
Analysis of Tribological Properties of Powdered Tool Steels M390 and M398 in Contact with Al2O3
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
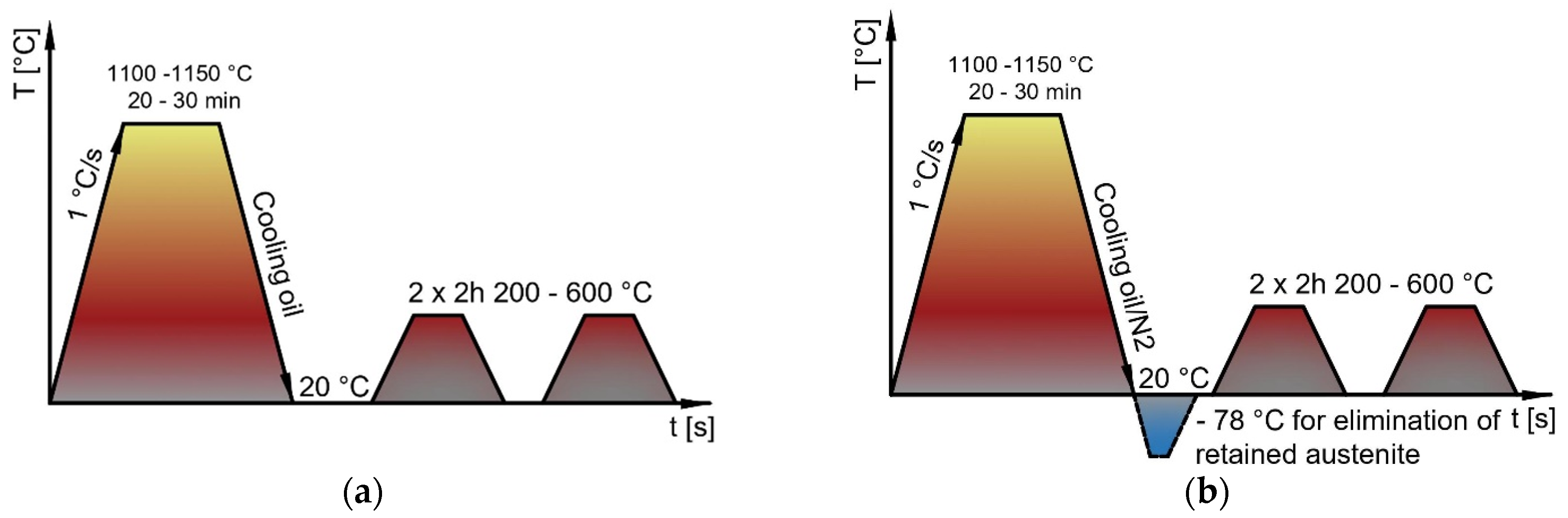
2.1. Heat Treatment
2.2. Evaluation of Hardness and Roughness
2.3. Dry Sliding Test
3. Results and Discussion
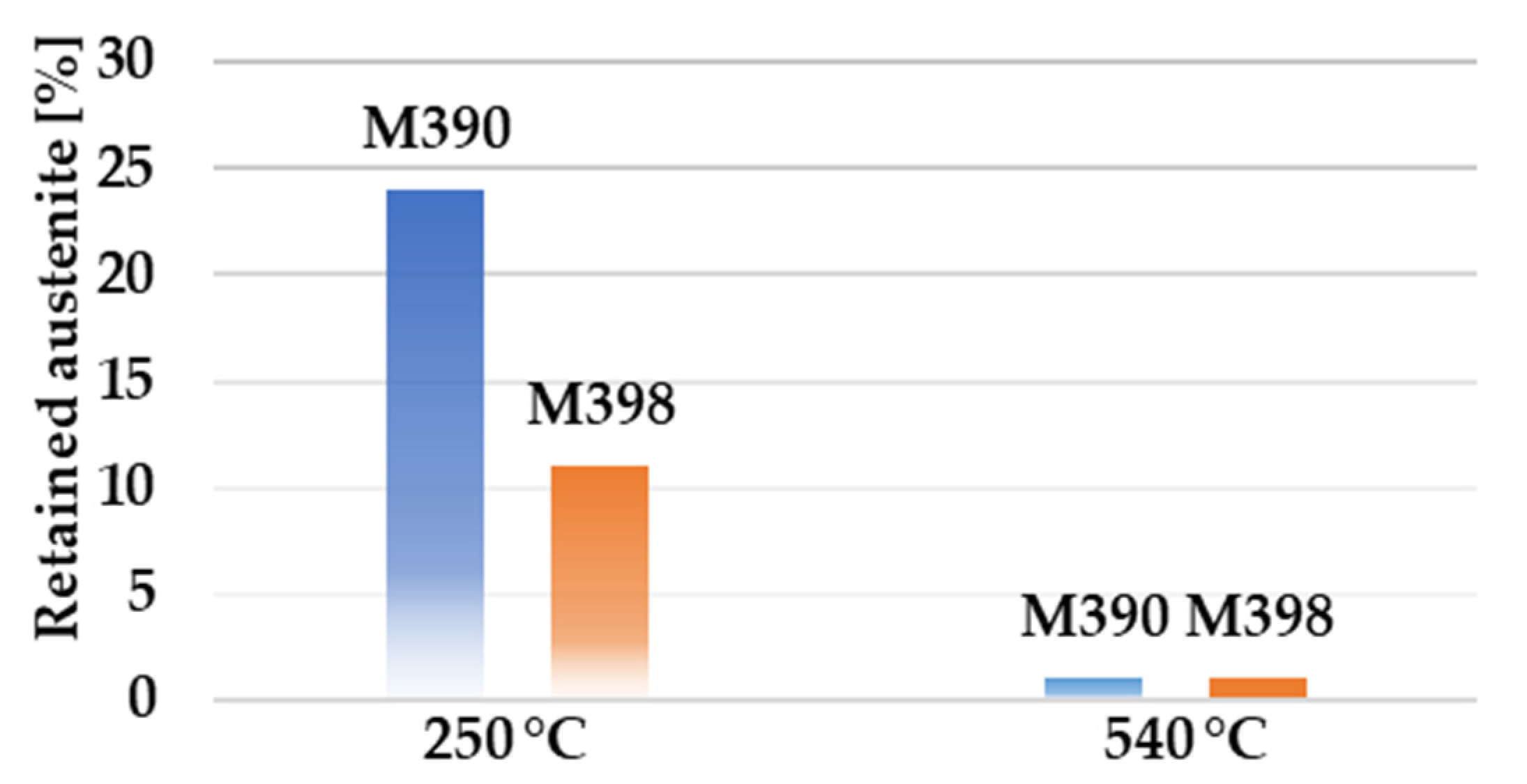
3.1. Effect of Heat Treatment on the Amount of Residual Austenite and Tempering Diagrams
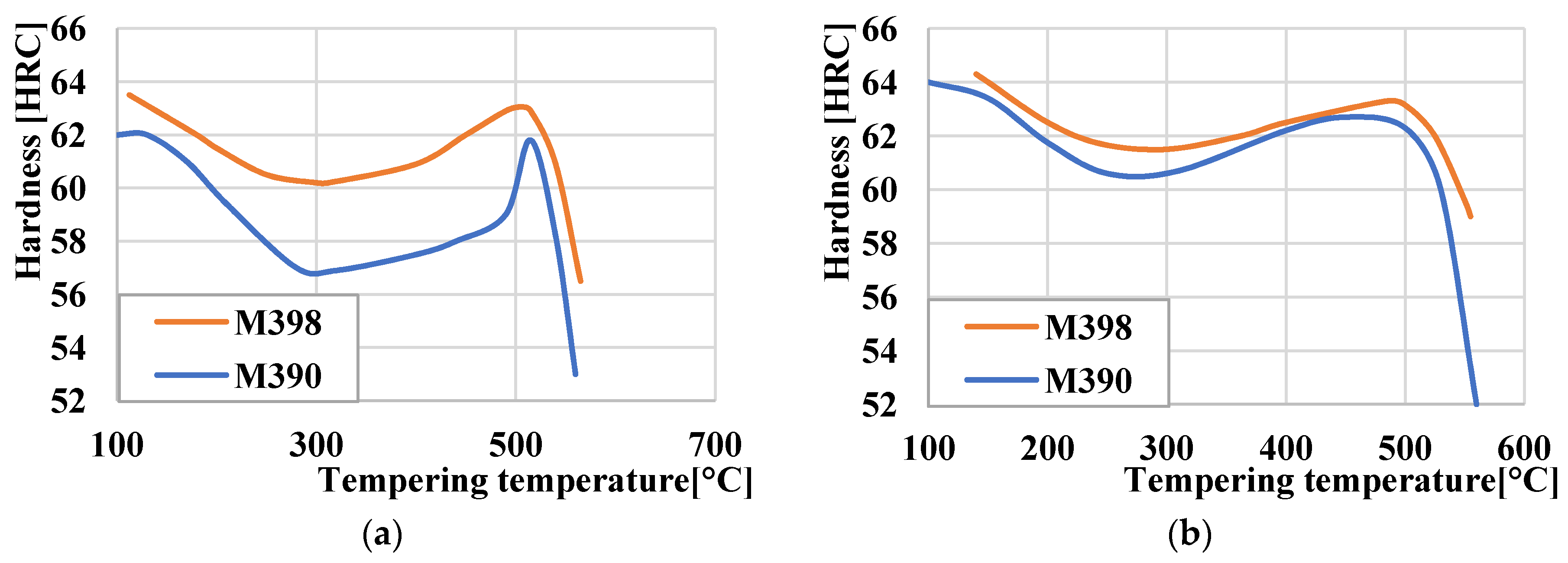
3.2. Comparison Hardness of Powder Tool Steels M390 and M398 after Tempering
3.3. Roughness of Al2O3 Balls and Tool Steel
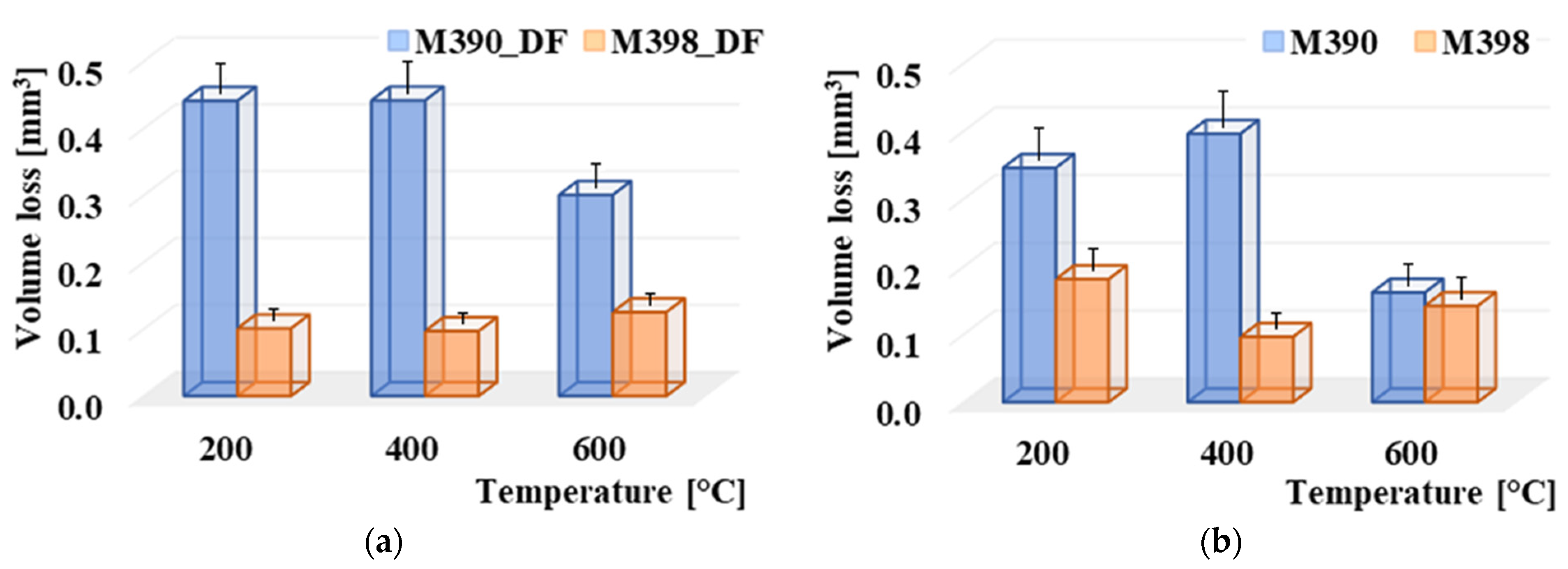
3.4. Wear Comparison of Materials M390 and M398
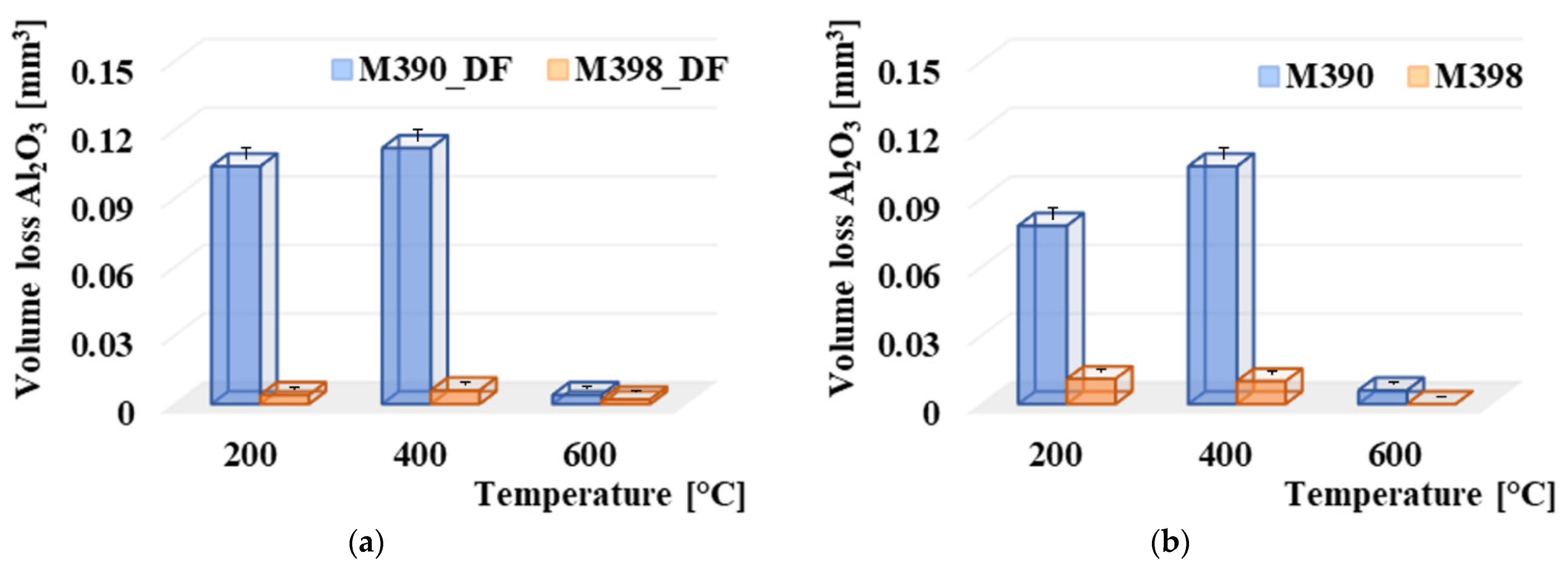
3.5. Comparison of Al2O3 Pressure Ball Wear
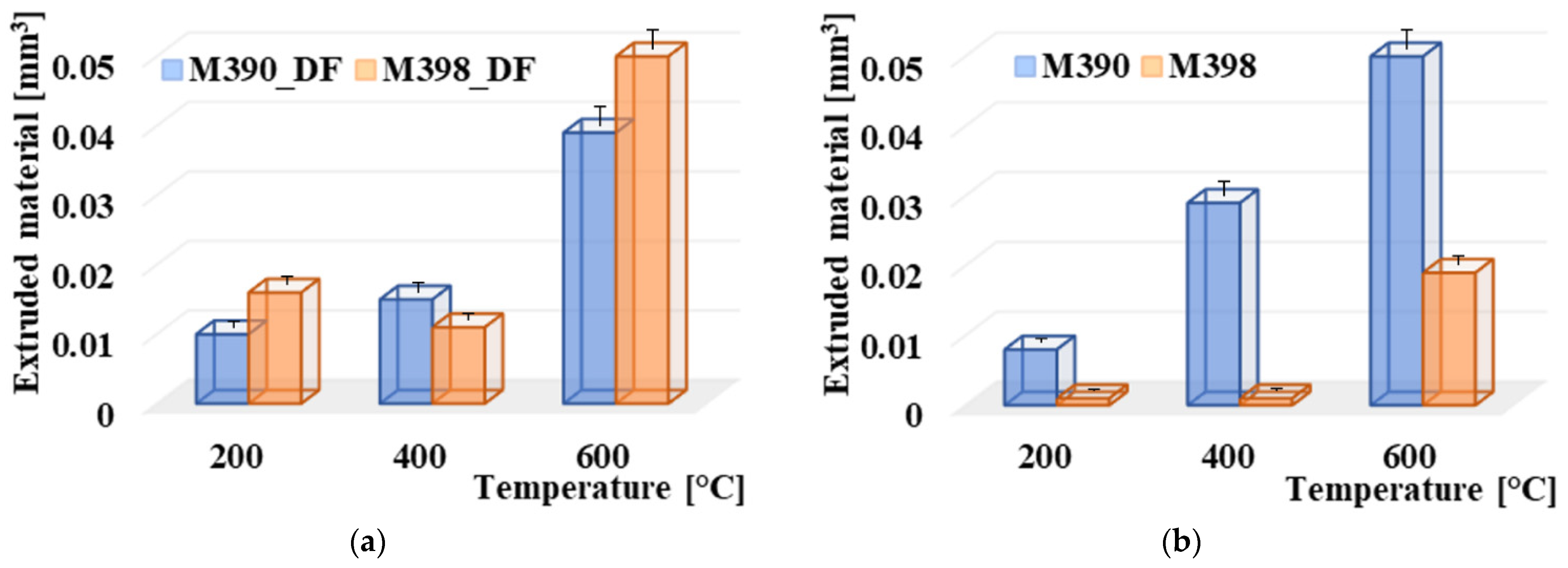
3.6. Comparison of Extruded Material
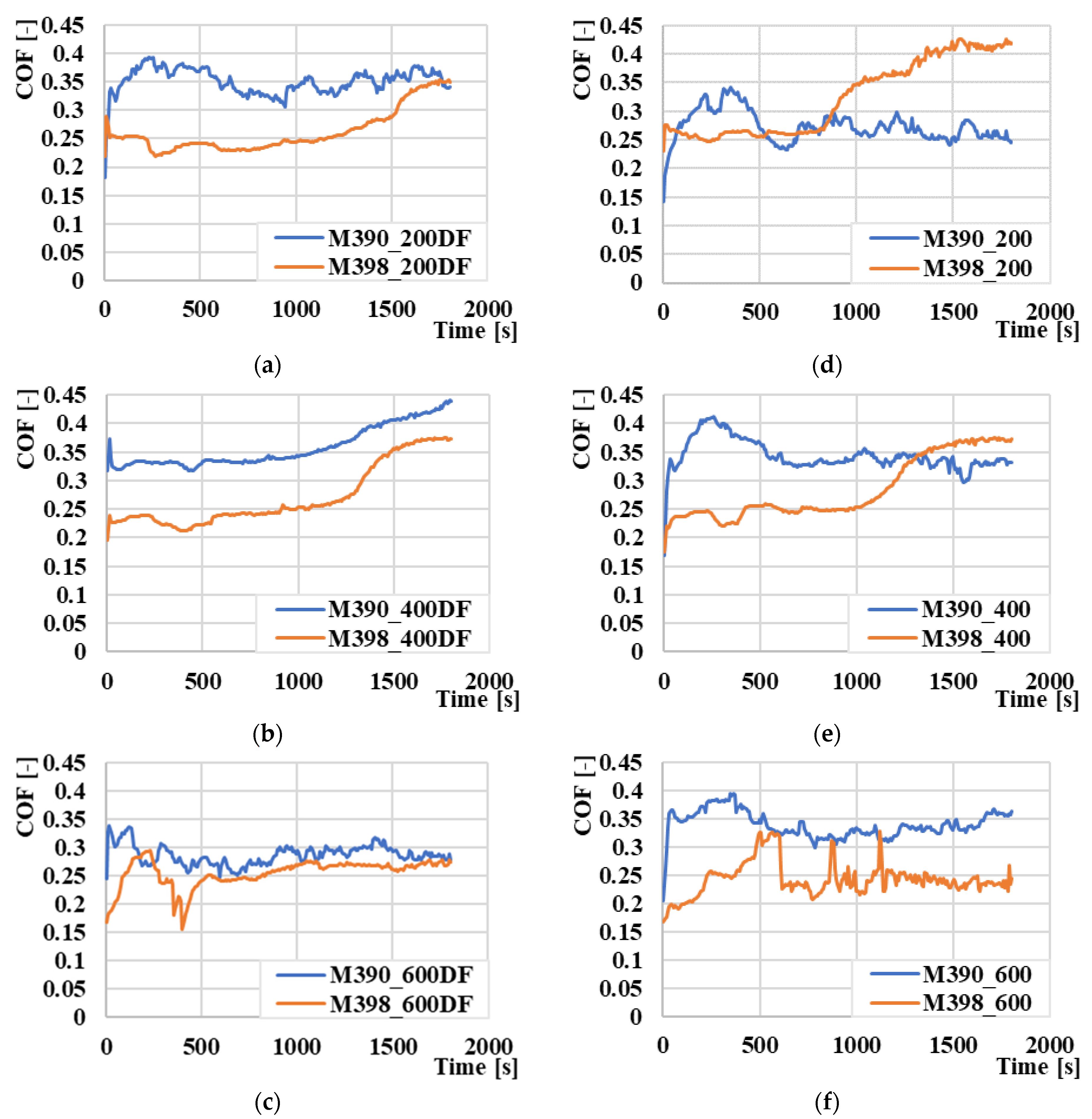
3.7. Coefficient of Friction
3.8. Wear Mechanisms
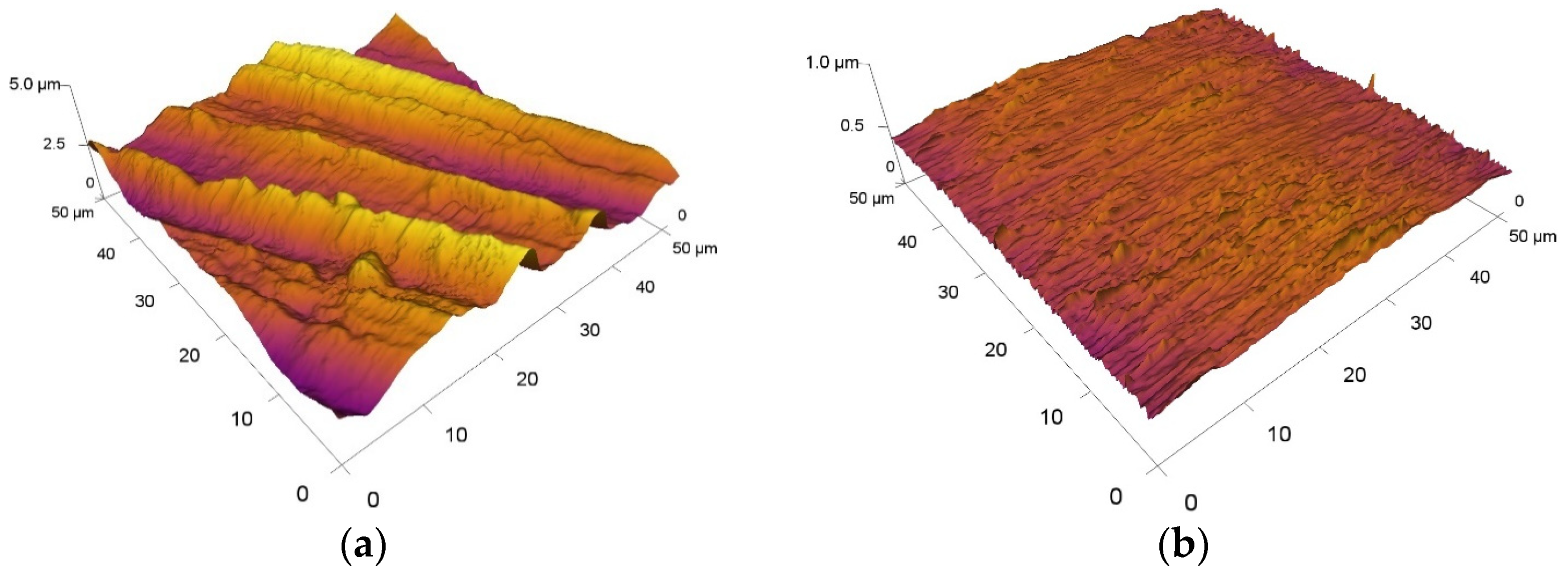
3.9. Analysis of Surface Roughness
4. Conclusions
- The hardness of the contact pairs significantly influences the wear process of the pre-sented experimental steels, M390 and M398, because their chemical composition affects the formation of carbide particles that increase hardness and, at the same time, reduce the resulting wear in favor of the M398 material.
- The highest hardness of material M398 was achieved at a tempering temperature of 400 °C in both types of hardening materials. M390 reached the highest hardness during hardening without freezing at a temperature of 200 °C. Cryogenic hardening has led to an increase in hardness for both steels at approximately 830 HV and is, therefore, recommended in the thermal process for both materials at a subsequent tempering temperature of 400 °C.
- The M398 material showed more than a 400% reduction in wear compared to the M390 material after cryogenic hardening. The lowest wear values were recorded at tempering temperatures of 200 °C and 400 °C after cryogenic quenching and had a value of approx. 0.1 mm3.
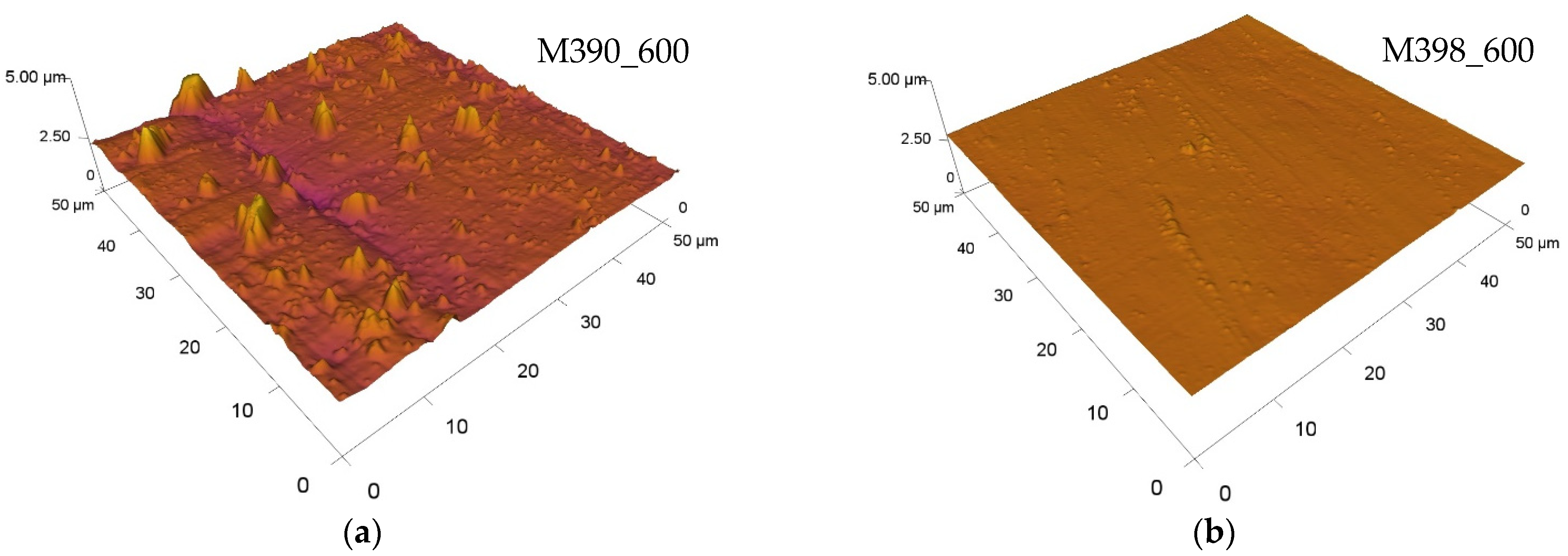
- The 3D surface texture parameter of the worn grooves on the M398 materials showed lower values than for the M390 material. The lowest values of the parameter Sa were achieved on samples that did not undergo the process of cryogenic hardening on material M398 and their average value was Sa = 0.05 µm.
- The effect of plastic deformation in the form of the extruded material on the edges of the friction surfaces was observed to the greatest extent at the highest tempering temperature of 600 °C. At a given temperature, there was a significant decrease in the hardness of the base matrix in all samples of both types of experimental materials. Therefore, this temperature is no longer recommended for tempering.
- The results of the coefficient of friction show that material M398 puts less resistance in the friction process and its values are approximately 0.25, while material M390 showed a COF value of 0.3, after the cryogenic hardening process. The difference in COF values was higher for samples that did not undergo a cryogenic treatment process.
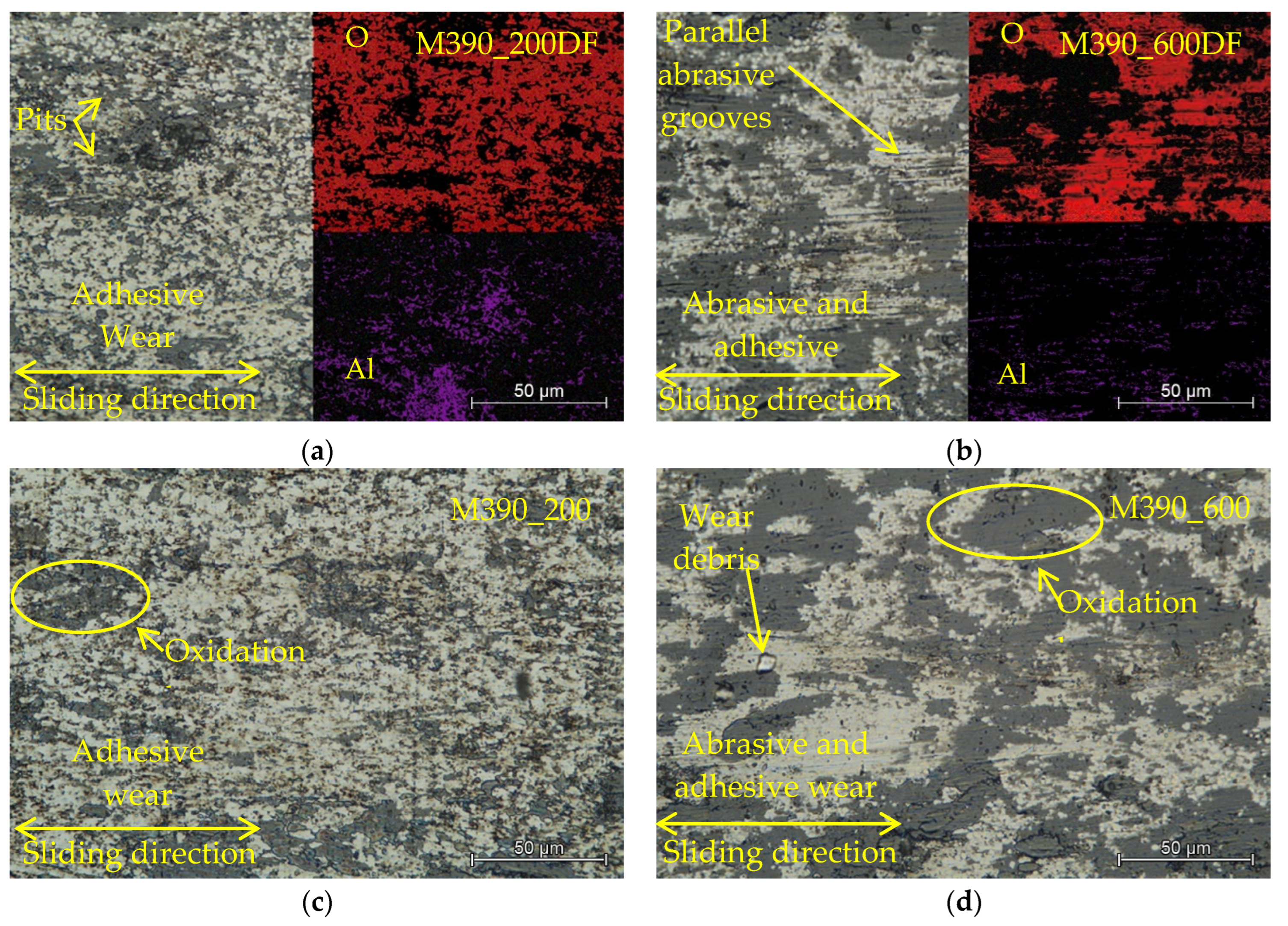
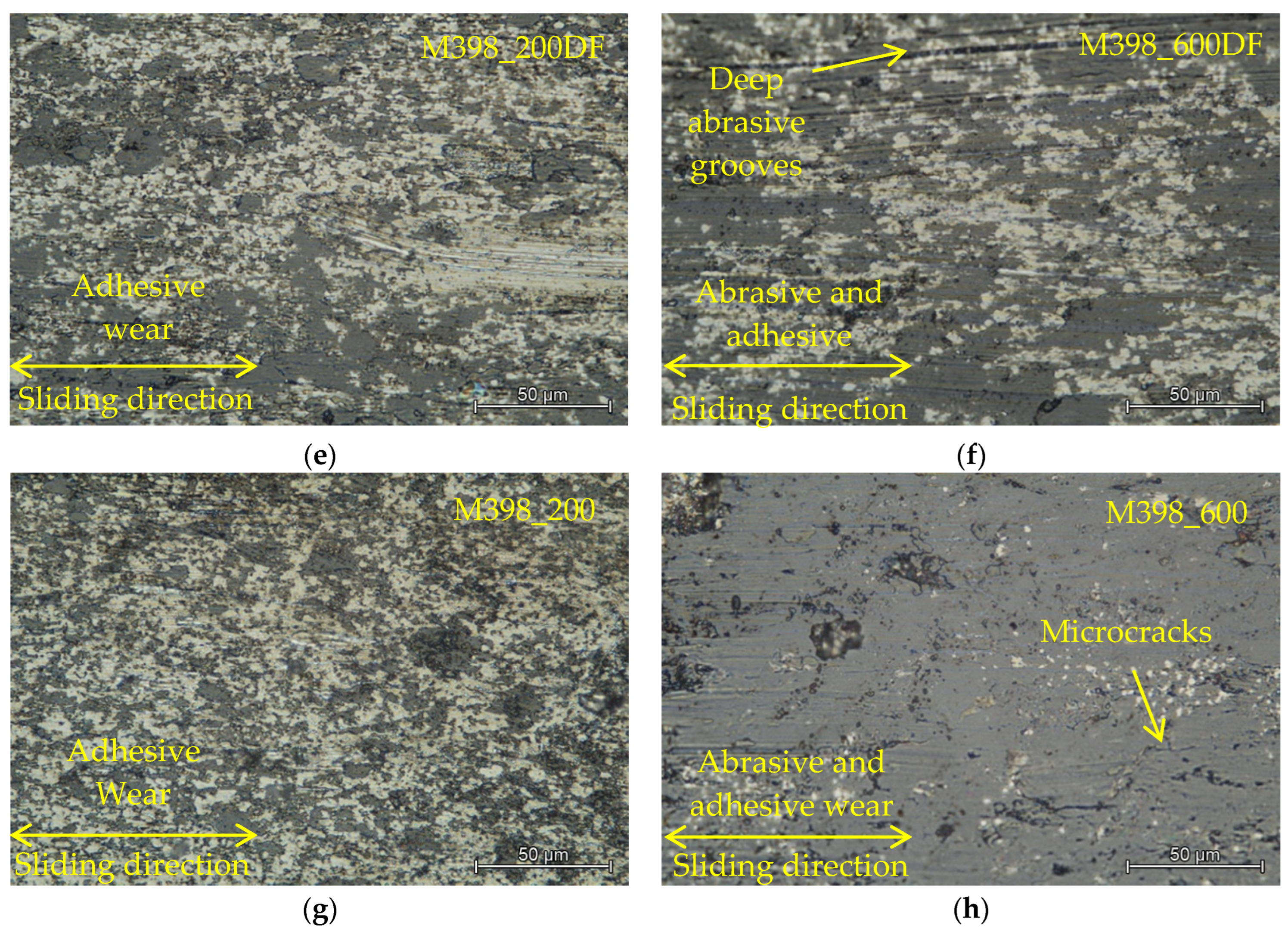
- Increasing the temperature also changes the type of wear. At 200 °C and 400 °C, there was predominantly only purely adhesive wear with small evenly spaced oxidation areas. At a temperature of 600 °C, two types of wear occur: adhesive and abrasive. The oxidizing layers form large continuous areas. These results were the same for both materials.
- Experimental material M398 can fully replace material M390 in processes where its degradation occurs due to the friction mechanism. The M398 material showed significantly better results in all the values we measured. The inclusion of cryogenic hardening in the production process of M398 material is recommended by us. The ideal tempering temperature for achieving the highest wear resistance is 400 °C. A component composed of M398 can be expected to last several times longer in the working environment, up to 200 °C, than M390. Despite the higher purchase price of the M398 material, it is possible to assume its return and overall savings in operation in the work process cycle, e.g., injection molding machines in the plastics industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Danninger, H.; Calderon, R.D.O.; Gierl-Mayer, C. Powder metallurgy and sintered materials. Addit. Manuf. 2017, 19, 51. [Google Scholar]
- Dunkley, J.J. Metal powder atomisation methods for modern manufacturing. Johns. Matthey Technol. Rev. 2019, 63, 226–232. [Google Scholar] [CrossRef]
- Ma, S.; Xing, J.; He, Y.; Li, Y.; Huang, Z.; Liu, G.; Geng, Q. Microstructure and crystallography of M7C3 carbide in chromium cast iron. Mater. Chem. Phys. 2015, 161, 65–73. [Google Scholar] [CrossRef]
- Baek, G.Y.; Shin, G.Y.; Lee, E.M.; Shim, D.S.; Lee, K.Y.; Yoon, H.S.; Kim, M.H. Mechanical characteristics of a tool steel layer deposited by using direct energy deposition. Met. Mater. Int. 2017, 23, 770–777. [Google Scholar] [CrossRef]
- Farayibi, P.K.; Blüm, M.; Weber, S. Densification of a high chromium cold work tool steel powder in different atmospheres by SLPS: Microstructure, heat treatment and micromechanical properties. Mater. Sci. Eng. A 2020, 777, 139053. [Google Scholar] [CrossRef]
- Cheng, L.; Brakman, C.M.; Korevaar, B.M.; Mittemeijer, E.J. Stages in tempering of a martensitic 1.13 per cent carbon steel. Metall. Mater. Trans. A 1988, 19, 2415–2426. [Google Scholar] [CrossRef]
- Van Rooyen, M.; Mittemeijer, E.J. Differential thermal analysis of iron-carbon martensites. Scr. Metall. 1982, 16, 1255–1260. [Google Scholar] [CrossRef]
- Farayibi, P.K.; Blüm, M.; Weber, S. Hard Cladding by Supersolidus Liquid Phase Sintering: An Experimental and Simulation Study on Martensitic Stainless Steels. Metall. Mater. Trans. A 2020, 51, 5818–5835. [Google Scholar] [CrossRef]
- Wang, T.; Yang, B.; Liang, C.; Che, H.; Qin, W.; Cao, R. Effect of Annealing Temperature on Microstructure and Mechanical Property of Hot-rolled M390. Mater. Rep. 2020, 34, 12122–12126. [Google Scholar]
- Priyadarshini, M.; Behera, A.; Biswas, C.K.; Rajak, D.K. Experimental Analysis and Mechanical Characterization of AISI P20 Tool Steel Through Heat-Treatment Process. J. Bio-Tribo-Corros. 2022, 8, 1–10. [Google Scholar] [CrossRef]
- Tan, L.; He, G.; Liu, F.; Li, Y.; Jiang, L. Effects of temperature and pressure of hot isostatic pressing on the grain structure of powder metallurgy superalloy. Materials 2018, 11, 328. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cíger, R.; Barényi, I.; Krbaťa, M. Analysis of heat treatment parameters on the properties of selected tool steels M390 and M398 produced with powder metallurgy. Manuf. Technol. 2022, 21, 774–780. [Google Scholar] [CrossRef]
- Kusmic, D.; Doan, T.V.; Pilch, O.; Krbaťa, M. Corrosion resistance and tribological properties of plasma nitrided and tenifered 42CrMo4 steel. In Proceedings of the 25th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 25–27 May 2016; Volume 10, pp. 47–81. [Google Scholar]
- Krbata, M.; Eckert, M.; Majerik, J.; Barenyi, I. Wear Behaviour of High Strength Tool Steel 90MnCrV8 in Contact with Si3N4. Metals 2020, 10, 756. [Google Scholar] [CrossRef]
- Sedlak, J.; Hrusecka, D.; Jurickova, E.; Hrbackova, L.; Spisak, L.; Joska, Z. Analysis of test plastic samples printed by the additive method fused filament fabrication. MM Sci. J. 2021, 1, 4283–4290. [Google Scholar] [CrossRef]
- Krbata, M.; Eckert, M.; Bartosova, L.; Barenyi, I.; Majerik, J.; Mikuš, P.; Rendkova, P. Dry sliding friction of tool steels and their comparison of wear in contact with ZrO2 and X46Cr13. Materials 2020, 13, 2359. [Google Scholar] [CrossRef] [PubMed]
- Procházka, J.; Pokorný, Z.; Dobrocký, D. Service Behavior of Nitride Layers of Steels for Military Applications. Coatings 2020, 10, 975. [Google Scholar] [CrossRef]
- Böhler, Presentation Material Steel M398. Available online: https://www.alphaknifesupply.com/Pictures/Info/Steel/M398-DS.pdf (accessed on 9 May 2022).
- Aghaie-Khafri, M.; Fazlalipour, F. Vanadium carbide coatings on die steel deposited by the thermo-reactive diffusion technique. J. Phys. Chem. Solids 2008, 69, 2465–2470. [Google Scholar] [CrossRef]
- Ju, J.; Fu, H.G.; Fu, D.M.; Wei, S.Z.; Sang, P.; Wu, Z.W.; Lei, Y.P. Effects of Cr and V additions on the microstructure and properties of high-vanadium wear-resistant alloy steel. Ironmak. Steelmak. 2018, 45, 176–186. [Google Scholar] [CrossRef]
- Wang, J.; Guo, W.; Sun, H.; Li, H.; Gou, H.; Zhang, J. Plastic deformation behaviors and hardening mechanism of M7C3 carbide. Mater. Sci. Eng. A 2016, 662, 88–94. [Google Scholar] [CrossRef]
- Geng, B.; Li, Y.; Zhou, R.; Wang, Q.; Jiang, Y. Formation mechanism of stacking faults and its effect on hardness in M7C3 carbides. Mater. Charact. 2020, 170, 110691. [Google Scholar] [CrossRef]
- Bignozzi, M.C.; Calcinelli, L.; Carati, M.; Ceschini, L.; Chiavari, C.; Masi, G.; Morri, A. Effect of heat treatment conditions on retained austenite and corrosion resistance of the X190CrVMo20-4-1 stainless steel. Met. Mater. Int. 2020, 26, 1318–1328. [Google Scholar] [CrossRef]
- Cheng, L.; Brakman, C.M.; Korevaar, B.M.; Mittemeijer, E.J. The tempering of iron-carbon martensite; dilatometric and calorimetric analysis. Metall. Mater. Trans. A 1988, 19, 2415–2426. [Google Scholar] [CrossRef]
- Van Genderen, M.J.; Isac, M.; Böttger, A.; Mittemeijer, E.J. Aging and tempering behavior of iron-nickel-carbon and iron-carbon martensite. Metall. Mater. Trans. A 1997, 28, 545–561. [Google Scholar] [CrossRef]
- Leskovšek, V.; Šuštaršič, B.; Jutriša, G. The influence of austenitizing and tempering temperature on the hardness and fracture toughness of hot-worked H11 tool steel. J. Mater. Process. Technol. 2006, 178, 328–334. [Google Scholar] [CrossRef]
- Qamar, S.Z. Effect of heat treatment on mechanical properties of H11 tool steel. J. Achiev. Mater. Manuf. Eng. 2009, 35, 115–120. [Google Scholar]
- Pillai, N.; Karthikeyan, R.; Kannan, S.; Vincent, S. Effect of Cryogenic treatment on VIKING cold working tool steel and development of wear mechanism maps. Procedia Manuf. 2018, 26, 329–342. [Google Scholar] [CrossRef]
- Houdková, Š.; Zahálka, F.; Kašparová, M.; Berger, L.M. Comparative study of thermally sprayed coatings under different types of wear conditions for hard chromium replacement. Tribol. Lett. 2011, 43, 139–154. [Google Scholar] [CrossRef]
- Olofsson, U.; Telliskivi, T. Wear, plastic deformation and friction of two rail steels—A full-scale test and a laboratory study. Wear 2003, 254, 80–93. [Google Scholar] [CrossRef]
- Vashishtha, N.; Sapate, S.G.; Bagde, P.; Rathod, A.B. Effect of heat treatment on friction and abrasive wear behaviour of WC-12Co and Cr3C2-25NiCr coatings. Tribol. Int. 2018, 118, 381–399. [Google Scholar] [CrossRef]
- Marques, F.; Da Silva, W.M.; Pardal, J.M.; Tavares, S.S.M.; Scandian, C. Influence of heat treatments on the micro-abrasion wear resistance of a superduplex stainless steel. Wear 2011, 271, 1288–1294. [Google Scholar] [CrossRef]
- Hardell, J.; Hernandez, S.; Mozgovoy, S.; Pelcastre, L.; Courbon, C.; Prakash, B. Effect of oxide layers and near surface transformations on friction and wear during tool steel and boron steel interaction at high temperatures. Wear 2015, 330–331, 223–229. [Google Scholar] [CrossRef]
- Das, D.; Ray, K.K.; Dutta, A.K. Influence of temperature of sub-zero treatments on the wear behaviour of die steel. Wear 2009, 267, 1361–1370. [Google Scholar] [CrossRef]
- Yan, X.G.; Li, D.Y. Effects of the sub-zero treatment condition on microstructure, mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel. Wear 2013, 302, 854–862. [Google Scholar] [CrossRef]
- Carpick, R.W.; Ogletree, D.F.; Salmeron, M. A general equation for fitting contact area and friction vs load measurements. J. Colloid Interface Sci. 1999, 211, 395–400. [Google Scholar] [CrossRef]
- Goh, K.L.; Thomas, S.; De Silva, R.T.; Aswathi, M.K. Interfaces in Particle and Fibre Reinforced Composites: Current Perspectives on Polymer, Ceramic, Metal and Extracellular Matrices; Woodhead Publishing: Cambridge, UK, 2020. [Google Scholar]
- Bumbálek, M.; Joska, Z.; Pokorný, Z.; Sedlák, J.; Majerík, J.; Neumann, V.; Klima, K. Cyclic Fatigue of Dental NiTi Instruments after Plasma Nitriding. Materials 2021, 14, 2155. [Google Scholar] [CrossRef]
- Kvačkaj, T.; Kováčová, A.; Bidulska, J.; Bidulský, R.; Kočičko, R. New approach in the properties evaluation of ultrafine-grained OFHC copper. Arch. Metall. Mater. 2015, 60, 605–614. [Google Scholar] [CrossRef]
- Swain, B.; Bhuyan, S.; Behera, R.; Mohapatra, S.S.; Behera, A. Wear: A serious problem in industry. In Tribology in Materials and Manufacturing-Wear, Friction and Lubrication; IntechOpen: London, UK, 2020. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Mo | V | W |
|---|---|---|---|---|---|---|---|
| BOHLER M390 | 1.90 | 0.70 | 0.30 | 20.00 | 1.00 | 4.00 | 0.60 |
| Spectral analysis M390 | 1.98 | 0.79 | 0.38 | 20.37 | 0.85 | 4.02 | 0.53 |
| BOHLER M398 | 2.70 | 0.50 | 0.50 | 20.00 | 1.00 | 7.20 | 0.70 |
| Spectral analysis M398 | 2.65 | 0.55 | 0.51 | 20.09 | 1.00 | 7.10 | 0.43 |
| Modulus of Elasticity [103 N/mm2] | Impact KV/Ku [J] | Tensile Strength [MPa] | Proof Strength Rp0.2 (MPa) | Thermal Conductivity [W/m°K] | Specific Heat [J/kg°K] | Elongation [%] | |
|---|---|---|---|---|---|---|---|
| M390 | 227 | 34 | 898 | 172 | 16.5 | 480 | 33 |
| M398 | 231 | 35 | 1078.5 | 183 | 15.2 | 490 | 31 |
| Quenching Samples | Quenching Samples with Deep Freezing | |||||
|---|---|---|---|---|---|---|
| Tempering Temperature [°C] | Tempering Temperature [°C] | |||||
| Material | 200 [°C] | 400 [°C] | 600 [°C] | 200 [°C] | 400 [°C] | 600 [°C] |
| M390 | 735 ± 6 | 717 ± 12 | 455 ± 34 | 758 ± 6 | 833 ± 9 | 486 ± 28 |
| M398 | 806.5 ± 8 | 815 ± 11 | 506 ± 22 | 785 ± 9 | 830 ± 10 | 480 ± 25 |
| Sample | Sa Material [µm] | Sa Ball [µm] | Sample | Sa Material [µm] | Sa Ball [µm] |
|---|---|---|---|---|---|
| M390_200DF | 0.16 ± 0.05 | 0.60 ± 0.16 | M398_200DF | 0.07 ± 0.02 | 0.45 ± 0.11 |
| M390_400DF | 0.10 ± 0.03 | 0.34 ± 0.09 | M398_400DF | 0.06 ± 0.02 | 0.44 ± 0.11 |
| M390_600DF | 0.13 ± 0.04 | 0.41 ± 0.10 | M398 _600DF | 0.11 ± 0.03 | 0.44 ± 0.10 |
| M390_200 | 0.32 ±0.08 | 0.50 ± 0.13 | M398 _200 | 0.04 ± 0.02 | 0.49 ± 0.12 |
| M390_400 | 0.06 ± 0.02 | 0.76 ± 0.18 | M398 _400 | 0.08 ± 0.02 | 0.35 ± 0.09 |
| M390_600 | 0.10 ± 0.03 | 0.49 ± 0.11 | M398 _600 | 0.02 ± 0.01 | 0.32 ± 0.09 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Studeny, Z.; Krbata, M.; Dobrocky, D.; Eckert, M.; Ciger, R.; Kohutiar, M.; Mikus, P. Analysis of Tribological Properties of Powdered Tool Steels M390 and M398 in Contact with Al2O3. Materials 2022, 15, 7562. https://doi.org/10.3390/ma15217562
Studeny Z, Krbata M, Dobrocky D, Eckert M, Ciger R, Kohutiar M, Mikus P. Analysis of Tribological Properties of Powdered Tool Steels M390 and M398 in Contact with Al2O3. Materials. 2022; 15(21):7562. https://doi.org/10.3390/ma15217562
Chicago/Turabian StyleStudeny, Zbynek, Michal Krbata, David Dobrocky, Maros Eckert, Robert Ciger, Marcel Kohutiar, and Pavol Mikus. 2022. "Analysis of Tribological Properties of Powdered Tool Steels M390 and M398 in Contact with Al2O3" Materials 15, no. 21: 7562. https://doi.org/10.3390/ma15217562