1. Introduction
Continuous fibre-reinforced thermoplastic composites (TPC) are well established in industrial applications [
1]. The main advantages of using thermoplastic matrix systems are an increased impact resistance [
2], shorter cycle times in forming processes [
3] and a wide range of available joining technologies for multi-material assemblies (cf. [
4,
5]). The high specific mechanical properties with adjustable direction-dependent stiffness behaviour especially enable a load-compliant design [
6], which can be achieved by aligning the fibre direction of uni-directional single layers of TPC with the loading direction. However, handling and manufacturing of TPC typically result in process-induced fibre reorientation phenomena. Particularly joining or forming processes often involve large deformations which are accompanied by local fibre rearrangements such as wrinkles and discontinuities [
7] or fibre reorientation and fibre fractures in the joining area [
8,
9,
10,
11,
12]. Process-induced fibre reorientations are well investigated for short fibre applications, where injection moulding is used and a method for manipulation under magnetic fields is already available [
13,
14]. Discontinuities and reorientation of fibres resulting from moulding, forming and joining processes are the main source of uncertainties concerning the load-bearing capabilities of structural TPC components. Therefore, the prediction of such effects will allow for a more effective design process. Additionally, a more precise determination of process parameters is enabled, regarding, e.g., tool velocity and design, applied pressure, and process temperature aiming improved structural stiffness and strength while eliminating trial and error procedures. Furthermore, process simulations for the assessment of mixing phenomena on micro scale are carried out [
15]. Within the simulations the influence of the shape mixing structure to the improvement of the mixing index is shown.
For the numerical modelling of complex forming processes needs to consider interactions between tool, fibres, and the molten thermoplastic matrix. The tool motion induced displacements of fibres and molten matrix. Furthermore, the interaction of viscous matrix and flexible fibres is driven by squeeze flow and percolation phenomena [
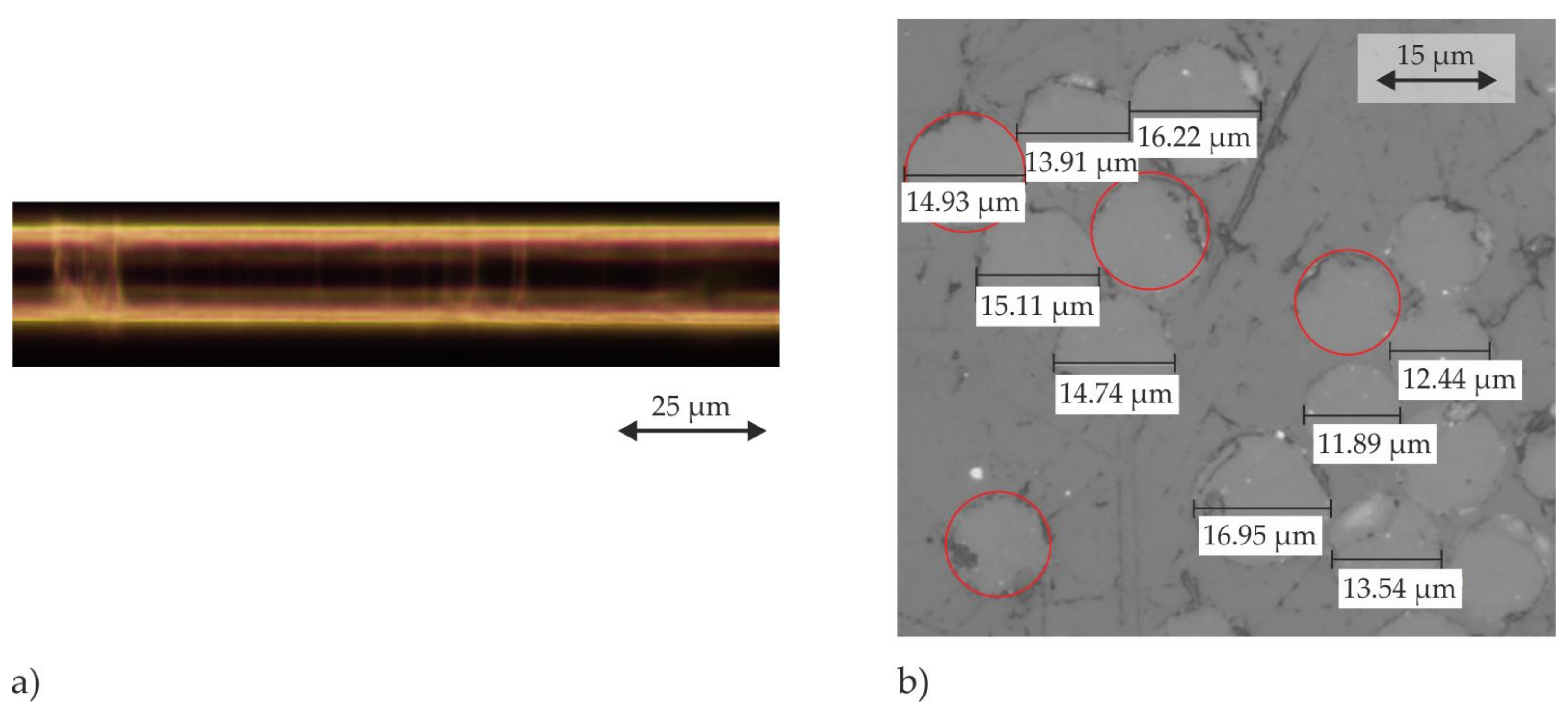
16]. A prediction of the fibre behaviour under these flow conditions is a crucial aspect for complex process simulations to identify local regions of low fibre volume contents and diverging fibre orientations. Therefore, suitable numerical modelling strategies to describe the fluid-structure-interaction (FSI) have to be identified investigated. In the presented work the FSI between a flexible glass fibre (GF) (
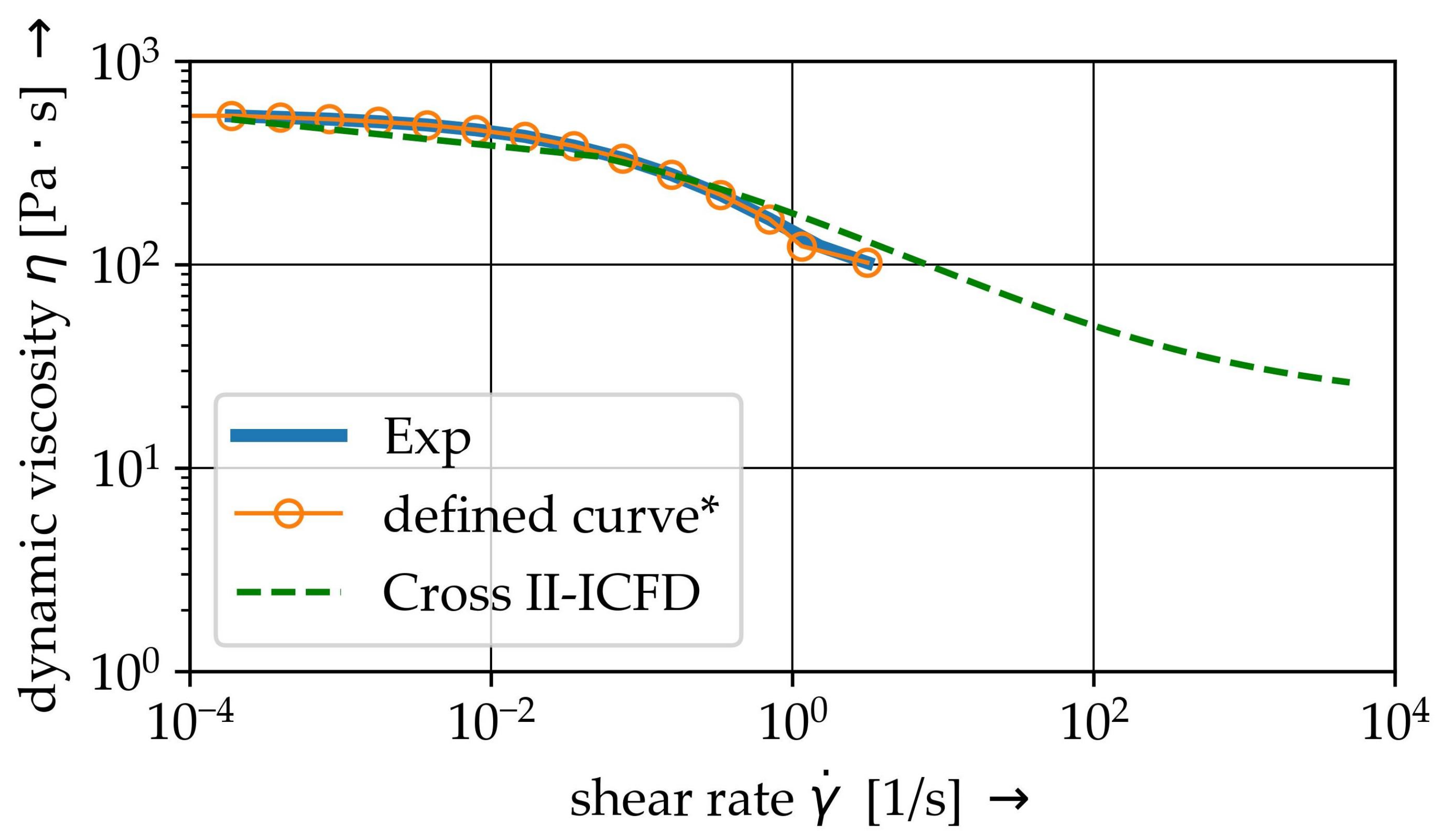
73 GPa) and a highly viscous thermoplastic polypropylene (PP) melt (
200 Pa · s) is considered. Due to the high viscous melt and the flexible fibres the term of fibre-matrix-interaction (FMI) is introduced.
Available literature involving experimental investigations is mostly focused on analytical models and phenomenological descriptions for short and long fibres. For this purpose, a Couette flow is frequently used to investigate the fibre behaviour in shear flows [
17,
18]. The fibre length dependent deformation behaviour is mainly affected by bending and reorientation as presented in [
19]. It was shown, that for short fibres a springy rotation of the whole fibre occurs. Whereas, with increasing fibre length, bending phenomena of the fibre ending in flow direction occur and propagate along the fibre, leading to, e.g., snake rotations. When the fibre exceeds a critical length a helix rotation can be observed [
19].
Numerical investigations of flexible fibres in shear flows mainly focus short or long fibres. A distinction has to be made between single fibre [
20,
21,
22] and multiple fibre modelling setups [
18,
23]. Established methods for fibre modelling are beam elements [
21,
23] or interlinked rigid spheres allowing elongation, bending, and twisting by a bear-spring chain model [
20] or ball socket connection [
24]. Instead of rigid spheres cylindrical segments can also be used [
22,
25,
26,
27]. There, linking is realised by ball and socket joints [
22,
25] or a viscoelastic material model [
27]. For FSI one-way coupling between flexible structures and the shear flow is implemented by the immersed boundary method. In [
18], flexible joints were used considering fibre breakage by bending. The input parameter of the critical bending radius was determined experimentally. A drawback of this modelling approach is that deformation due to tension, compression or shear can not be considered.
Furthermore, for more technological investigations, such as wind turbine blades, numerical studies are carried out in [
28] to asses computational methods.
Flexible biological structures in flows of water are presented in [
29]. The flow is directed transversely to the structures leading to bending superimposed by natural buoyancy. An analytical model relates the deformation behaviour with flow velocity, stiffness, and drag of the structure in a laminar flow.
Experimental and numerical setups typically use either Couette or laminar flows. For investigations of FMI in a Couette flow and fibres with a length above 20 mm the three dimensional (3D) reorientation has to be considered [
19]. Test setups for fibres in a laminar flow require a surrogate fluid for simplifying the test setups (e.g., heater, lower temperatures), which leads to a lack of information caused by the difference in the shear rate induced behaviour of the surrogate fluid and the thermoplastic matrix. Furthermore, forming and joining processes often imply flow processes perpendicular to fibre orientation leading to bending in the joining zone.
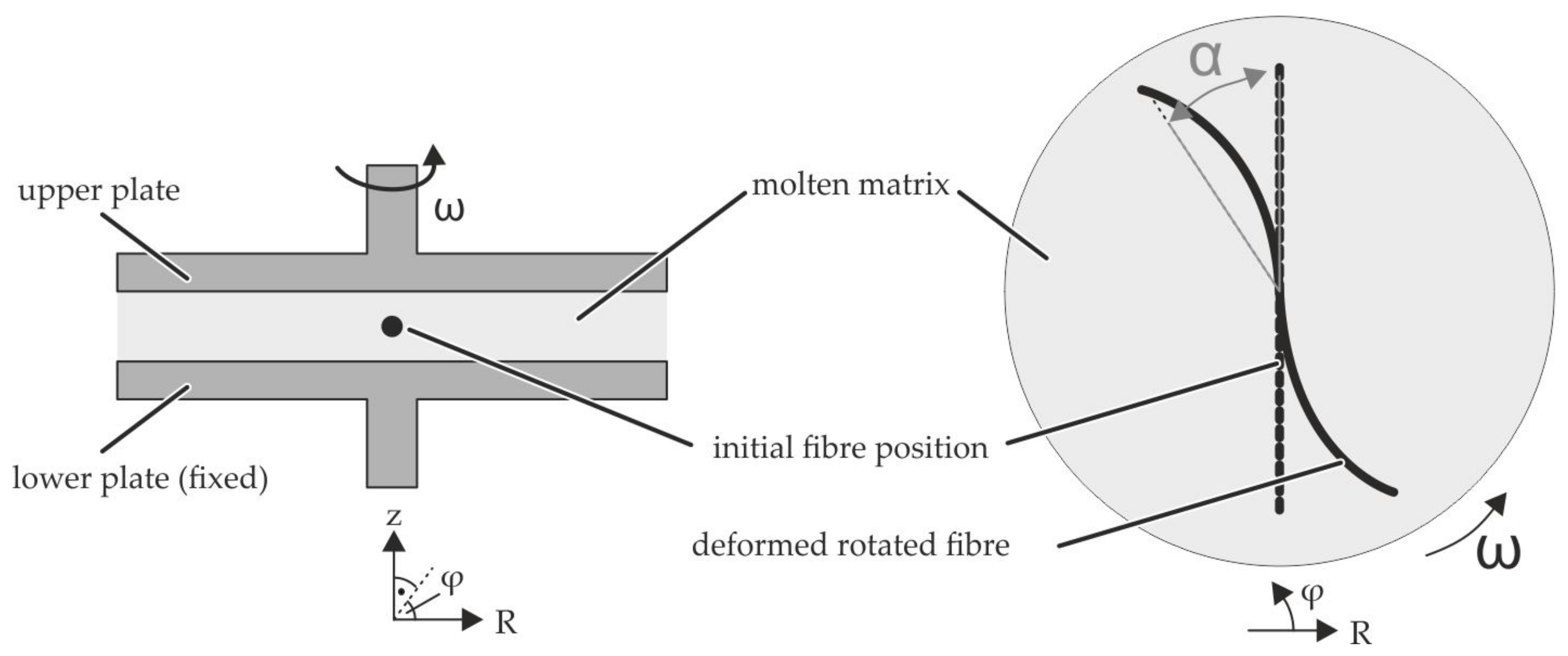
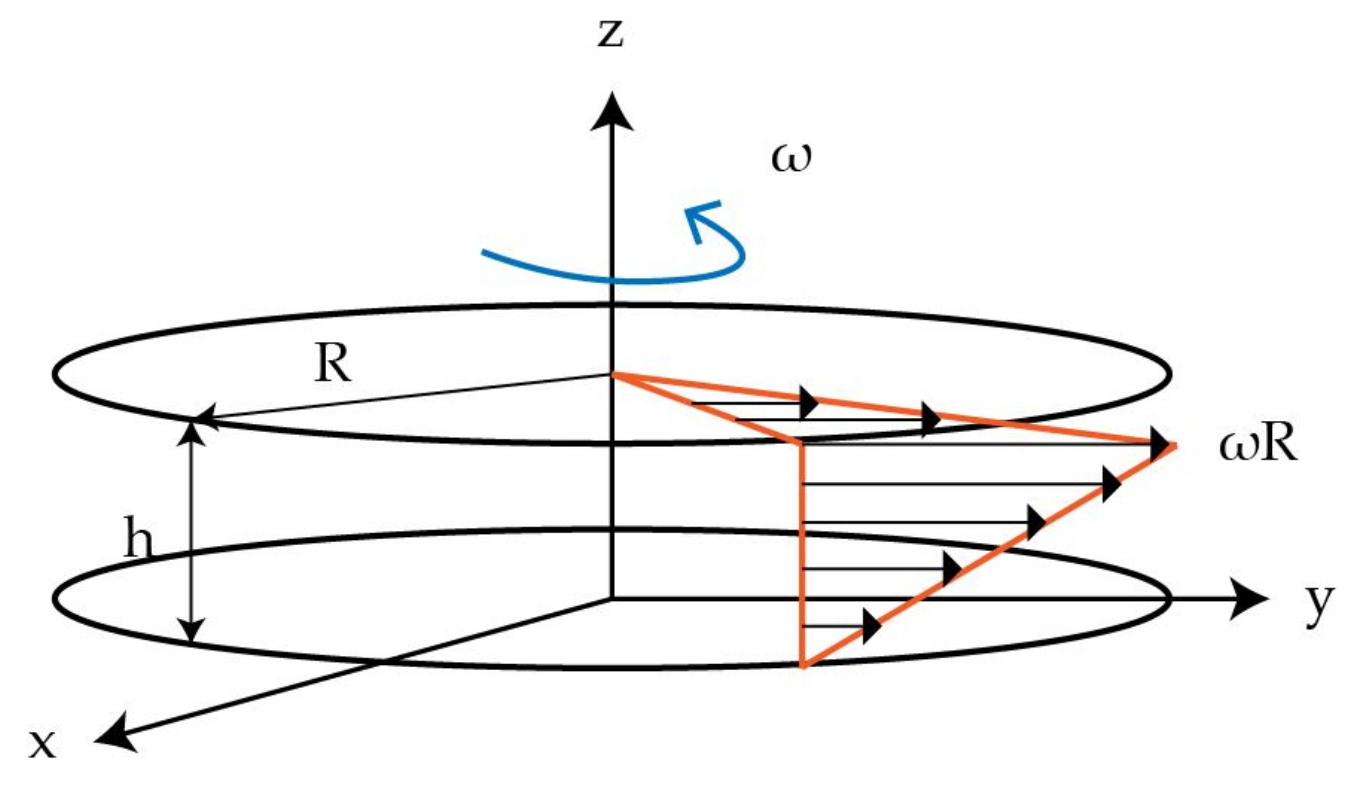
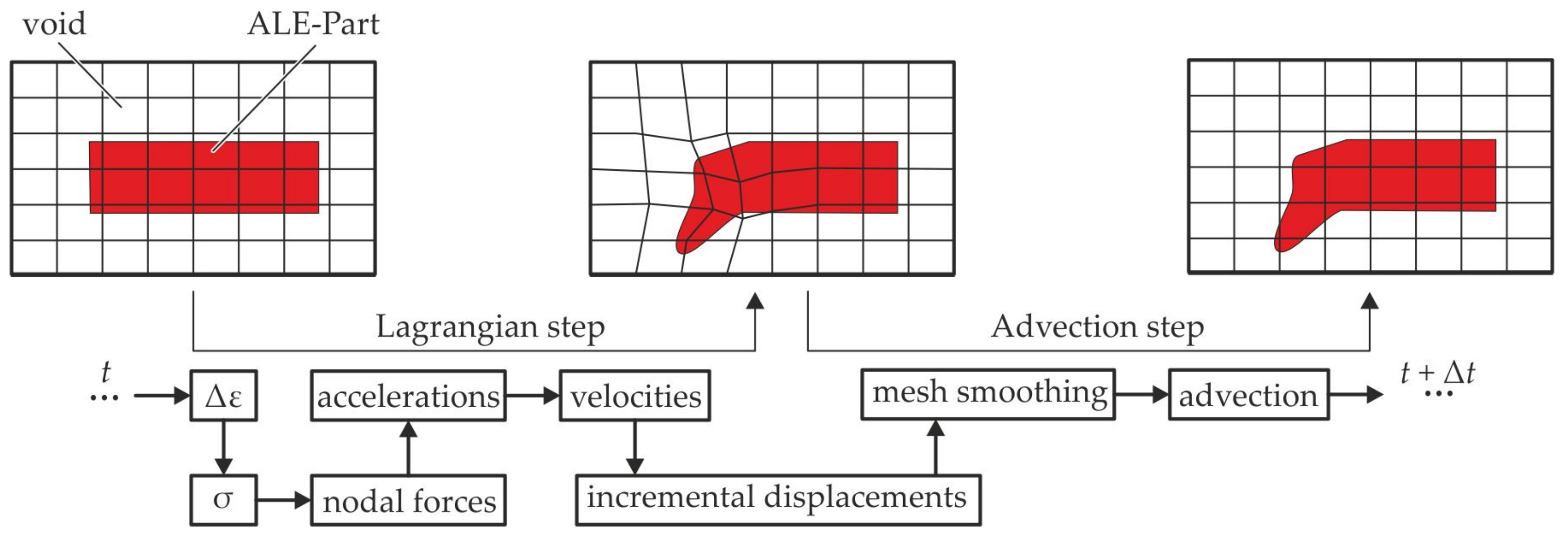
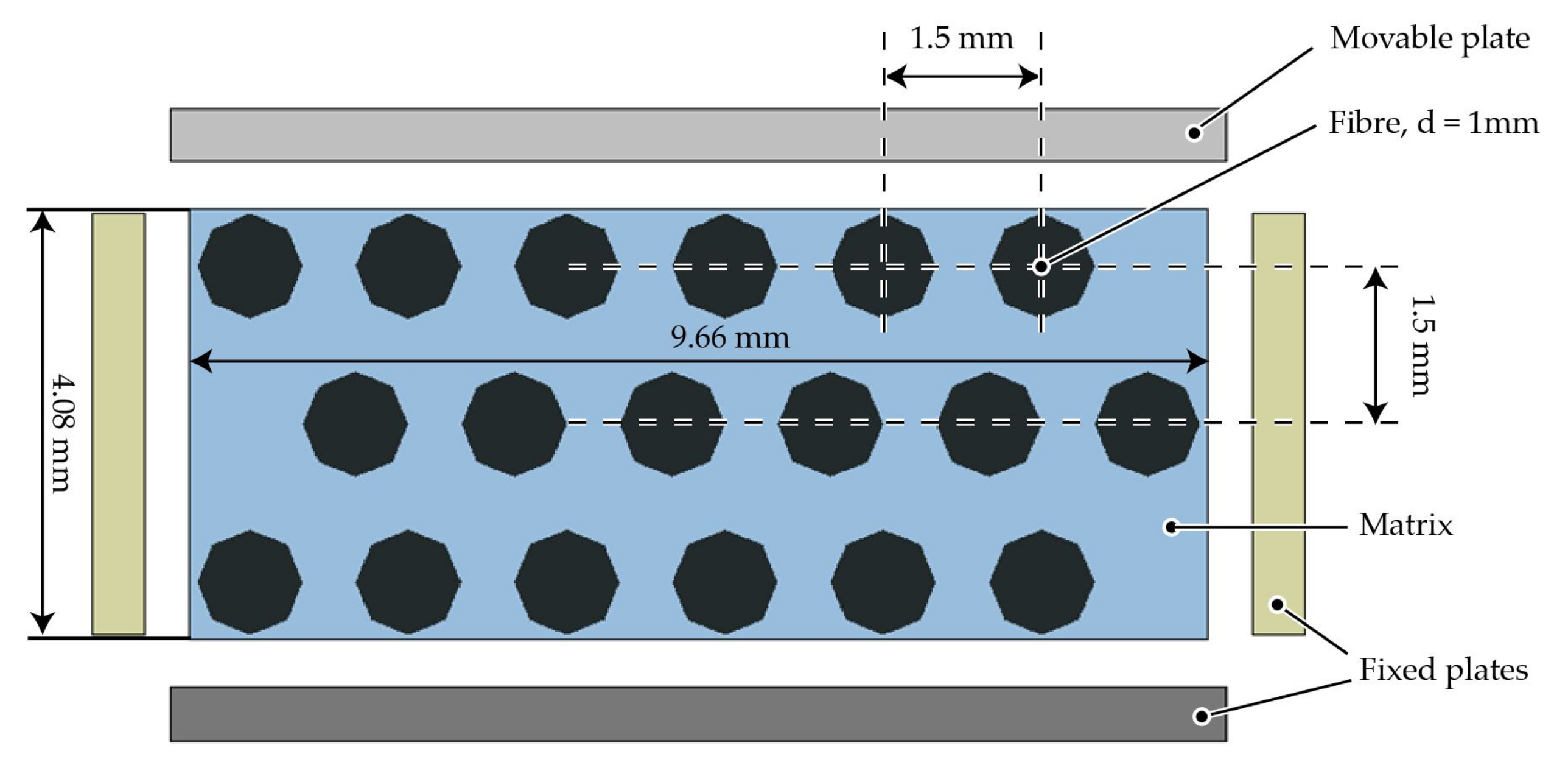
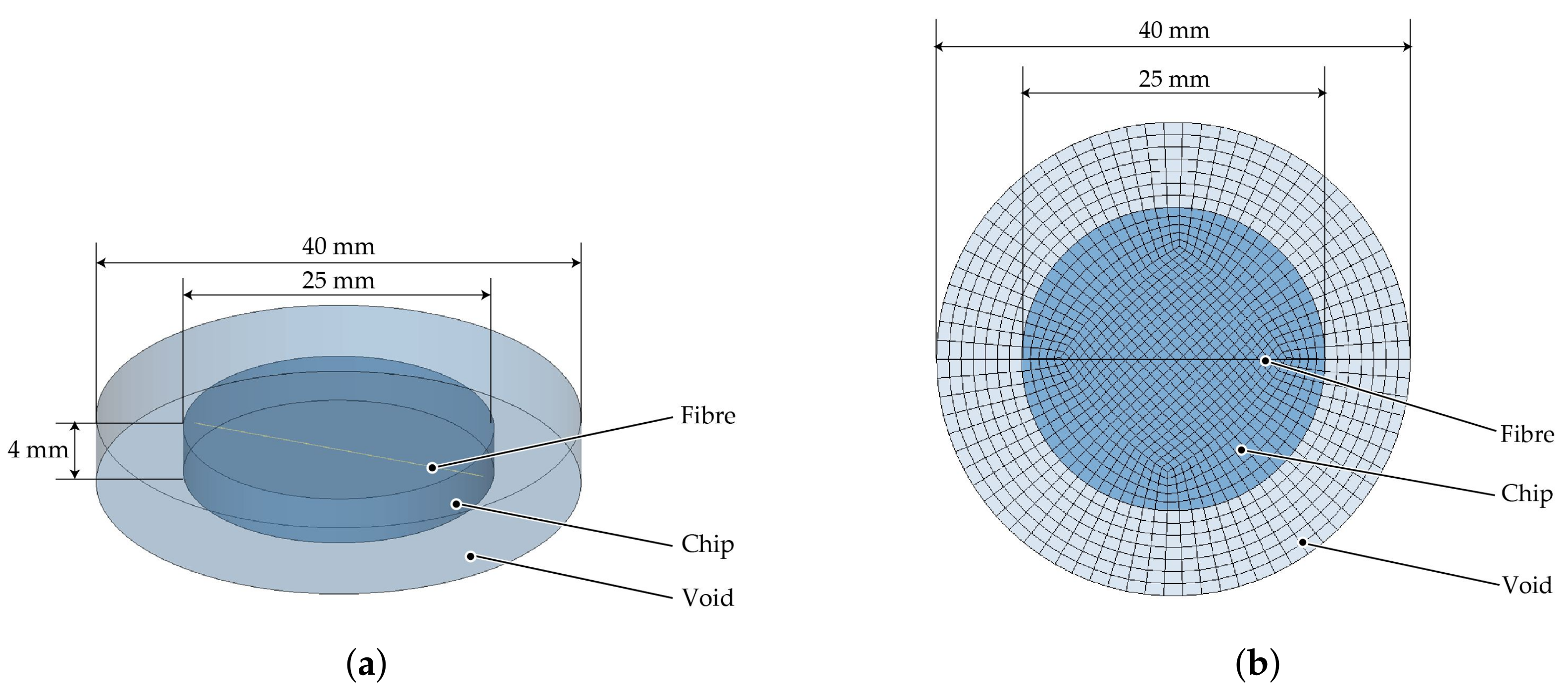
To address the above mentioned limitations, a test setup based on a parallel-plate rheometer is proposed. In this study, the corresponding virtual testing environment is presented, which enables a detailed investigation of FMI of fibres with a length of 25 mm in a molten PP under defined transverse shear flow. The fibre is positioned in the middle of the shear gap and aligned radial to the cylindrical specimen. Due to the shear rate of 0 s−1 in the centre of rotation and a velocity v with at the boundary areas, the fibre is rotated and can be bent at the fibre endings. A modelling strategy is developed to investigate numerical methods for the description of the FMI. This enables more complex simulations of forming processes taking FMI into account. The chosen numerical approaches are based on Arbitrary Lagrangian Eulerian (ALE) and Computational Fluid Dynamics (CFD) methods using LS-DYNA. The preferred approach should enable a simulation of single as well as multi-fibre systems.
5. Discussion and Conclusions
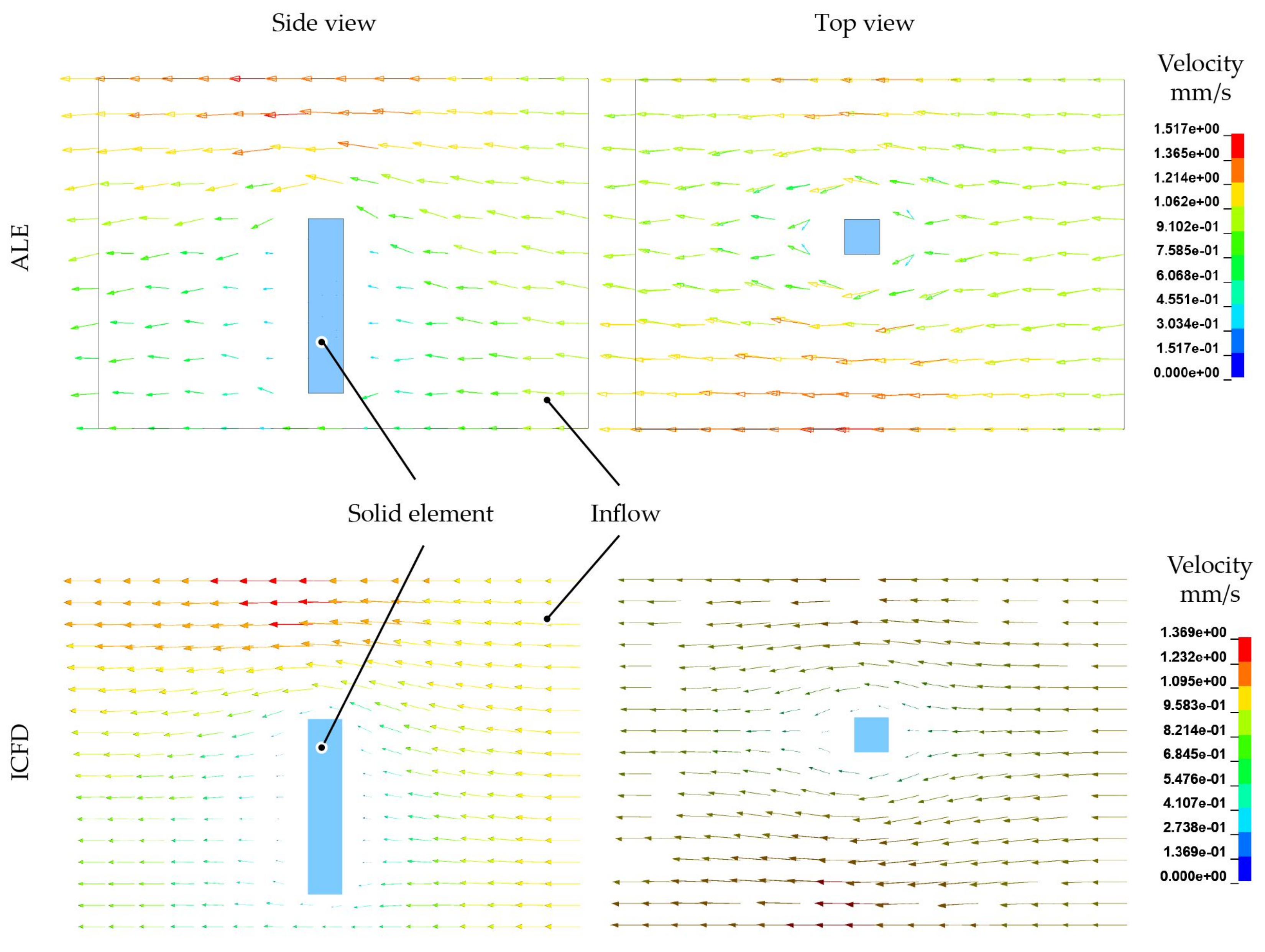
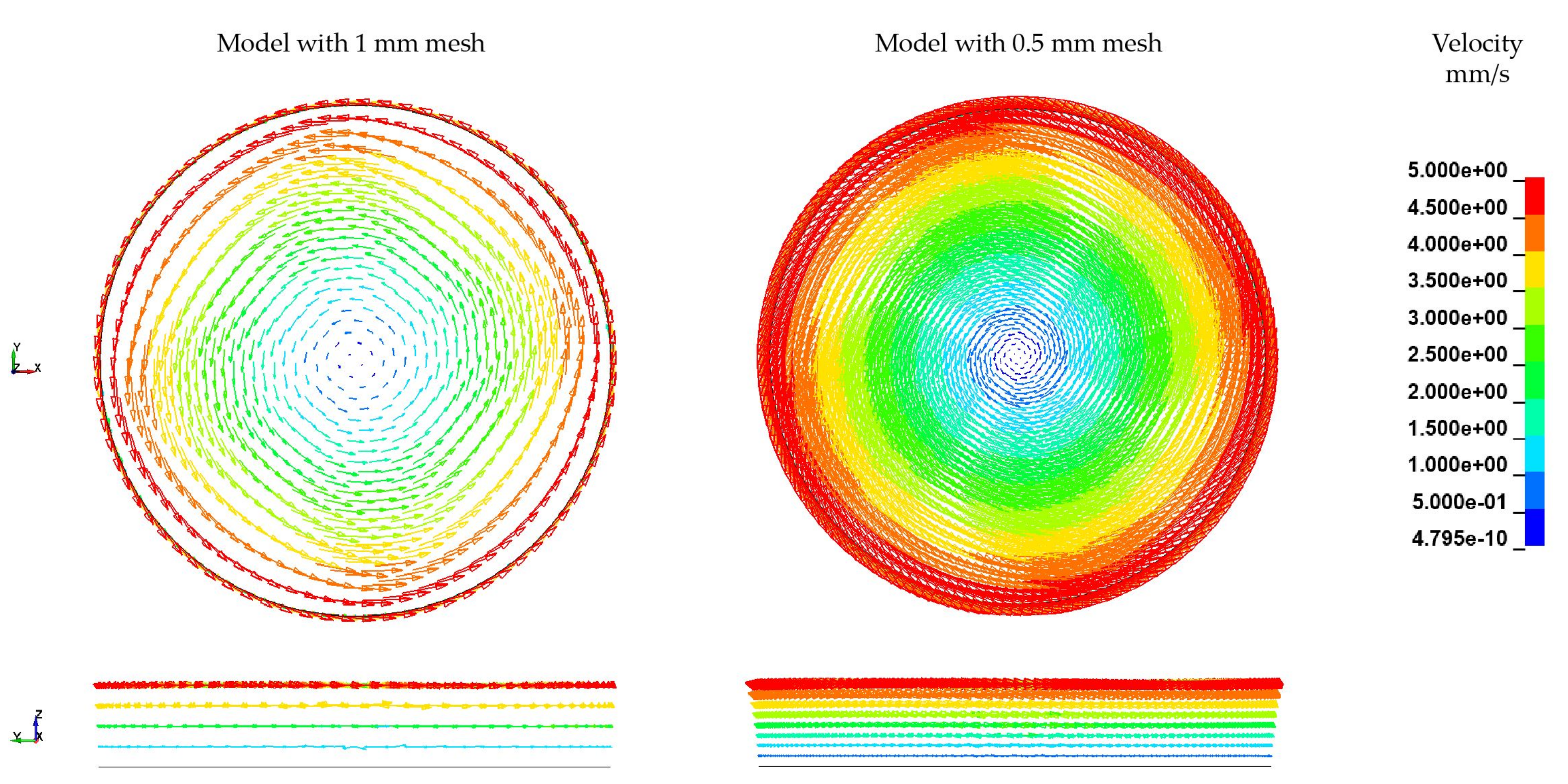
In the present paper a modelling strategy for investigations of the FSI between high viscous melt and single fibre is developed. Therefore, simplified models addressing different investigation aspects (
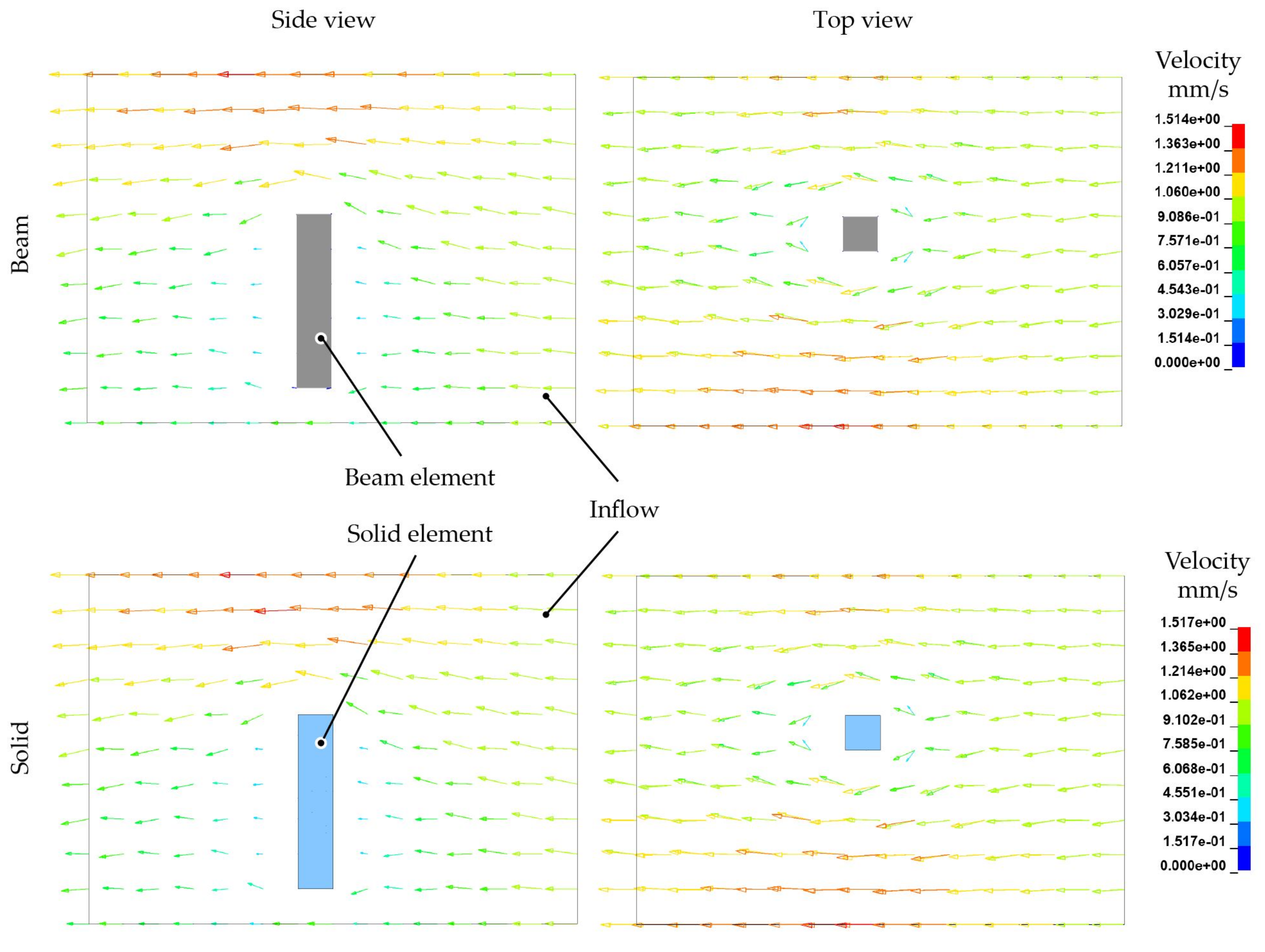
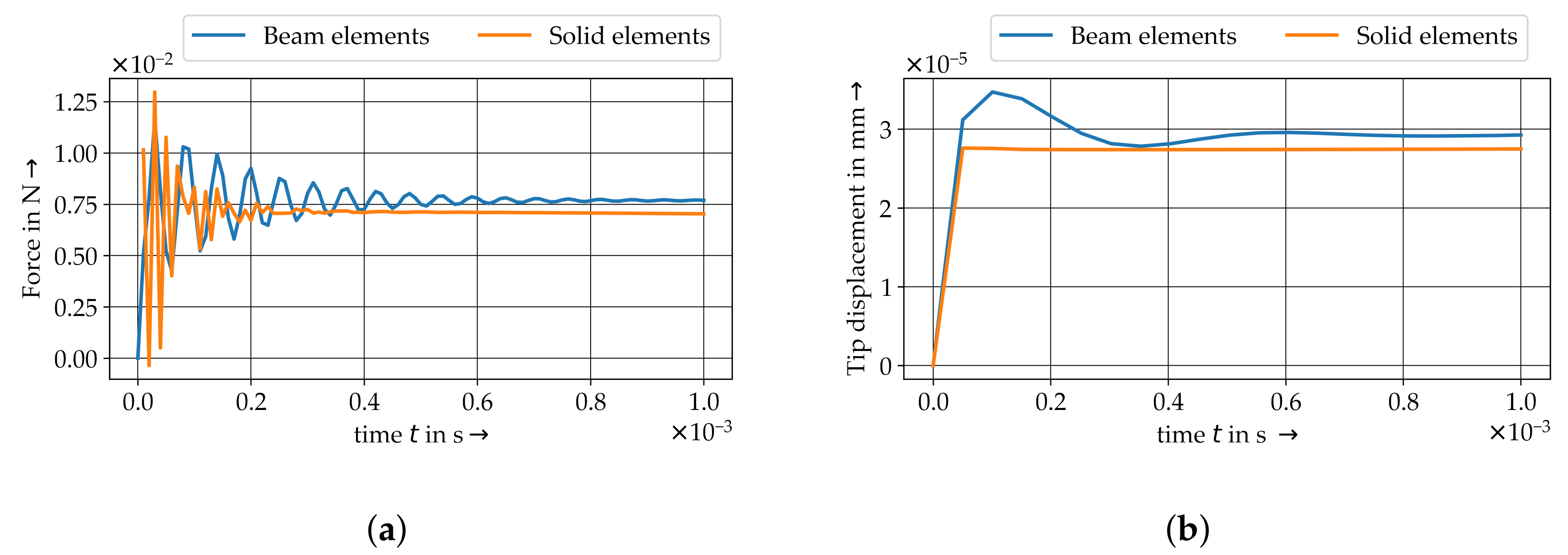
Table 4) are used to investigate the numerical methods of ALE and Incompressible Computational Fluid Dynamics (ICFD) in LS-Dyna. The ICFD method with NSE-based solver is used as cross-reference and for validation of the simplified ALE method. Within the models, different element types (beam, 3D solid and discrete elements) for representation of flexible fibres are investigated. The beam and discrete elements are well suited for contact modelling of solid structures (fibre–fibre interaction) in a fluid domain, whereas the 3D solid elements exhibit a significant dependency on mesh refinements. For the numerical description of FSI, two model setups with a laminar and a shear flow environment are used. In both, only the usage of beam and solid elements result in a good agreement of structural deformations and flow velocities for both methods. In contrast, discrete elements led to a unrealistic non disturbed flow profile. Therefore, discrete elements were not considered in further investigations. Tip force and deflection are in the same order of magnitude for both, beam and 3D solid elements. Nevertheless, beam elements lead to a transient response until a steady state is achieved. Due to these results, beam elements are favoured for fibre modelling purposes.
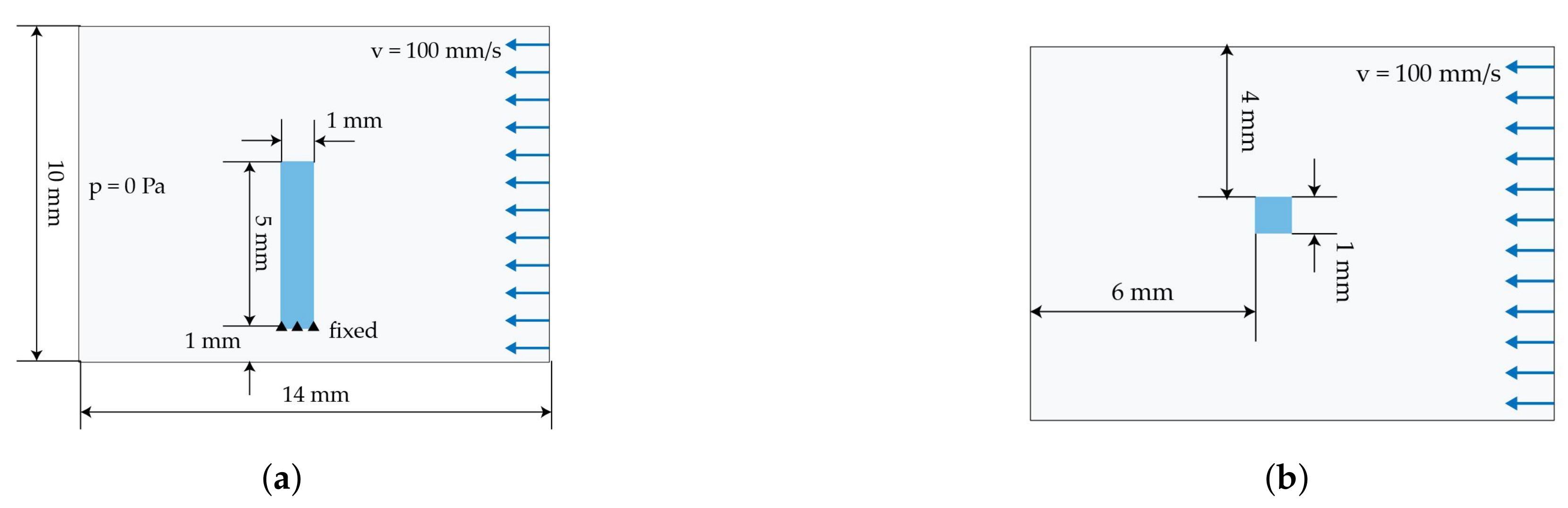
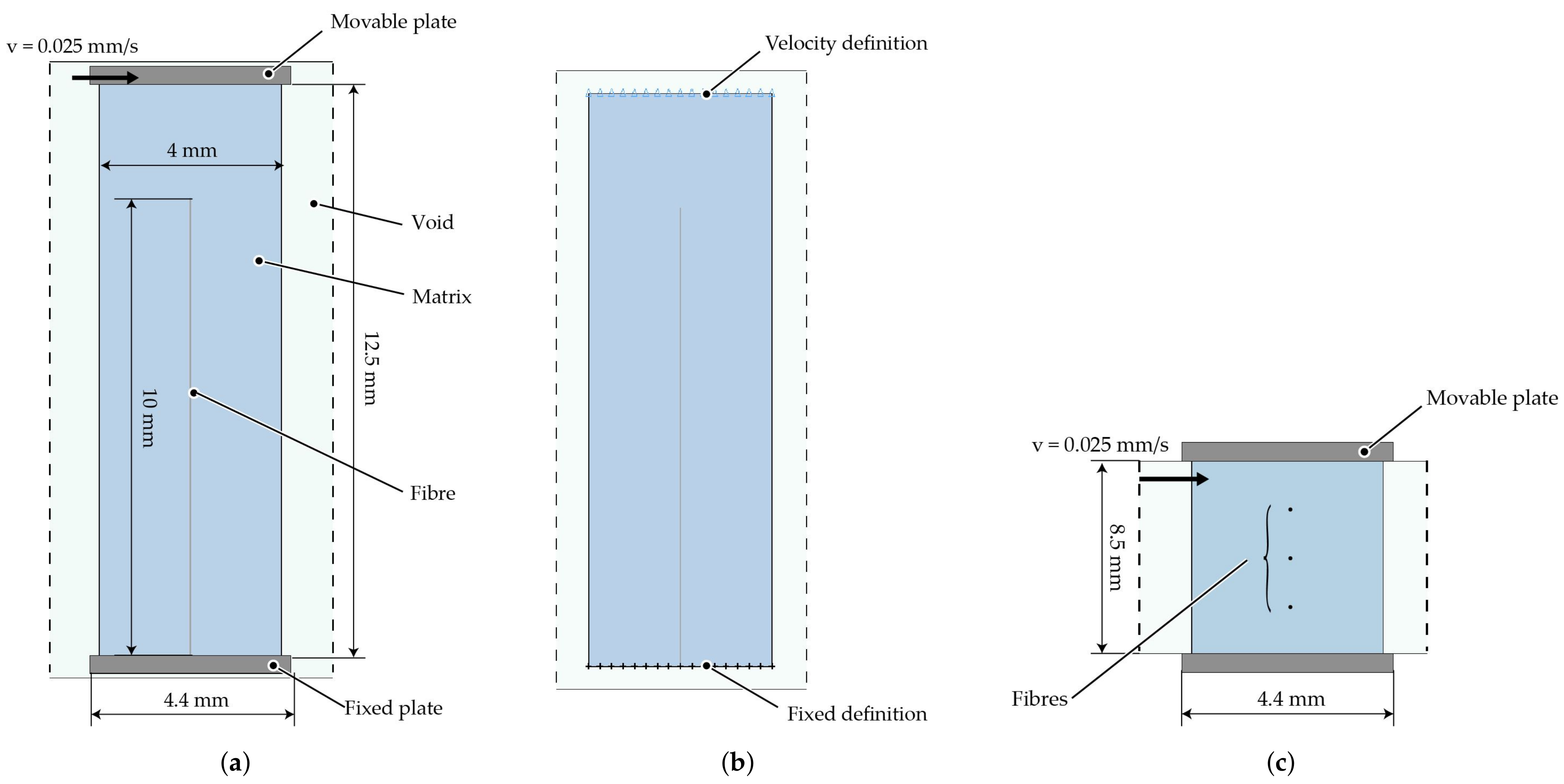
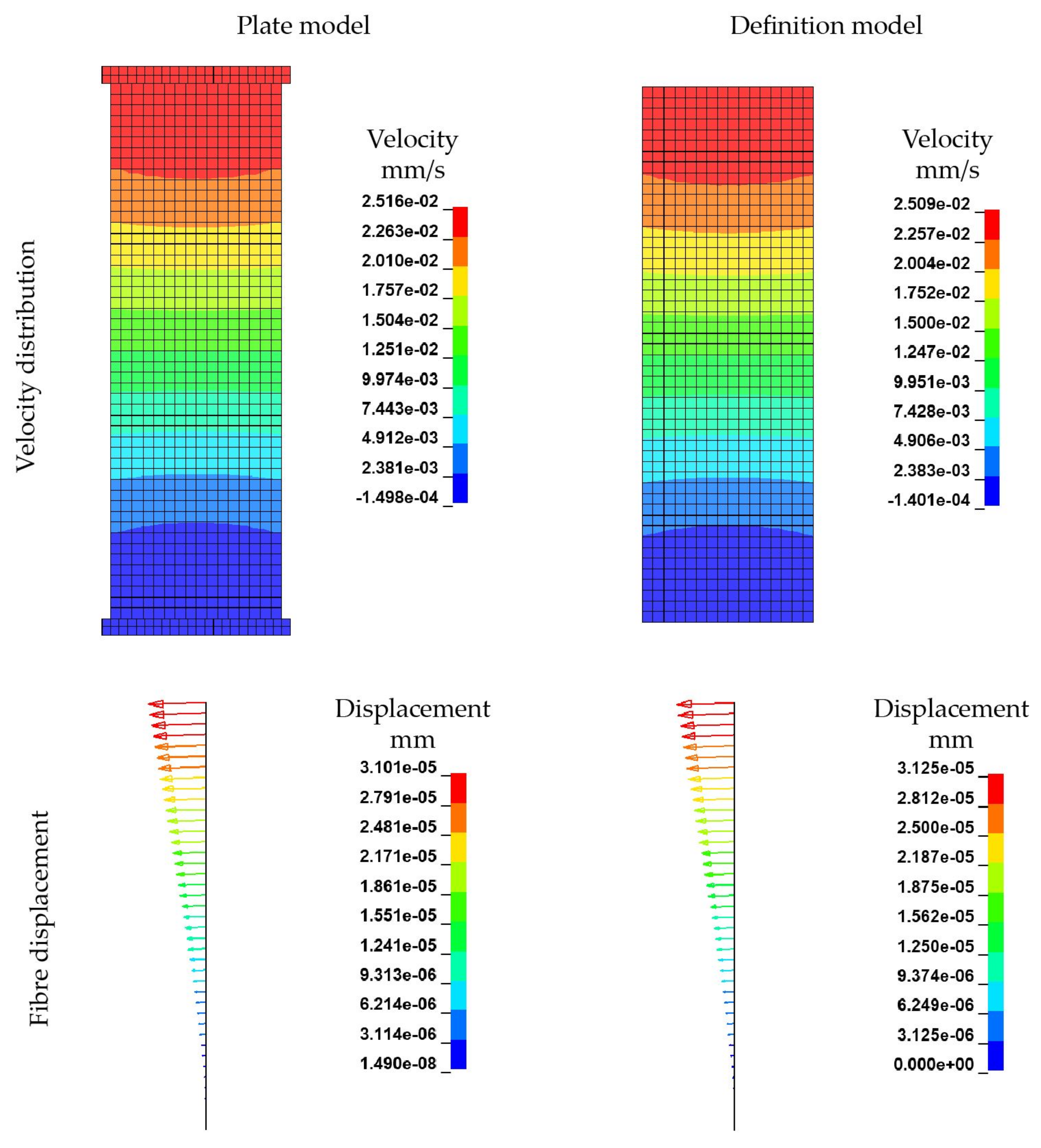
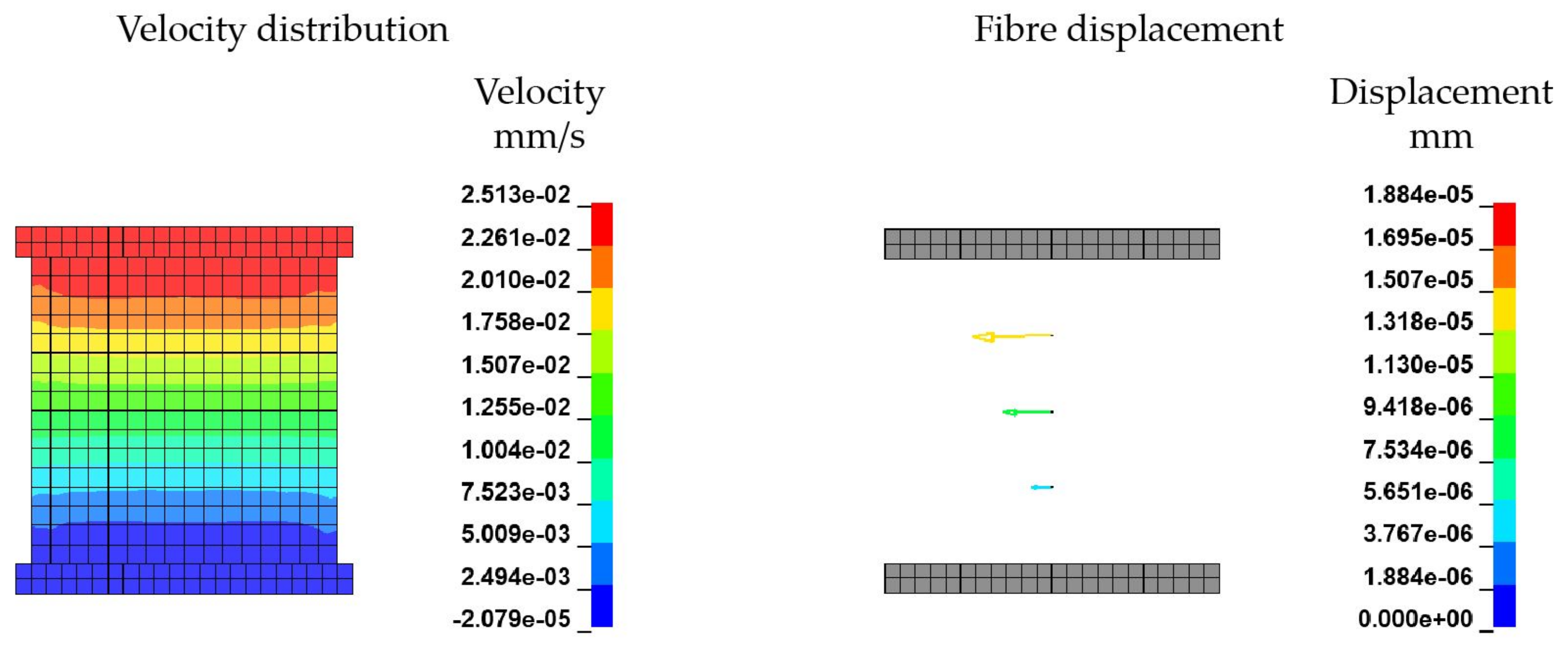
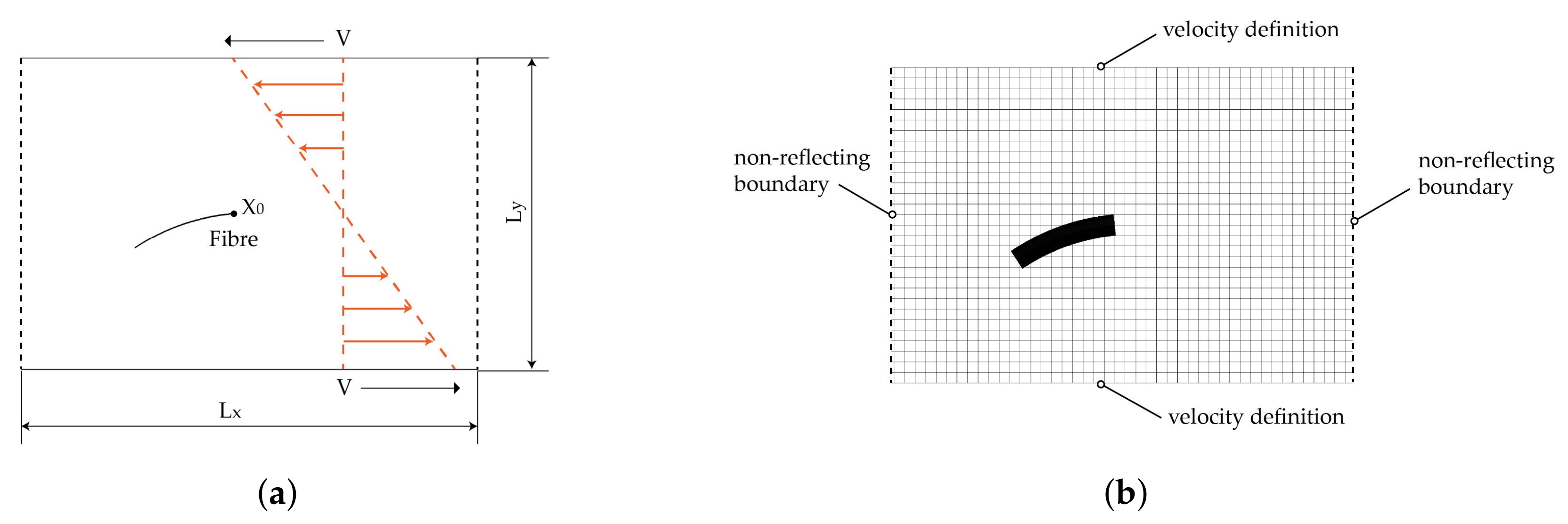
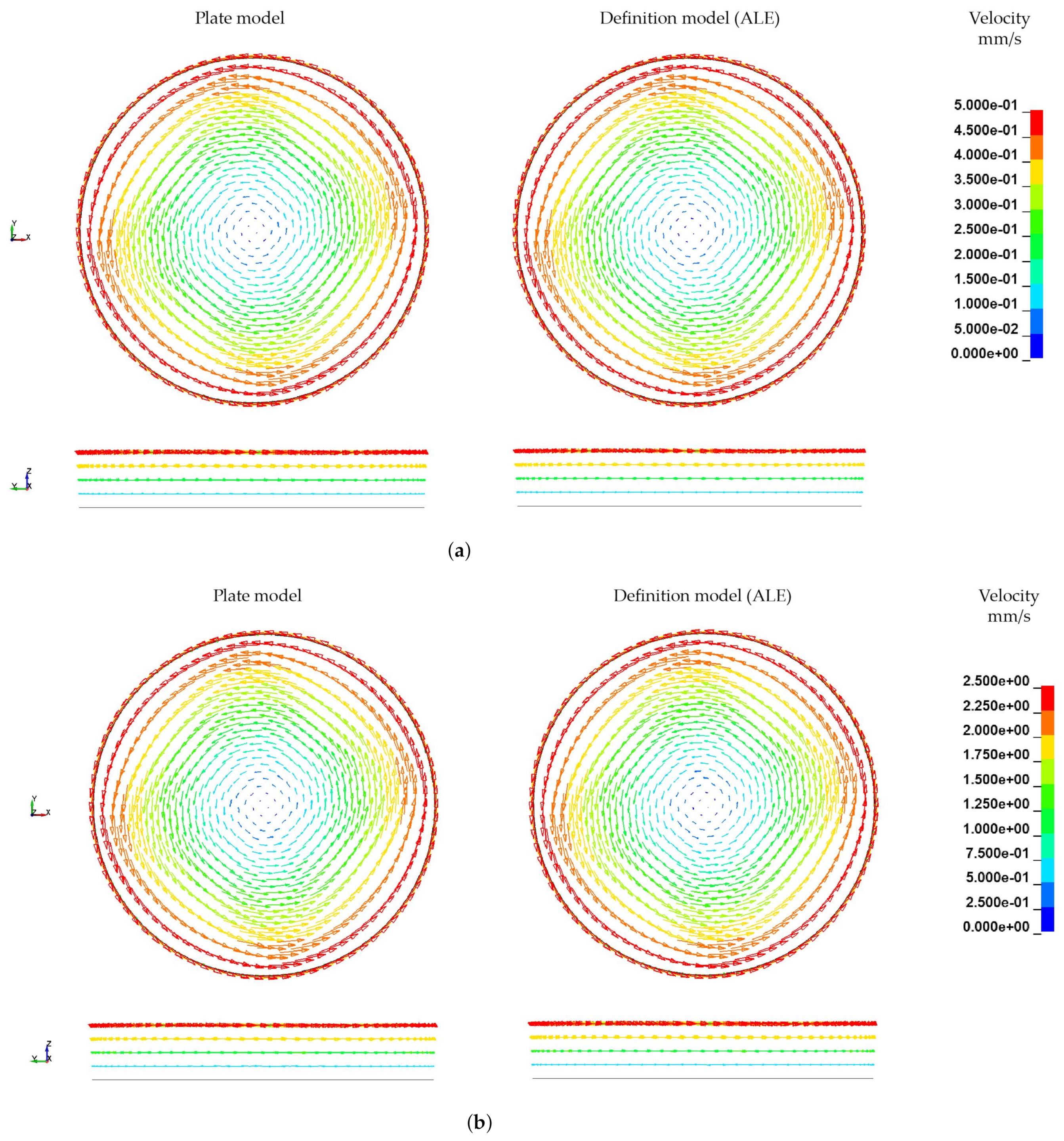
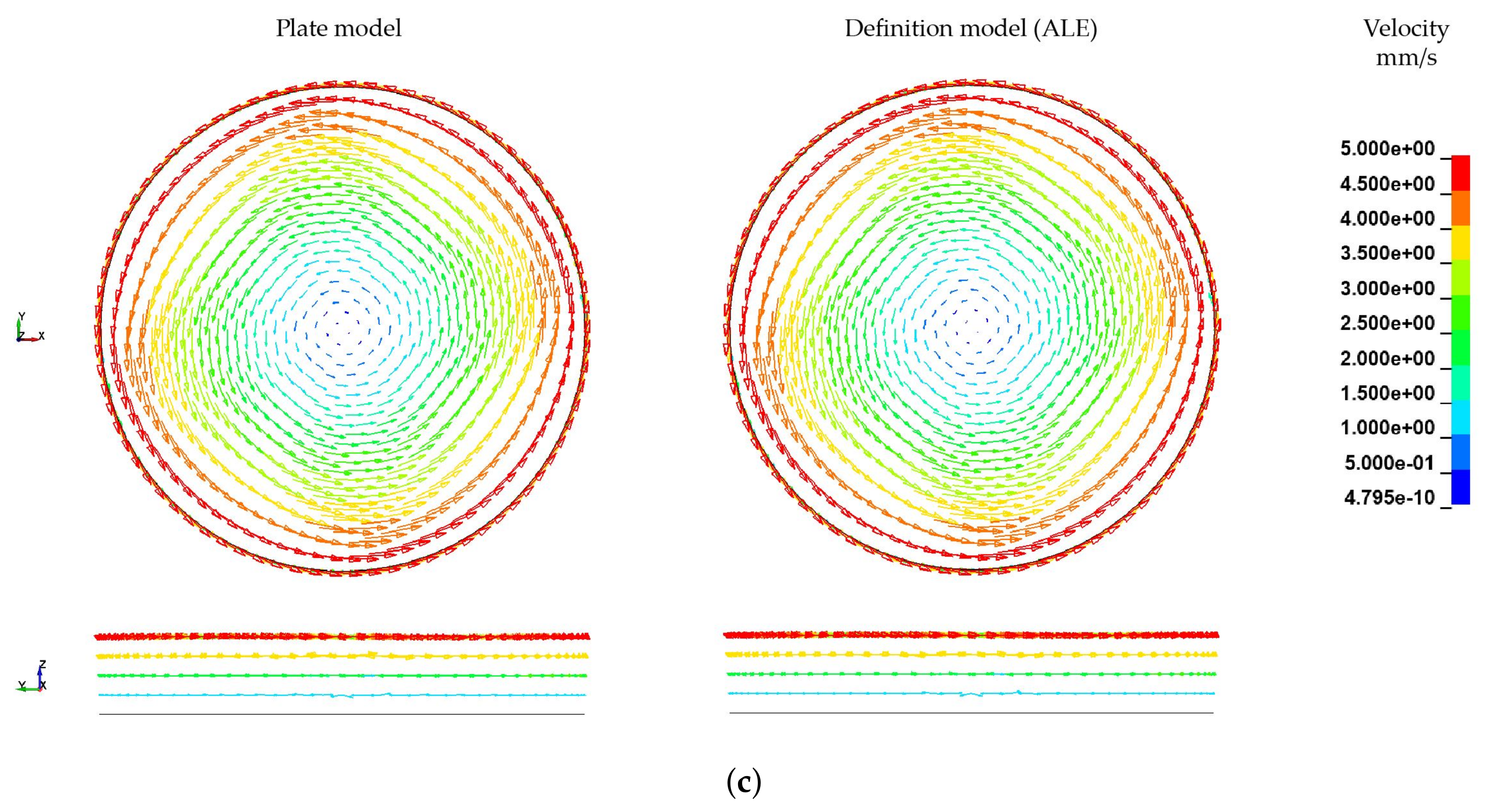
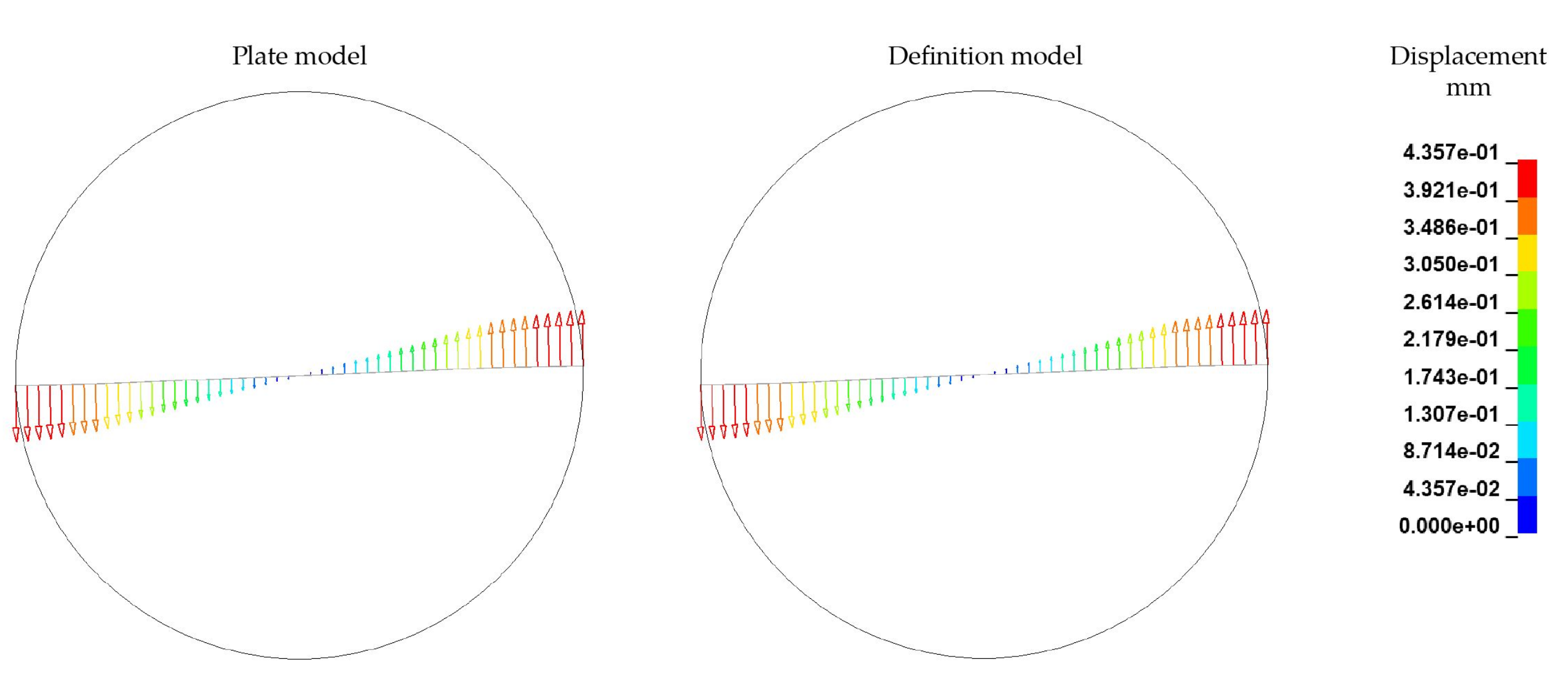
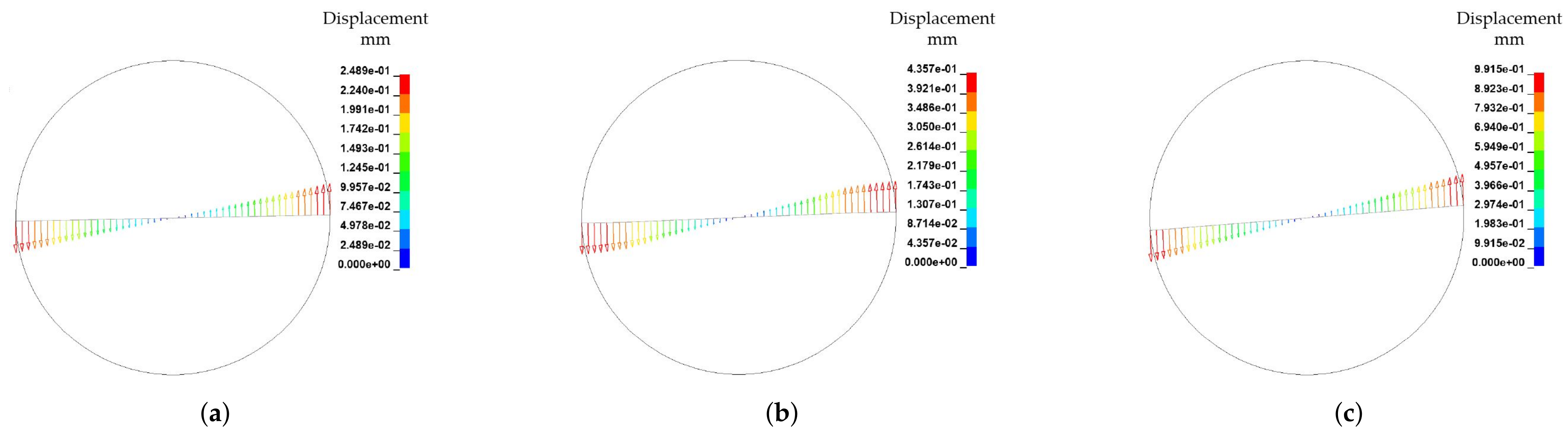
For the shear flow model, velocity induced deformations of the flexible structures lead to the expected bending behaviour of fibres (vertical model,
Figure 9b) and the translations of fibres are in accordance to the velocity profile (horizontal model,
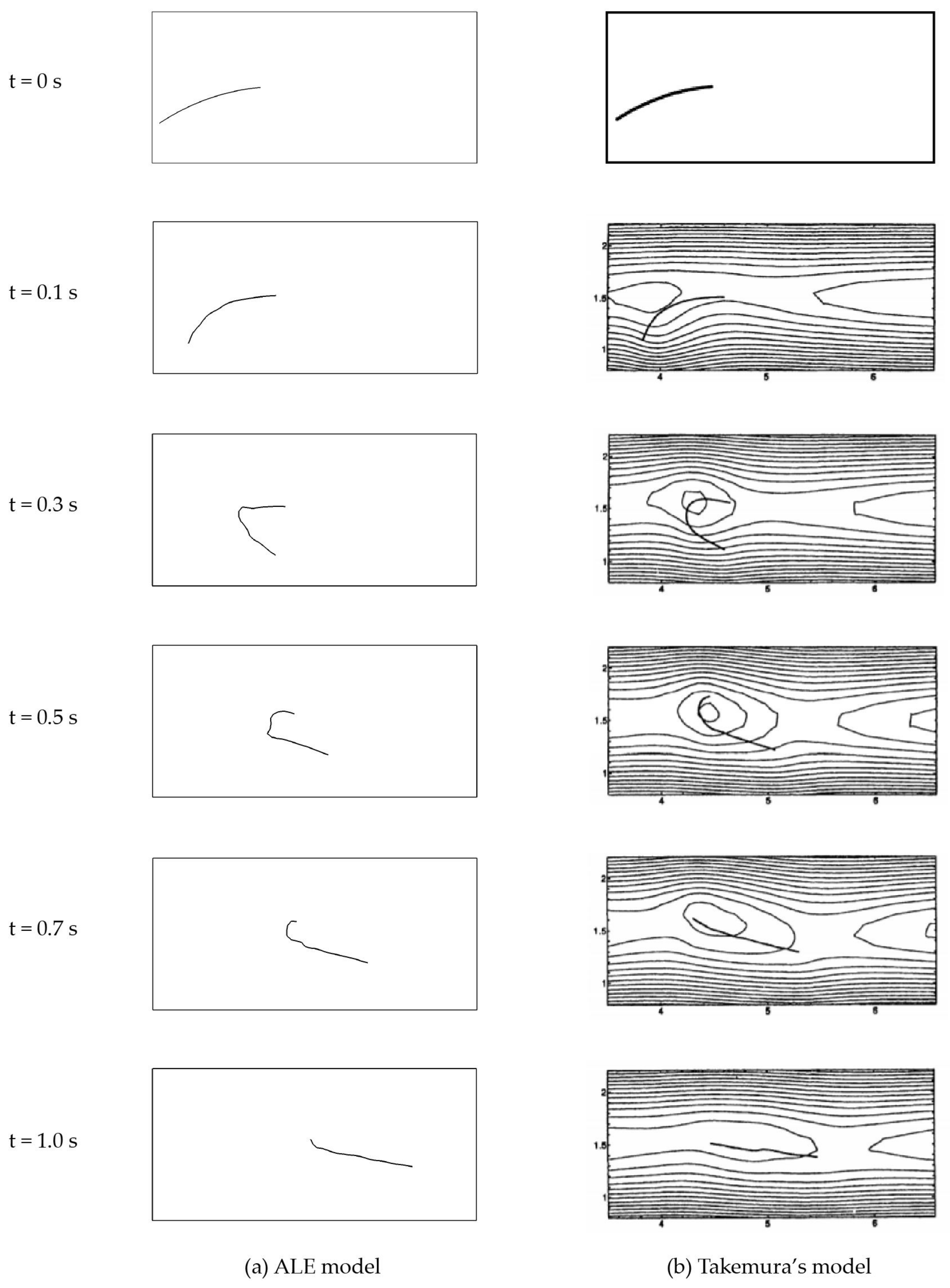
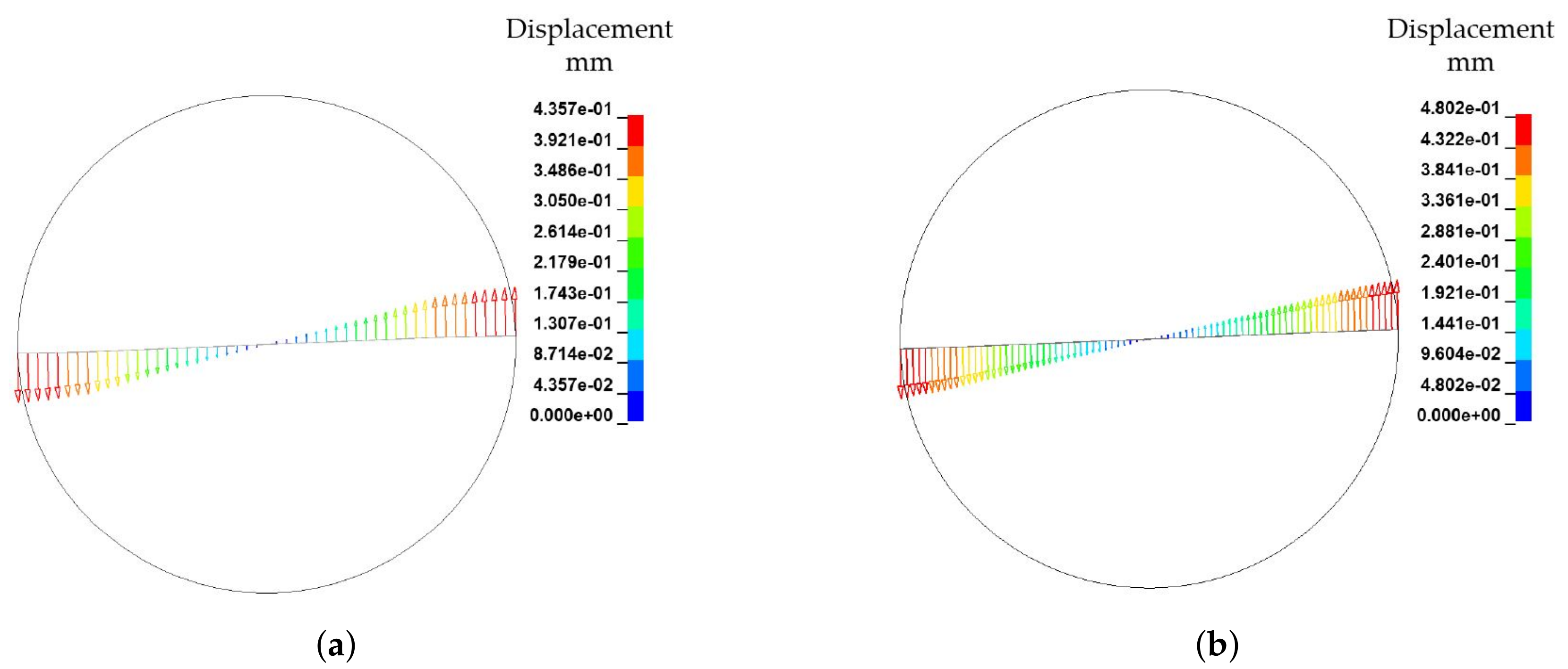
Figure 9c). The vertical model was also subject of further investigations with respect to the reduction of computational effort as well as an alternative method for applying the shear velocity. The direct definition of velocity conditions at the upper side without an explicit modelling of a FSI between a rigid plate and the polymer melt led to a similar velocity profile with considerably decreased computational effort. Furthermore, a validation of the proposed modelling strategy is performed by a single fibre in a shear flow according to [
44]. The fibre deformation shows similar deformation behaviour in comparison to the observation of [
19,
45].
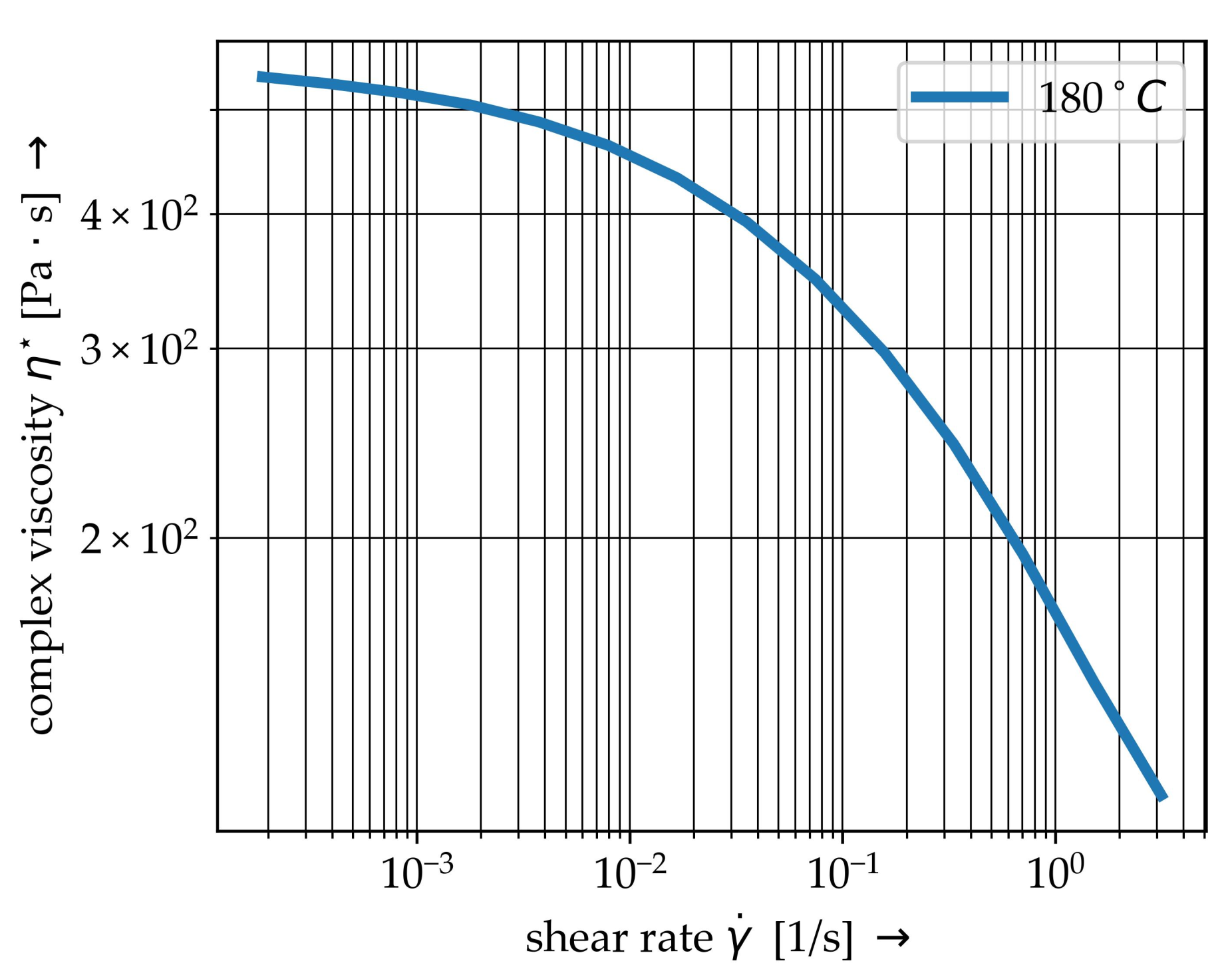
Based on the findings, the resultant rheological FSI model was implemented for the ALE approach. The ALE model with a direct velocity definition exhibits a fibre rotation and slight bending at the fibre ends superimposed by the rotation. The model shows a sensitivity on the variation of rotational velocities. With respect to the proposed velocity profile and the viscosity-shear rate table, the viscous force can lead to an inhomogeneous force distribution along the fibre. Therefore, the influence of coupling and boundary effects has to be considered further. Due to the normal force in rheometer measurements, the melt is compressed and squeezed out in radial direction at the boundary areas. This leads to a changed velocity profile and has to be considered by appropriate velocity definitions.
Due to long time measurements mass and time scaling have to be considered in further work to reduce the computational effort. It can be concluded, that the scaling of shear and strain rate effects also influence the penalty-based coupling approach, which leads to different coupling forces. The scaling of viscosity and shear rate for corresponding scaling factors has to be investigated in detail. The application of this modelling strategy on other material configurations (e.g., carbon fibres) to investigate the differences in the FSI behaviour will be carried out in further work. Due to the smaller diameter of the fibres the coupling approach and the mesh quality of both fibre and matrix has to be investigated. Furthermore, anisotropic material behaviour has to be considered. Since the shear flow leads to a fibre bending, an implementation of a material model taking the bending modulus of the fibre into account seems reasonable. In further work the bending modulus will be determined by cantilever bending test setups.
In conclusion, a modelling strategy with the ALE approach for investigations of FSI was developed. This strategy allows a simulation for single fibres and fibre bundles. The results show high sensitivity of fibre deformation for boundary effects and conditions. For resource efficient modelling a velocity boundary condition is used instead of a tool–matrix interaction setup. Fibres are modelled as a beam chain. Time and mass scaling were also investigated. Resultant displacements and forces of the solid structure were evaluated. Further work, should focus on an experimental setup design for validation. Furthermore, the flow profile in rheometer tests without fibres has to be investigated in more detail. The experimentally determined velocity profile can than be transferred into the FSI model.

































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



