
Numerical Simulation in the Melt Pool Evolution of Laser Powder Bed Fusion Process for Ti6Al4V
 and
and
Abstract
:1. Introduction
2. Simulation
2.1. Continuum Conservation Equations
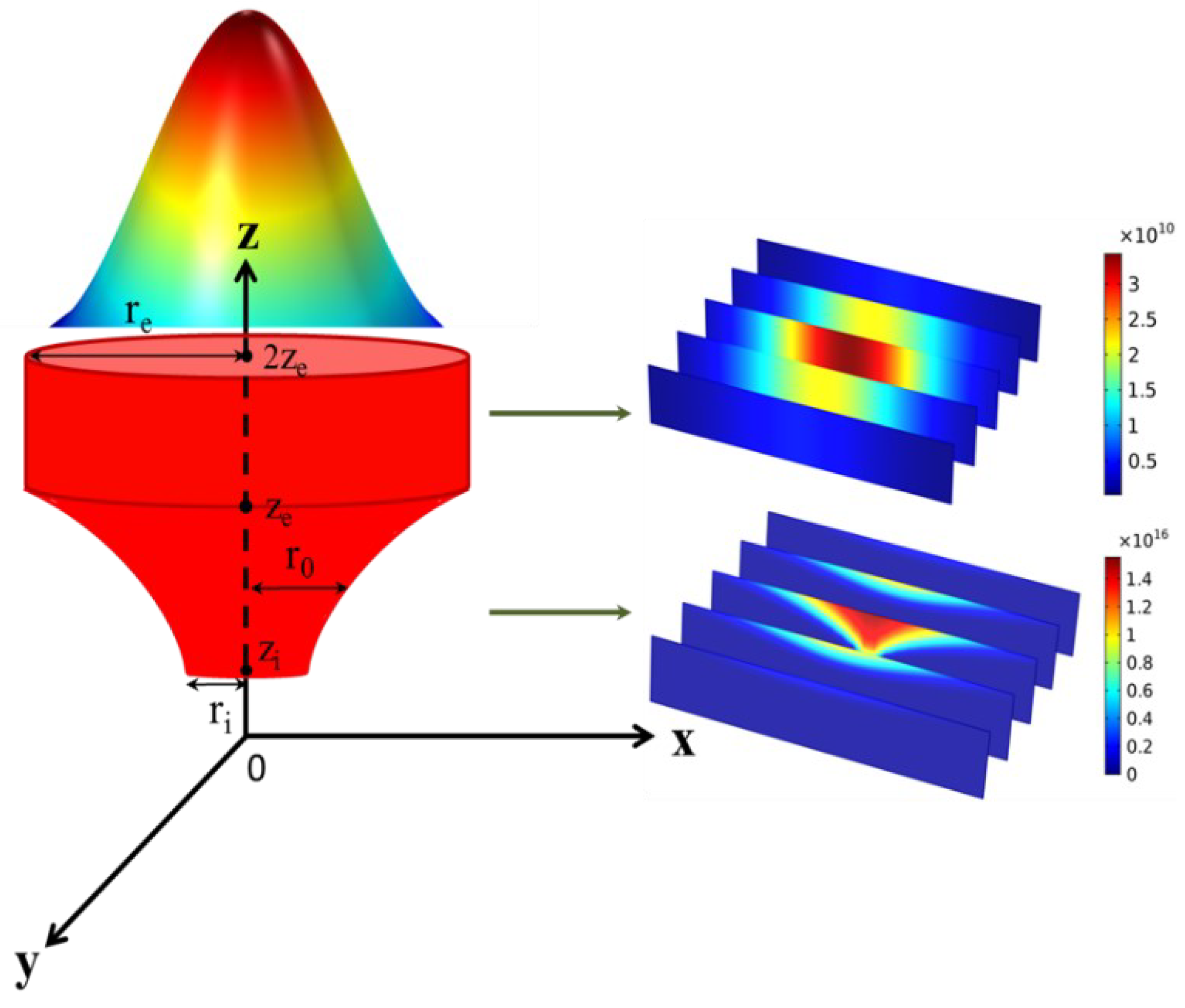
2.2. Combined Rotating Volumetric Heat Source
2.3. Volume of Fluid (VOF)
2.4. Initial Condition and VOF for N-S and Energy Equation
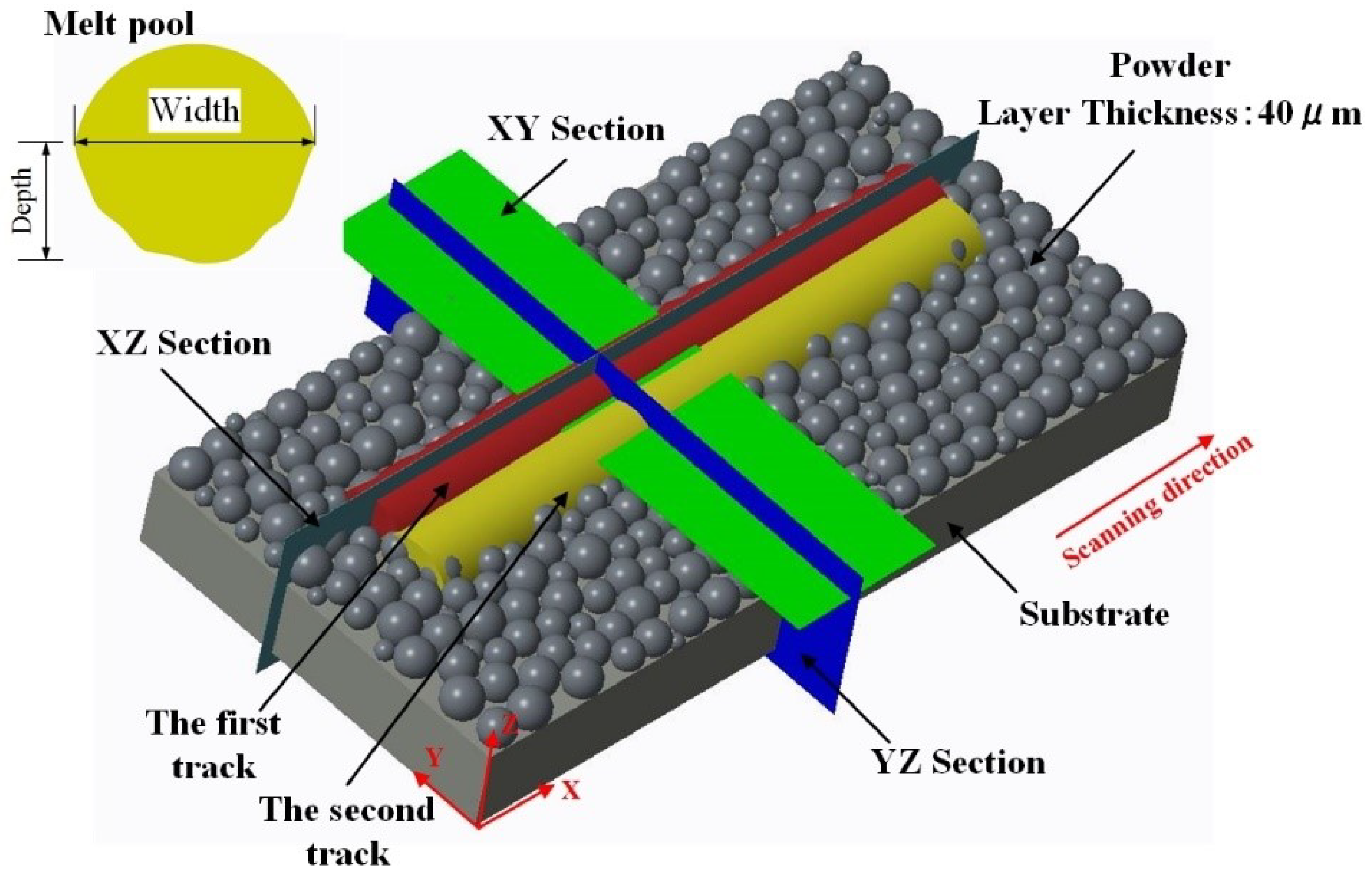
2.5. Model Establishment in Simulation
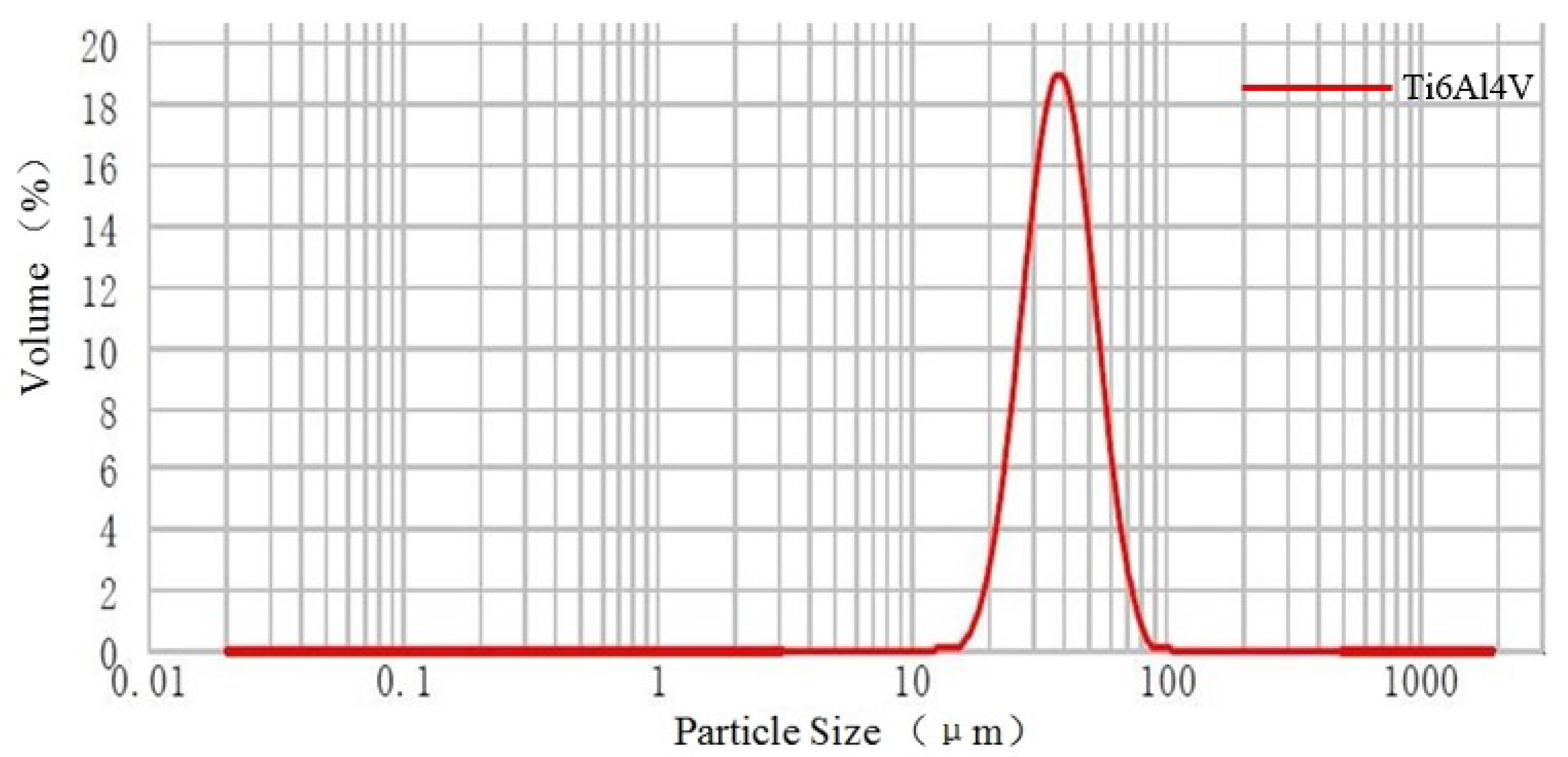
2.6. Thermophysical Properties of Material of Ti6Al4V
3. Experiments
4. Results and Discussions
4.1. Evolution of the Melt Pool and Its Affecting Factors
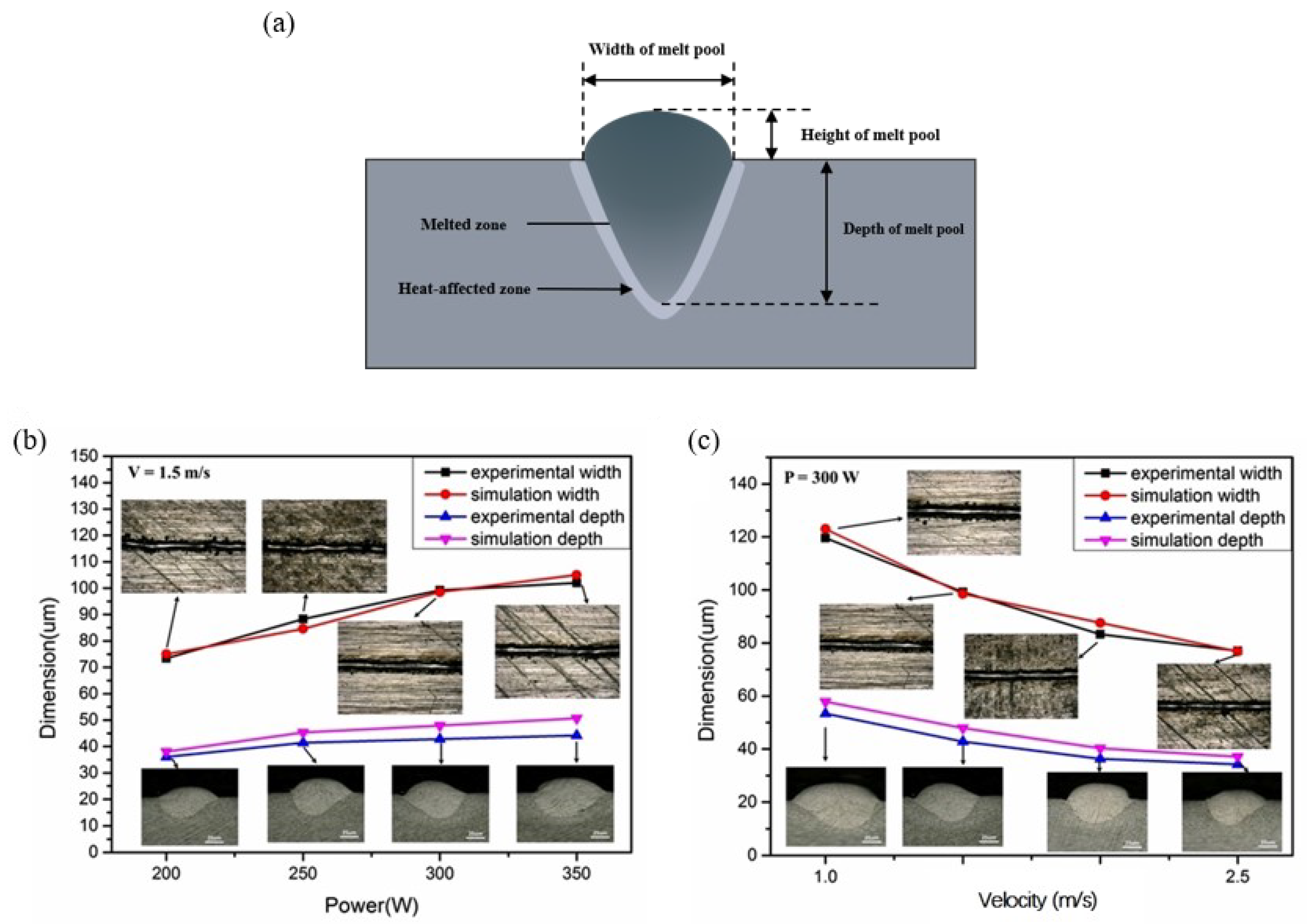
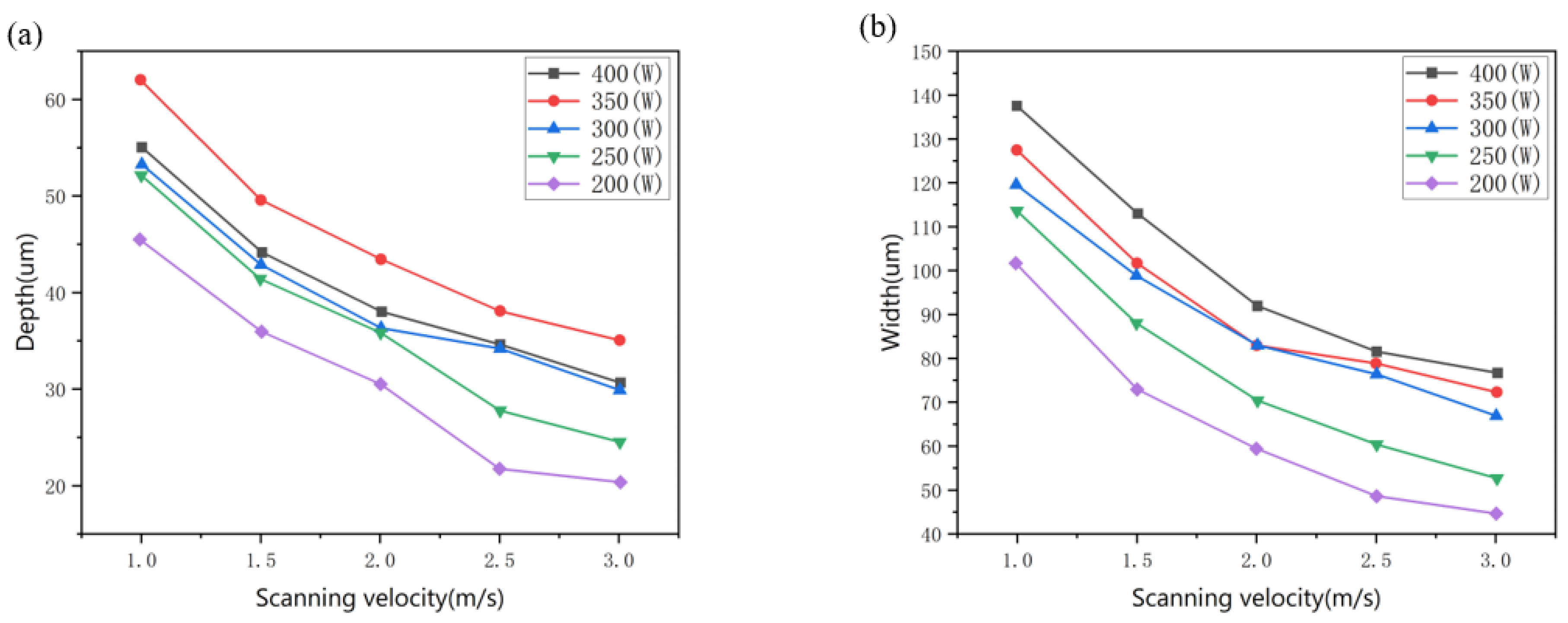
4.1.1. Geometry and Surface Morphology of the Melt Pool
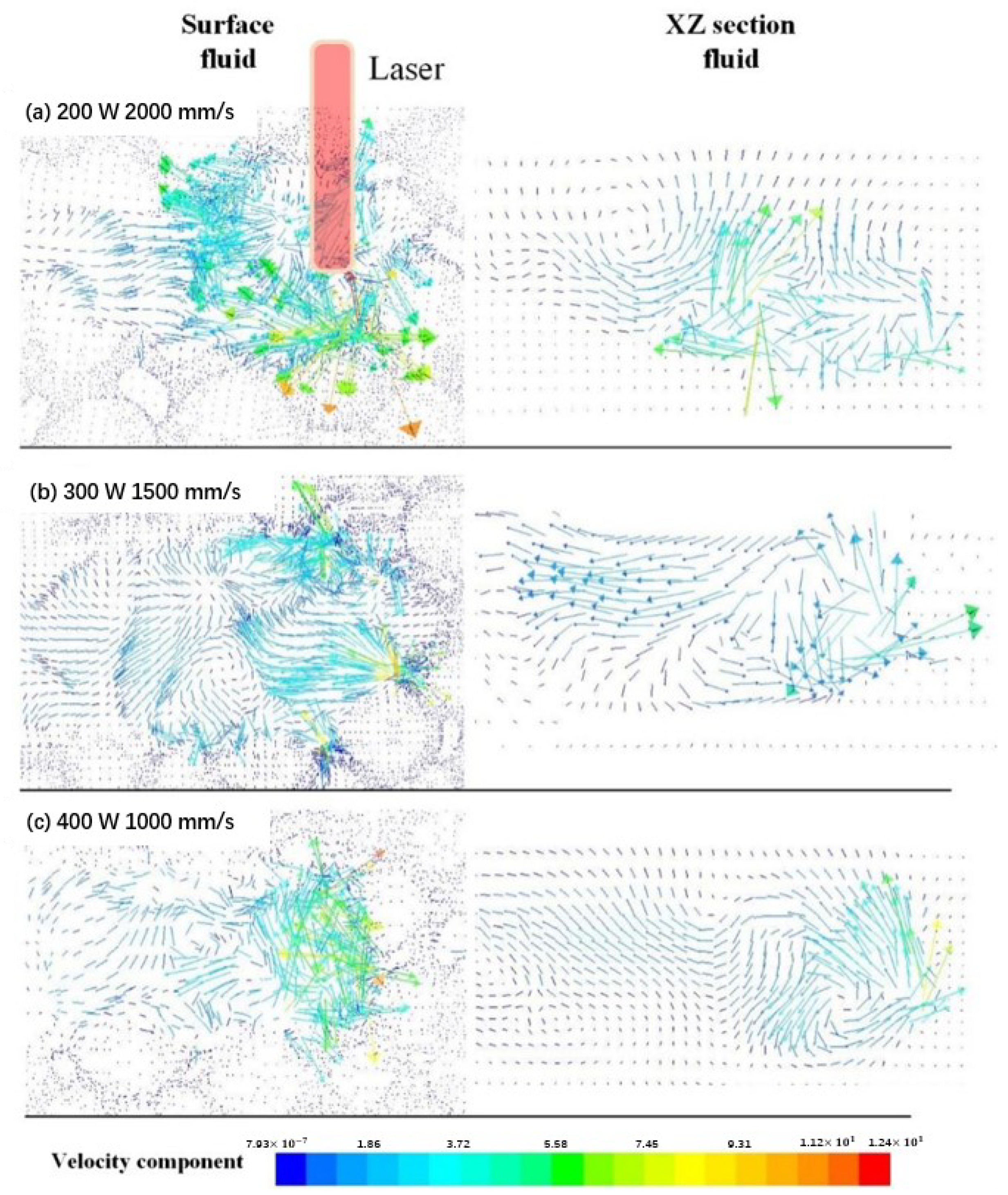
4.1.2. Fluid Flow of the Melt Pool
4.2. Melt Pool Evolution and Its Temperature Fluctuation Mechanism of the First Scanning Track
4.2.1. Melt Pool Characteristic at the Initial, Intermediate, and End Positions of Laser Scanning Process
4.2.2. Temperature Fluctuation and Its Mechanism
4.3. Melt Pool Evolution of the Second Scanning Track
4.3.1. Melt Pool Characteristic of the Second Scanning Track
4.3.2. Evolution Mechanism of the Second Track
5. Conclusions
- The melt pool geometry, characterized by the width and depth of the melt pool, is determined significantly by laser power and scanning velocity. However, its width and depth change with the increase in scanning velocity from 1.5 m/s to 2.0 m/s and laser power from 250 W to 350 W;
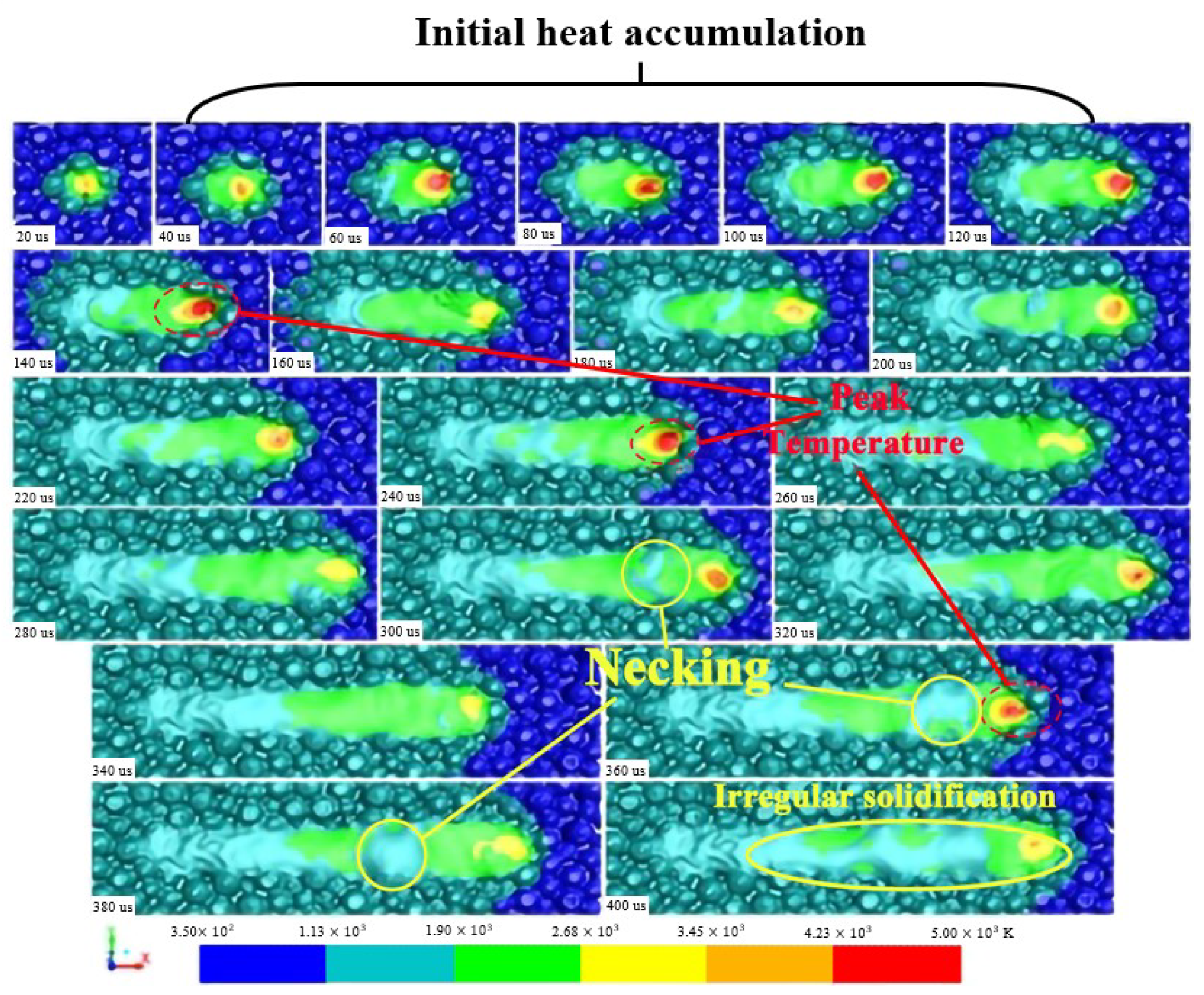
- The melt pool geometry of the first track changes from approximately circular, elliptical, to a “comet” shape because of the thermal accumulation during the continuous laser scanning process with a laser power of 300 W and a laser scan velocity of 1.5 m/s. Due to the keyhole formation at the center of the melt pool, the fluid flows in a bottom-up direction and then from center to back. Affected by the Marangoni force, the fluid appears continuous and steady.
- During the L-PBF process, the geometry of the melt pool of the second track becomes larger due to the heat accumulation during the continuous laser scanning process. The melt pool of the second track flows violently in the initial position due to the higher flow velocity in the limited melt space affected by the Marangoni effect and recoil pressure. A sufficiently long melt pool helps to obtain a steady fluid and smooth surface morphology. Thus, the second track has enough space for metal flow, and it is more likely to obtain smooth surface morphology than the first track.
- The evolution trend in thermal dynamics of the second track in the melt pool is similar to that of the first track, but its geometry is larger, its temperature is higher, the fluid flow is faster, and the surface of the melt pool is much smoother than that of the first track.
- The temperature in the melt pool in the beam center fluctuates during the laser scanning process, which is possibly attributed to the interaction between thermal conduction and violent fluid flow or the interaction between heat accumulation and violent fluid flow.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Material density, kg/m3 | |
| Velocity vector, m/s | |
| Pressure, Pa | |
| Volume force, N | |
| Viscosity, Pa·s | |
| Specific heat capacity, J/(kg·K) | |
| Phase change of latent heat, J | |
| Thermal conductivity, W/(m·K) | |
| Metal phase coefficient | |
| Gas phase coefficient | |
| Evaporation enthalpy change, J | |
| Ideal gas constant | |
| General gas constant | |
| u, v, w | Velocity component, m/s |
| Gravity acceleration, m/s2 | |
| Evaporation rate per volume | |
| Laser power, W | |
| Porosity ratio | |
| Laser absorption coefficient | |
| Laser power, W | |
| Coordinate of lower heat source | |
| Radius of lower heat source, μm | |
| Heat flow peak proportional coefficient | |
| Scanning velocity, mm/s | |
| Powder thickness, μm | |
| Beam spot radius, μm | |
| Convective heat transfer coefficient | |
| Boltzmann constant | |
| Radiative coefficient | |
| Laser heat flux density, J/(m2·s) | |
| Atmospheric pressure, Pa |
References
- Kunčická, L.; Kocich, R.; Lowe, T.C. Advances in metals and alloys for joint replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Bimber, B.A.; Andani, M.T.; Elahinia, M. Multi-scale shape memory effect recovery in NiTi alloys additive manufactured by selective laser melting and laser directed energy deposition. J. Mater. Process. Technol. 2017, 250, 55–64. [Google Scholar] [CrossRef]
- Masoomi, M.; Thompson, S.M.; Shamsaei, N. Laser powder bed fusion of Ti-6Al-4V parts: Thermal modeling and mechanical implications. Int. J. Mach. Tools Manuf. 2017, 118, 73–90. [Google Scholar] [CrossRef] [Green Version]
- Shi, Q.; Gu, D.; Xia, M.; Cao, S.; Rong, T. Effects of laser processing parameters on thermal behavior and melting/solidification mechanism during selective laser melting of TiC/Inconel 718 composites. Opt. Laser Technol. 2016, 84, 9–22. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, K.; Tor, S.B.; Chua, C.K.; Leong, K.F. Heat transfer and phase transition in the selective laser melting process. Int. J. Heat Mass Transfer. 2017, 108, 2408–2416. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Effect of metal vaporization behavior on keyhole-mode surface morphology of selective laser melted composites using different protective atmospheres. Appl. Surf. Sci. 2015, 355, 310–319. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A. Mesoscopic simulation model of selective laser melting of stainless steel powder. J. Mater. Process. Technol. 2014, 214, 2627–2636. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; Pang, Z. Numerical and experimental investigation into the subsequent thermal cycling during selective laser melting of multi-layer 316L stainless steel. Opt. Laser Technol. 2018, 98, 23–32. [Google Scholar] [CrossRef]
- Sun, D.L.; Tao, W.Q. A coupled volume-of-fluid and level set (VOSET) method for computing incompressible two-phase flows. Int. J. Heat Mass Transfer. 2010, 53, 645–655. [Google Scholar] [CrossRef]
- Seric, I.; Afkhami, S.; Kondic, L. Direct numerical simulation of variable surface tension flows using a Volume-of-Fluid method. J. Comput. Phys. 2017, 352, 615–636. [Google Scholar] [CrossRef]
- Gürtler, F.J.; Karg, M.; Leitz, K.H.; Schmidt, M. Simulation of laser beam melting of steel powders using the three-dimensional volume of fluid method. Phys. Procedia 2013, 41, 874–879. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Zhang, P.; Liu, Z.; Feng, Z.; Wang, C.; Guo, Y. Thermofluid field of molten pool and its effects during selective laser melting (SLM) of Inconel 718 alloy. Addit. Manuf. 2018, 21, 567–578. [Google Scholar] [CrossRef]
- Tran, H.C.; Lo, Y.L. Heat transfer simulations of selective laser melting process based on volumetric heat source with powder size consideration. J. Mater. Process. Technol. 2017, 255, 411–425. [Google Scholar] [CrossRef]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of laser absorption by metal powders in additive manufacturing. Appl Opt. 2015, 54, 2477–2482. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Huang, Y.; Kasinathan, A.R.; Shahabad, S.I.; Ali, U.; Mahmoodkhani, Y.; Toyserkani, E. 3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity. Opt. Laser Technol. 2018, 109, 297–312. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.M.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Wen, S.; Dong, A.; Lu, Y.; Zhu, G.; Shu, D.; Sun, B. Finite Element Simulation of the Temperature Field and Residual Stress in GH536 Superalloy Treated by Selective Laser Melting. Acta Metall. Sin. 2017, 54, 393–403. [Google Scholar]
- Shrestha, S.; Chou, Y.K. A Numerical Study on the Keyhole Formation During Laser Powder Bed Fusion Process. ASME Int. Manuf. Sci. Eng. Conf. Proc. 2019, 141, 101002. [Google Scholar] [CrossRef]
- Liu, C. Mesoscopic-scale simulation of pore evolution during laser powder bed fusion process. Comput. Mater. Sci. 2020, 179, 109686. [Google Scholar]
- Khorasani, A.M.; Gibson, I.; Ghaderi, A.R. Rheological characterization of process parameters influence on surface quality of Ti-6Al-4V parts manufactured by selective laser melting. Int. J. Adv. Manuf. Tech. 2018, 97, 3761–3775. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2017, 251, 376–386. [Google Scholar] [CrossRef]
- Kovalev, O.B.; Gurin, A.M. Multivortex convection of metal in molten pool with dispersed impurity induced by laser radiation. Int. J. Heat Mass Transf. 2014, 68, 269–277. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder-bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Leung, C.L.A.; Marussi, S.; Atwood, R.C.; Towrie, M.; Withers, P.J.; Lee, P.D. In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat. Commun. 2018, 9, 1355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shah, A.; Kumar, A.; Ramkumar, J. Analysis of transient thermo-fluidic behavior of melt pool during spot laser welding of 304 stainless-steel. J. Mater. Process. Technol. 2018, 256, 109–120. [Google Scholar] [CrossRef]
- Xu, G.X.; Wu, C.S.; Qin, G.L.; Wang, X.Y.; Lin, S.Y. Adaptive volumetric heat source models for laser beam and laser + pulsed GMAW hybrid welding processes. Int. J. Adv. Manuf. Tech. 2011, 57, 245–255. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qiu, C.; Anderson, M.J.; Sovani, Y.; Turner, R.P.; Attallah, M.M.; Brooks, J.W.; Basoalto, H.C. Mesoscale modelling of selective laser melting: Thermal fluid dynamics and microstructural evolution. Comput. Mater. Sci. 2017, 126, 479–490. [Google Scholar] [CrossRef]
- Panwisawas, C.; Qiu, C.L.; Sovani, Y.; Brooks, J.W.; Attallah, M.M.; Basoalto, H.C. On the role of thermal fluid dynamics into the evolution of porosity during selective laser melting. Scr. Mater. 2015, 105, 14–17. [Google Scholar] [CrossRef]
- Kusuma, C.; Ahmed, S.H.; Mian, A.; Srinivasan, R. Effect of Laser Power and Scan Speed on Melt Pool Characteristics of Commercially Pure Titanium (CP-Ti). J. Mater. Eng. Perform. 2017, 26, 3560–3568. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Quantities | Ti6Al4V |
|---|---|
| Solidus temperature | 1878 (K) |
| Liquidus temperature | 1928 (K) |
| Evaporation temperature | 3133 (K) |
| Molar mass | 46.49 (g/mol) |
| Viscosity | 0.005 (pa·s) |
| Surface tension | 1.4 (N/m) |
| Temperature coefficient of surface tension | −0.26 × 10−3 (N/m·K) |
| Thermal expansion coefficient | 8 × 10−6 (K−1) |
| Atmospheric intensity of pressure | 101,300 (N/m2) |
| Ideal gas constant | 8.314 (J/K·mol) |
| Boltzmann constant | 1.38 × 10−24 (J/K) |
| Element | Ti | Al | V | O | N | C | H | Fe |
|---|---|---|---|---|---|---|---|---|
| powder | Balance | 5.5–6.75 | 3.5–4.5 | 0.2 | 0.05 | 0.08 | 0.015 | 0.3 |
| Laser Power (W) | Scanning Velocity (m/s) | Thickness (μm) | Hatch Space (μm) | |
|---|---|---|---|---|
| First scanning track | 200, 250, 300, 350,400 | 1.5 | 40 | 100 |
| 300 | 1.0, 1.5, 2.0, 2.5, 3.0 | 40 | 100 | |
| Second scanning track | 300 | 1.5 | 40 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Zhang, D.; Deng, J.; Wu, X.; Li, L.; Xie, Y.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. Numerical Simulation in the Melt Pool Evolution of Laser Powder Bed Fusion Process for Ti6Al4V. Materials 2022, 15, 7585. https://doi.org/10.3390/ma15217585
Xu Y, Zhang D, Deng J, Wu X, Li L, Xie Y, Poprawe R, Schleifenbaum JH, Ziegler S. Numerical Simulation in the Melt Pool Evolution of Laser Powder Bed Fusion Process for Ti6Al4V. Materials. 2022; 15(21):7585. https://doi.org/10.3390/ma15217585
Chicago/Turabian StyleXu, Yixuan, Dongyun Zhang, Junyuan Deng, Xuping Wu, Lingshan Li, Yinkai Xie, Reinhart Poprawe, Johannes Henrich Schleifenbaum, and Stephan Ziegler. 2022. "Numerical Simulation in the Melt Pool Evolution of Laser Powder Bed Fusion Process for Ti6Al4V" Materials 15, no. 21: 7585. https://doi.org/10.3390/ma15217585