
Precipitation Law of Vanadium in Microalloyed Steel and Its Performance Influencing Factors
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Experimental Procedure
2.3. Characterization methods
3. Results
3.1. Occurrence State of V in Microalloyed Steel
3.2. Test Result Regarding the Occurrence State of V
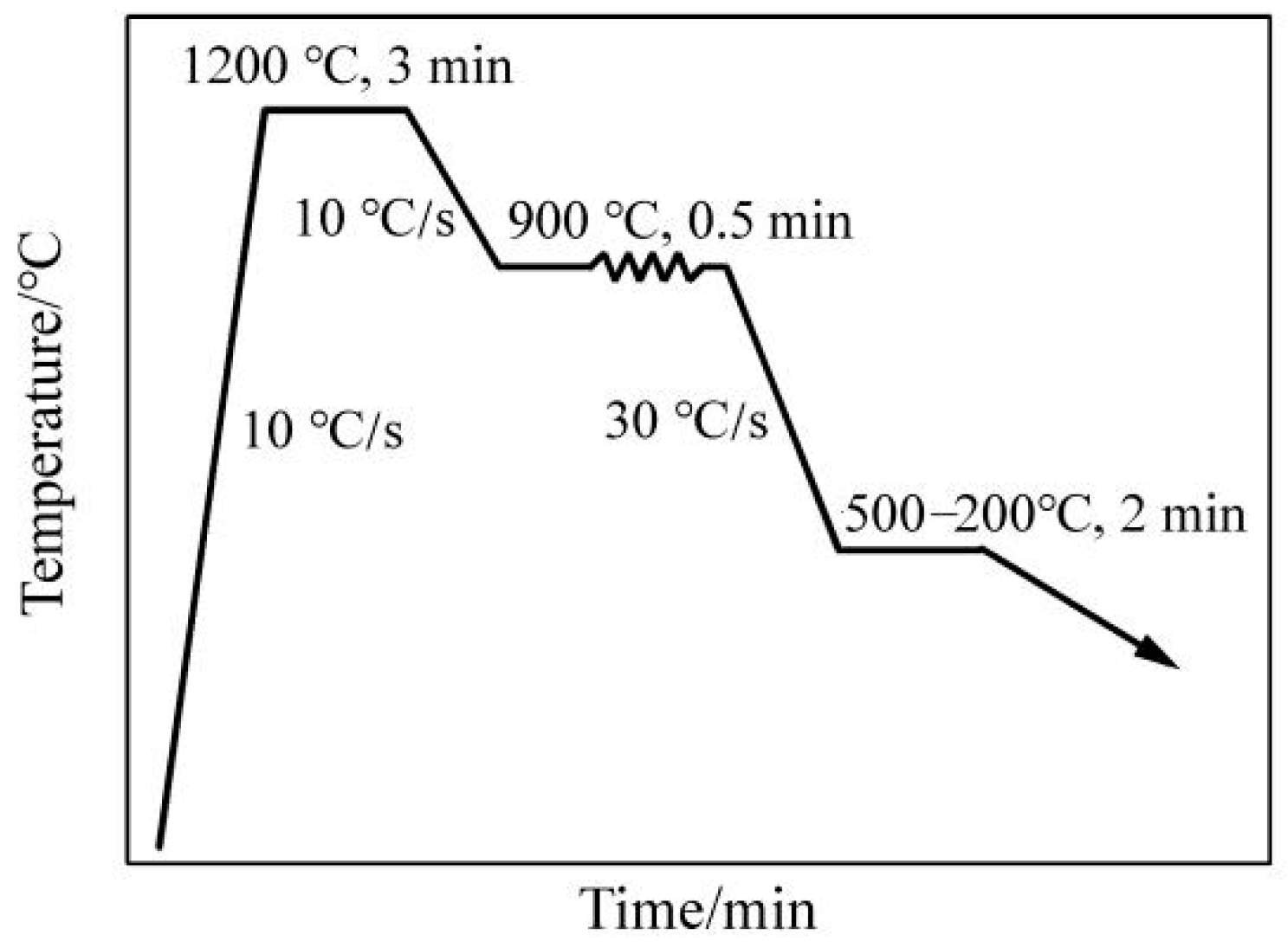
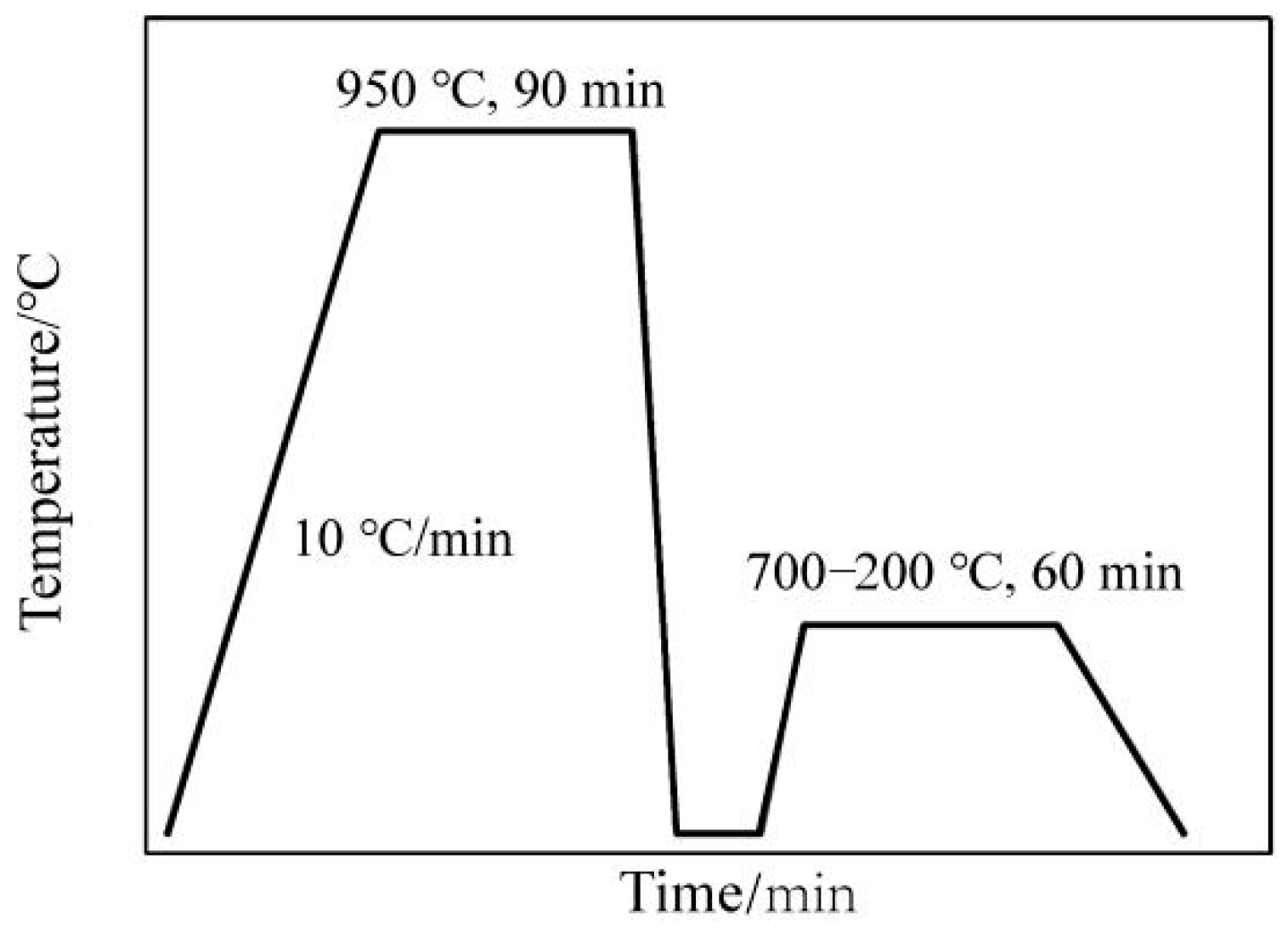
3.3. The Results of Thermal Simulation Testing
3.4. Industrial Production Data
4. Analyses and Discussions
4.1. Effects of V Occurrence State on Properties
4.2. Production Process and V Precipitation Law
4.3. Reasonable V Content and the Production Process
5. Conclusions
- (1)
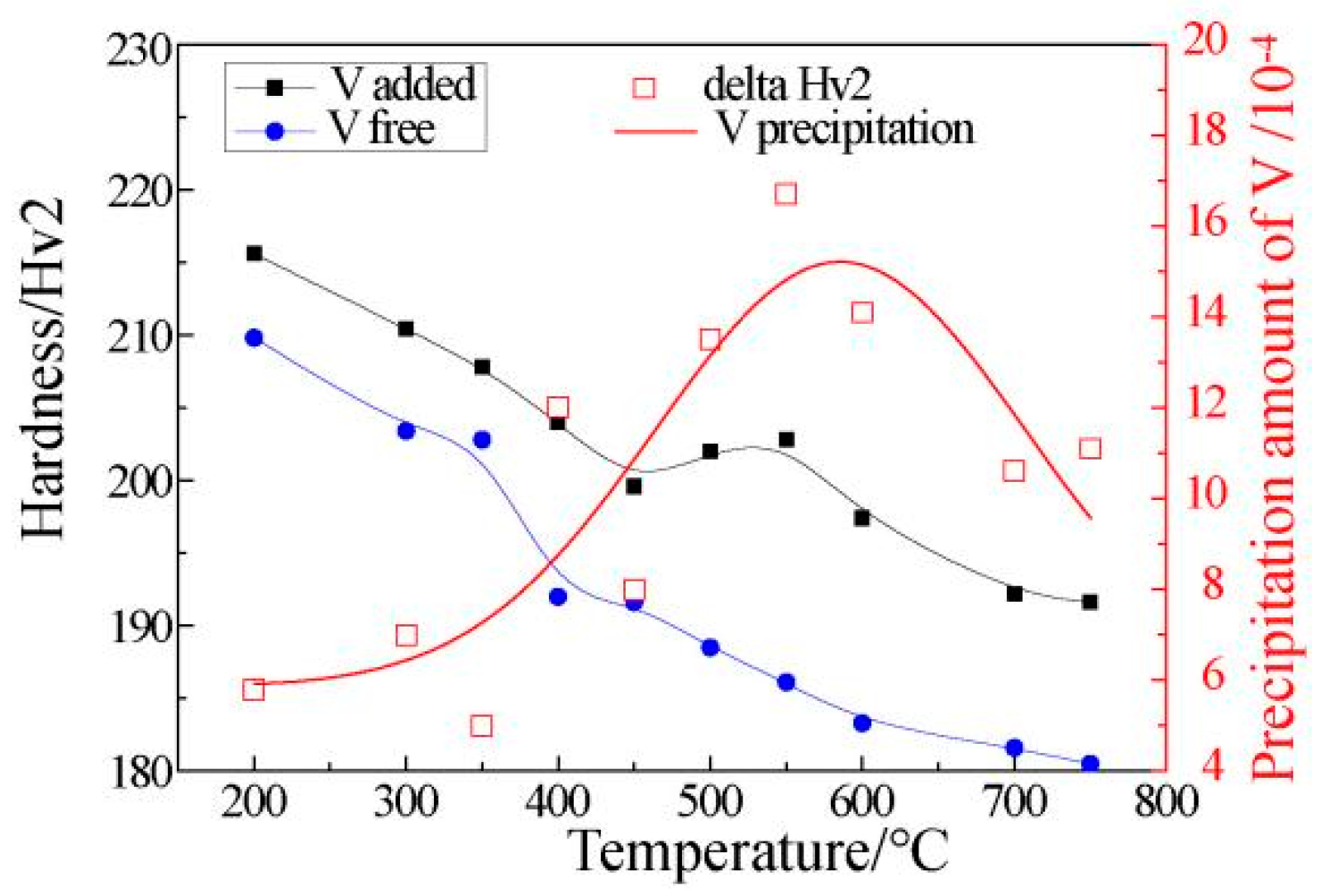
- V precipitation mainly occurred after ferrite transformation. As the V content increased, the precipitation temperature also increased. When the V content increased from 0.03 to 0.06 wt.%, the initial precipitation temperature only increased by 23 °C. Combining thermodynamics and kinetic conditions, there was an optimal temperature range for V precipitation in ferrite, and the precipitation amount was in line with the characteristics of a parabola. When the content of vanadium is 0.05 wt.%, the maximum value of V precipitation was 550 °C in this study.
- (2)
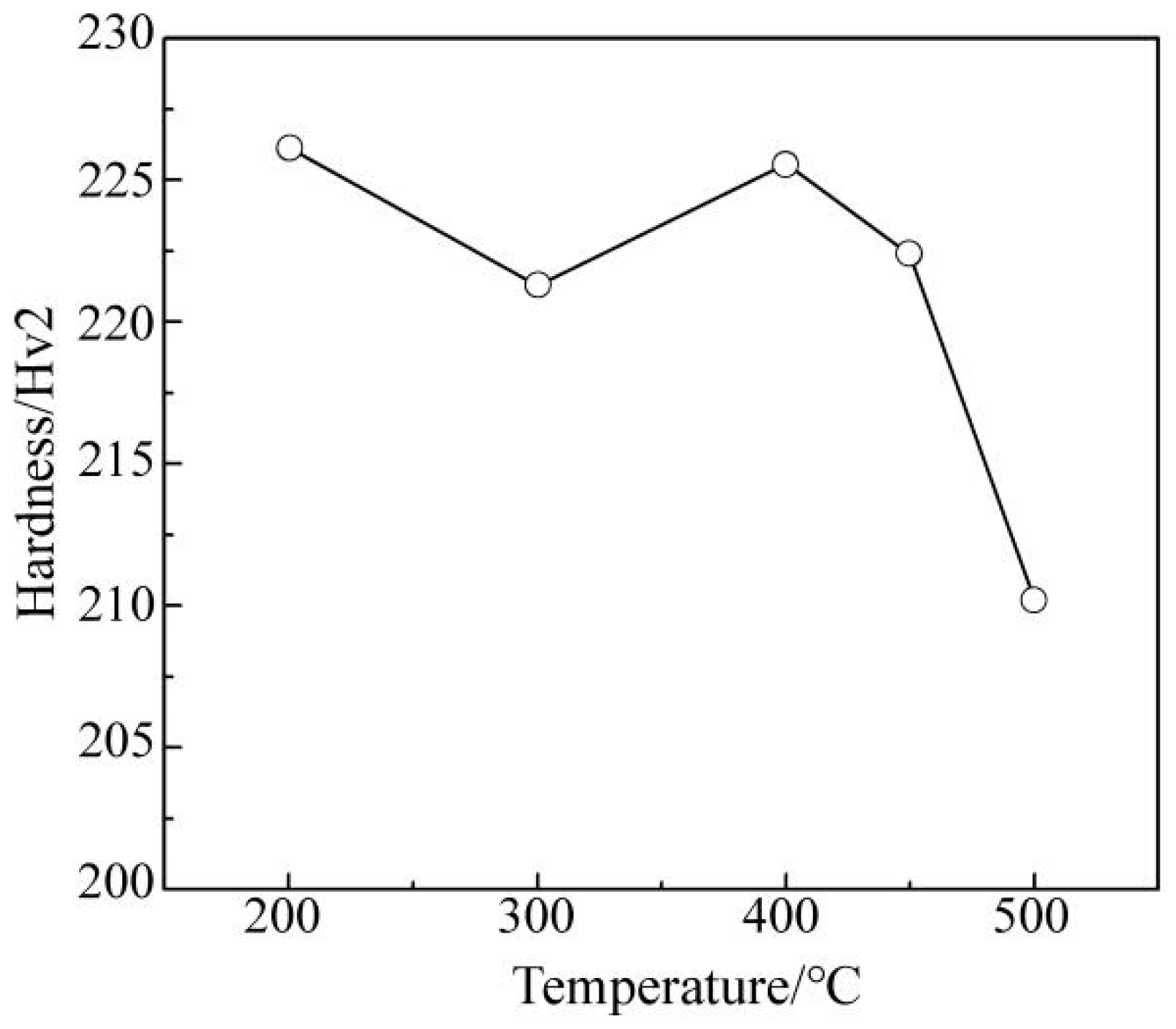
- Under different processing conditions, the strengthening of vanadium in the material increases first and then decreases as the temperature decreased (700–200 °C). The corresponding temperatures for the best strengthening effect of aging treatment, industrial statistical data and simulating coiling were 550, 470 and 400 °C, respectively. The difference between laboratory research results and industrial production was found.
- (3)
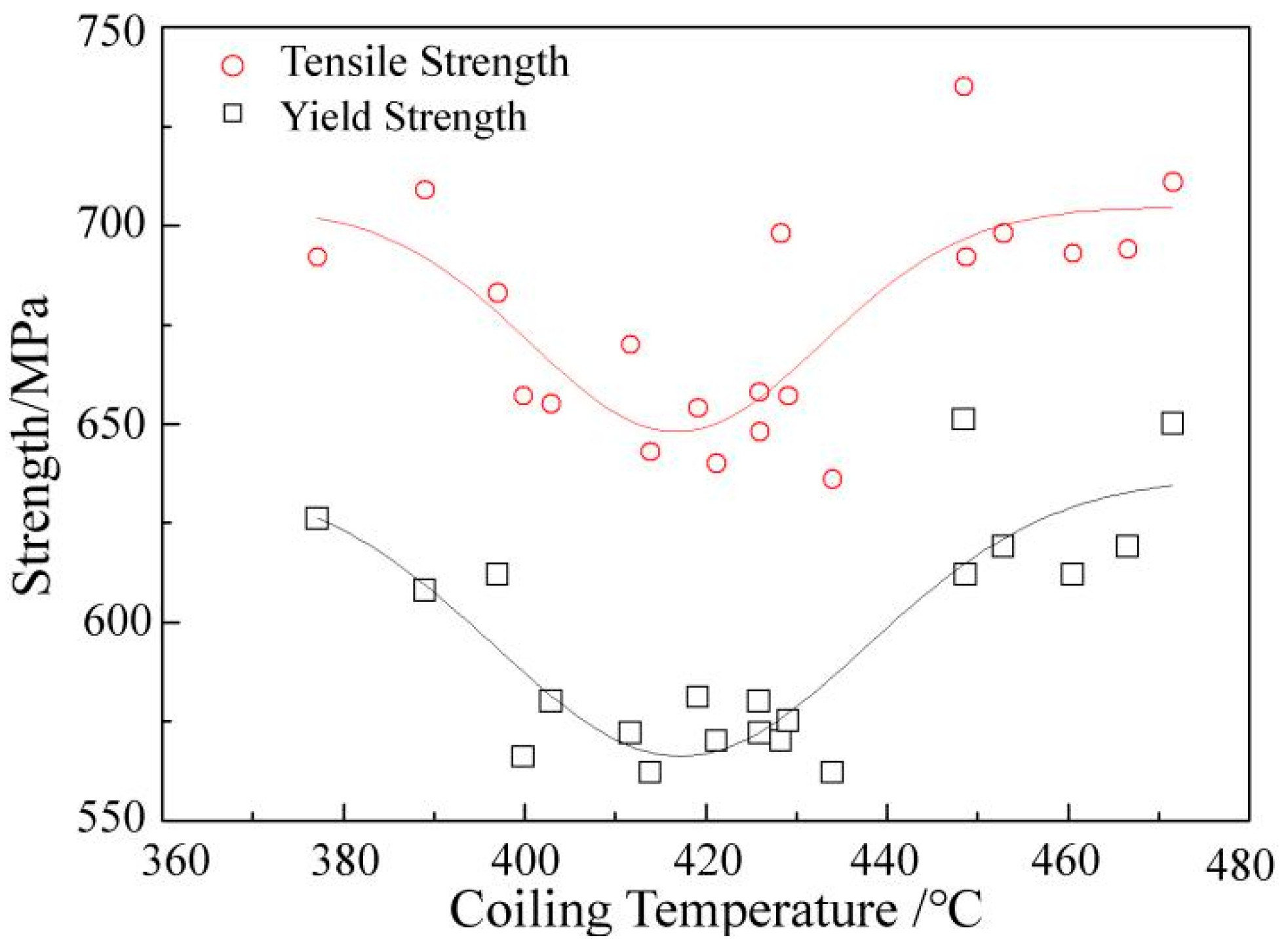
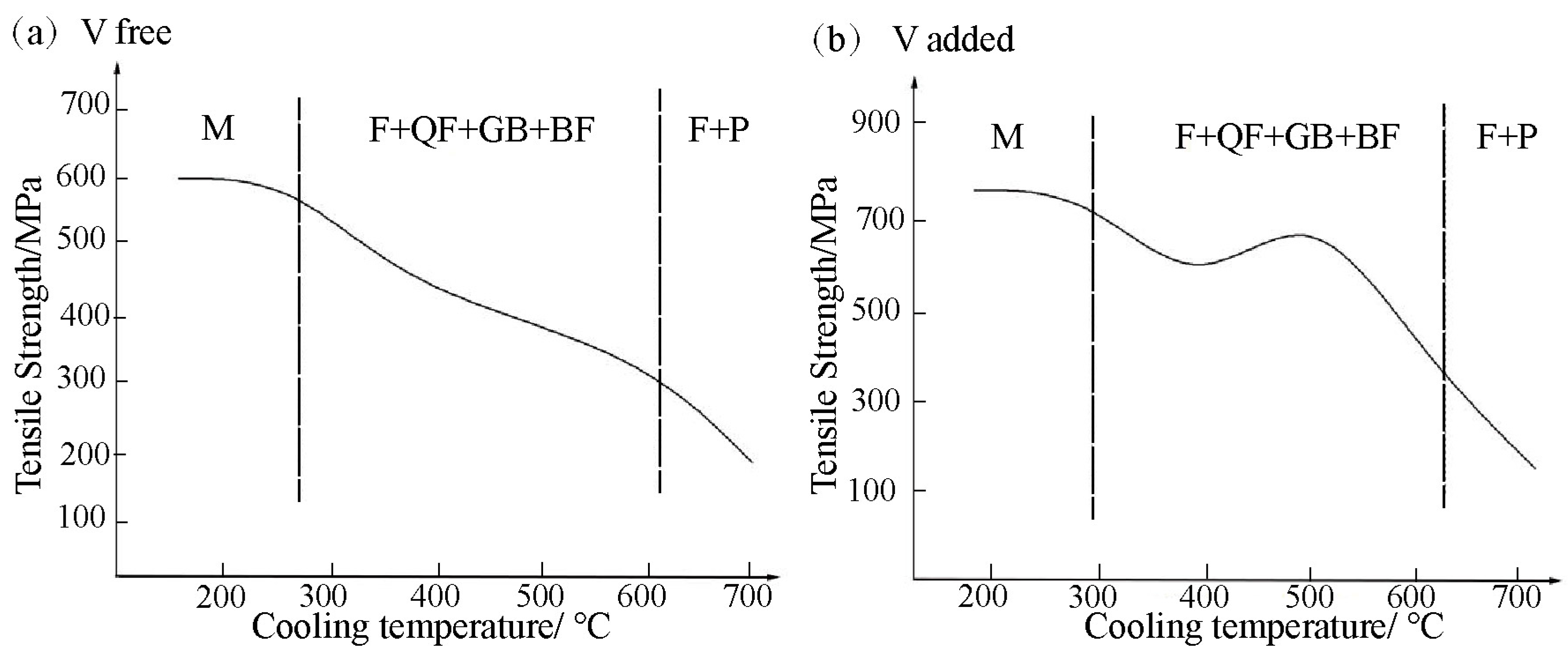
- An effective strength increment can be attained by the double strengthened modes of precipitation strengthening and hardened structure strengthening of vanadium in this work. The effects of precipitation and microstructure strengthening were that as the coiling temperature decreased, the material strength first increased, then decreased and finally increased again. This means that the strength of V microalloyed steel has a maximum value.
- (4)
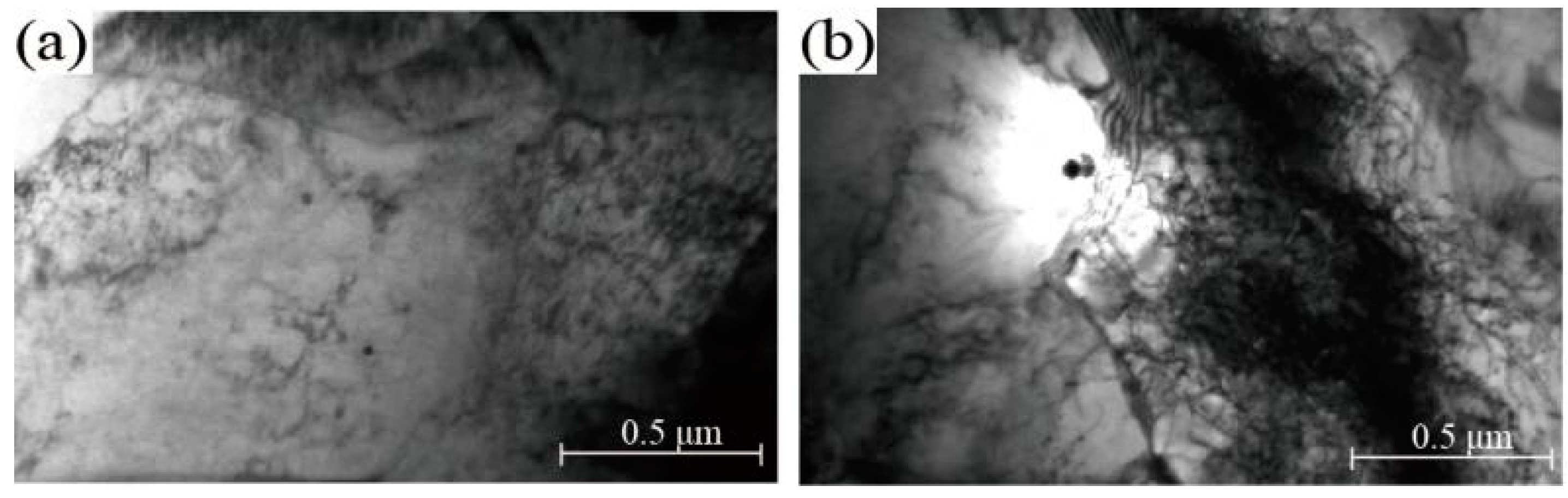
- Fine V(C,N), Nb(C,N) and/or Ti(C,N) were observed in the industrial steels with different coiling temperatures in the present work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Morrison, W.B. Mciroalloy steels-the beginning. Mater. Sci. Technol. 2009, 25, 1066–1073. [Google Scholar] [CrossRef]
- Jung, J.G.; Park, J.S.; Kim, J.; Lee, Y.K. Carbide precipitation kinetics in austenite of a Nb-Ti-V microalloyed steel. Mater. Sci. Eng. A 2011, 528, 5529–5535. [Google Scholar] [CrossRef]
- Zeng, Z.L.; Reddy, K.M.; Song, S.X.; Wang, J.F.; Wang, L.; Wang, X.D. Microstructure and mechanical properties of Nb and Ti microalloyed lightweight δ-TRIP steel. Mater. Charact. 2020, 164, 110324. [Google Scholar] [CrossRef]
- Wang, B.X.; Lian, J.B. Effect of microstructure on low-temperature toughness of a low carbon Nb-V-Ti microalloyed pipeline steel. Mater. Sci. Eng. A 2014, 592, 50–56. [Google Scholar] [CrossRef]
- Yang, B.; Guo, C.P.; Li, C.R.; Du, Z.M. Experimental investigation and thermodynamic description of the Fe-Ta-Ti system. Calphad 2019, 65, 260–272. [Google Scholar] [CrossRef]
- Hu, W.F.; Zhu, H.M.; Hu, J.P.; Li, B.C.; Qiu, C.J. Influence of Vanadium Microalloying on Microstructure and Property of Laser- Cladded Martensitic Stainless Steel Coating. Materials 2020, 13, 826. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ollilainen, V.; Kasprzak, W.; Holappa, L. The effect of silicon, vanadium and nitrogen on the microstructure and hardness of air cooled medium carbon low alloy steels. J. Mater. Process. Technol. 2003, 134, 405–412. [Google Scholar] [CrossRef]
- Fang, W.; Zhang, C.; Gou, F.; Jiang, B.; Zhang, C.; Liu, Y. The effect of micro alloying elements (vanadium, titanium) additions on the austenite grain growth behavior in medium carbon steel containing nitrogen. Mater. Sci. Eng. Technol. 2020, 51, 230–237. [Google Scholar] [CrossRef]
- Ioannidou, C.; Arechabaleta, Z.; Navarro-Lopez, A.; Rijkenberg, A.; Dalgliesh, R.M.; Kolling, S.; Bliznuk, V.; Pappas, C.; Sietsma, J.; van Well, A.A.; et al. Interaction of precipitation with austenite-to-ferrite phase transformation in vanadium micro-alloyed steels. Acta Mater. 2019, 181, 10–24. [Google Scholar] [CrossRef] [Green Version]
- Han, R.Y.; Yang, G.W.; Xu, D.M.; Jiang, L.; Fu, Z.X.; Zhao, G. Effect of V on the Precipitation Behavior of Ti- Mo Microalloyed High-Strength Steel. Materials 2022, 15, 5965. [Google Scholar] [CrossRef]
- Ren, J.K.; Chen, Q.Y.; Chen, J.; Liu, Z.Y. Role of vanadium additions on tensile and cryogenic-temperature charpy impact properties in hot-rolled high-Mn austenitic steels. Mater. Sci. Eng. A 2021, 811, 141063. [Google Scholar] [CrossRef]
- Li, H.Y.; Wen, G.Q.; Cai, Z.H.; Feng, Y.; Ma, L.F.; Han, A.; Zhang, K.H. The effect of vanadium content on hierarchical martensite structure and yield strength of petroleum casing steels. J. Mater. Res. Technol. 2022, 18, 4522–4532. [Google Scholar] [CrossRef]
- Pelligra, C.; Samei, J.; Kang, J.D.; Wilkinson, D.S. The effect of vanadium on microstrain partitioning and localized damage during deformation of unnotched and notched DP1300 steels. Int. J. Plast. 2022, 158, 103435. [Google Scholar] [CrossRef]
- Yang, G.W.; Li, Z.D.; Sun, X.J.; Yong, X.; Yong, Q.L. Ultrafine Grained Austenite in a Low Carbon Vanadium Microalloyed Steel. J. Iron Steel Res. Int. 2013, 20, 64–69. [Google Scholar] [CrossRef]
- Adamczyk, J.; Kalinowska-Ozgowicz, E.; Ozgowicz, W.; Wusatowski, R. Interaction of carbonitrides V(C,N) undissolved in austenite on the structure and mechanical properties of microalloyed V-N steels. J. Mater. Process. Technol. 1995, 53, 23–32. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Liu, Y.; Zhou, Y.N.; Dong, X.M.; Zhang, C.X.; Cao, G.H.; Schneider, R.; Gerthsen, D. Effect of precipitation of (Ti,V)N and V(C,N) secondary phases on mechanical properties of V and N microalloyed 1Cr steels. Mater. Sci. Eng. A 2018, 738, 203–212. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Weatherly, G.C.; Hartmann, J.E.; Boucek, A.J. Ultrahigh strength hot rolled microallyed steels: Micostructural aspects of development. Mater. Sci. Technol. 2001, 17, 1119–1129. [Google Scholar] [CrossRef]
- Khalaj, G.; Yoozbashizadeh, H.; Khodabandeh, A.; Tamizifar, M. Austenite grain growth modelling in weld heat affected zone of Nb/Ti microalloyed linepipe steel. Mater. Sci. Technol. 2014, 30, 424–433. [Google Scholar] [CrossRef]
- Fu, Z.X.; Yang, G.W.; Han, R.Y.; Xu, Y.W.; Mao, X.P.; Bao, S.Q.; Zhao, G. Influence of coiling temperature on microstructure and mechanical properties of a hot-rolled high-strength steel microalloyed with Ti, Mo and V. J. Iron Steel Res. Int. 2022, 29, 484–493. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Wang, J.J. Effect of cooling procedure on microstructures and mechanical properties of hot rolled Nb-Ti bainitic high steel. Mater. Sci. Eng. A 2012, 554, 79–85. [Google Scholar] [CrossRef]
- Khalaj, G.; Nazari, A.; Pouraliakbar, H. Prediction of martensite fraction of microalloyed steel by artificial neural networks. Neural Netw. World 2013, 23, 117–130. [Google Scholar] [CrossRef] [Green Version]
- Khalifa, H.; I-Kady, A.E. Effects of vanadium on structure and tensile properties of tempcore steel bars. Mater. Sci. Appl. 2022, 13, 342–357. [Google Scholar] [CrossRef]
- Khalaj, G.; Azimzadegan, T.; Etaat, M.K.M. Artifical neural networks application to predict the ultimate tensile strength of X70 pipeline steels. Neural Comput. Appl. 2013, 23, 2301–2308. [Google Scholar] [CrossRef]
- Li, Y.; Crowther, D.N.; Mitchell, P.S.; Baker, T.N. The evloution of microstructure during thin slab direct rolling processing in vanadium microalloyed steels. ISIJ Int. 2002, 42, 636–644. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | C | Si | Mn | Cr | Nb | Ti | V |
|---|---|---|---|---|---|---|---|
| 1 | 0.075 | 0.20 | 1.65 | 0.25 | 0.040 | 0.025 | 0.052 |
| 2 | 0.081 | 0.22 | 1.70 | 0.23 | 0.035 | 0.025 | -- |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Yang, B.; Chen, Y.; Li, C.; Liu, C. Precipitation Law of Vanadium in Microalloyed Steel and Its Performance Influencing Factors. Materials 2022, 15, 8146. https://doi.org/10.3390/ma15228146
Liu H, Yang B, Chen Y, Li C, Liu C. Precipitation Law of Vanadium in Microalloyed Steel and Its Performance Influencing Factors. Materials. 2022; 15(22):8146. https://doi.org/10.3390/ma15228146
Chicago/Turabian StyleLiu, Hongliang, Bo Yang, Yu Chen, Chuncheng Li, and Chengjun Liu. 2022. "Precipitation Law of Vanadium in Microalloyed Steel and Its Performance Influencing Factors" Materials 15, no. 22: 8146. https://doi.org/10.3390/ma15228146