
The Flow Stress–Strain and Dynamic Recrystallization Kinetics Behavior of High-Grade Pipeline Steels



Abstract
:1. Introduction
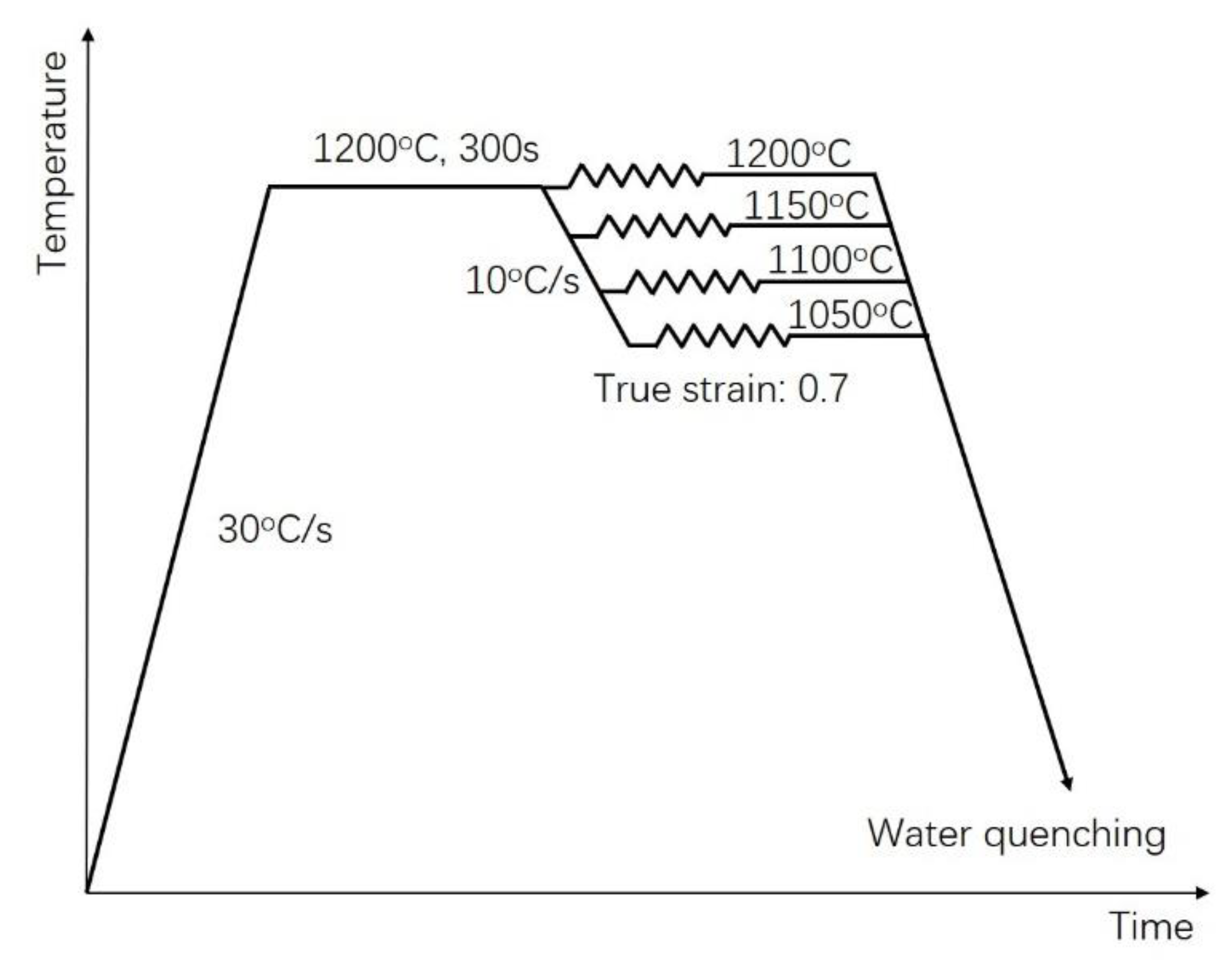
2. Materials and Methods
3. Results
3.1. Flow Stress Curves
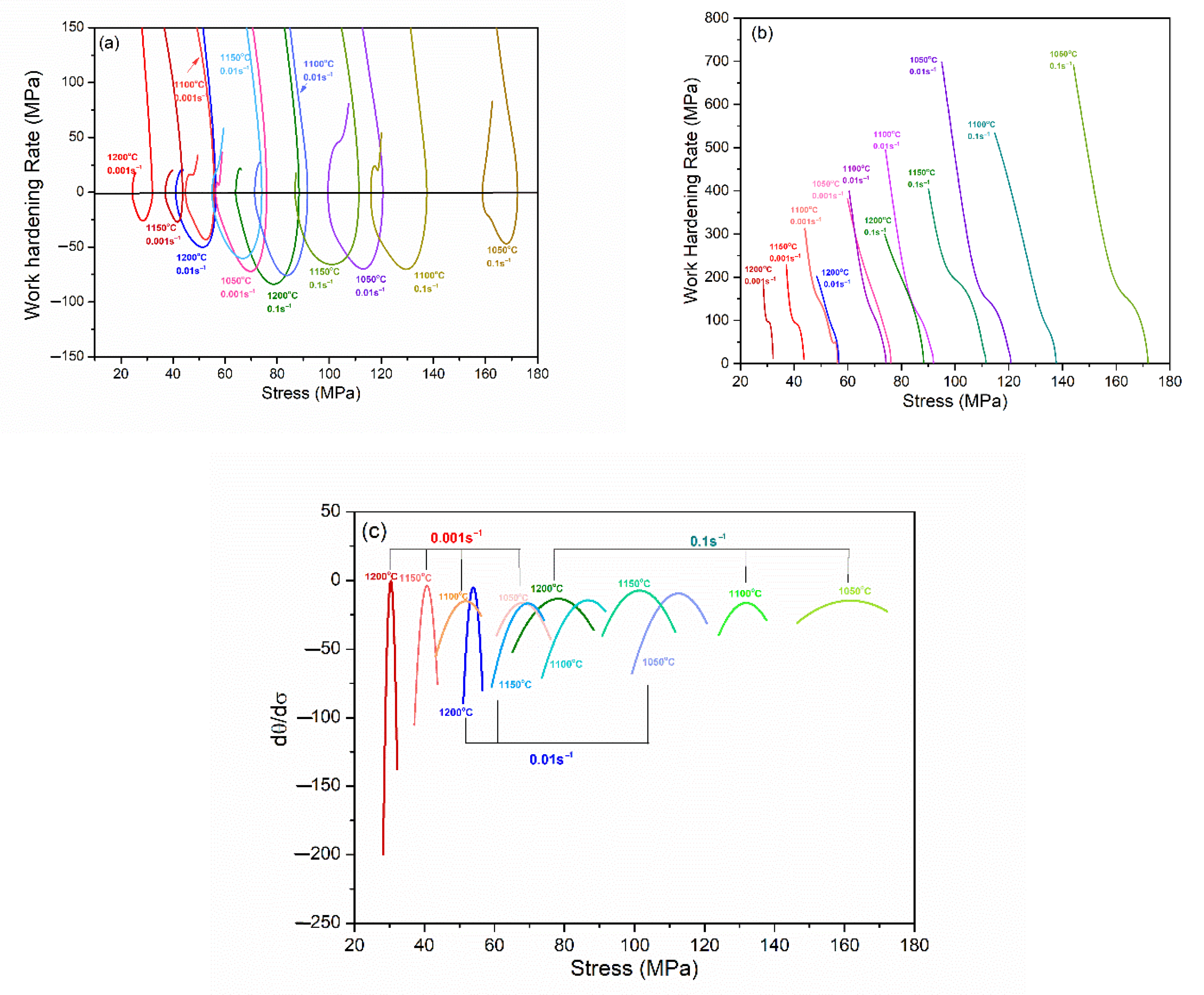
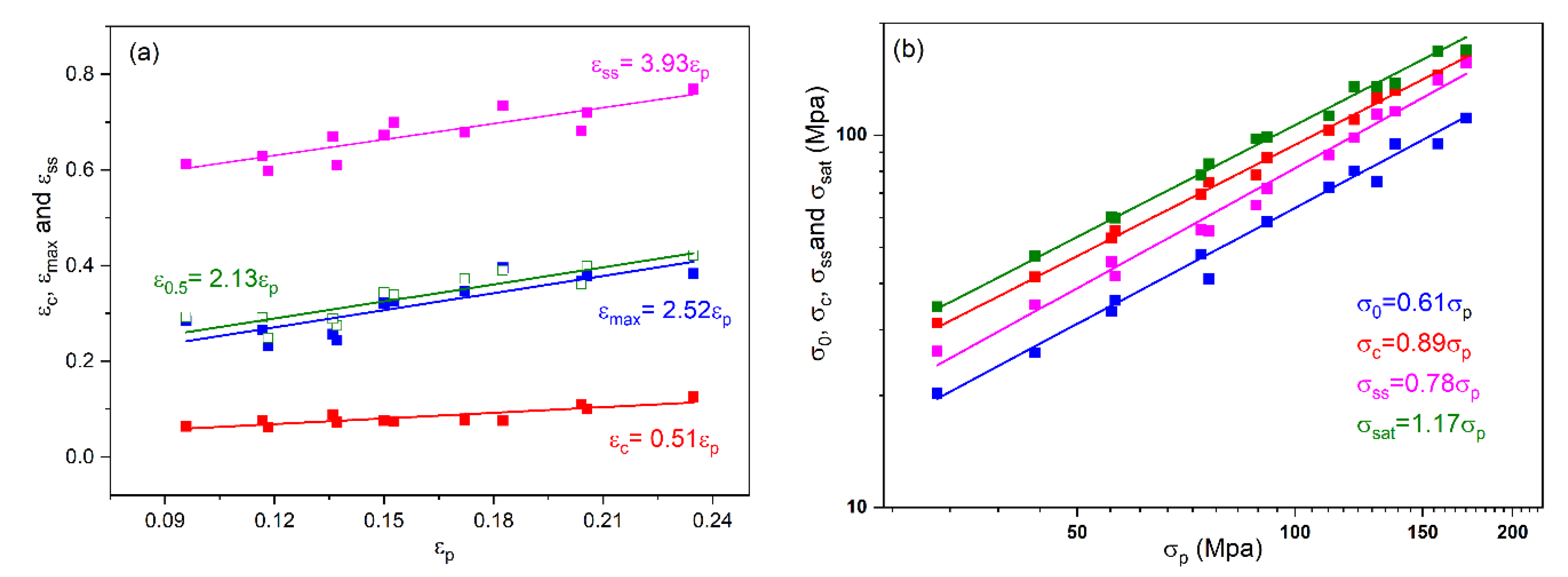
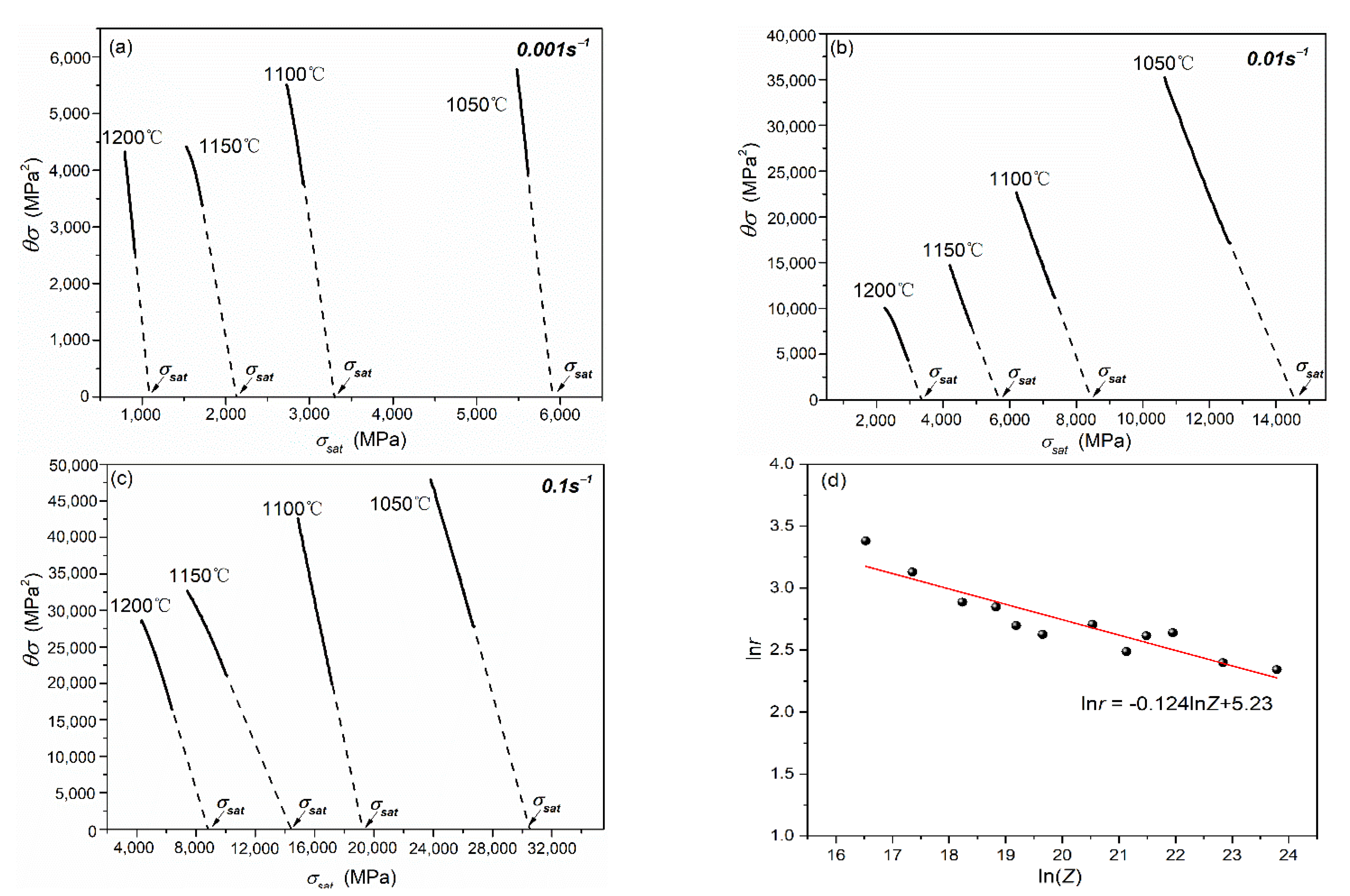
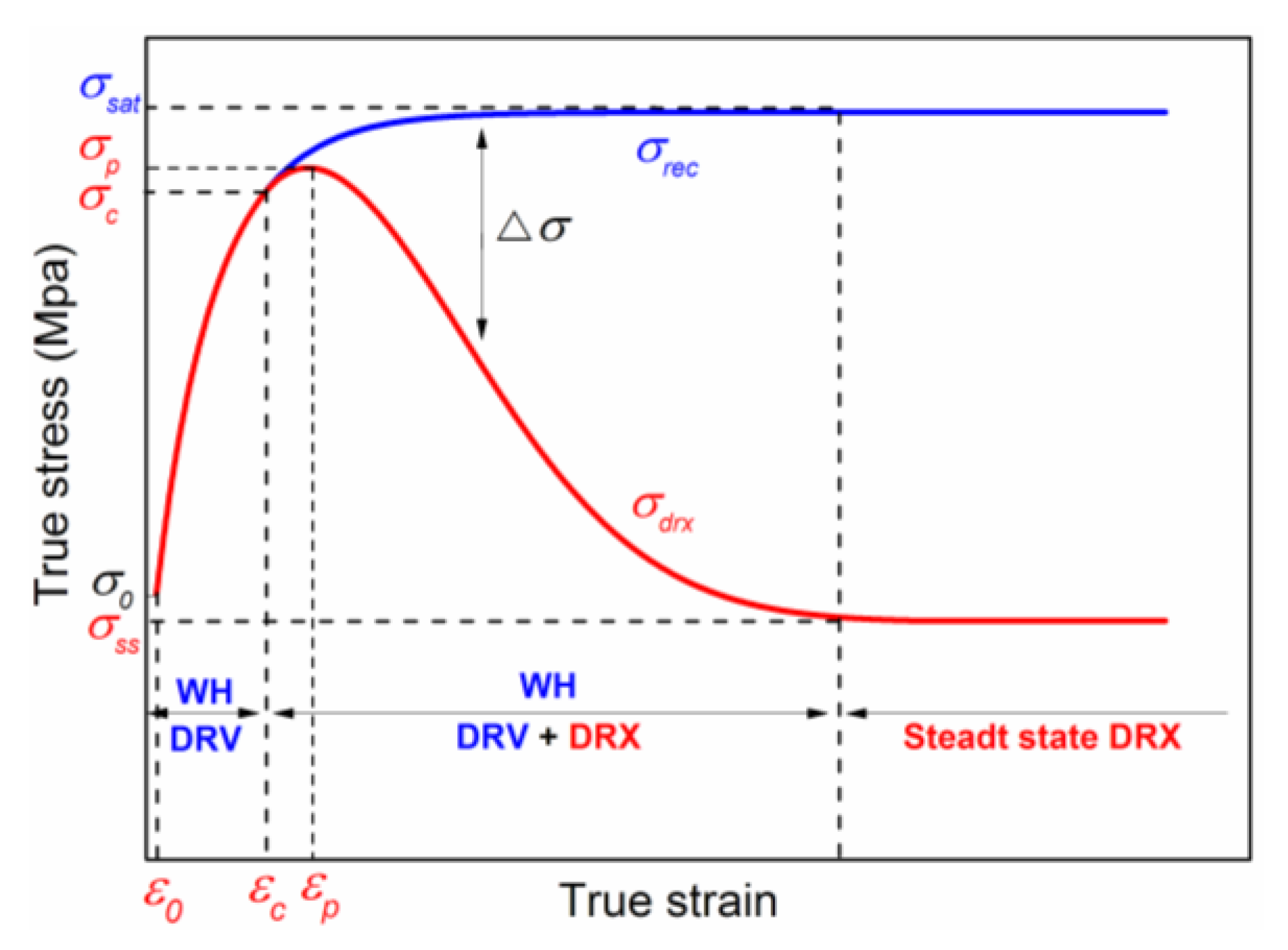
3.2. The Characteristic Stress/Strain
3.3. The Flow Behavior in DRV
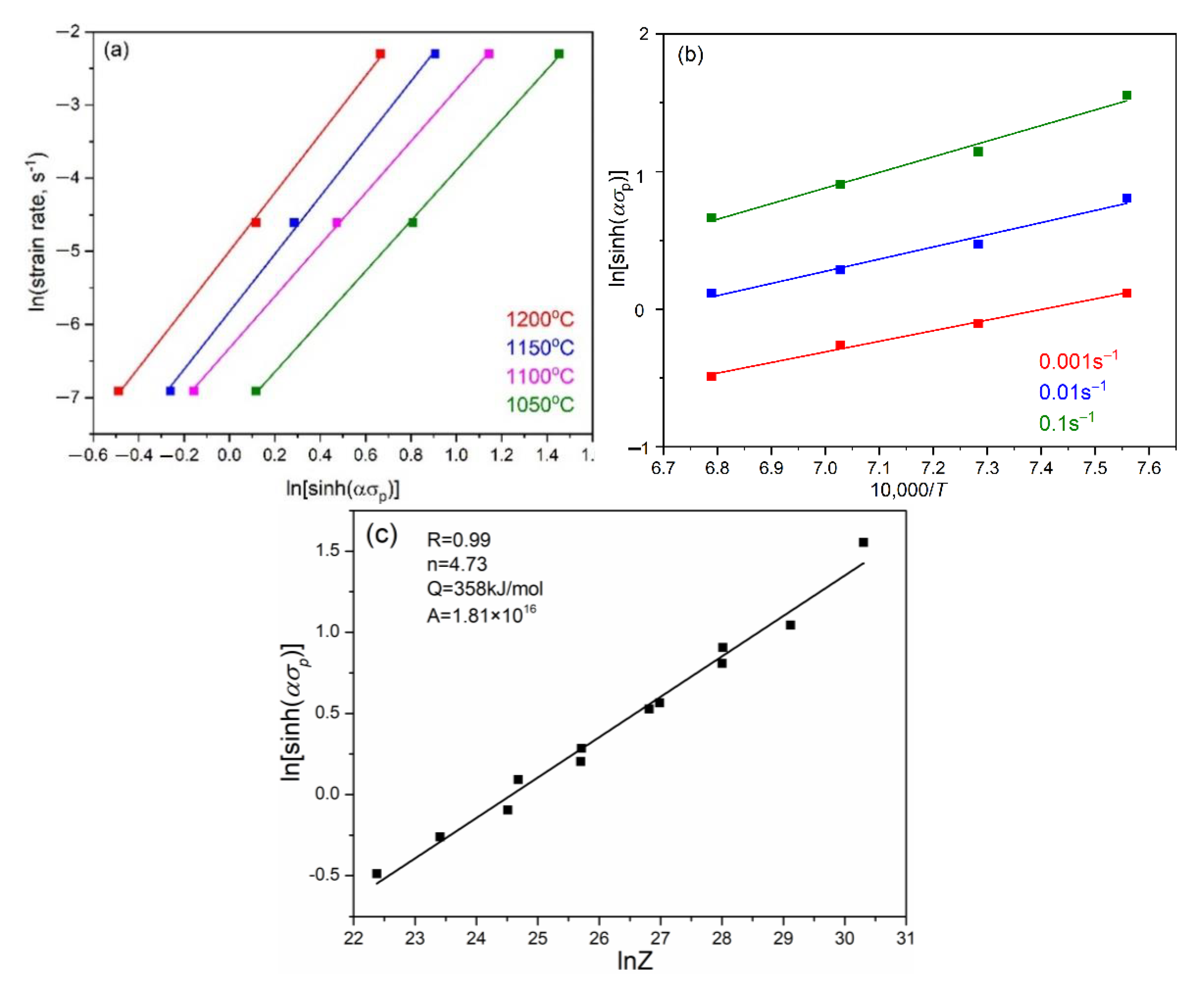
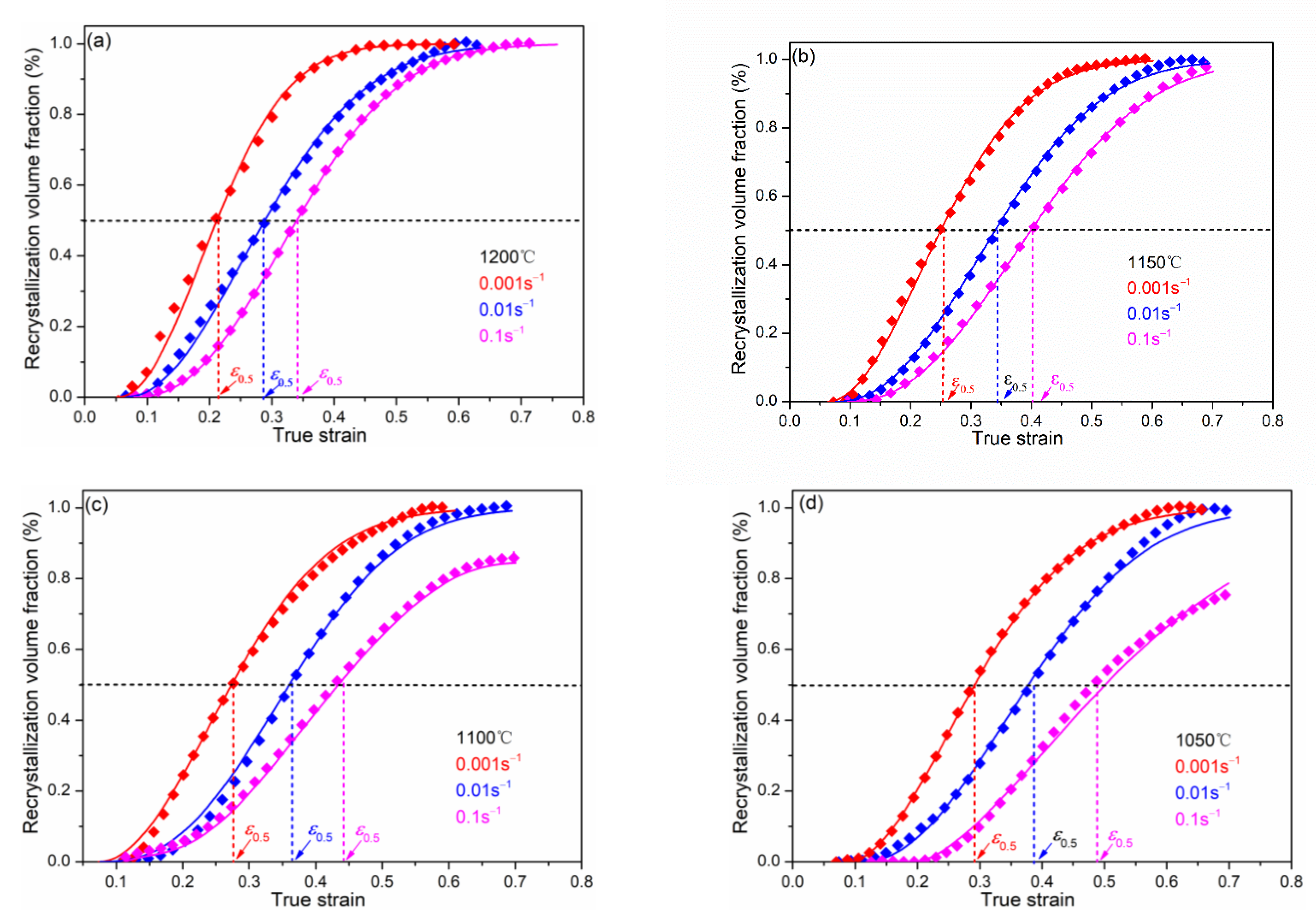
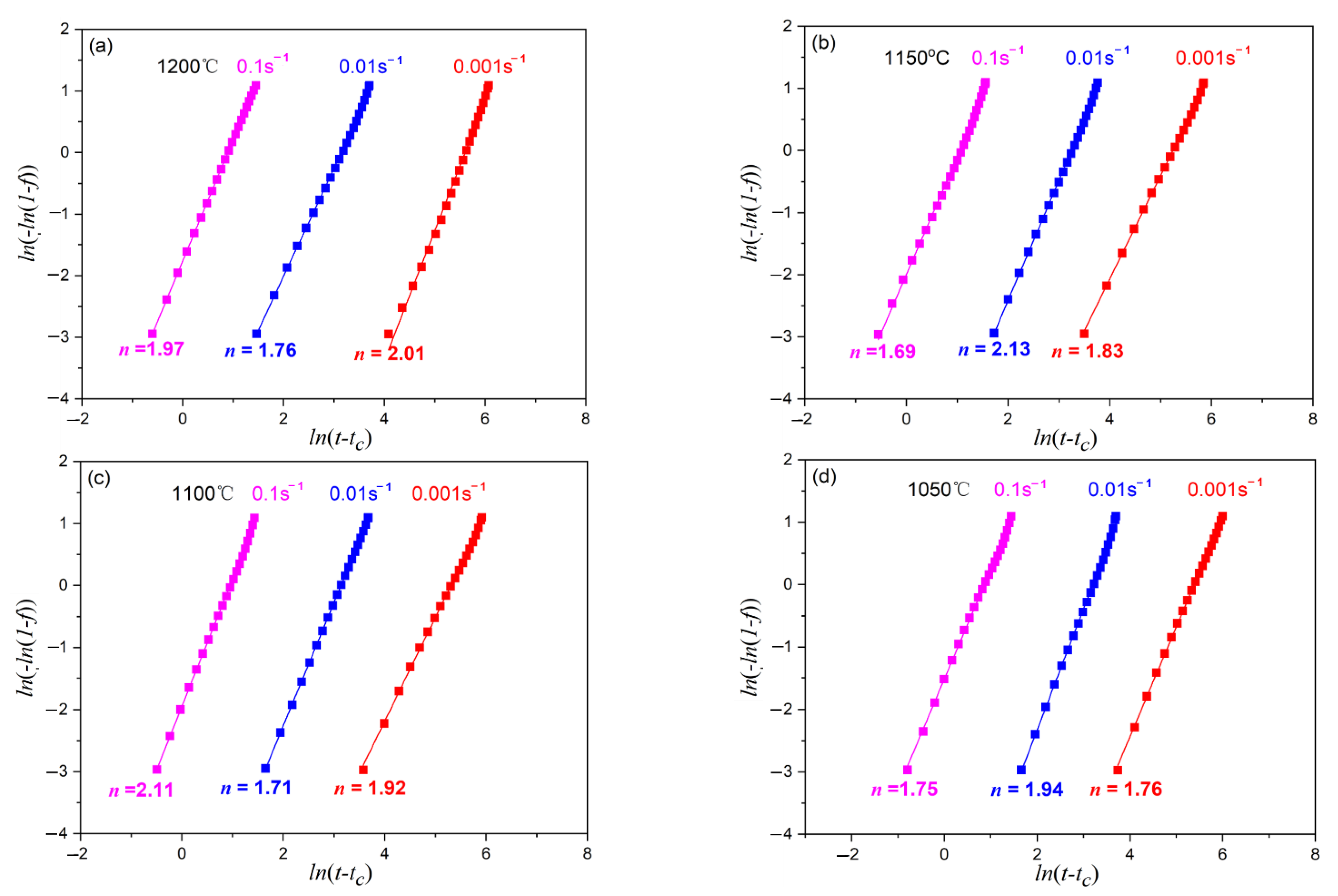
3.4. Kinetic Model of DRX
4. Application and Discussion
4.1. Prediction of Flow Stress Curves in DRV
4.2. Determination of Economic Strain (ε3)
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kaikkonen, P.M.; Somani, M.C.; Karjalainen, L.P.; Kömi, J.I. Flow Stress Behaviour and Static Recrystal-lization Characteristics of Hot Deformed Austenite in Microalloyed Medium-Carbon Bainitic Steels. Metals 2021, 11, 138. [Google Scholar] [CrossRef]
- Abarghouee, H.; Arabi, H.; Seyedein, S.; Mirzakhani, B. Modelling of hot flow behavior of API-X70 microalloyed steel by genetic algorithm and comparison with experiments. Int. J. Press. Vessel. Pip. 2020, 189, 104261. [Google Scholar] [CrossRef]
- Devaney, R.J.; Barrett, R.A.; O’Donoghue, P.E.; Leen, S.B. A dislocation mechanics constitutive model for effects of welding-induced microstructural transformation on cyclic plasticity and low-cycle fatigue for X100Q bainitic steel. Int. J. Fatigue 2020, 145, 106097. [Google Scholar] [CrossRef]
- Kumar, A.; Arora, K.S.; Singh, H.; Chhibber, R. Micromechanical modelling of API X80 linepipe steel. Int. J. Press. Vessel. Pip. 2022, 199, 104755. [Google Scholar] [CrossRef]
- Al Shahrani, A.; Yazdipour, N.; Manshadi, A.D.; Gazder, A.; Cayron, C.; Pereloma, E.V. The effect of processing parameters on the dynamic recrystallisation behaviour of API-X70 pipeline steel. Mater. Sci. Eng. A 2013, 570, 70–81. [Google Scholar] [CrossRef]
- Geng, P.; Qin, G.; Zhou, J.; Zou, Z. Hot deformation behavior and constitutive model of GH4169 superalloy for linear friction welding process. J. Manuf. Process. 2018, 32, 469–481. [Google Scholar] [CrossRef]
- Xu, H.; Li, Y.; Li, H.; Wang, J.; Liu, G.; Song, Y. Constitutive Equation and Characterization of the Nickel-Based Alloy 825. Metals 2022, 12, 1496. [Google Scholar] [CrossRef]
- Liu, P.; Zhang, R.; Yuan, Y.; Cui, C.; Zhou, Y.; Sun, X. Hot Deformation Behavior and Workability of a Ni–Co Based Super-alloy. J. Alloys Compd. 2020, 831, 154618. [Google Scholar] [CrossRef]
- Wen, D.; Yue, T.; Xiong, Y.; Wang, K.; Wang, J.; Zheng, Z.; Li, J. High-temperature tensile characteristics and constitutive models of ultrahigh strength steel. Mater. Sci. Eng. A 2020, 803, 140491. [Google Scholar] [CrossRef]
- Ahmadi, H.; Ashtiani, H.R.; Heidari, M. A comparative study of phenomenological, physically-based and artificial neural network models to predict the Hot flow behavior of API 5CT-L80 steel. Mater. Today Commun. 2020, 25, 101528. [Google Scholar] [CrossRef]
- Wu, G.L.; Zhou, C.Y.; Liu, X.B. Dynamic recrystallization behavior and kinetics of high strength steel. J. Cent. South Univ. 2016, 23, 1007−1014. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V. Physically-based constitutive model for flow behavior of a Ti-22Al-25Nb alloy at high strain rates. J. Alloys Compd. 2018, 762, 842–848. [Google Scholar] [CrossRef]
- Han, X.; Yang, J.; Li, J.; Wu, J. Constitutive Modeling on the Ti-6Al-4V Alloy during Air Cooling and Application. Metals 2022, 12, 513. [Google Scholar] [CrossRef]
- Yang, H.; Bu, H.; Li, M.; Lu, X. Prediction of Flow Stress of Annealed 7075 Al Alloy in Hot Deformation Using Strain-Compensated Arrhenius and Neural Network Models. Materials 2021, 14, 5986. [Google Scholar] [CrossRef]
- Zeng, S.; Hu, S.; Peng, B.; Hu, K.; Xiao, M. The constitutive relations and thermal deformation mechanism of nickel aluminum bronze. Mater. Des. 2022, 220, 110853. [Google Scholar] [CrossRef]
- Li, X.-Y.; Zhang, Z.-H.; Cheng, X.-W.; Liu, X.-P.; Zhang, S.-Z.; He, J.-Y.; Wang, Q.; Liu, L.-J. The investigation on Johnson-Cook model and dynamic mechanical behaviors of ultra-high strength steel M54. Mater. Sci. Eng. A 2022, 835, 142693. [Google Scholar] [CrossRef]
- Liu, X.; Ma, H.; Fan, F. Modified Johnson–Cook model of SWRH82B steel under different manufacturing and cold-drawing conditions. J. Constr. Steel Res. 2021, 186, 106894. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, X.-M.; Wen, D.-X.; Chen, M.-S. A physically-based constitutive model for a typical nickel-based superalloy. Comput. Mater. Sci. 2014, 83, 282–289. [Google Scholar] [CrossRef]
- Keller, C.; Hug, E. Kocks-Mecking analysis of the size effects on the mechanical behavior of nickel polycrystals. Int. J. Plast. 2017, 98, 106–122. [Google Scholar] [CrossRef]
- Hariharan, K.; Barlat, F. Modified Kocks-Mecking-Estrin model to account non-linear strain hardening. Metall. Mater. Trans. A 2019, 50, 513–517. [Google Scholar] [CrossRef]
- Avrami, M. Kinetics of phase change. II: Transformation-time relations for random distribution of nuclei. J. Chen. Phys. 1940, 8, 212–224. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, É. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Hernandez, C.; Medina, S.; Ruiz, J. Modelling austenite flow curves in low alloy and microalloyed steels. Acta Mater. 1996, 44, 155–163. [Google Scholar] [CrossRef]
- Medina, S.F.; Hernandez, C.A. Modelling of austenite in low alloy and microalloyed steels. Acta Mater. 1996, 44, 165–171. [Google Scholar] [CrossRef]
- Yong, M.A.O.; Zhu, D.L.; He, J.J.; Chao, D.E.N.G.; Sun, Y.J.; Xue, G.J.; Yu, H.-F.; Chen, W.A.N.G. Hot deformation behavior and related microstructure evolution in Au− Sn eutectic multilayers. Trans. Nonferrous Met. Soc. China 2021, 31, 1700–1716. [Google Scholar]
- Poliak, E.I.; Jonas, J.J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrys-tallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Laasraoui, A.; Jonas, J.J. Prediction of steel flow stresses at high temperatures and strain rates. Met. Mater. Trans. A 1991, 22, 1545–1558. [Google Scholar] [CrossRef]
- Wang, L.; Liu, F.; Zuo, Q.; Chen, C.F. Prediction of flow stress for N08028 alloy under hot working conditions. Mater. Design 2013, 47, 737–745. [Google Scholar] [CrossRef]
- Wang, L.; Liu, F.; Zuo, Q.; Chen, C.F. Modeling Dynamic Recrystallization Behavior in a Novel HIPed P/M Superalloy during High-Temperature Deformation. Materials 2022, 15, 4030. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| σp = 0.993 × Z0.218 | εp = 0.0085 × Z0.118 |
| σc = 0.884 × Z0.218 | εc = 0.00434 × Z0.118 |
| σss = 0.775 × Z0.218 | εss = 0.6091 × Z0.118 |
| σsat = 1.162 × Z0.218 | εm = 0.0214 × Z0.118 |
| σ0 = 0.606 × Z0.218 | ε0.5 = 0.181 × Z0.118 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Ji, L.; Yang, K.; Gao, X.; Chen, H.; Chi, Q. The Flow Stress–Strain and Dynamic Recrystallization Kinetics Behavior of High-Grade Pipeline Steels. Materials 2022, 15, 7356. https://doi.org/10.3390/ma15207356
Wang L, Ji L, Yang K, Gao X, Chen H, Chi Q. The Flow Stress–Strain and Dynamic Recrystallization Kinetics Behavior of High-Grade Pipeline Steels. Materials. 2022; 15(20):7356. https://doi.org/10.3390/ma15207356
Chicago/Turabian StyleWang, Lei, Lingkang Ji, Kun Yang, Xiongxiong Gao, Hongyuan Chen, and Qiang Chi. 2022. "The Flow Stress–Strain and Dynamic Recrystallization Kinetics Behavior of High-Grade Pipeline Steels" Materials 15, no. 20: 7356. https://doi.org/10.3390/ma15207356
APA StyleWang, L., Ji, L., Yang, K., Gao, X., Chen, H., & Chi, Q. (2022). The Flow Stress–Strain and Dynamic Recrystallization Kinetics Behavior of High-Grade Pipeline Steels. Materials, 15(20), 7356. https://doi.org/10.3390/ma15207356