
A New Microstructural Approach to the Strength of an Explosion Weld

Abstract
:1. Introduction
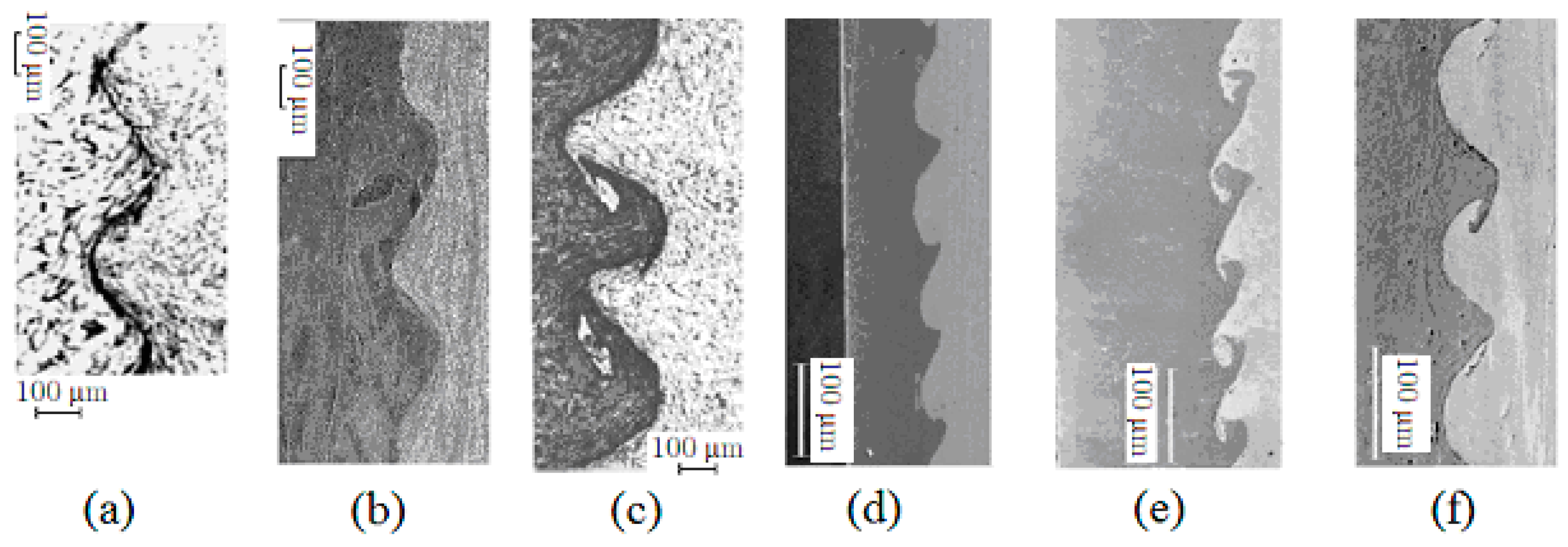
- stress concentration caused by the wavy geometry of the joint
- change of the strength of the welded materials as a result of the intensive plastic deformation in the process of the explosion welding.
2. Formulation and Two-Scale Analysis of the Problem
- decays in with distance from the weld ;
- oscillates in the variables with PC .
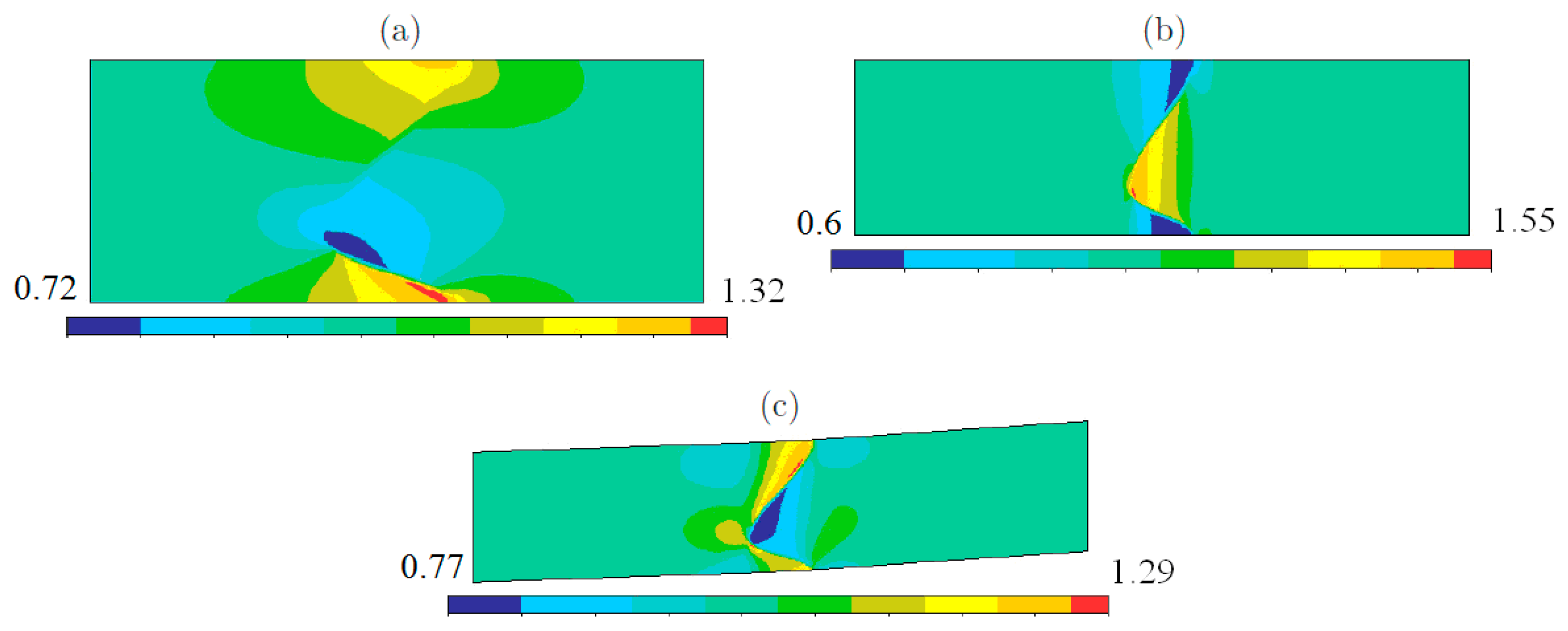
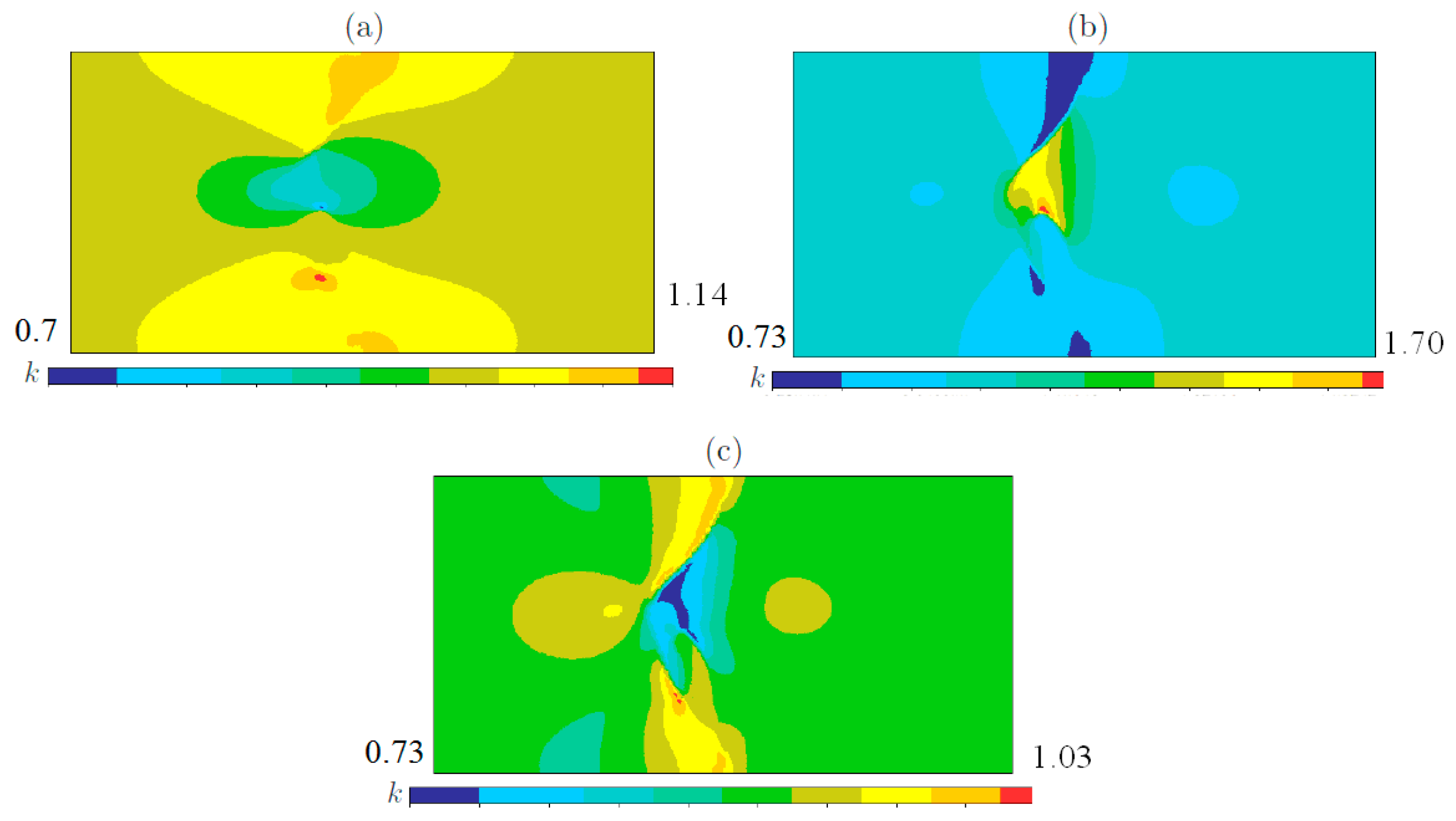
3. Numerical Computation of the Local Stresses in the Vicinity of the Waved Weld
4. The Problem of the Weld Strength
4.1. Stress Concentrations in the Weld Zone
- to the left of the weld, ;
- to the right of the weld, .
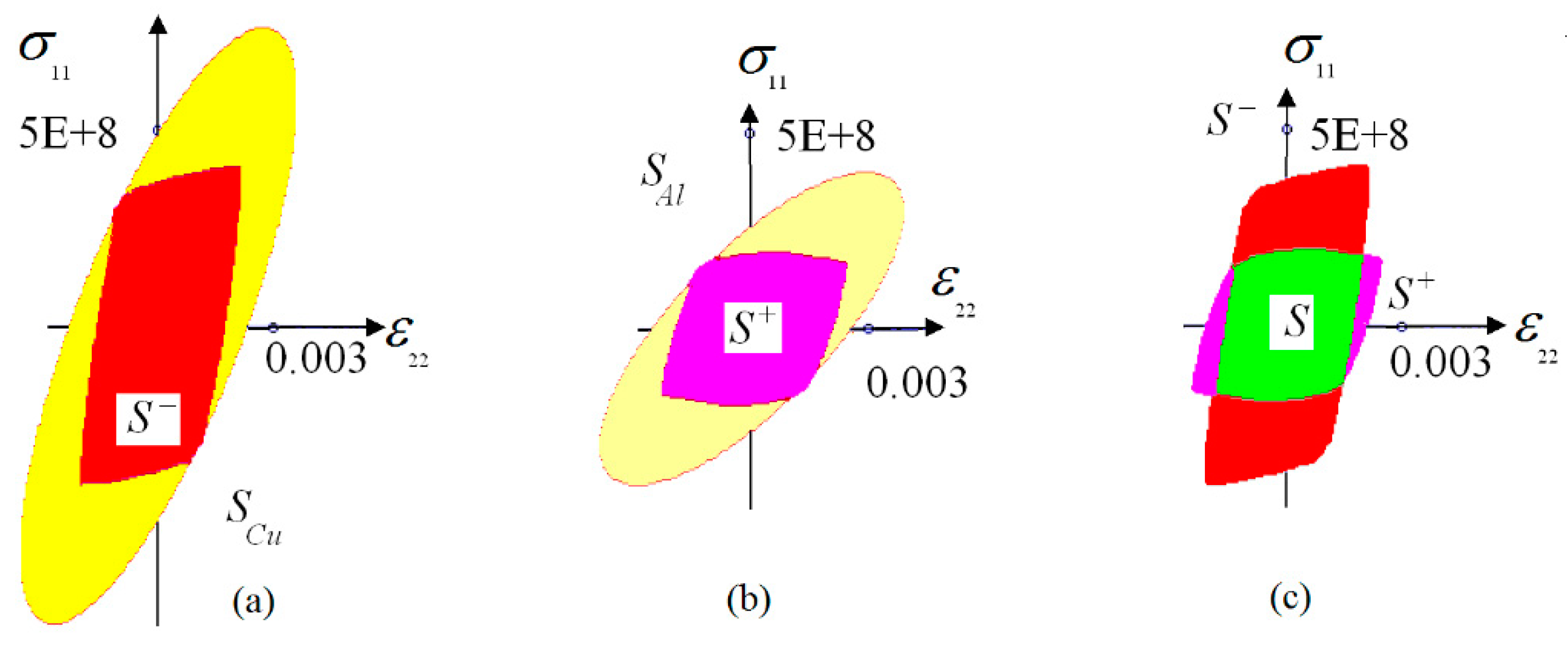
4.2. Constructing the Macroscopic Strength Criterion of the Weld
5. Prospective
5.1. Accounting for Strain Hardening in a Weld
5.2. Accounting for Interlayer in the Weld Zone
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Carl, L.R. Brass welds made by detonation impulse. Metal Progr. 1944, 46, 102–103. [Google Scholar]
- Walsh, J.M.; Shreffler, R.G.; Willig, E.J. Limiting conditions for jet formation in high velocity collisions. J. Appl. Phys. 1953, 24, 349–359. [Google Scholar] [CrossRef] [Green Version]
- Allen, W.; Mapes, J.; Wilson, G. An effect produced by oblique impact of a cylinder on a thin target. J. Appl. Phys. 1954, 25, 675–676. [Google Scholar] [CrossRef]
- Pearson, J. Recent Advances in Explosive Pressing and Welding. In Proceedings of the 2nd Metals Energy Conference of Explosive, Chicago, IL, USA, 3 November 1959; 1959; pp. 32–36. [Google Scholar]
- Pearson, J. Metal working with explosives. JOM 1960, 12, 673–681. [Google Scholar] [CrossRef]
- Cowan, G.; Douglas, J.; Holtzman, A.H. Explosive Bonding. U.S. Patent 3,137,937, 26 October 1960. [Google Scholar]
- Philipchuk, V.; Le Roy, B.F. Explosive Welding. U.S. Patent 3,024,526, 31 August 1960. [Google Scholar]
- Philipchuk, V. Explosive welding status. In Creative Manufacturing Seminar; Techn. Paper; American Society of Tool & Manufacturing Engineers: Dearborn, MI, USA, 1965; pp. 65–109. [Google Scholar]
- Sedikh, V.S.; Deribas, A.A.; Bichenkov, E.I.; Trishin, Y.A. Welding by explosion. Weld. Prod. 1962, 5, 3–6. [Google Scholar]
- Bayce, A. Explosive welding. Stanf. Res. Inst. J. 1967, 13, 2–8. [Google Scholar]
- Deribas, A.A.; Kudinov, V.M.; Matveenkov, F.I.; Simonov, V.A. Explosive welding. Combust. Explos. Shock Waves 1967, 3, 69–72. [Google Scholar] [CrossRef]
- Available online: http:www.hydro.nsc.ru/technology/techn1.php (accessed on 6 October 2022).
- Degarmo, E.P.; Black, J.T.; Kohser, R.A. Materials and Processes in Manufacturing, 9th ed.; Wiley: Chichester, UK, 2003. [Google Scholar]
- GOST 5639-82; Steels and Alloys. Methods Detecting and Identifying Grain Size. GOST: Moscow, Russia, 1983.
- Smith, W.F.; Javad, H. Foundations of Materials Science and Engineering; McGraw-Hill: New York, NY, USA, 2006. [Google Scholar]
- Maliutina, I.N.; Stepanova, N.V.; Cherkov, A.G.; Chuchkova, L.V. Welding of dissimilar materials with interlayer employment containing copper and tantalum. Obrab. Met. 2015, 4, 61–71. [Google Scholar]
- Kolpakov, A.G.; Rakin, S.I. Estimation of stress concentration in a welded joint formed by explosive welding. J. Appl. Mech. Technol. Phys. 2018, 59, 569–575. [Google Scholar] [CrossRef]
- Kolpakov, A.G.; Andrianov, I.V.; Rakin, S.I.; Rogerson, G.A. An asymptotic strategy to couple homogenized elastic structures. Int. J. Eng. Sci. 2018, 131, 26–39. [Google Scholar] [CrossRef]
- Kolpakov, A.G.; Andrianov, I.V.; Prikazchikov, D.A. Asymptotic strategy for matching homogenized structures. Conductivity problem. Q. J. Mech. Appl. Math. 2018, 71, 519–535. [Google Scholar] [CrossRef]
- Sanchez-Palencia, E. Non-Homogeneous Media and Vibration Theory; Springer: Berlin/Heidelberg, Germany, 1980. [Google Scholar]
- Born, M.; Huang, K. Dynamical Theory of Crystal Lattices; Clarendon Press: Oxford, UK, 1954. [Google Scholar]
- Timoshenko, S.; Goodier, J.N. Theory of Elasticity; McGraw-Hill: New York, NY, USA, 1951. [Google Scholar]
- Wagner, G.J.; Liu, W.K. Coupling of atomistic and continuum simulations using a bridging scale decomposition. J. Comput. Phys. 2003, 190, 249–274. [Google Scholar] [CrossRef]
- Xiao, S.P.; Belytschko, T. A bridging domain method for coupling continua with molecular dynamics. Comput. Methods Appl. Mech. Eng. 2004, 193, 1645–1669. [Google Scholar] [CrossRef]
- Parks, M.L.; Bache, P.B.; Lehoucq, R.B. Connecting atomistic-to-continuum coupling and domain decomposition. Multiscale Model. Simul. 2008, 7, 362–380. [Google Scholar] [CrossRef]
- Pfaller, S.; Possart, G.; Steinmann, P.; Rahimi, M.; Müller-Plathe, F.; Böhm, M.C. A comparison of staggered solution schemes for coupled particle-continuum systems modeled with the Arlequin method. Comp. Mech. 2012, 49, 565–579. [Google Scholar] [CrossRef]
- Oleynik, O.A.; Shamaev, A.S.; Yosifian, G.A. Mathematical Problems in Elasticity and Homogenization; North-Holland: Amsterdam, The Netherlands, 1992. [Google Scholar]
- Bakhvalov, N.S.; Panasenko, G.P. Averaging Processes in Periodic Media. Mathematical Problems in Mechanics of Composite Materials; Kluwer: Dordrecht, The Netherlands, 1989. [Google Scholar]
- Sanchez-Palencia, E. Boundary Layers and Edge Effects in Composites: Homogenization Techniques for Composite Materials; Sanchez-Palencia, E., Zaoui, A., Eds.; Springer: Berlin/Heidelberg, Germany, 1987; pp. 122–193. [Google Scholar]
- Dvorak, G. Micromechanics of Composite Materials; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Buryachenko, V.A. Micromechanics of Heterogeneous Materials; Springer: New York, NY, USA, 2007. [Google Scholar]
- ANSYS Inc. ANSYS 5.7 Structural Analysis Guide; ANSYS Inc.: Tokyo, Japan, 2000. [Google Scholar]
- Vankan, W.J.; van den Brinkm, W.M.; Maas, R. Multi-Level Structural Analysis for Sub-Component Validation in Aircraft Composite Fuselage Structures; NLRNLR-TP-2015-275; Nederlands Lucht- en Ruimtevaartcentrum: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Zhou, K.; Cashany, M.; Wu, Z.Y. Substructure Analysis Framework for Accelerated Finite Element Modeling; Technical Report for Bentley Systems; Bentley Systems: Watertown, CT, USA, 2015. [Google Scholar]
- Kalamkarov, A.L.; Kolpakov, A.G. Analysis, Design and Optimization of Composite Structures; Wiley: Chichester, UK, 1997. [Google Scholar]
- Yu, M.-H. Unified Strength Theory and Its Applications; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Wang, K.; Kuroda, M.; Chen, X.; Hokamoto, K.; Li, X.; Zeng, X.; Nie, S.; Wang, Y. Mechanical Properties of Explosion-Welded Titanium/Duplex Stainless Steel under Different Energetic Conditions. Metals 2022, 12, 1354. [Google Scholar] [CrossRef]
- Mahmood, Y.; Dai, K.; Chen, P.; Zhou, Q.; Bhatti, A.A.; Arab, A. Experimental and numerical study on microstructure and mechanical properties of Ti-6Al-4V/Al-1060 Explosive Welding. Metals 2019, 9, 1189. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Q.; Liu, R.; Zhou, Q.; Ran, C.; Fan, K.; Xie, J.; Chen, P. Effect of microstructure on mechanical properties of titanium-steel explosive welding interface. Mater. Sci. Eng. A 2022, 830, 142260. [Google Scholar] [CrossRef]
- Erdogan, F. Fracture mechanics of functionally graded materials. Compos. Eng. 1995, 5, 753–770. [Google Scholar] [CrossRef]
- Tan, C.; Chew, Y.; Bi, G.; Wang, D.; Ma, W.; Yang, Y.; Zhou, K. Additive manufacturing of steel–copper functionally graded material with ultrahigh bonding strength. J. Mater. Sci. Technol. 2021, 72, 217–222. [Google Scholar]
- Kolednik, O. The yield stress gradient effect in inhomogeneous materials. Int. J. Solids Struct. 2000, 37, 781–808. [Google Scholar] [CrossRef]
- Angshuman, C.; Gopinath, M.; Sagar, S.; Vikranth, R.; Ashish Kumar, N. Mitigation of cracks in laser welding of titanium and stainless steel by in-situ nickel interlayer deposition. J. Mater. Process. Technol. 2022, 300, 117403. [Google Scholar]
- Baytak, T.; Bulut, O. Thermal stress in functionally graded plates with a gradation of the coefficient of thermal expansion only. Exp. Mech. 2022, 62, 655–666. [Google Scholar] [CrossRef]
- Mityushev, V.; Rylko, N. Effective properties of two-dimensional dispersed composites. Part I. Schwarz’s alternating method. Comput. Math. Appl. 2022, 111, 50–60. [Google Scholar] [CrossRef]
- Mityushev, V. Effective properties of two-dimensional dispersed composites. Part II. Revision of self-consistent methods. Comput. Math. Appl. 2022, 121, 74–84. [Google Scholar] [CrossRef]
- Xia, D.; Zhang, X.; Oskay, C. Large-deformation reduced order homogenization of polycrystalline materials. Comput. Methods Appl. Mech. Eng. 2021, 387, 114–119. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weld Type | k | ||
|---|---|---|---|
| Tension along the Ox-Axis | Tension along the Oy-Axis | Shift in the Oxy-Plane | |
| Symmetric wave | 1.21 | 1.49 | 1.25 |
| Asymmetric wave | 1.31 | 1.54 | 1.28 |
| Wave with a crest | 1.14 | 1.70 | 1.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolpakov, A.G.; Rakin, S.I. A New Microstructural Approach to the Strength of an Explosion Weld. Materials 2022, 15, 7878. https://doi.org/10.3390/ma15227878
Kolpakov AG, Rakin SI. A New Microstructural Approach to the Strength of an Explosion Weld. Materials. 2022; 15(22):7878. https://doi.org/10.3390/ma15227878
Chicago/Turabian StyleKolpakov, Alexander G., and Sergei I. Rakin. 2022. "A New Microstructural Approach to the Strength of an Explosion Weld" Materials 15, no. 22: 7878. https://doi.org/10.3390/ma15227878