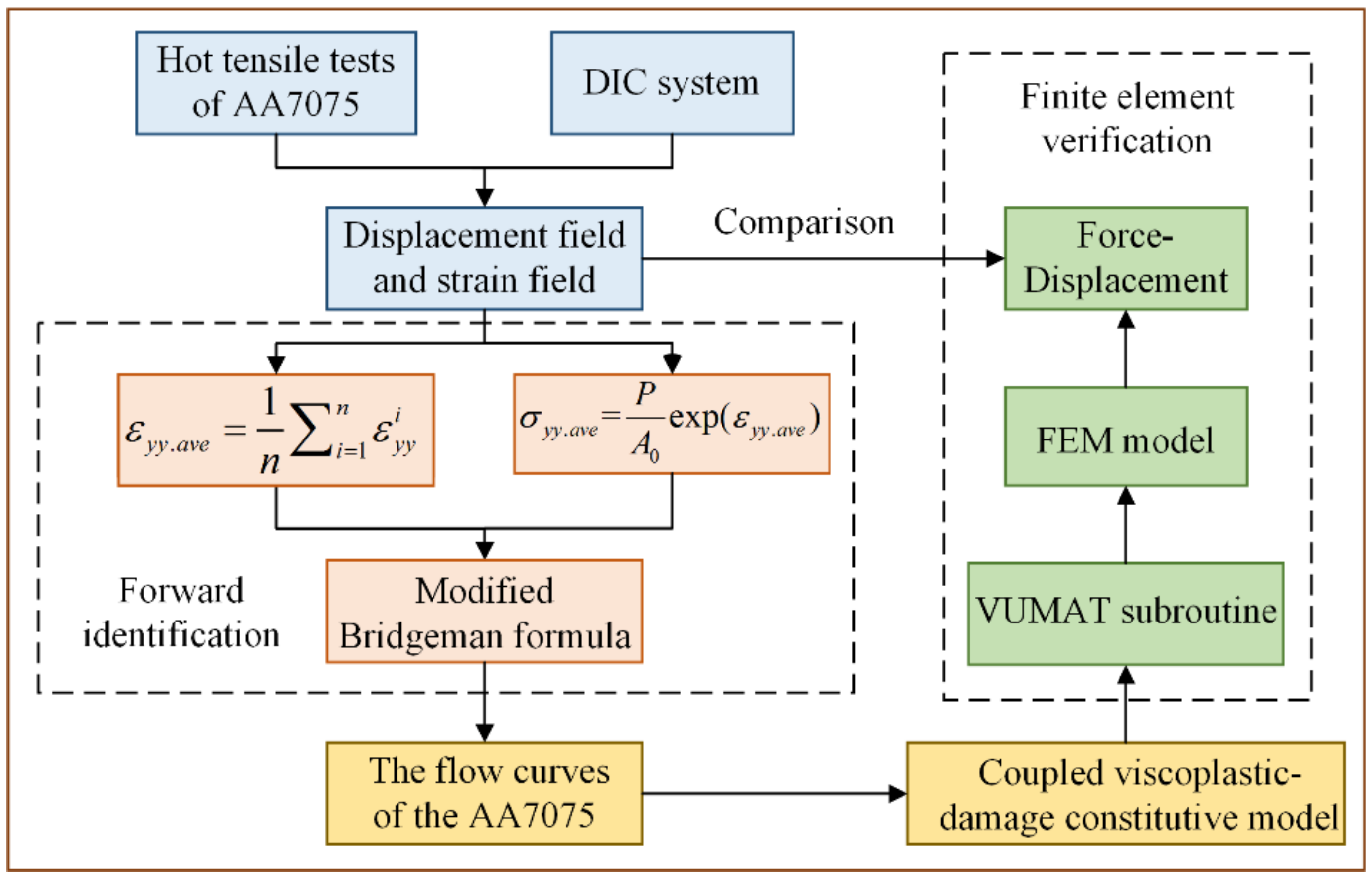
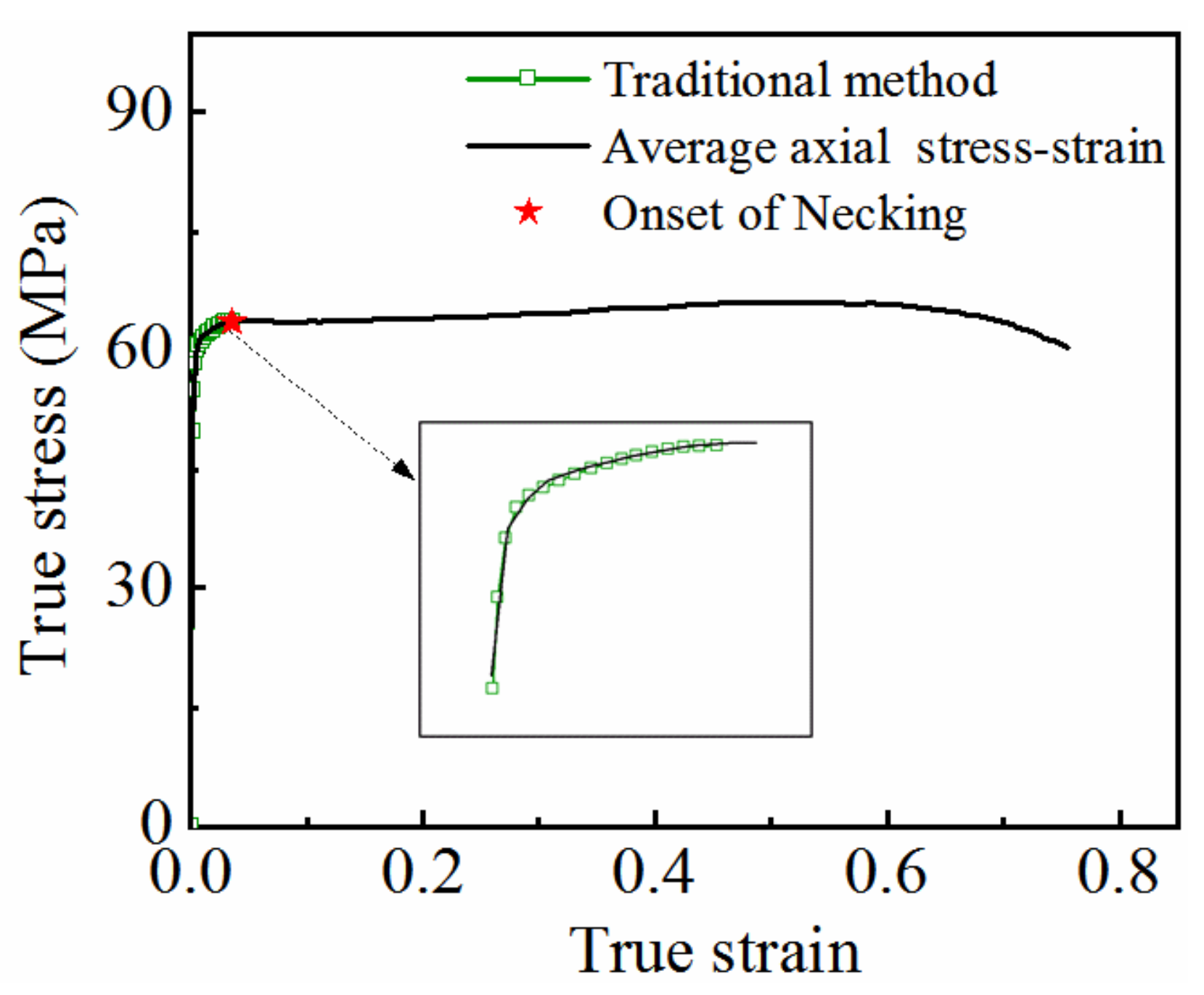
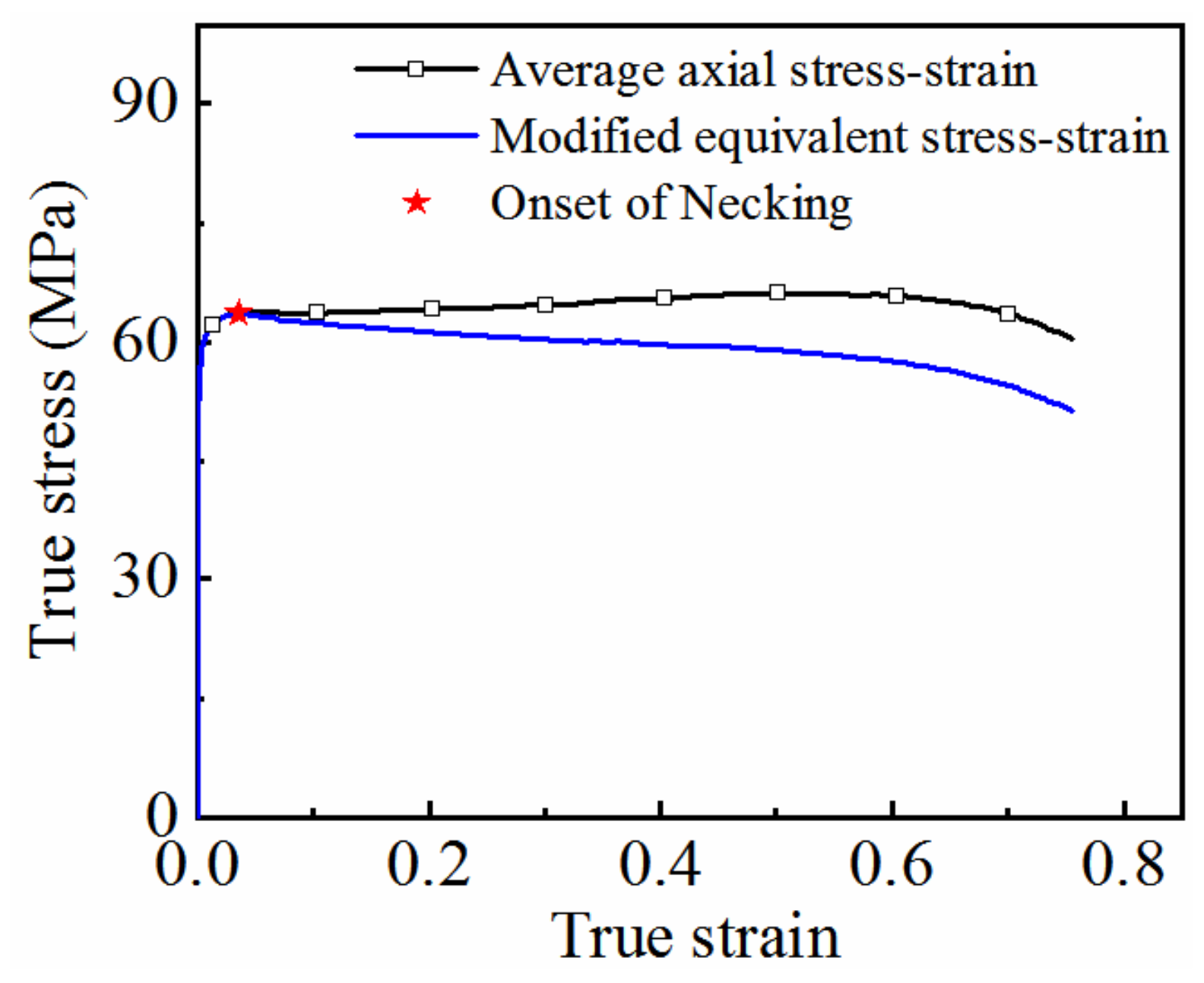
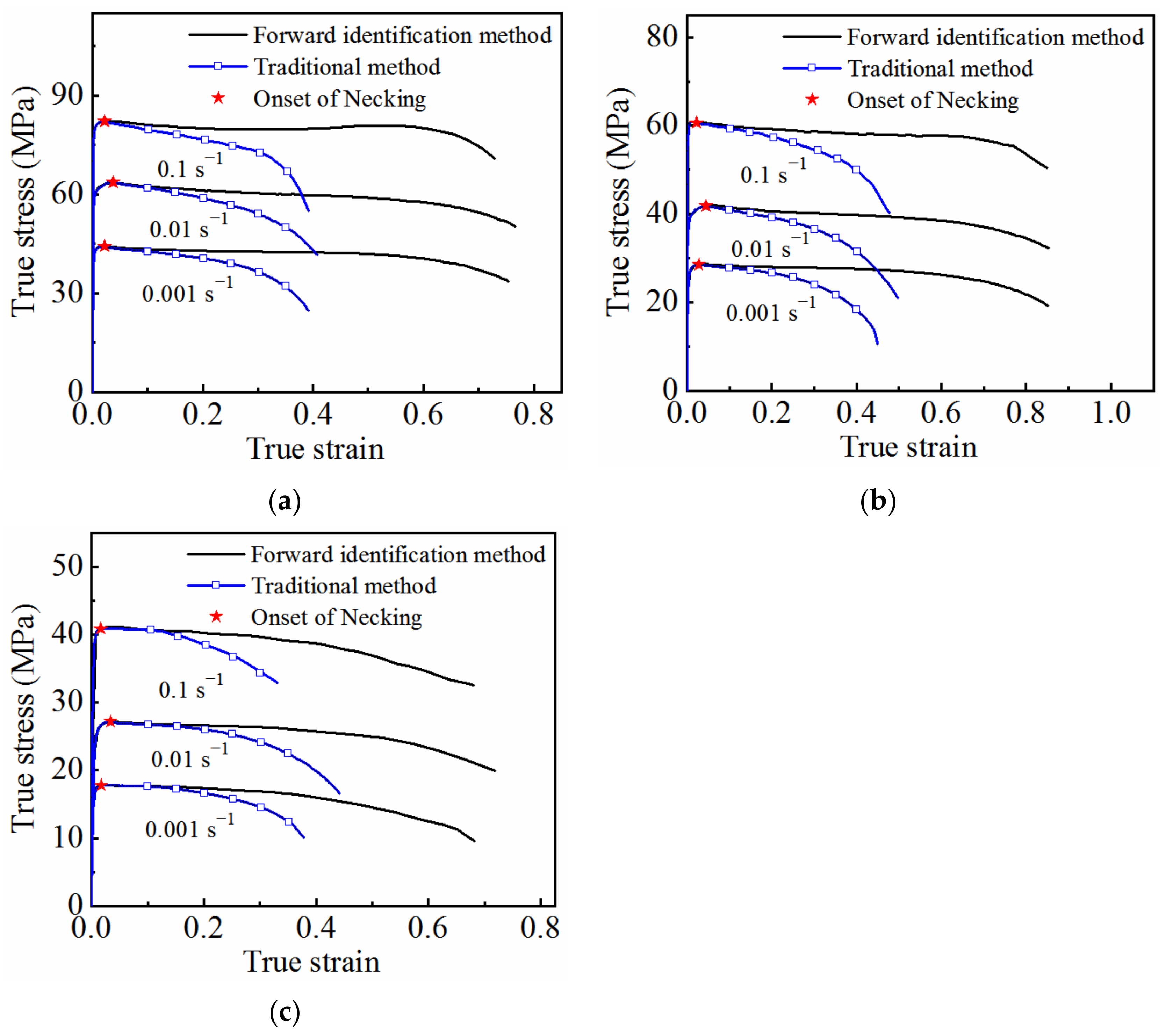
- Considering the change in the stress state after necking, the average axial true stress–strain curve is modified using the modified Bridgeman formula, and the equivalent stress–strain curve including the diffuse necking stage is obtained. Compared with the uniform deformation calculation method, the range of the stress–strain curve is significantly increased, and the effective strain range is expanded from 0–0.05 to 0–0.8, indicating that this method can be used to effectively determine the stress–strain curve in a large strain range.
- (3)
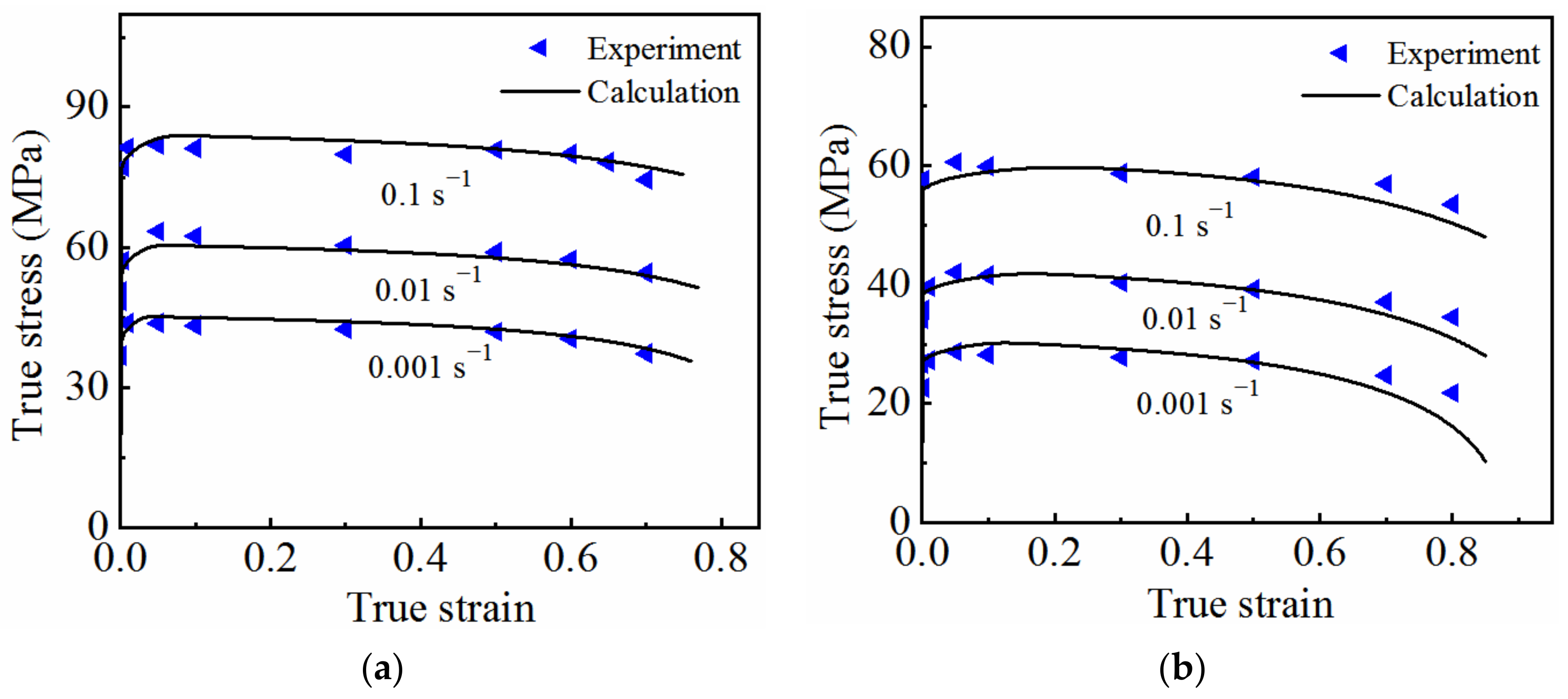
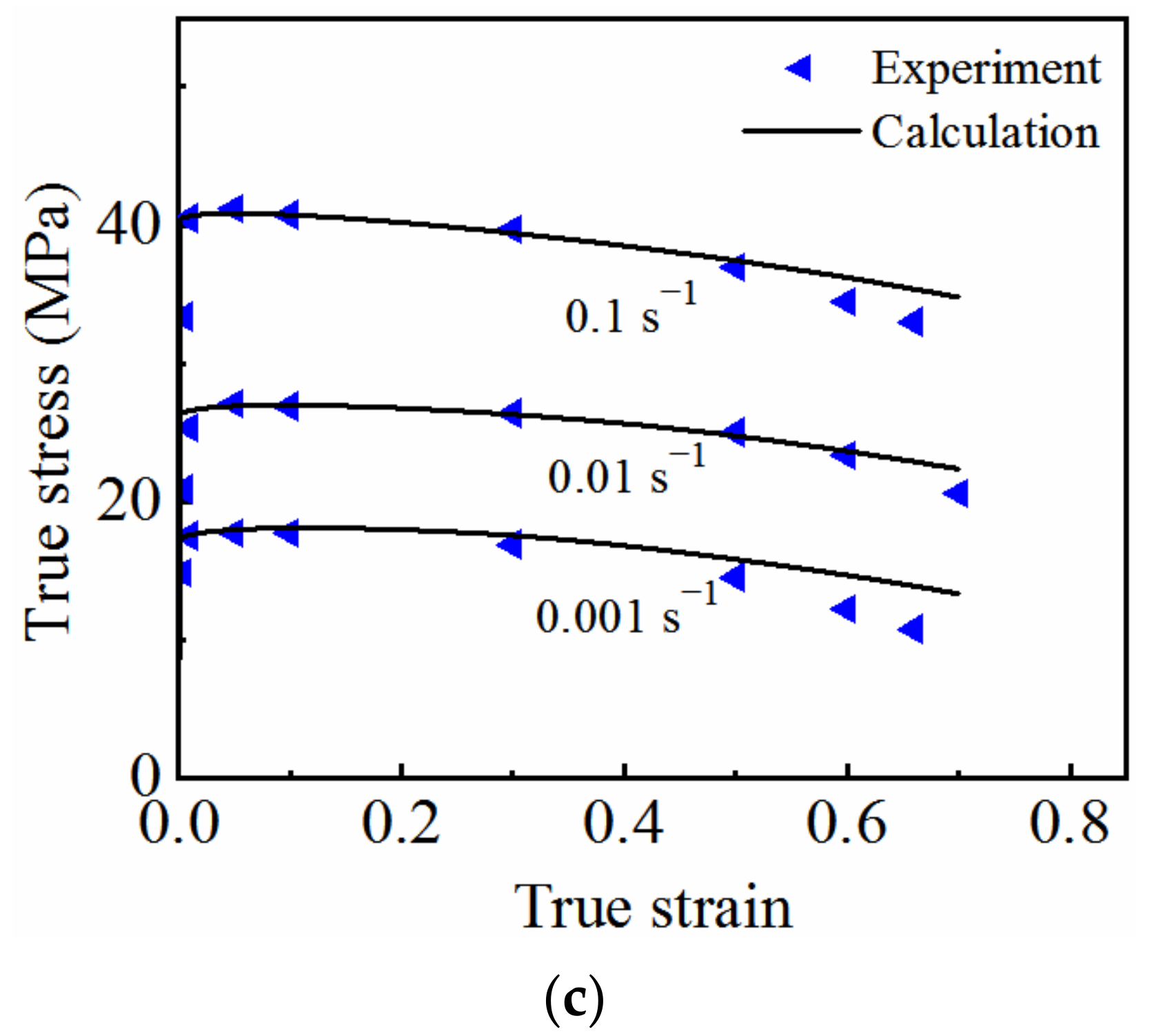
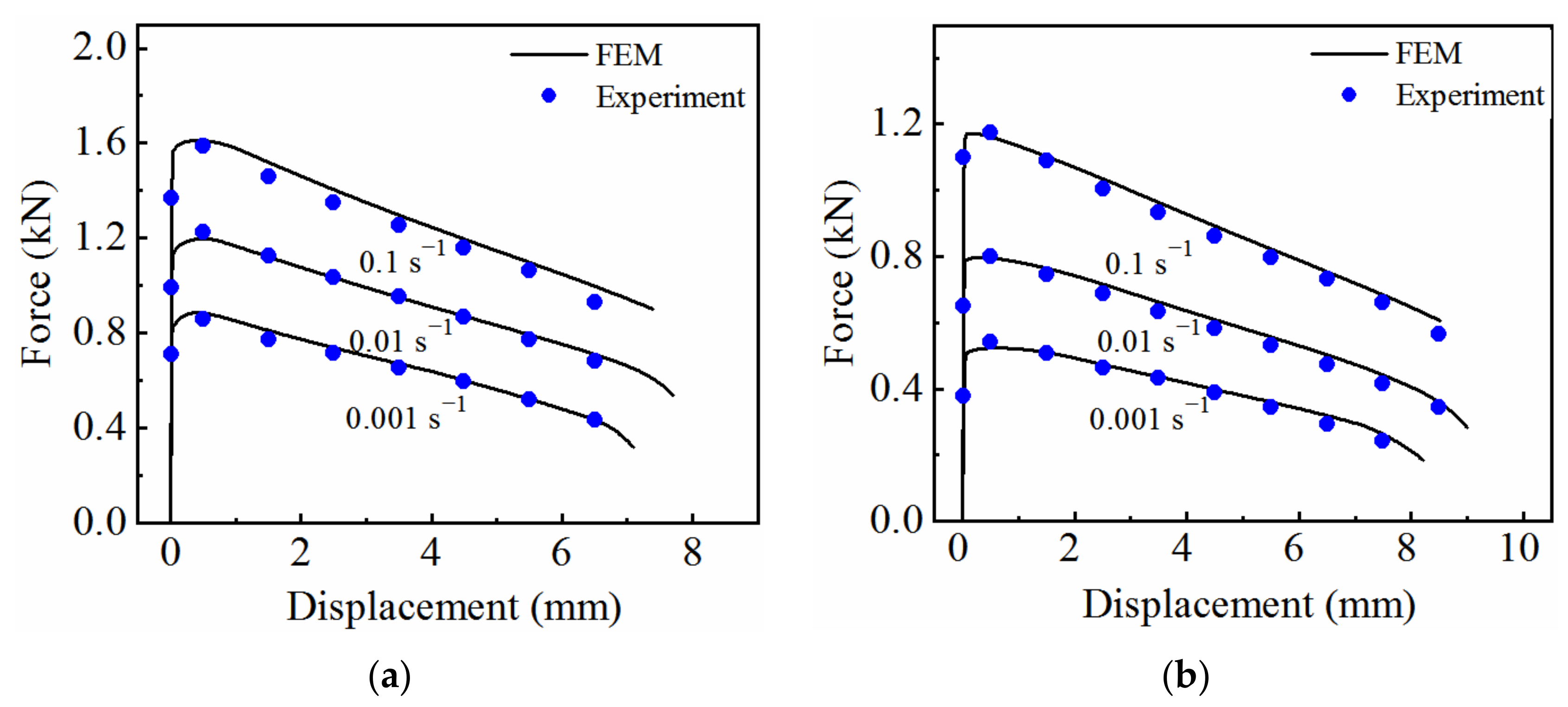
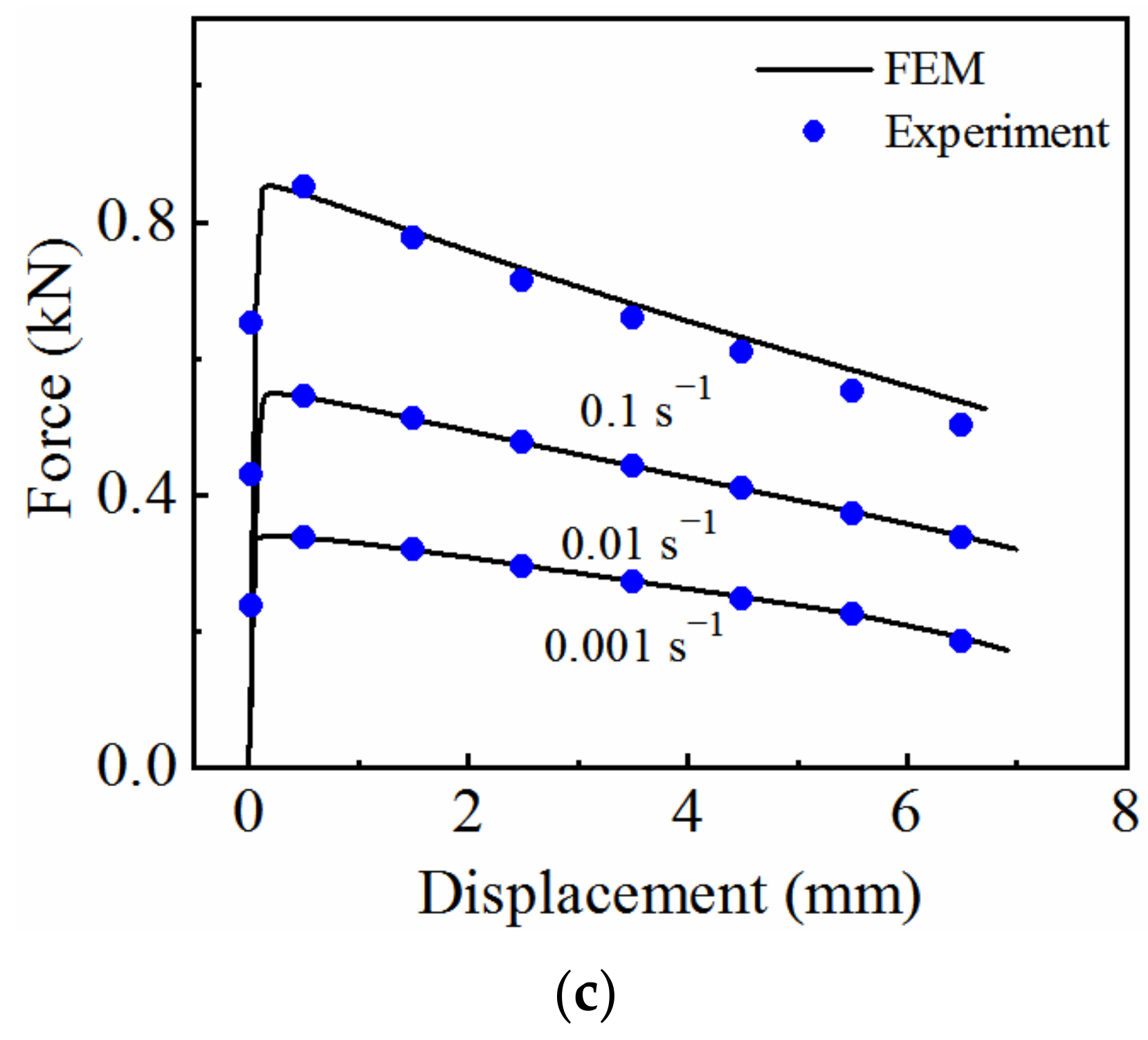
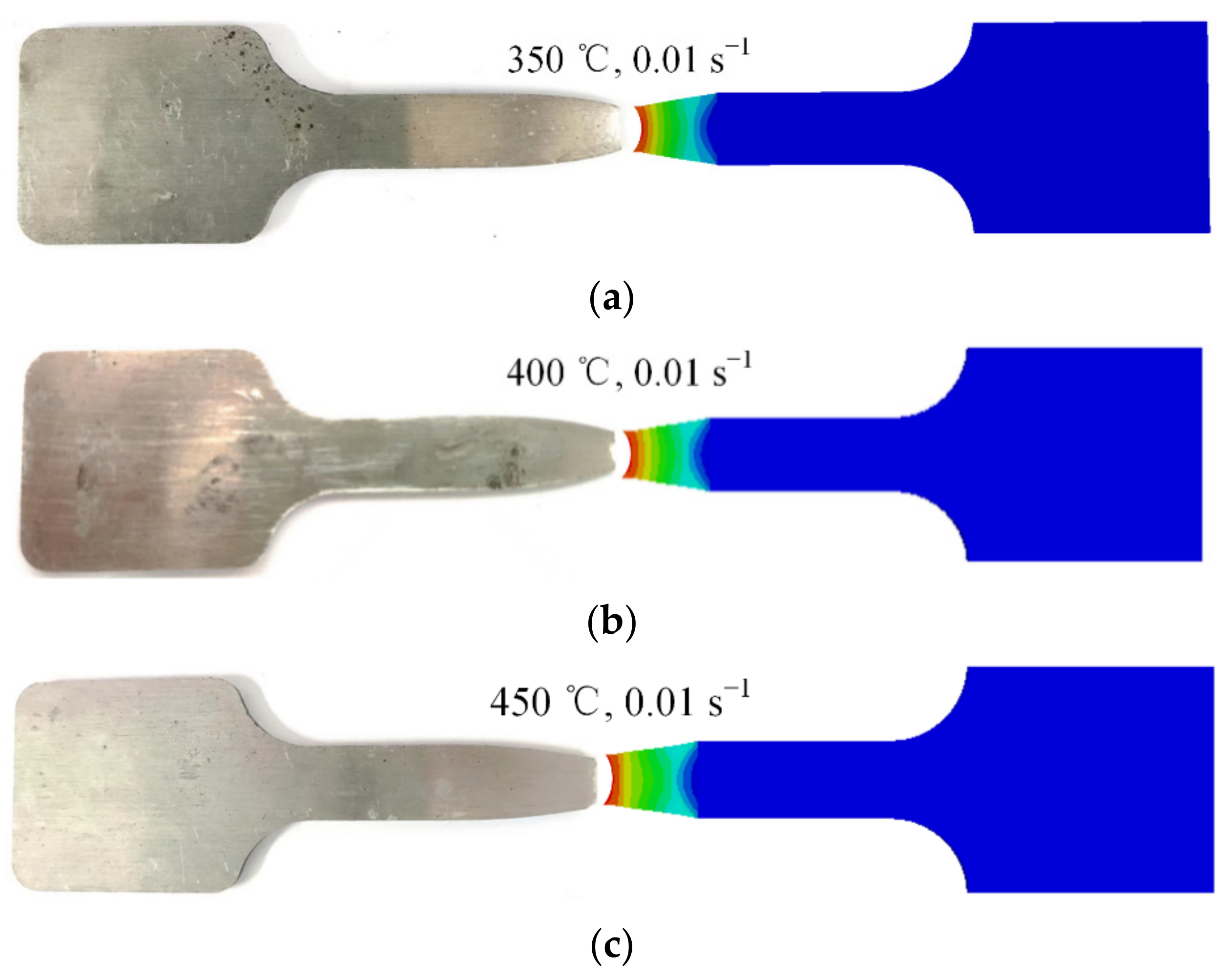
- Based on the high-temperature equivalent stress–strain curve obtained using the forward identification method, a coupled viscoplastic–damage constitutive model is established, and embedded into the finite element model for the purposes of simulation analysis. The relative error of simulated and experimental force–displacement curves is 2.4%, and the geometrical size of the necking region obtained by simulation is consistent with the experiment, indicating that the obtained curve is well able to describe the high-temperature flow behavior of 7075 aluminum alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, H.X.; Fakir, O.E.; Wang, L.; Politis, D.J.; Li, Z. Forming limit prediction for hot stamping processes featuring non-isothermal and complex loading conditions. Int. J. Mech. Sci. 2017, 131–132, 792–810. [Google Scholar] [CrossRef]
- Chen, G.L.; Chen, M.H.; Wang, N.; Sun, J. Hot forming process with synchronous cooling for AA2024 aluminum alloy and its application. Int. J. Adv. Manuf. Technol. 2016, 86, 133–139. [Google Scholar] [CrossRef]
- Ghiotti, A.; Simonetto, E.; Bruschi, S. Influence of process parameters on tribological behaviour of AA7075 in hot stamping. Wear 2019, 426–427, 348–356. [Google Scholar] [CrossRef]
- Tu, S.W.; Ren, X.B.; He, J.Y.; Zhang, Z.L. Stress–strain curves of metallic materials and post-necking strain hardening characterization: A review. Fatigue Fract. Eng. Mater. Struct. 2019, 43, 3–19. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.; Song, Y.L.; Hua, L.; Zheng, K.L.; Dai, D.G. Thermal deformation behavior and processing maps of 7075 aluminum alloy sheet based on isothermal uniaxial tensile tests. J. Alloys Compd. 2018, 767, 856–869. [Google Scholar] [CrossRef]
- Wang, S.; Luo, J.R.; Hou, L.G.; Zhang, J.S.; Zhuang, L.Z. Physically based constitutive analysis and microstructural evolution of AA7050 aluminum alloy during hot compression. Mater. Des. 2016, 107, 277–289. [Google Scholar] [CrossRef]
- Kim, H.K.; Yoon, J.W.; Chung, K.; Lee, M.G. A multiplicative plastic hardening model in consideration of strain softening and strain rate: Theoretical derivation and characterization of model parameters with simple tension and creep test. Int. J. Mech. Sci. 2020, 187, 105913. [Google Scholar] [CrossRef]
- Zhang, Z.L.; Hauge, M.; Ødegård, J.; Thaulow, C. Determining material true stress-strain curve from tensile specimens with rectangular cross-section. Int. J. Solids Struct. 1999, 36, 3497–3516. [Google Scholar] [CrossRef]
- Jenik, I.; Kubik, P.; Sebek, F.; Hulka, J.; Petruska, J. Sequential simulation and neural network in the stress-strain curve identification over the large strains using tensile test. Arch. Appl. Mech. 2017, 87, 1077–1093. [Google Scholar] [CrossRef]
- Roth, C.C.; Mohr, D. Determining the strain to fracture for simple shear for a wide range of sheet metals. Int. J. Mech. Sci. 2018, 149, 224–240. [Google Scholar] [CrossRef]
- Eller, T.K.; Greve, L.; Andres, M.; Medricky, M.; Meinders, V.T.; Van Den Boogaard, A.H. Determination of strain hardening parameters of tailor hardened boron steel up to high strains using inverse FEM optimization and strain field matching. J. Mater. Process. Technol. 2016, 228, 43–58. [Google Scholar] [CrossRef]
- Rossi, M.; Lattanzi, A.; Barlat, F. A general linear method to evaluate the hardening behaviour of metals at large strain with full-field measurements. Strain 2018, 54, e12265. [Google Scholar] [CrossRef]
- Pham, Q.T.; Trung, N.T.; Ha, J.J.; Kim, Y.S. Hybrid fitting-numerical method for determining strain-hardening behavior of sheet metals. Mech. Mater. 2021, 161, 104031. [Google Scholar] [CrossRef]
- Zhong, J.R.; Xu, T.; Guan, K.S.; Szpunar, J.A. An improved procedure for acquiring yield curves over a large range of strains. J. Strain. Anal. Eng. Des. 2019, 54, 227–235. [Google Scholar] [CrossRef]
- Rong, H.; Hu, P.; Ying, L.; Hou, W.B.; Zhang, J.H. Thermal forming limit diagram (TFLD) of AA7075 aluminum alloy based on a modified continuum damage model: Experimental and theoretical investigations. Int. J. Mech. Sci. 2019, 156, 59–73. [Google Scholar] [CrossRef]
- Luo, R.; Cao, Y.; Bian, H.K.; Chen, L.L.; Peng, C.T.; Cao, F.Y.; Yang, L.X.; Qiu, Y.; Xu, Y.J.; Chiba, A.; et al. Hot workability and dynamic recrystallization behavior of a spray formed 7055 aluminum alloy. Mater. Charact. 2021, 178, 111203. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhu, X.H.; Dong, W.Y.; Yang, H.; Xiao, Y.W.; Kothunde, N. Effects of deformation parameters and stress triaxiality on the fracture behaviors and microstructural evolution of an Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2020, 832, 154988. [Google Scholar] [CrossRef]
- Marth, S.; Häggblad, H.-Å.; Oldenburg, M.; Östlund, R. Post necking characterisation for sheet metal materials using full field measurement. J. Mater. Process. Technol. 2016, 238, 315–325. [Google Scholar] [CrossRef]
- Siegmann, P.; Cordero, C.; Montero, R. Experimental approach for the determination of the Bridgman’s necking parameters. Meas. Sci. Technol. 2019, 30, 114003. [Google Scholar] [CrossRef]
- Audoly, B.; Hutchinson, J.W. Analysis of necking based on a one-dimensional model. J. Mech. Phys. Solids 2016, 97, 68–91. [Google Scholar] [CrossRef]
- Paul, S.K.; Roy, S.; Sivaprasad, S.; Tarafder, S. A Simplified procedure to determine post-necking true stress-strain curve from uniaxial tensile test of round metallic specimen using DIC. J. Mater. Eng. Perform. 2018, 27, 4893–4899. [Google Scholar] [CrossRef]
- Li, J.R.; Yang, G.B.; Siebert, T.; Shi, M.F.; Yang, L. A method of the direct measurement of the true stress-strain curve over a large strain range using multi-camera digital image correlation. Opt. Lasers Eng. 2018, 107, 194–201. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Cr | Fe | Mn | Zr | Ti | Si | Al |
|---|---|---|---|---|---|---|---|---|---|
| 5.48 | 2.3 | 1.52 | 0.21 | 0.16 | 0.03 | 0.01 | 0.03 | 0.11 | >90.1 |
| Parameter | Result | Parameter | Result | Parameter | Result |
|---|---|---|---|---|---|
| K0 (MPa) | 3.2717 | D10 (MPa) | 2.462 | A0 (MPa) | 2.2171 × 10−8 |
| QK (J·mol−1) | 1.7592 × 104 | QD1 (J·mol−1) | 2.2121 × 104 | QA (J·mol−1) | 1.0330 × 105 |
| k0 (MPa) | 4.4603 × 10−7 | D20 (MPa) | 0.3090 | n2 | 8.41 |
| Qk (J·mol−1) | 8.9094 × 104 | QD2 (J·mol−1) | 0.5539 × 104 | d1 | 0.0831 |
| B0 (MPa) | 0.1528 | D30 (MPa) | 0.3211 | d2 | 2.6079 |
| QB (J·mol−1) | 2.2869 × 104 | QD3 (J·mol−1) | 5.3223 × 103 | d3 | 3.3734 |
| C0 (MPa) | 3.1797 × 103 | E0 (MPa) | 22.2232 | n1 | 5.13 |
| QC (J·mol−1) | 1.2463 × 104 | QE (J·mol−1) | 3.9548 × 104 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, D.; Duan, Y.; Guan, Y.; Pu, S. A Forward Identification Method for High-Temperature Stress–Strain Curves of 7075 Aluminum Alloy Sheet Considering the Necking Stage. Materials 2022, 15, 7093. https://doi.org/10.3390/ma15207093
Yao D, Duan Y, Guan Y, Pu S. A Forward Identification Method for High-Temperature Stress–Strain Curves of 7075 Aluminum Alloy Sheet Considering the Necking Stage. Materials. 2022; 15(20):7093. https://doi.org/10.3390/ma15207093
Chicago/Turabian StyleYao, Dan, Yongchuan Duan, Yingping Guan, and Shilong Pu. 2022. "A Forward Identification Method for High-Temperature Stress–Strain Curves of 7075 Aluminum Alloy Sheet Considering the Necking Stage" Materials 15, no. 20: 7093. https://doi.org/10.3390/ma15207093
APA StyleYao, D., Duan, Y., Guan, Y., & Pu, S. (2022). A Forward Identification Method for High-Temperature Stress–Strain Curves of 7075 Aluminum Alloy Sheet Considering the Necking Stage. Materials, 15(20), 7093. https://doi.org/10.3390/ma15207093