The first step in the production process was to determine the optimal sintering conditions. The optimal compacting pressure was established as 50 MPa, while the temperature was altered in the range of 950–1050 °C in increments of 50 °C. In work [
14], the sintering temperatures for the M3/2 steel in the range of 900–1000 °C were estimated; for tungsten steel, this temperature will be higher due to the effect of the activation of molybdenum sintering at the grain boundaries, which is absent in the T15 steel. In the traditional way, a fully dense material made of HSS powders can be obtained by sintering at a temperature close to the solidus line with a sintering window of a maximum of ±5 °C [
2]. In most high speed steel grades, the structural components that should be present in the sintered shape after reaching the optimal sintering temperature are as follows [
1]: austenite + MC and M6C carbides + liquid phase.
3.1. Properties of As-Sintered Materials
The properties of the sintered samples were investigated, which allowed the proper course of their production to be established. The properties of the as-SPSed materials are shown in
Figure 4 and
Figure 5.
Figure 3 presents the final relative density (measured by the Archimedes method) of the materials as-SPSed. As shown, the T15 and T15-Fe materials with a relative density of 86.4% to 99% (almost a solid material) were obtained by SPS. It is clearly shown that the density is a function of the sintering temperature, iron addition, and the properly selected compacting pressure. Most high speed steels are materials extremely sensitive to the sintering temperature because of the narrow sintering window, which makes it difficult to select the sintering temperature in the SPS method. The complex phenomena at the grain boundary of the powders, resulting from the flow of pulsed current during SPS, give rise to the possibility of the formation of a liquid phase, but without the typical phenomena associated with the sintering of supersolidus. Owing to the duration of the impact of the pulses, the liquid phase probably disappears quickly; hence, its action is short-lived. However, with increasing temperature and simultaneous compaction pressure, full densification becomes possible. Based on the obtained results, it was confirmed that the sintering temperature of 1000 °C is close to the optimal sintering temperature for HSS-Fe materials by the SPS method, as the average relative density is 98%. The factor that hinders the sintering of Höganäs fittings with an addition of iron may be the non-metallic inclusions present in this powder (probably slag) and the internal insulated pores in the iron powder as well.
This temperature is approximately 250 °C lower than the optimal sintering temperature for high speed steel M3/2, in the range of 1245–1255 °C, which is quite a wide sintering window for high speed steels [
2]. This is one reason that could lead to greater interest in SPS technology for HSS-based materials. Nevertheless, the high cost of the process and the low possibility of mass production inhibit the implementation of this technology on an industrial scale.
Table 2 summarizes the results of the microhardness measurements for individual materials depending on the type of microstructure component and the location relative to the grain boundary.
The results of the microhardness measurements presented in
Table 2 confirm the absence of diffusion of the alloying elements and carbon from the steel to the iron. The microhardness in the iron particles at the grain boundary of the steel and iron is only slightly higher (about 7 HV0.01), but the difference in hardness is within the limits of statistical error. A similar situation occurs in the areas of high speed steel; the microhardness is similar in the whole grain, and its slight decrease (also within the limits of statistical error) may result from decarburization rather than the dissolution of carbides and diffusion of the alloy elements released in this way. The short pulse effect of temperature is not conducive to diffusion; it can be assumed that the carbides located close to the surface of the high speed steel powder particles may dissolve. Nonetheless, the short sintering time prevents long-range diffusion. Therefore, the effect of increasing the hardness mainly associated with carbon diffusion [
15,
16], e.g., in composites produced by vacuum infiltration, is not achieved, where the action of elevated temperature is much longer.
Figure 5 presents the results of the flexural strength tests. As in the case with the hardness, the flexural strength also depends mainly on the relative density; with its increase, the flexural strength also grows. However, the HSS-Fe materials sintered at 950 °C and 1000 °C have similar levels of flexural strength. In PM materials, a porosity greater than 5% is a critical value for their mechanical properties. In the studied case, both materials have a relative density above 95% and it is difficult to expect diffusion phenomena during sintering; thus, their flexural strength is comparable. Increasing the sintering temperature to 1050 °C causes a significant increase in the flexural strength, higher in the case of the material with the addition of iron. As the density increases, the importance of the addition of iron also rises since it is plastic, as the main component of the microstructure is ferrite, which has a beneficial effect on the flexural strength. It has been shown that in the case of tungsten steels, including the investigated T15, the iron content is more important than the final density. The difference in the density of these materials is only about 3% (
Figure 4).
3.2. Microstructures of HSS-Fe Materials
The as-sintered samples were subjected to microstructural examinations by means of both SEM and X-ray diffraction. Typical SEM microstructures of the sintered materials are shown in
Figure 6,
Figure 7 and
Figure 8.
The SEM micrographs presented in
Figure 6,
Figure 7 and
Figure 8 reveal that the microstructure of the spark plasma sintered HSS-grade T15 based materials and T15+50%Fe, contain a steel matrix with finely dispersed carbides, iron particles when added, and small pores (
Figure 6,
Figure 7 and
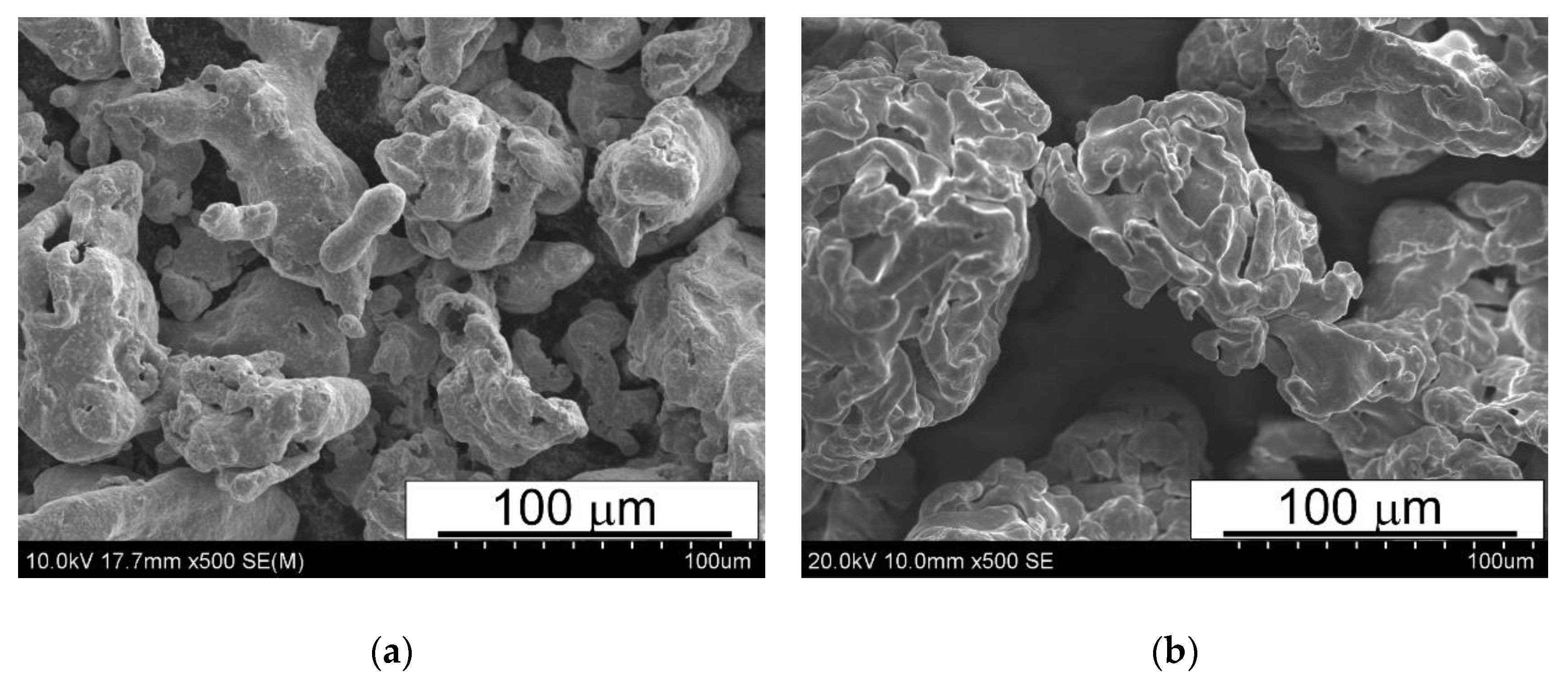
Figure 8). It can also be seen that during sintering at 950 °C, the pores present in the microstructure of the steel powders (
Figure 1a) remained within the steel grains, increasing the sintering temperature to 1050 °C, which eliminates these pores.
The analysis of the microstructures presented in
Figure 6,
Figure 7 and
Figure 8 indicates that the calculated value of density determined by the Archimedes method is correct because the share of pores observed in
Figure 6,
Figure 7 and
Figure 8 corresponds to this. The porosity observed in the micrographs is fairly evenly distributed in the microstructure, unfortunately in the form of elongated and often pointed gaps, unlike molybdenum steel, in which the pores were rounded [
14]. The difference in the shape of the pores translates into the results of bending resistance; pointed pores are the nuclei of cracks facilitating the cracking process, which thus significantly lowers the bending strength of the studied materials.
Figure 8a presents the uniform distribution of carbides in the HSS matrix near the grain boundary between the HSS particles and the iron particles, after the sintering of the materials. Observations of the boundaries at the interface of the high speed steel and iron particles revealed the presence of a fine dispersion pore network, as shown in
Figure 9. This porosity occurs regardless of the sintering temperature used, and it is difficult to unequivocally state that its share decreases with increasing sintering temperature. This phenomenon may be caused by a significant amount of oxygen on the surface of the high speed steel powder produced by the sputtering method. Oxygen resulting from, among others, carbon reductions from the steel matrix are closed by rapidly growing necks, the short sintering time and the subsequent rapid cooling prevent the diffusion of oxygen from the pores beyond the sintered shape. Detailed analysis of the observed boundary also revealed the presence of iron remelting points, which may indicate the presence of a temporary liquid phase during sintering.
To identify the types of carbides present in the T15 high speed steel, point analysis of the chemical composition, element distribution maps, and X-ray phase analysis were performed.
Figure 10 presents the uniform distribution of carbides in the as-sintered microstructures of the HSS matrix.
The analyses of the chemical composition of the carbides present in the steel matrix shown in
Figure 10 indicate the existence of the main M6C and MC carbides and the presence of ferrite in the matrix after HSS sintering. Most of the Fe is in the matrix and the grey M6C carbides, while W and V are in the grey MC carbides, and tungsten is also the main component of the M6C carbide. The analyses confirm that these carbides do not have a typical stoichiometry; iron also peaks in the MC type carbides, which is typical for sintered high speed steels. Element distribution maps were also made to determine the distribution of elements in the steel matrix.
The maps of the distribution of the basic elements in the steel examined after sintering presented in
Figure 11 reveal that carbon, tungsten, and vanadium are found mainly in the carbides. The steel matrix is strongly depleted in carbon, and manganese is dissolved in it. To thoroughly analyze the type of carbides, X-ray phase analysis was performed, the results of which are shown in
Figure 12.
The results of the X-ray analysis showed that the M6C type carbides are Fe
3W
3C complex compounds, and the MC type carbides are V8C7 type compounds (
Figure 12). Comparing these results with the point analysis of the chemical composition of the carbides (
Figure 10), it can be added that small additions of molybdenum dissolve in M6C type carbides, and tungsten also dissolve in MC carbides. The curves for both sintering temperatures are almost identical; there are slight differences for the M6C type carbide. This may indicate slight changes in its share in individual sintered compacts, which may, however, result from the dissolution of this carbide at the surface of the powder particles. This may be the result of an excessive sintering temperature as a consequence of the action of electrical discharges.
A very important aspect of research on spark plasma sintered materials is the determination of the possible diffusion of the alloying elements; in the case of this work, diffusion from the steel to the iron particles. The probable source of the alloying elements is the dissolved carbide of the M6C type, located at the steel-iron interface. To verify this thesis, linear analysis of the distribution of elements at this limit was performed, as illustrated in
Figure 13.
The analysis of the presented lines of element decomposition, especially carbon and manganese, indicates a slight diffusion of manganese into iron (from the steel matrix) and no diffusion of carbon into iron. The lack of carbon and the absence of other alloying elements indicate a negligible proportion of carbide dissolution at the boundary and their evaporation, rather than diffusion. Manganese without carbon is not able to significantly improve the properties of iron, and possible subsequent heat treatment may also be of little use.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}