
Mechanical Properties and Oxidation Behavior of TaWSiN Films

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Chemical Composition and Phase Structure of TaWSiN Films
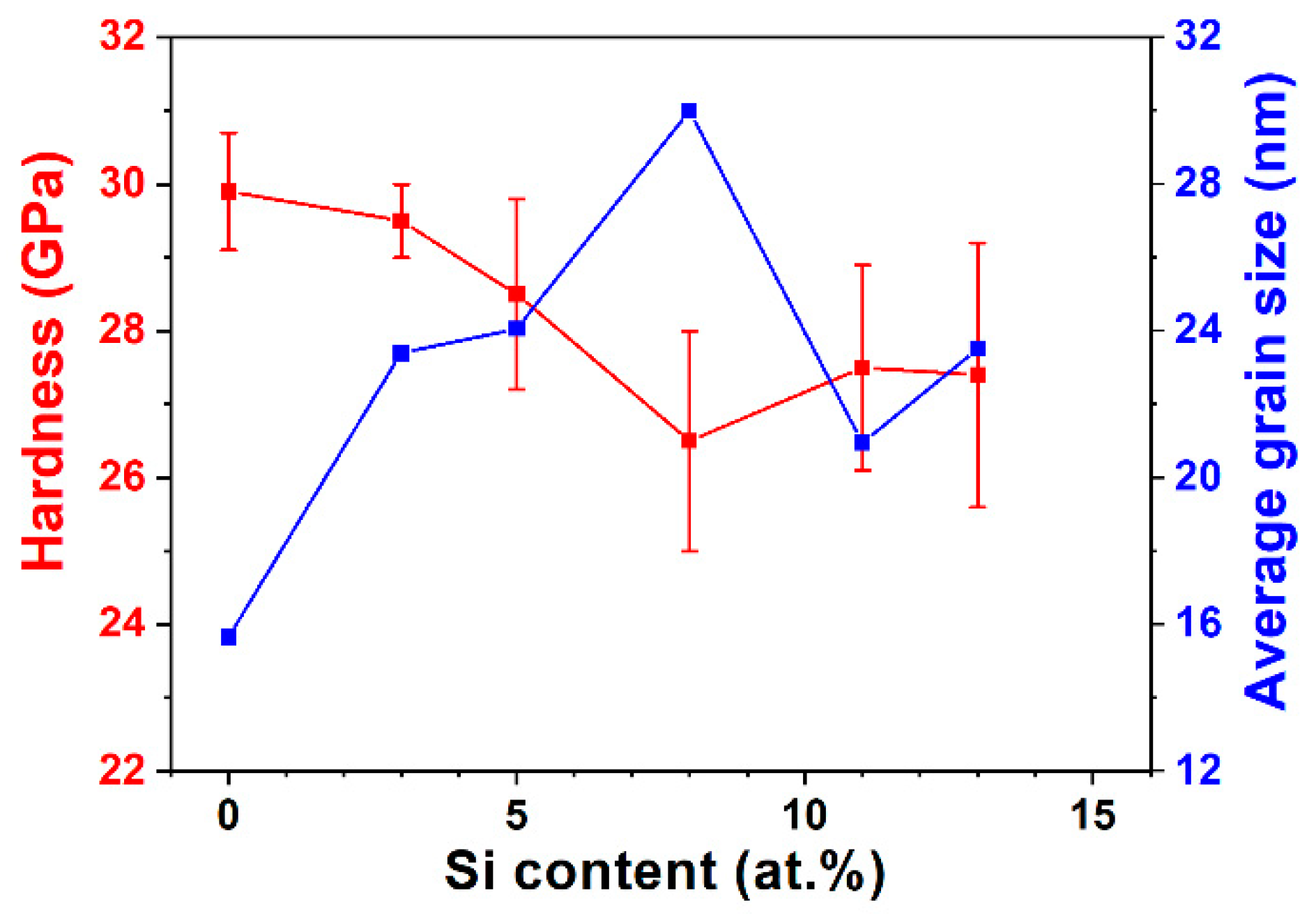
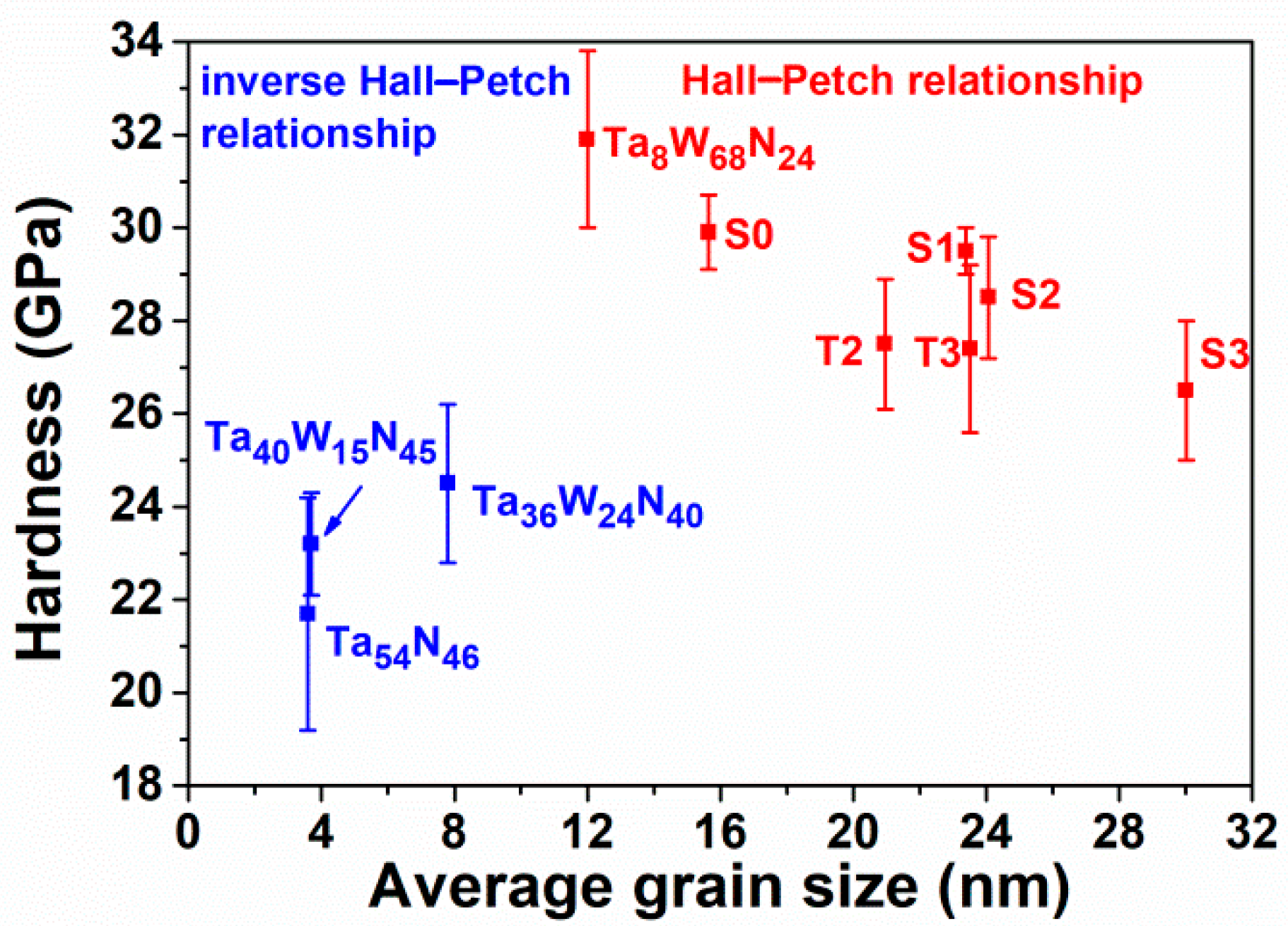
3.2. Mechanical Properties
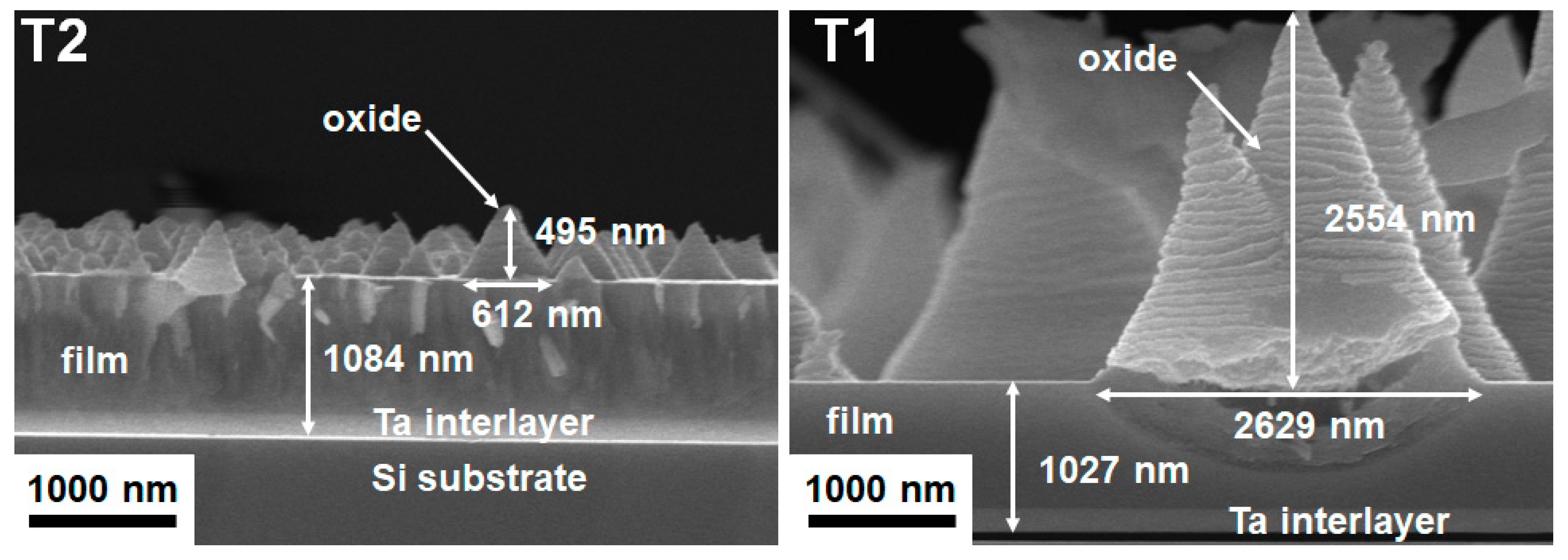
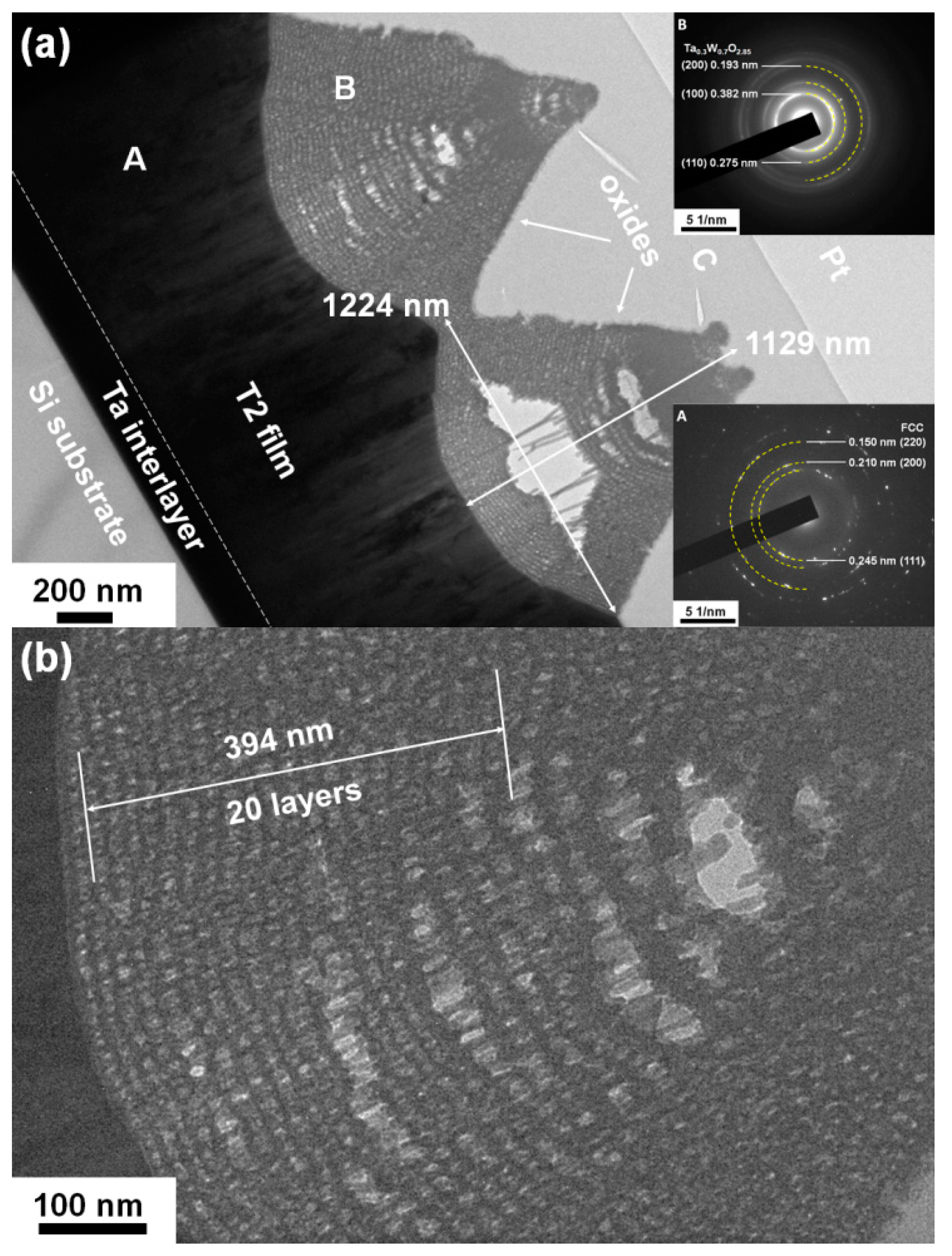
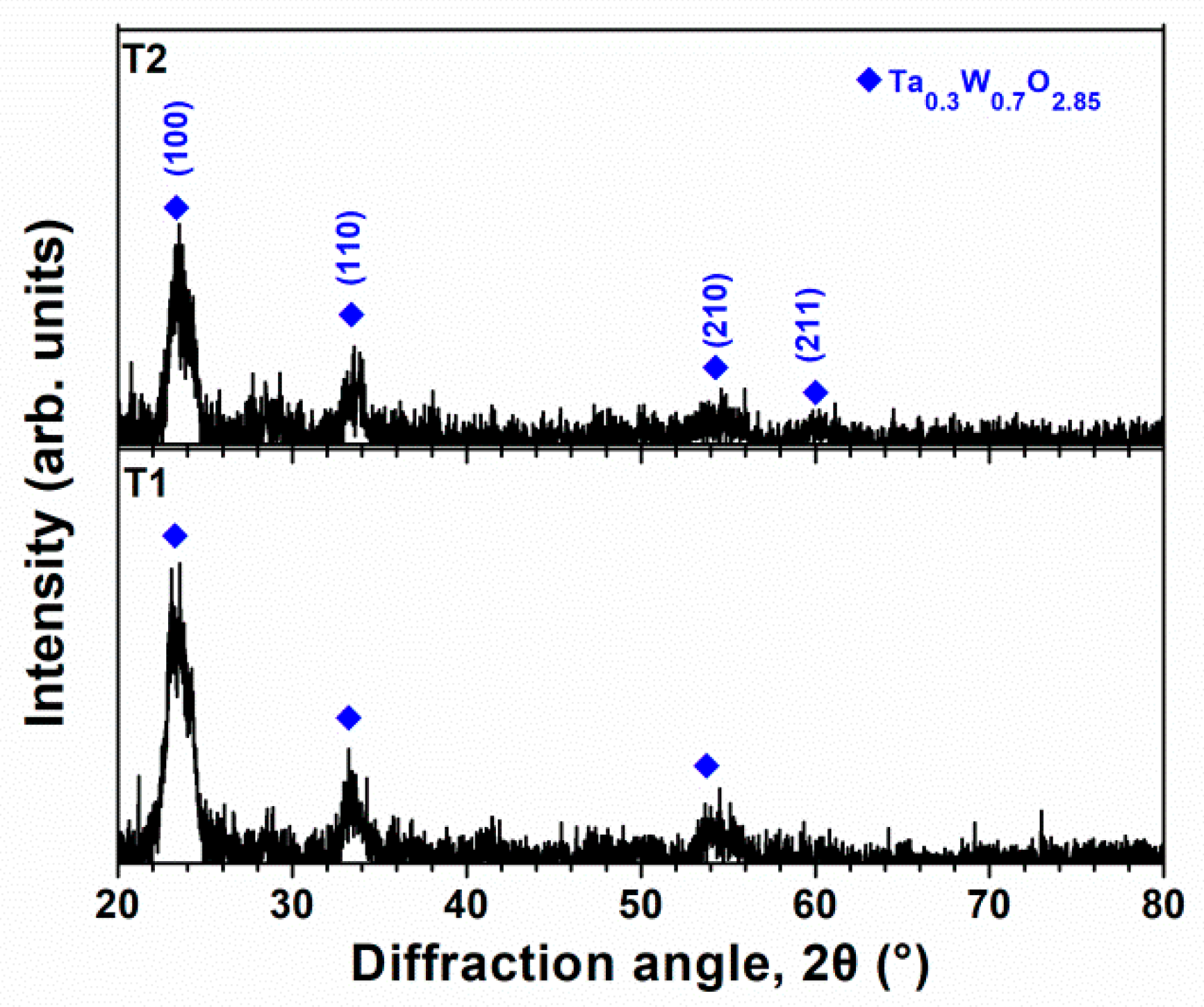
3.3. Oxidation Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shin, C.S.; Kim, Y.W.; Gall, D.; Greene, J.E.; Petrov, I. Phase composition and microstructure of polycrystalline and epitaxial TaNx layers grown on oxidized Si(001) and MgO(001) by reactive magnetron sputter deposition. Thin Solid Film. 2002, 402, 172–182. [Google Scholar] [CrossRef]
- Lou, B.S.; Moirangthem, I.; Lee, J.W. Fabrication of tungsten nitride thin films by superimposed HiPIMS and MF system: Effects of nitrogen flow rate. Surf. Coat. Technol. 2020, 393, 125743. [Google Scholar] [CrossRef]
- Chang, L.C.; Sung, M.C.; Chu, L.H.; Chen, Y.I. Effects of the nitrogen flow ratio and substrate bias on the mechanical properties of W–N and W–Si–N Films. Coatings 2020, 10, 1252. [Google Scholar] [CrossRef]
- Hones, P.; Martin, N.; Regula, M.; Lévy, F. Structural and mechanical properties of chromium nitride, molybdenum nitride, and tungsten nitride thin films. J. Phys. D Appl. Phys. 2003, 36, 1023–1029. [Google Scholar] [CrossRef]
- Jiang, P.C.; Chen, J.S.; Lin, Y.K. Structural and electrical characteristics of W–N thin films prepared by reactive rf sputtering. J. Vac. Sci. Technol. A 2003, 21, 616–622. [Google Scholar] [CrossRef]
- Balasubramanian, K.; Khare, S.V.; Gall, D. Energetics of point defects in rocksalt structure transition metal nitrides: Thermodynamic reasons for deviations from stoichiometry. Acta Mater. 2018, 159, 77–88. [Google Scholar] [CrossRef]
- Bernoulli, D.; Müller, U.; Schwarzenberger, M.; Hauert, R.; Spolenak, R. Magnetron sputter deposited tantalum and tantalum nitride thin films: An analysis of phase, hardness and composition. Thin Solid Film. 2013, 548, 157–161. [Google Scholar] [CrossRef]
- Li, H.; Li, J.; Yan, C.; Huang, J.; Kong, J.; Wu, Q.; Shi, Y.; Xiong, D. Deposition and mechanical properties of δ-TaNx films with different stoichiometry by DC magnetron sputtering. Surf. Coat. Technol. 2020, 404, 126452. [Google Scholar] [CrossRef]
- Yang, Y.H.; Chen, D.J.; Wu, F.B. Microstructure, hardness, and wear resistance of sputtering TaN coating by controlling RF input power. Surf. Coat. Technol. 2016, 303, 32–40. [Google Scholar] [CrossRef]
- Holleck, H. Material selection for hard coatings. J. Vac. Sci. Technol. A 1986, 4, 2661–2669. [Google Scholar] [CrossRef]
- Zin, V.; Montagner, F.; Deambrosis, S.M.; Mortalò, C.; Litti, L.; Meneghetti, M.; Miorin, E. Mechanical and tribological properties of Ta-N and Ta-Al-N coatings deposited by reactive high power impulse magnetron sputtering. Materials 2022, 15, 3354. [Google Scholar] [CrossRef] [PubMed]
- Aouadi, S.M.; Filip, P.; Debessai, M. Characterization of tantalum zirconium nitride sputter-deposited nanocrystalline coatings. Surf. Coat. Technol. 2004, 187, 177–184. [Google Scholar] [CrossRef]
- Xu, J.; Luo, H.; Ju, H.; Yu, L.; Zhou, G. Microstructure, mechanical and tribological properties of TaWN composite films. Vacuum 2017, 146, 246–251. [Google Scholar] [CrossRef]
- Chang, L.C.; Tzeng, C.H.; Chen, Y.I. Effects of W content on structural and mechanical properties of TaWN films. Coatings 2022, 12, 700. [Google Scholar] [CrossRef]
- Vepřek, S.; Reiprich, S. A concept for the design of novel superhard coatings. Thin Solid Film. 1995, 268, 64–71. [Google Scholar] [CrossRef]
- Sandu, C.S.; Sanjinés, R.; Benkahoul, M.; Medjani, F.; Lévy, F. Formation of composite ternary nitride thin films by magnetron sputtering co-deposition. Surf. Coat. Technol. 2006, 201, 4083–4089. [Google Scholar] [CrossRef]
- Das, P.; Anwar, S.; Bajpai, S.; Anwar, S. Structural and mechanical evolution of TiAlSiN nanocomposite coating under influence of Si3N4 power. Surf. Coat. Technol. 2016, 307, 676–682. [Google Scholar] [CrossRef]
- Chang, L.C.; Zheng, Y.Z.; Chen, Y.I. Mechanical properties of Zr–Si–N films fabricated through HiPIMS/RFMS co-sputtering. Coatings 2018, 8, 263. [Google Scholar] [CrossRef] [Green Version]
- Monclús, M.A.; Yang, L.; López-Cabañas, I.; Castillo-Rodríguez, M.; Zaman, A.; Wamg, J.; Meletis, E.I.; González-Arrabal, R.; Llorca, J.; Molina-Aldareguía, J.M. High temperature mechanical properties and microstructure of hard TaSiN coatings. Mater. Sci. Eng. A 2020, 797, 139976. [Google Scholar] [CrossRef]
- Ju, H.; He, S.; Yu, L.; Asempah, I.; Xu, J. The improvement of oxidation resistance, mechanical and tribological properties of W2N films by doping silicon. Surf. Coat. Technol. 2017, 317, 158–165. [Google Scholar] [CrossRef]
- Yang, J.F.; Jiang, Y.; Yuan, Z.G.; Wang, X.P.; Fang, Q.F. Manufacture, microstructure and mechanical properties of W–Ta–N nano-structured hard films. Appl. Surf. Sci. 2012, 258, 7849–7854. [Google Scholar] [CrossRef]
- Wada, T. Influence of negative substrate bias voltage on properties and cutting performance of TaWSiN coating films deposited using magnetron sputtering ion plating. Int. J. Mech. Prod. Eng. 2018, 6, 1–5. [Google Scholar]
- Musil, J. Hard nanocomposite coatings: Thermal stability, oxidation resistance and toughness. Surf. Coat. Technol. 2012, 207, 50–65. [Google Scholar] [CrossRef]
- Chen, Y.I.; Ke, Y.E.; Sung, M.C.; Chang, L.C. Rapid thermal annealing of Cr–Si–N, Ta–Si–N, and Zr–Si–N coatings in glass molding atmospheres. Surf. Coat. Technol. 2020, 389, 125662. [Google Scholar] [CrossRef]
- Chen, Y.I.; Gao, Y.X.; Chang, L.C. Oxidation behavior of Ta–Si–N coatings. Surf. Coat. Technol. 2017, 332, 72–79. [Google Scholar] [CrossRef]
- Liu, Y.H.; Chang, L.C.; Liu, B.W.; Chen, Y.I. Mechanical properties and oxidation behavior of W–Si–N coatings. Surf. Coat. Technol. 2019, 375, 727–738. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Janssen, G.C.A.M.; Abdalla, M.M.; van Keulen, F.; Pujada, B.R.; van Venrooy, B. Celebrating the 100th anniversary of the Stoney equation for film stress: Developments from polycrystalline steel strips to single crystal silicon wafers. Thin Solid Film. 2009, 517, 1858–1867. [Google Scholar] [CrossRef]
- Chang, L.C.; Sung, M.C.; Chen, Y.I.; Tseng, C.H. Mechanical properties and oxidation behavior of CrWSiN films. Surf. Coat. Technol. 2022, 437, 128368. [Google Scholar] [CrossRef]
- Baker, C.C.; Shah, S.I. Reactive sputter deposition of tungsten nitride thin films. J. Vac. Sci. Technol. A 2002, 20, 1699–1703. [Google Scholar] [CrossRef]
- Bai, X.; Li, K.; Chen, Y.; Feng, Q.; Ge, F.; Huang, F. Large solubility of silicon in an incongruent nitride: The case of reactively magnetron co-sputtered W-Si-N coatings. Surf. Coating. Technol. 2021, 412, 127047. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B. Effect of the atomic size distribution on glass forming ability of amorphous metallic alloys. Mater. Res. Bull. 2001, 36, 2183–2198. [Google Scholar] [CrossRef]
- Chen, Y.I.; Lin, K.Y.; Wang, H.H.; Cheng, Y.R. Characterization of Ta–Si–N coatings prepared using direct current magnetron co-sputtering. Appl. Surf. Sci. 2014, 305, 805–816. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Yang, Y.J.; Weng, S.Y. Effect of interlayer design on the mechanical properties of AlTiCrN and multilayered AlTiCrN/TiSiN hard coatings. Surf. Coat. Technol. 2020, 389, 125637. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Beresnev, V.M.; Bondar, O.V.; Postolnyi, B.O.; Zaleski, K.; Coy, E.; Jurga, S.; Lisovenko, M.O.; Konarski, P.; Rebouta, L.; et al. Superhard CrN/MoN coatings with multilayer architecture. Mater. Des. 2018, 153, 47–59. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Power (W) | Chemical Composition (at.%) | TF1 (nm) | TI2 (nm) | R3 (nm/min) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PTa | PW | PSi | Ta | W | Si | N | O | |||||
| S0 | Ta17W55N28 | 100 | 200 | 0 | 16.6 ± 0.0 | 54.4 ± 0.0 | - | 27.4 ± 0.0 | 1.6 ± 0.0 | 939 | 157 | 14.4 |
| S1 | Ta14W56Si3N27 | 100 | 200 | 50 | 14.2 ± 0.3 | 55.2 ± 0.4 | 2.9 ± 0.1 | 27.3 ± 0.5 | 0.4 ± 0.4 | 849 | 110 | 13.1 |
| S2 | Ta13W49Si5N33 | 100 | 200 | 100 | 13.4 ± 0.7 | 49.6 ± 1.3 | 4.8 ± 0.2 | 31.5 ± 1.7 | 0.8 ± 0.2 | 961 | 103 | 14.8 |
| S3(T4) | Ta13W43Si8N36 | 100 | 200 | 150 | 12.4 ± 0.3 | 41.8 ± 0.2 | 7.7 ± 0.1 | 35.0 ± 0.5 | 3.1 ± 0.0 | 1115 | 168 | 17.2 |
| T3 | Ta11W42Si11N36 | 85 | 170 | 150 | 10.5 ± 0.6 | 40.5 ± 0.9 | 10.3 ± 0.5 | 35.3 ± 0.8 | 3.4 ± 0.8 | 1178 | 175 | 18.1 |
| T2 | Ta10W38Si13N39 | 75 | 150 | 150 | 9.8 ± 0.2 | 38.2 ± 0.7 | 12.4 ± 0.3 | 39.2 ± 0.2 | 0.4 ± 0.8 | 870 | 126 | 13.4 |
| T1 | Ta7W33Si20N40 | 50 | 100 | 150 | 7.4 ± 0.1 | 32.5 ± 0.6 | 19.7 ± 0.5 | 39.1 ± 0.9 | 1.3 ± 1.1 | 767 | 126 | 11.8 |
| Sample | H 1 | E 2 | H/E | We 3 | σ 4 | Ra5 |
|---|---|---|---|---|---|---|
| (GPa) | (GPa) | (%) | (GPa) | (nm) | ||
| Ta17W55N28 | 29.9 ± 0.8 | 381 ± 12 | 0.078 | 63 | −2.5 ± 0.1 | 1.6 |
| Ta14W56Si3N27 | 29.5 ± 0.5 | 320 ± 9 | 0.092 | 63 | - | 2.2 |
| Ta13W49Si5N33 | 28.5 ± 1.3 | 286 ± 8 | 0.100 | 65 | - | 3.4 |
| Ta13W43Si8N36 | 26.5 ± 1.5 | 314 ± 10 | 0.084 | 62 | −4.2 ± 0.0 | 2.9 |
| Ta11W42Si11N36 | 27.5 ± 1.4 | 314 ± 10 | 0.088 | 66 | −3.4 ± 0.1 | 2.7 |
| Ta10W38Si13N39 | 27.4 ± 1.8 | 297 ± 13 | 0.092 | 60 | −3.3 ± 0.0 | 3.6 |
| Ta7W33Si20N40 | 18.2 ± 0.3 | 229 ± 4 | 0.079 | 54 | −1.2 ± 0.1 | 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tzeng, C.-H.; Chang, L.-C.; Chen, Y.-I. Mechanical Properties and Oxidation Behavior of TaWSiN Films. Materials 2022, 15, 8179. https://doi.org/10.3390/ma15228179
Tzeng C-H, Chang L-C, Chen Y-I. Mechanical Properties and Oxidation Behavior of TaWSiN Films. Materials. 2022; 15(22):8179. https://doi.org/10.3390/ma15228179
Chicago/Turabian StyleTzeng, Chin-Han, Li-Chun Chang, and Yung-I Chen. 2022. "Mechanical Properties and Oxidation Behavior of TaWSiN Films" Materials 15, no. 22: 8179. https://doi.org/10.3390/ma15228179