
Tribological Properties of Solid Lubricant WS2 in Dimples on the Cylinder of Diesel Engine at High Temperature
Abstract
:1. Introduction
2. Experimental Details
2.1. Preparation of Samples
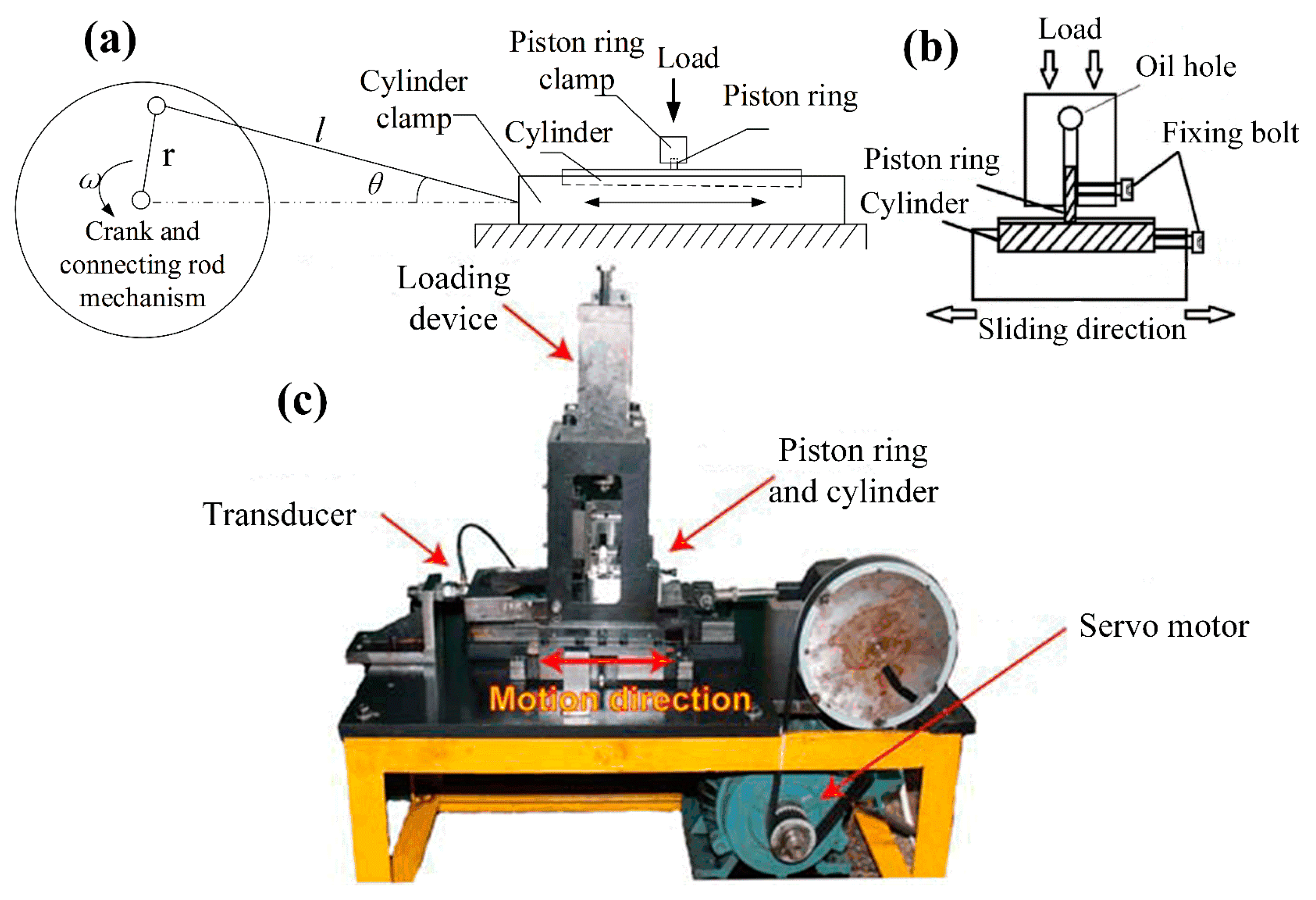
2.2. Friction and Wear Test Characterization
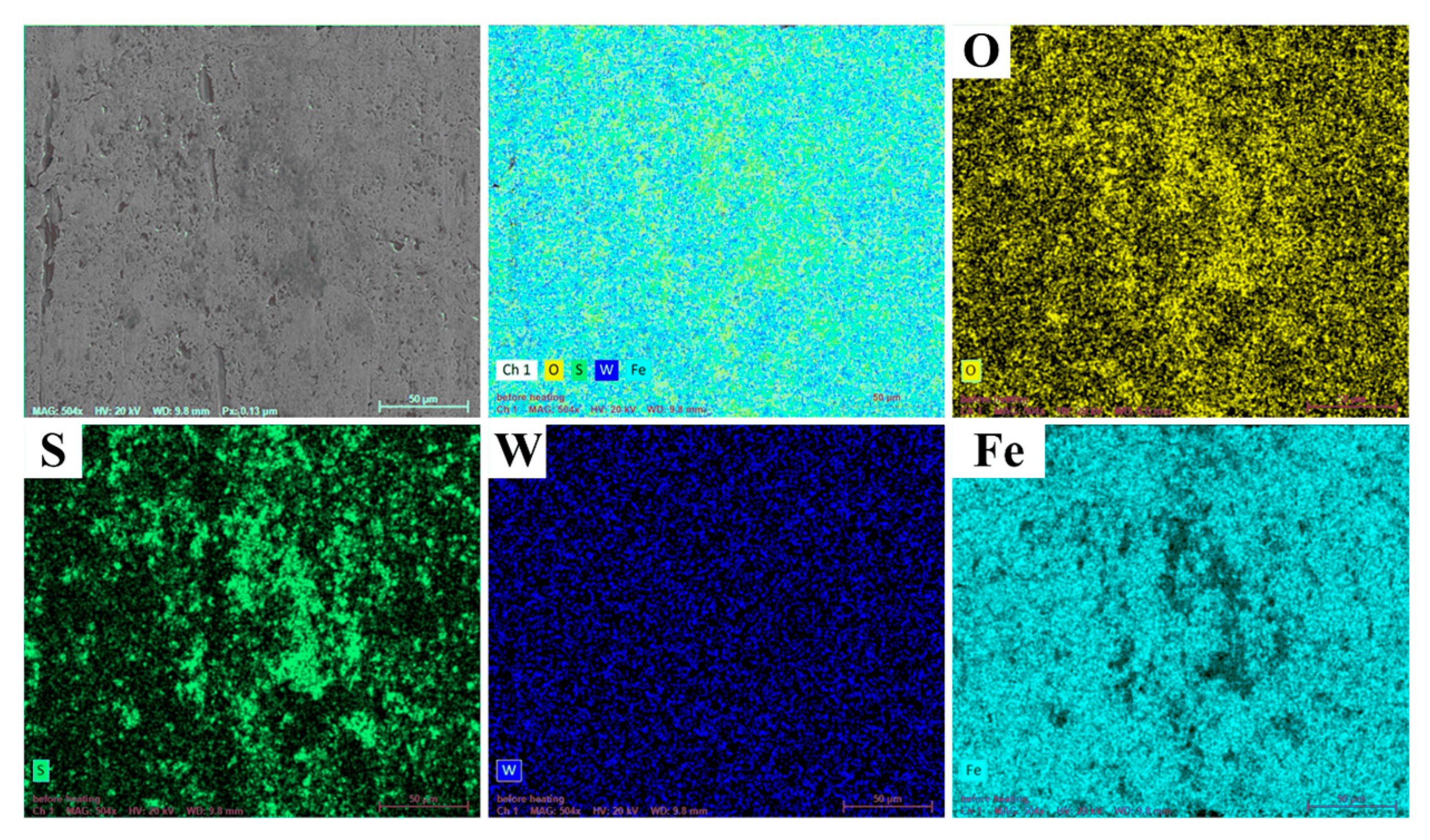
2.3. Characterization
3. Results and Discussion
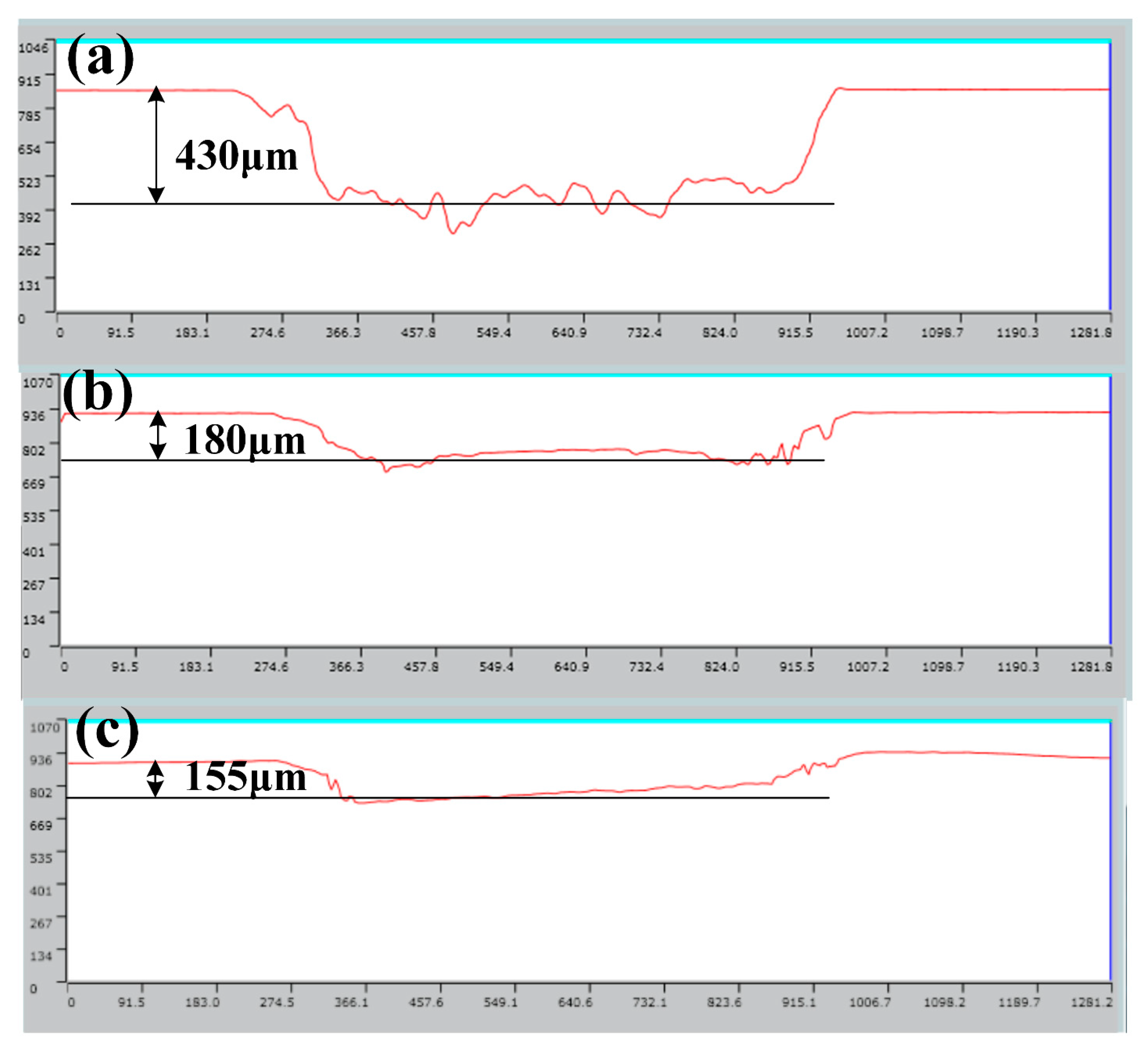
3.1. Tribological Properties
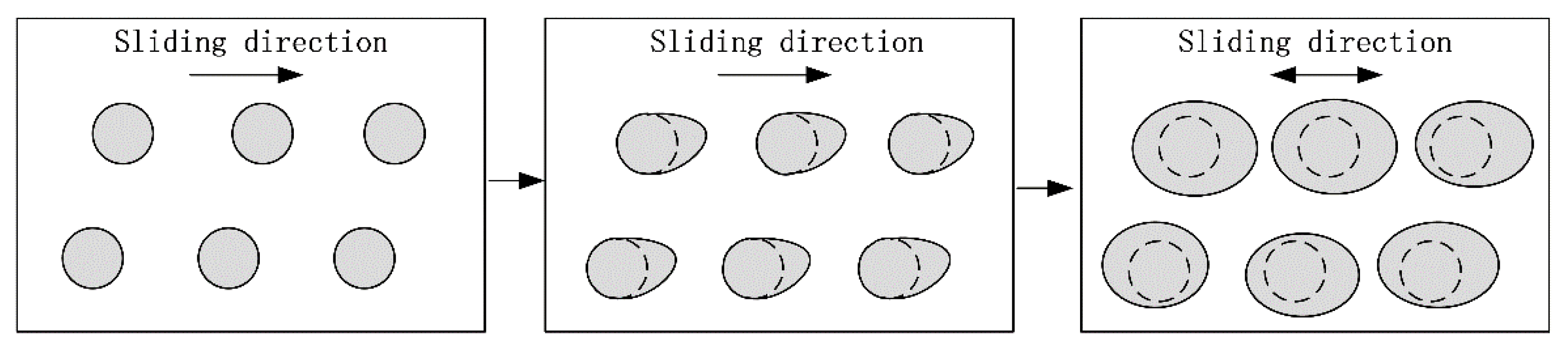
3.2. Friction Mechanisms
3.3. Releasing Performance of Solid Lubricant
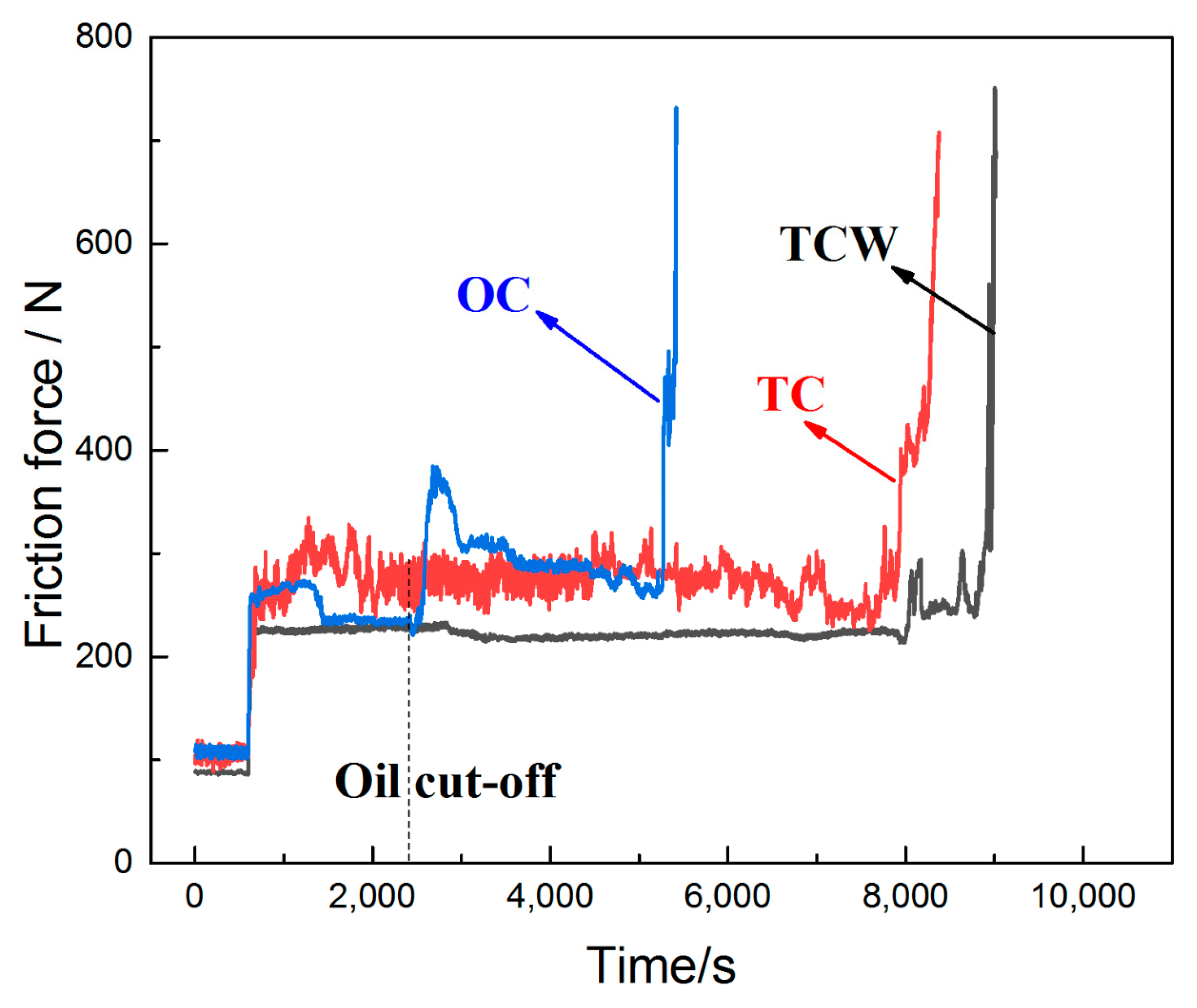
3.4. Anti-Adhesion Performance
4. Conclusions
- (1)
- The anti-friction property of the solid lubricant WS2 deposited in the dimples at high temperature is better than that at room temperature. The average friction coefficients of the as-prepared samples were about 0.13 and 0.15 at high temperature and room temperature, respectively. Compared with the original cylinder sample, the average friction coefficients of cylinder samples with dimples filled with solid lubricant WS2 at high temperature and room temperature decreased by 27.8% and 16.7%, respectively;
- (2)
- The anti-adhesion performance at high temperature is also improved. Compared with the original cylinder sample, the anti-adhesion time of the cylinder samples with dimples filled with solid lubricant WS2 increased by 2.3 times;
- (3)
- The reduced viscosity of lubricating oil caused by high temperature accelerated the erosion effect of solid lubricant WS2 in the dimples on the cylinder surface, which will enhance the anti-friction effect;
- (4)
- The polar additives in the lubricating oil and chemical reactions between the cylinder substrates and solid lubricants WS2 are the main factors for the reduction in friction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. The impact of tribology on energy use and CO2 emission globally and in combustion engine and electric cars. Tribol. Int. 2019, 135, 389–396. [Google Scholar] [CrossRef]
- Society of Tribologists and Lubrication Engineers—STLE. report maps future trends in tribology and lubricants. Seal. Technol. 2018, 2018, 4. [Google Scholar]
- Chen, Z.; Liu, Y.; Gunsel, S.; Luo, J. Mechanism of Antiwear Property Under High Pressure of Synthetic Oil-Soluble Ultrathin MoS2 Sheets as Lubricant Additives. Langmuir 2018, 34, 1635–1644. [Google Scholar] [CrossRef] [PubMed]
- Greenberg, R.; Halperin, G.; Etsion, I.; Tenne, R. The Effect of WS2 Nanoparticles on Friction Reduction in Various Lubrication Regimes. Tribol. Lett. 2004, 17, 179–186. [Google Scholar] [CrossRef]
- Joly-Pottuz, L.; Dassenoy, F.; Belin, M.; Vacher, B.; Martin, J.M.; Fleischer, N. Ultralow-friction and wear properties of IF-WS2 under boundary lubrication. Tribol. Lett. 2005, 18, 477–485. [Google Scholar] [CrossRef]
- Yin, X.; Jin, J.; Chen, X.; Rosenkranz, A.; Luo, J. Ultra-Wear-Resistant MXene-Based Composite Coating via in Situ Formed Nanostructured Tribofilm. ACS Appl. Mater. Interfaces 2019, 11, 32569–32576. [Google Scholar] [CrossRef] [PubMed]
- Rosenkranz, A.; Grützmacher, P.G.; Gachot, C.; Costa, H.L. Surface Texturing in Machine Elements—A Critical Discussion for Rolling and Sliding Contacts. Adv. Eng. Mater. 2019, 21, 1900194. [Google Scholar] [CrossRef]
- Hu, Y.; Meng, Y. Theoretical and Experimental Study of Transient Behavior of Spiral-Groove Thrust Bearings during Start-Up. Tribol. Trans. 2020, 63, 154–172. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]
- Ryk, G.; Kligerman, Y.; Etsion, I. Experimental Investigation of Laser Surface Texturing for Reciprocating Automotive Components. Tribol. Trans. 2002, 45, 444–449. [Google Scholar] [CrossRef]
- Ronen, A.; Etsion, I.; Kligerman, Y. Friction-Reducing Surface-Texturing in Reciprocating Automotive Components. Tribol. Trans. 2001, 44, 359–366. [Google Scholar] [CrossRef]
- Gropper, D.; Harvey, T.J.; Wang, L. Numerical analysis and optimization of surface textures for a tilting pad thrust bearing. Tribol. Int. 2018, 124, 134–144. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Baykara, M.Z.; Martini, A. Synergetic effects of surface texturing and solid lubricants to tailor friction and wear—A review. Tribol. Int. 2021, 155, 106792. [Google Scholar] [CrossRef]
- Li, X.; Deng, J.; Zhang, L.; Liu, Y.; Yue, H.; Duan, R.; Ge, D. Effect of surface textures and electrohydrodynamically atomized WS2 films on the friction and wear properties of ZrO2 coatings. Ceram. Int. 2019, 45, 1020–1030. [Google Scholar] [CrossRef]
- Dheeraj, N.; Sanjay, S.; Kiran Bhargav, K.; Jagadesh, T. Investigations into solid lubricant filled textured tools on hole geometry and surface integrity during drilling of aluminum alloy. Mater. Today Proc. 2020, 26, 991–997. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, X.; Li, J.; Luo, J. Enhancement of friction performance enabled by a synergetic effect between graphene oxide and molybdenum disulfide. Carbon 2019, 154, 266–276. [Google Scholar] [CrossRef]
- Liu, Y.; Li, J.; Yi, S.; Ge, X.; Chen, X.; Luo, J. Enhancement of friction performance of fluorinated graphene and molybdenum disulfide coating by microdimple arrays. Carbon 2020, 167, 122–131. [Google Scholar] [CrossRef]
- Fu, J.; Xu, C.; Ma, D.; Zhu, X.; Cheng, D.; Yan, Z.; Ma, C.; Liu, G.; Fu, Y. Tribological properties and releasing behavior of solid lubricant WS2 in the dimples on cylinder liner surface of diesel engine. Tribol. Int. 2021, 158, 106936. [Google Scholar] [CrossRef]
- Vlădescu, S.-C.; Ciniero, A.; Tufail, K.; Gangopadhyay, A.; Reddyhoff, T. Optimization of Pocket Geometry for Friction Reduction in Piston–Liner Contacts. Tribol. Trans. 2018, 61, 522–531. [Google Scholar] [CrossRef]
- Kalin, M.; Zalaznik, M.; Novak, S. Wear and friction behaviour of poly-ether-ether-ketone (PEEK) filled with graphene, WS2 and CNT nanoparticles. Wear 2015, 332–333, 855–862. [Google Scholar] [CrossRef]
- Wong, K.C.; Lu, X.; Cotter, J.; Eadie, D.T.; Wong, P.C.; Mitchell, K.A.R. Surface and friction characterization of MoS2 and WS2 third body thin films under simulated wheel/rail rolling–sliding contact. Wear 2008, 264, 526–534. [Google Scholar] [CrossRef]
- Zeng, C.; Pu, J.; Wang, H.; Zheng, S.; Chen, R. Influence of microstructure on tribological properties and corrosion resistance of MoS2/WS2 films. Ceram. Int. 2020, 46, 13774–13783. [Google Scholar] [CrossRef]
- Yamashita, T.; Hayes, P. Analysis of XPS spectra of Fe2+ and Fe3+ ions in oxide materials. Appl. Surf. Sci. 2008, 254, 2441–2449. [Google Scholar] [CrossRef]
- Lee, K.-J.; Wu, C.-H.; Cheng, H.Z.; Kuo, C.-C.; Tseng, H.-C.; Liao, W.-K.; Wei, S.-F.; Huang, S.-F. Carbonization Rate and Impregnating Methods on the Tribological Behavior of Carbon/Carbon Composites. Procedia Eng. 2012, 36, 341–348. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Mg | Fe |
|---|---|---|---|---|---|---|---|
| wt% | 3.6 | 2.3 | 0.7 | <0.1 | <0.04 | 0.03 | The rest |
| Experimental Methods | Testing Parameters | ||
|---|---|---|---|
| The First Stage (Running-In Period) | The Second Stage | The Third Stage | |
| Friction and wear test | 105 N, 30 min, 200 °C, with oil | 630 N, 270 min, 200 °C, with oil | - |
| Anti-adhesion test | 105 N, 30 min, 200 °C, with oil | 630 N, 30 min, 200 °C, with oil | 630 N, 200 °C, oil cut off |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, J.; Ma, D.; Fan, L.; Yu, Z.; Yin, H.; Ma, C. Tribological Properties of Solid Lubricant WS2 in Dimples on the Cylinder of Diesel Engine at High Temperature. Materials 2022, 15, 8161. https://doi.org/10.3390/ma15228161
Fu J, Ma D, Fan L, Yu Z, Yin H, Ma C. Tribological Properties of Solid Lubricant WS2 in Dimples on the Cylinder of Diesel Engine at High Temperature. Materials. 2022; 15(22):8161. https://doi.org/10.3390/ma15228161
Chicago/Turabian StyleFu, Jingguo, Dengqing Ma, Liyang Fan, Zhiwei Yu, Huabing Yin, and Chunsheng Ma. 2022. "Tribological Properties of Solid Lubricant WS2 in Dimples on the Cylinder of Diesel Engine at High Temperature" Materials 15, no. 22: 8161. https://doi.org/10.3390/ma15228161