
Effect of Hot-Rolling Strategy on the Flow Behavior, Productivity, and Mechanical Performance of Ti-6Al-4V Alloy

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Hot Deformation Strategies
2.2. Uniaxial Compression Studies—Gleeble Tests
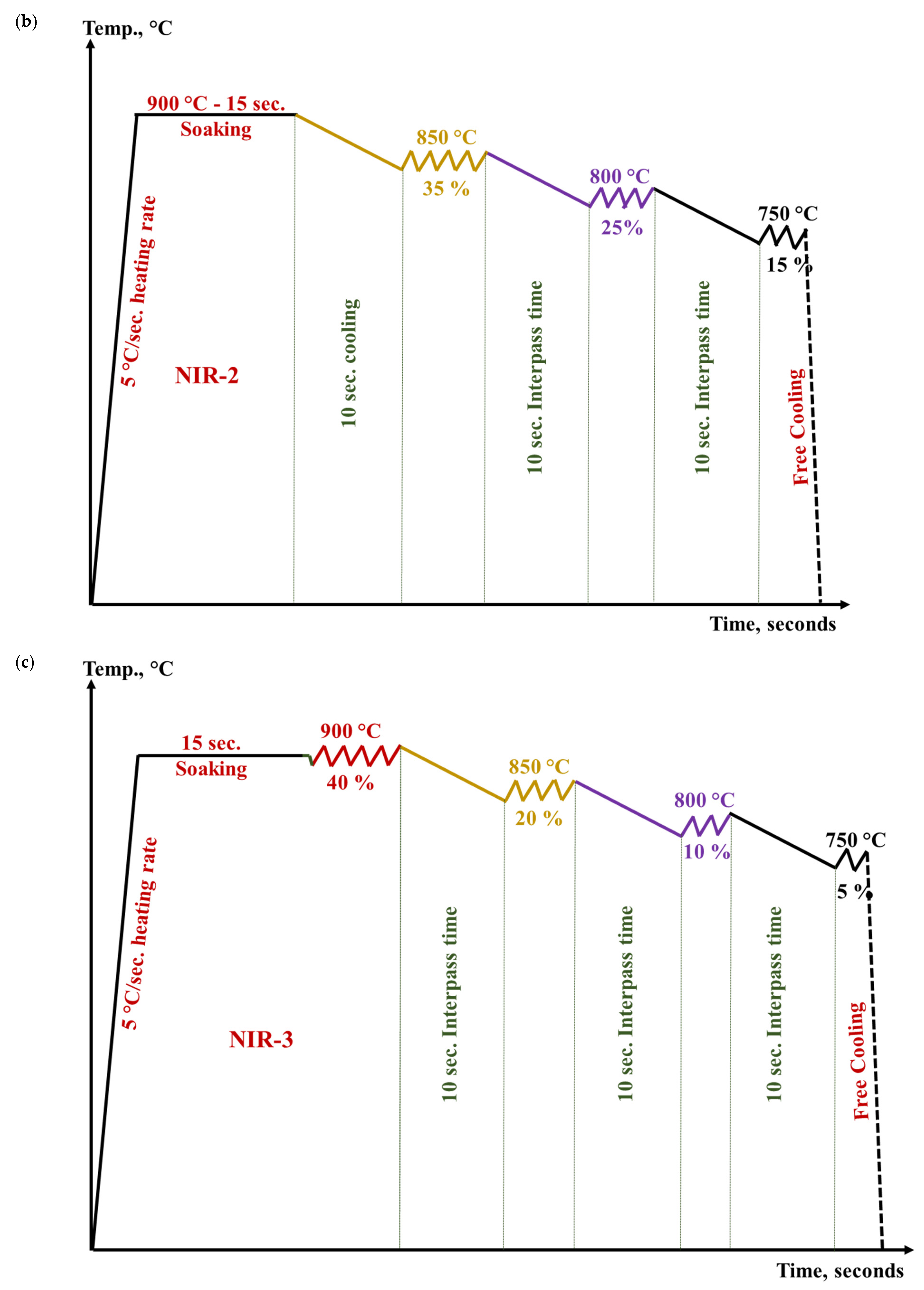
2.3. Practical Hot-Rolling Strategies
2.4. Characterization
3. Results and Discussion
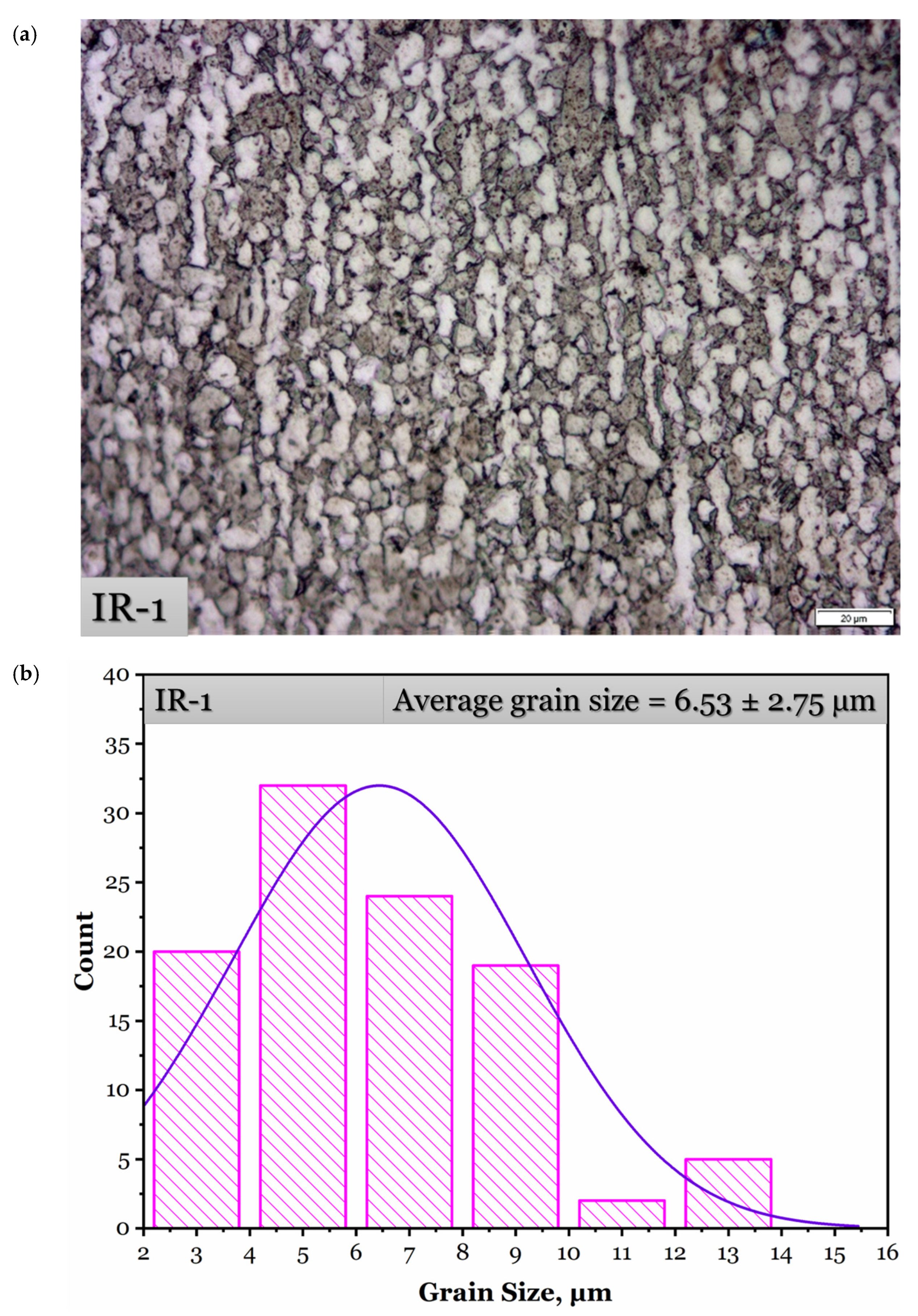
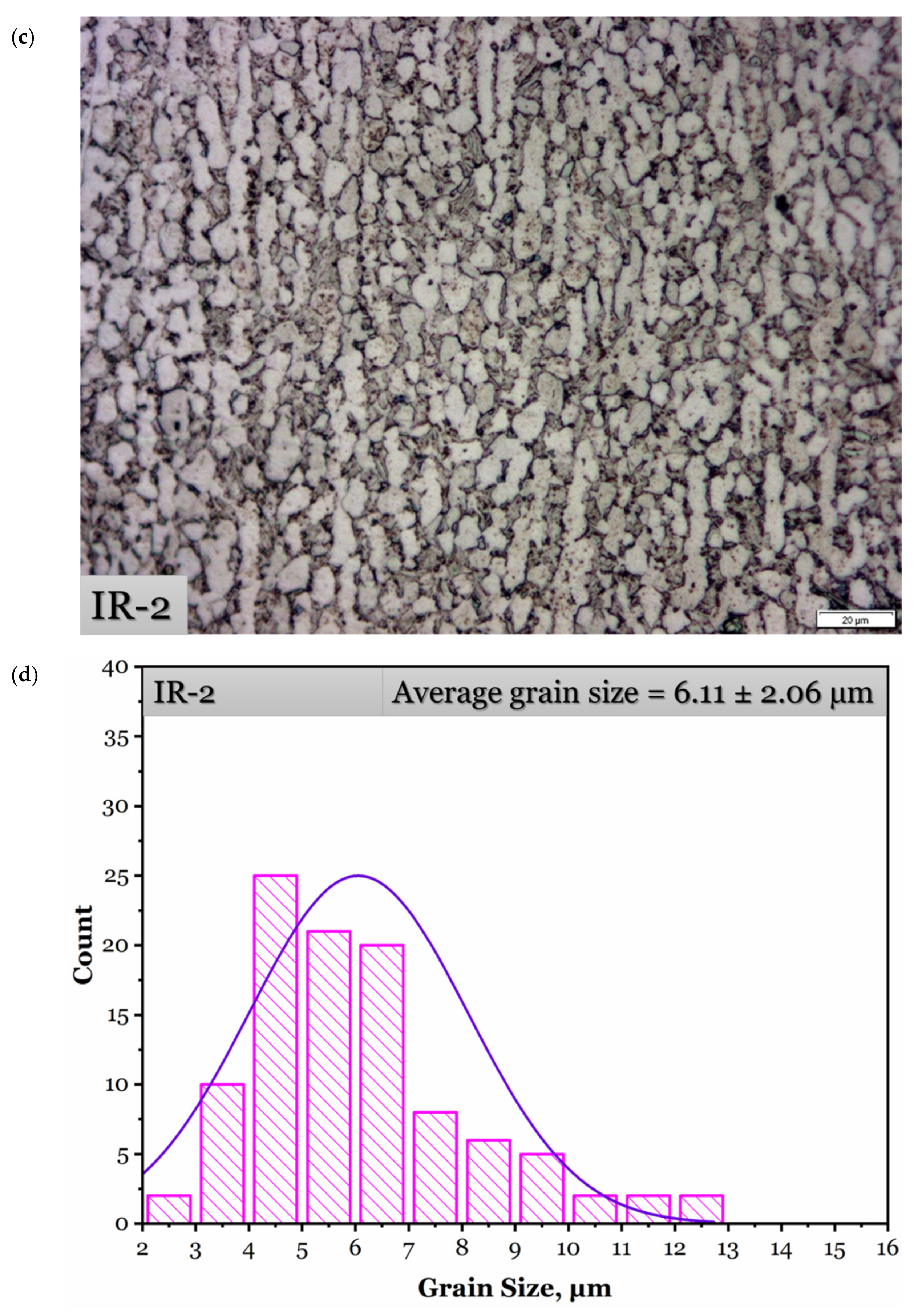
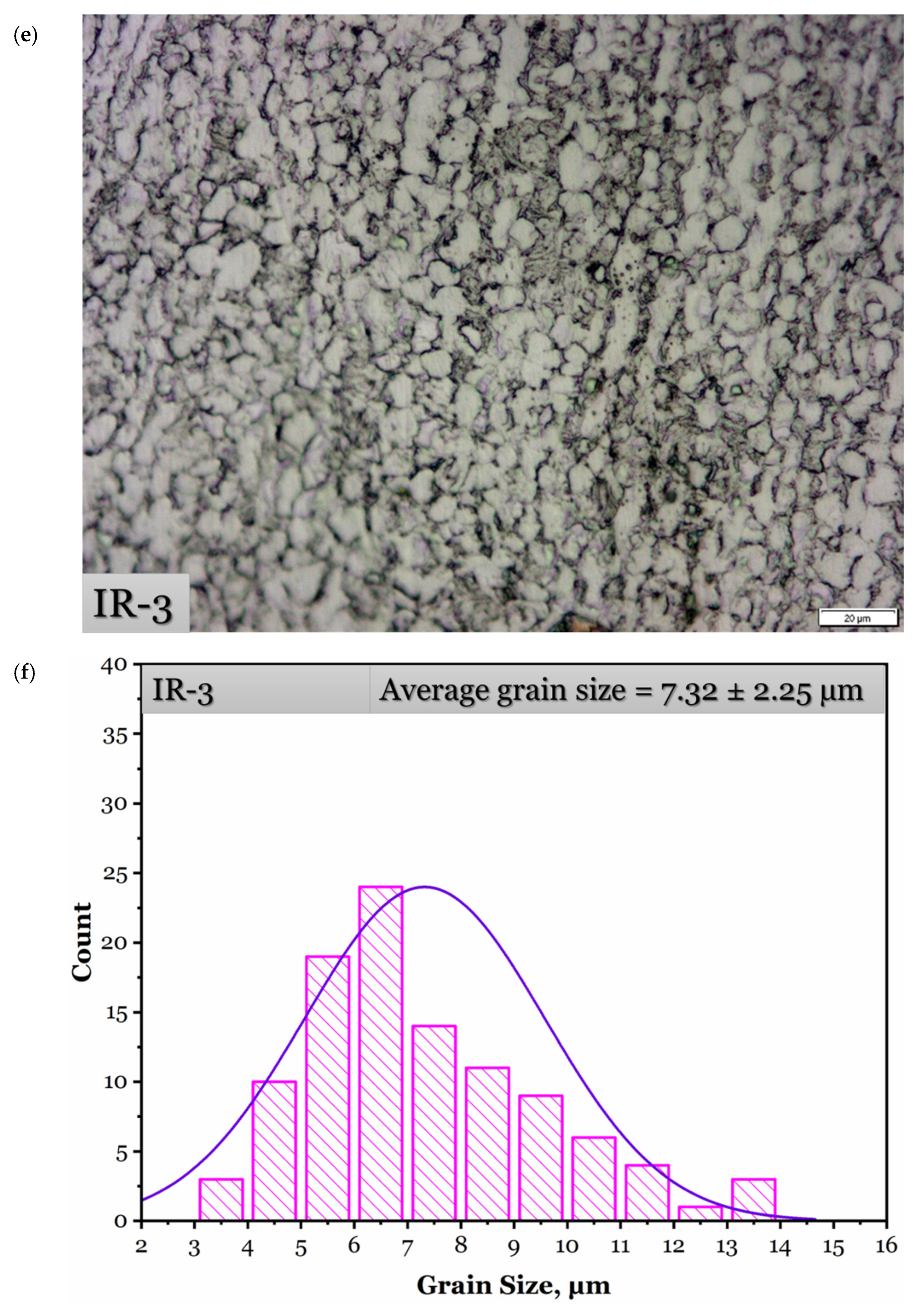
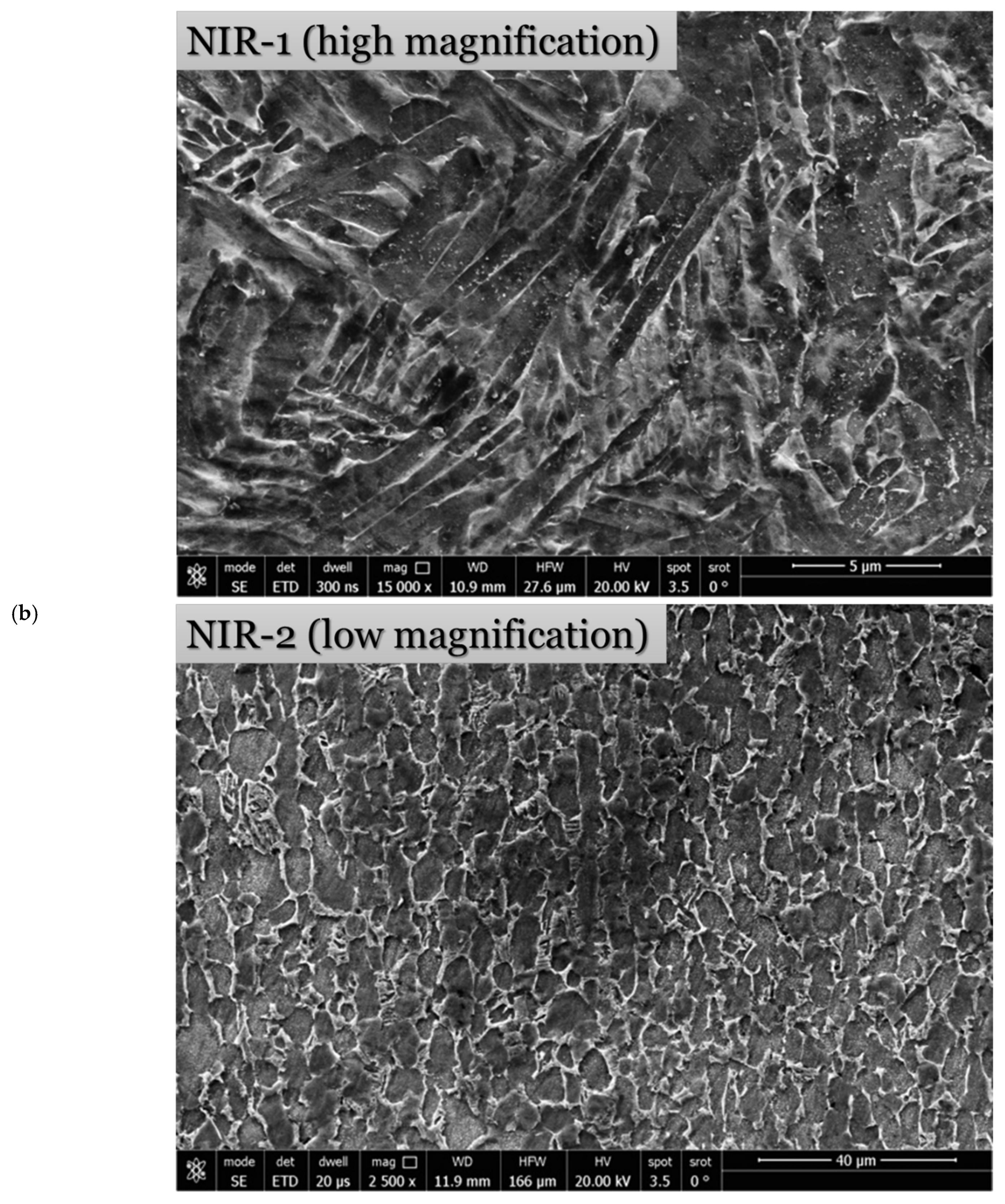
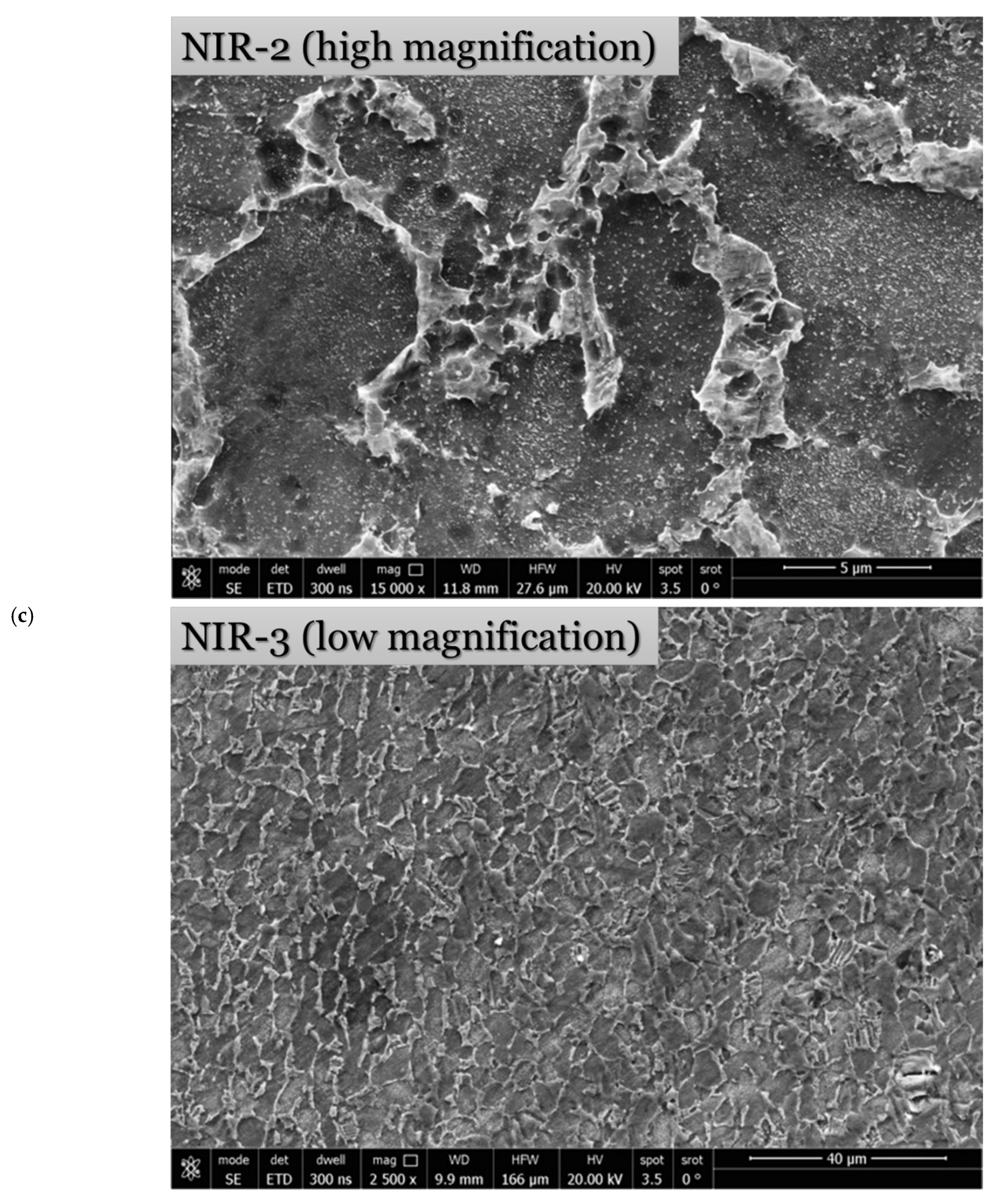
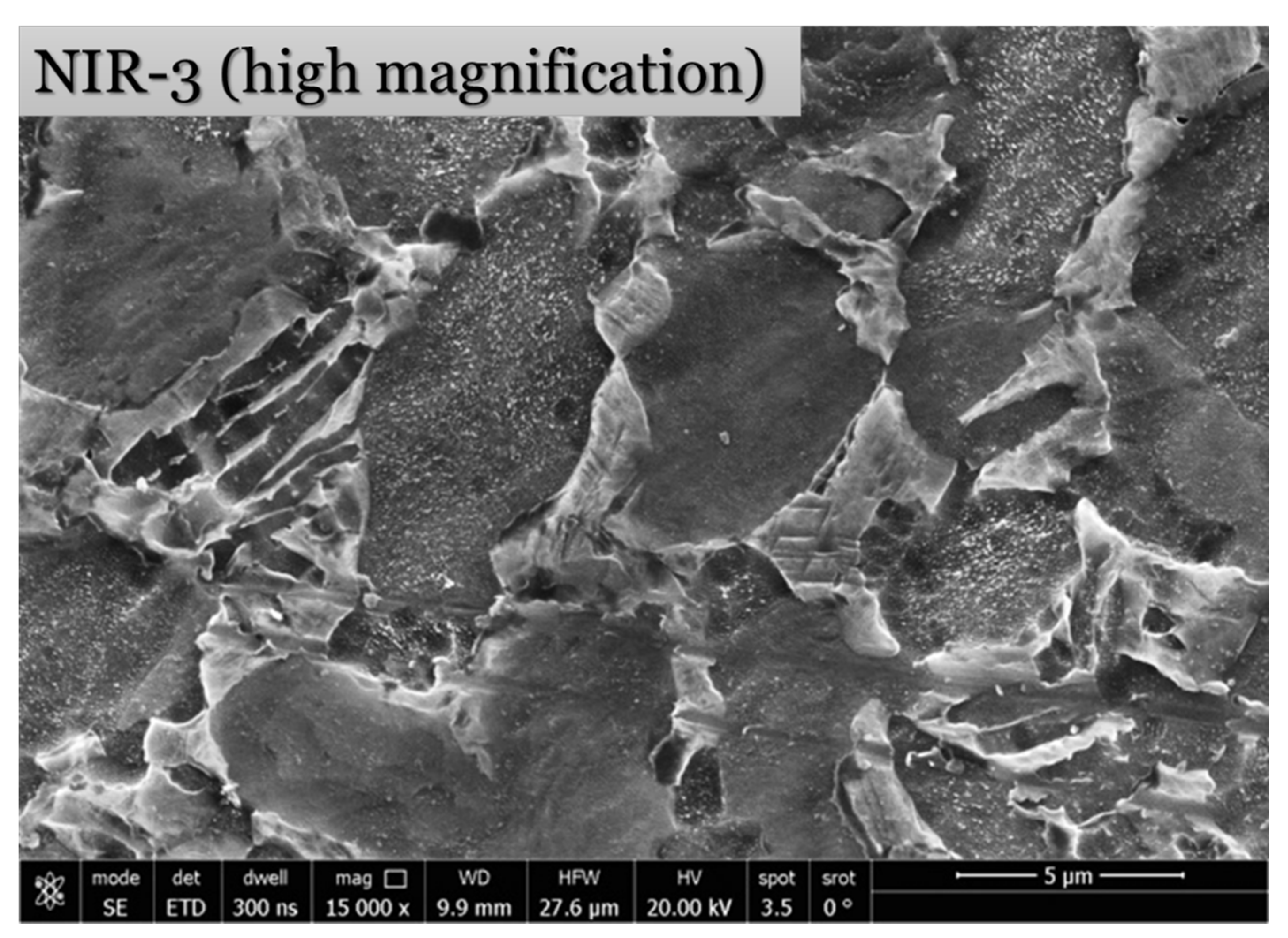
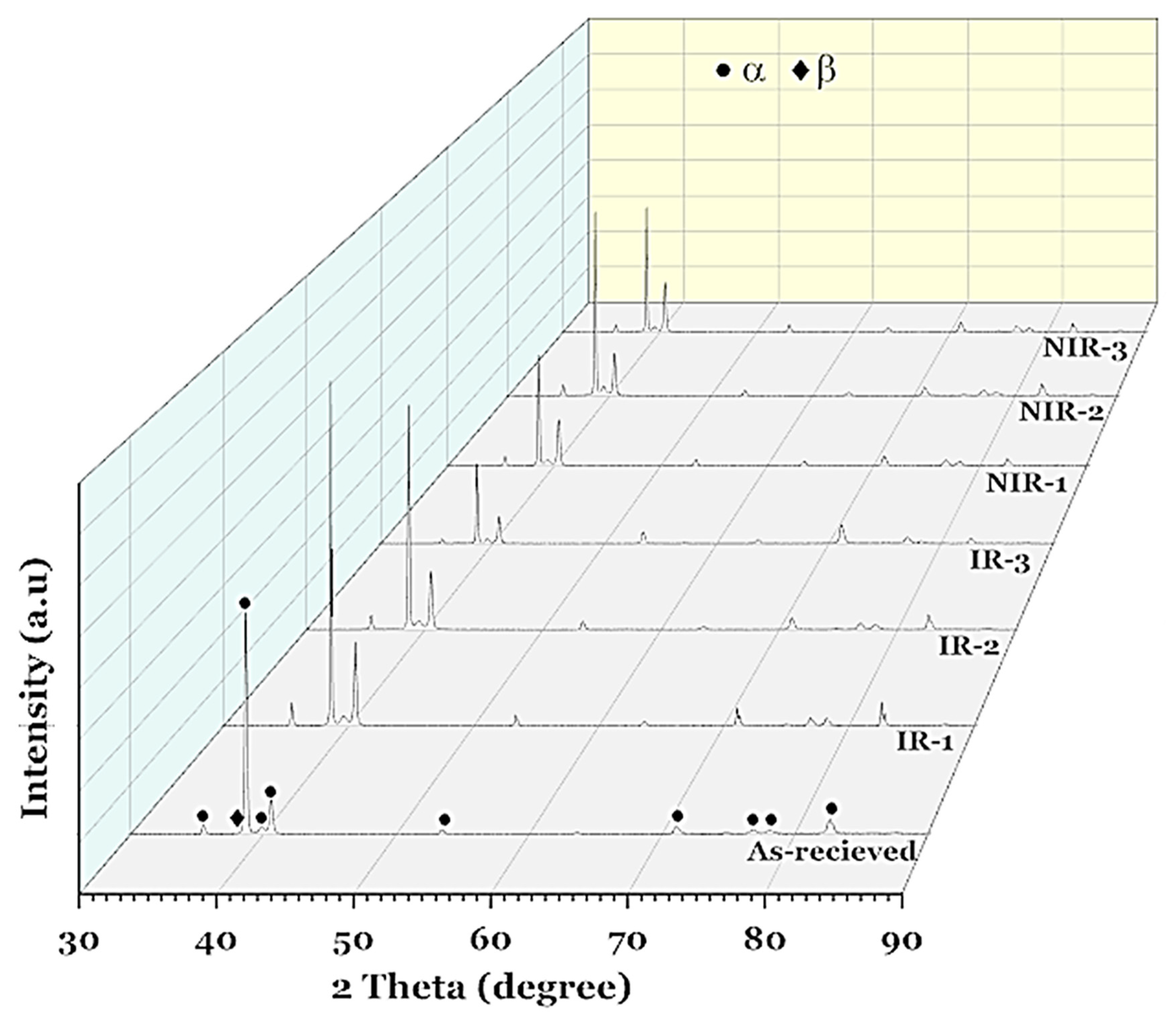
3.1. Effect of Hot-Rolling Strategies on Microstructure
3.2. Effect of Hot-Rolling Strategies on the Hot Flow Behavior and Productivity
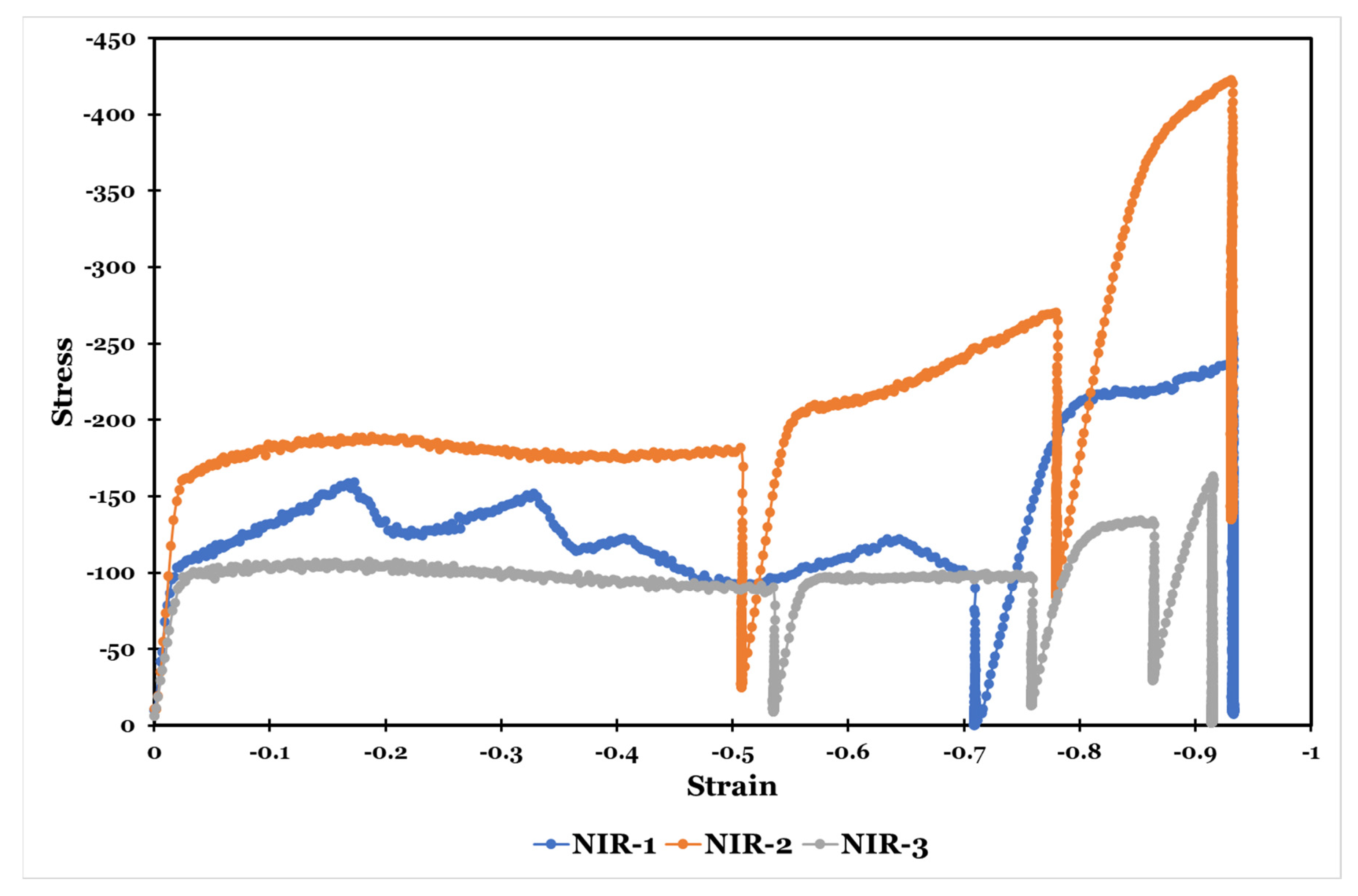
3.2.1. Hot-Rolling Strategies vs. Flow Behavior
3.2.2. Hot-Rolling Strategies vs. Total Strategy Time
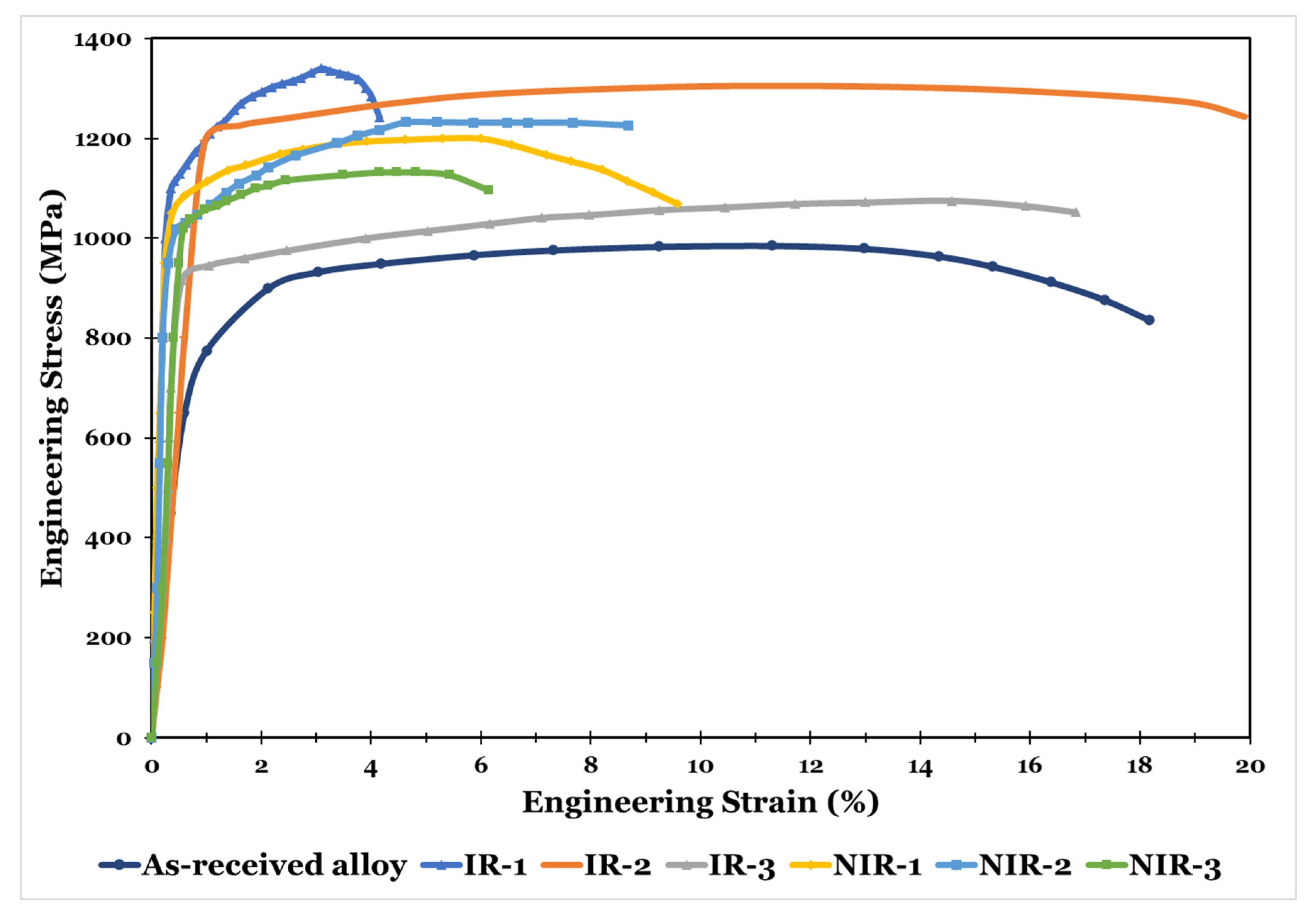
3.3. Mechanical Properties and Industrial Performance of the Finished Sheets
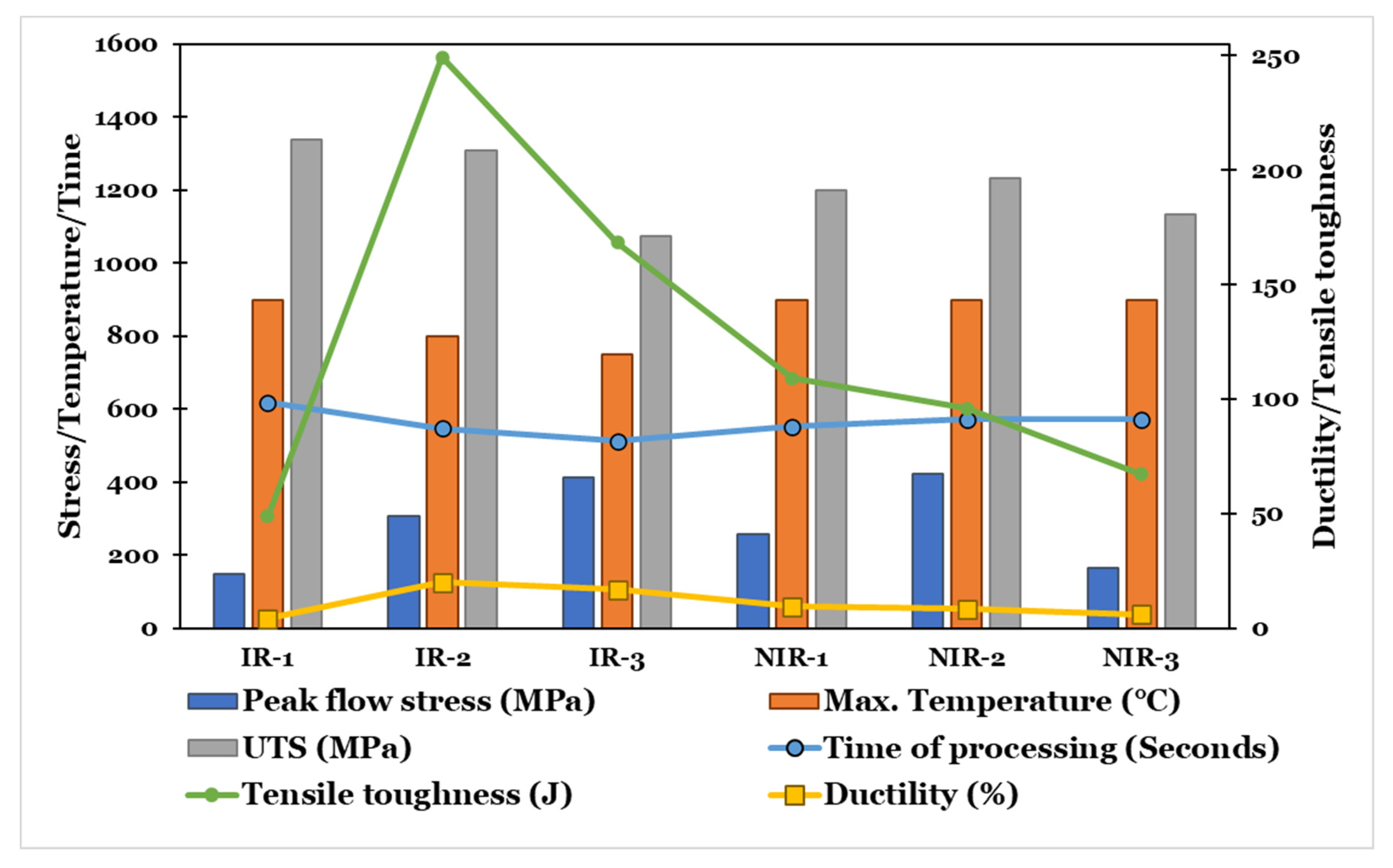
3.4. Optimizing Hot-Rolling Strategy Type
4. Conclusions
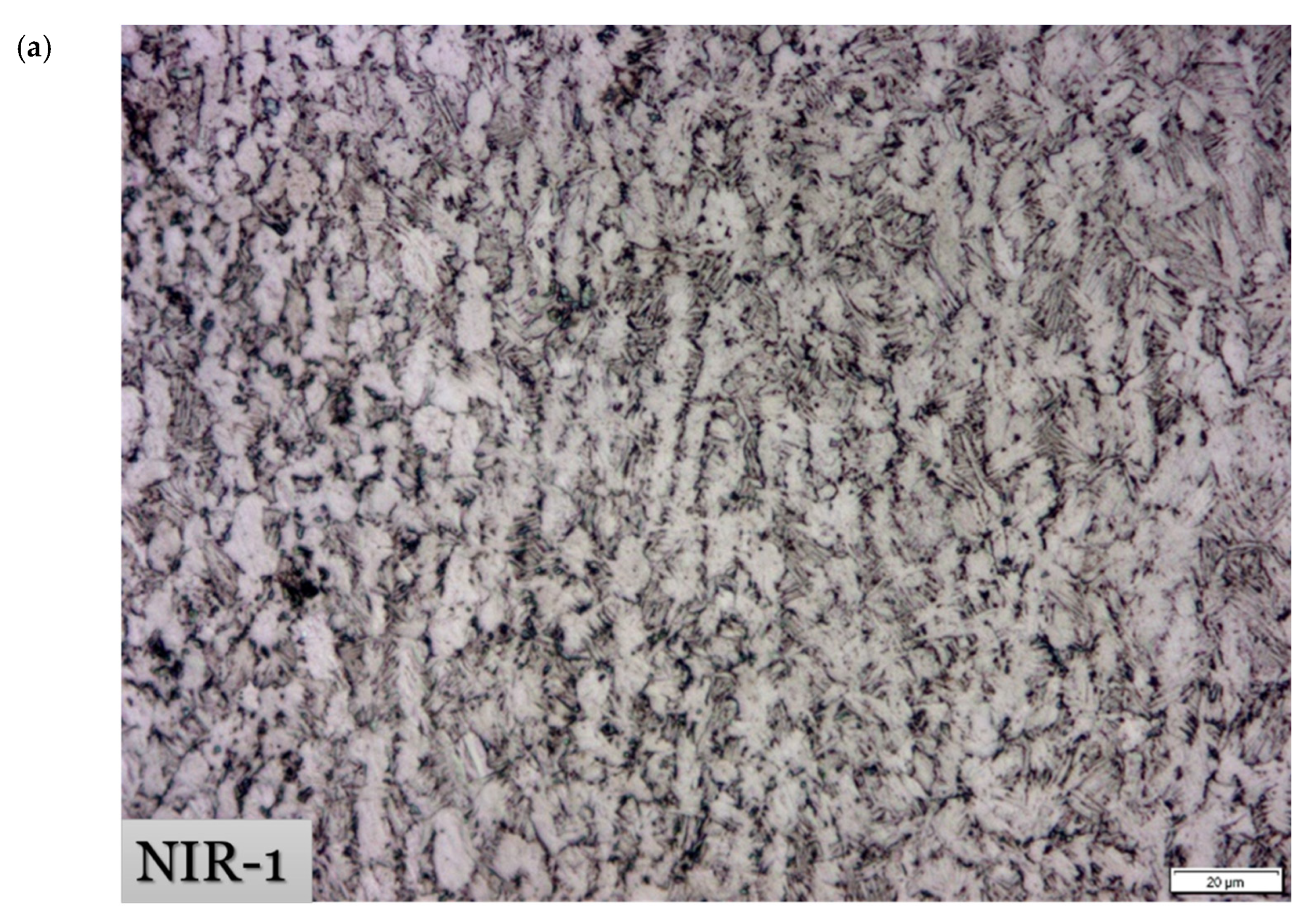
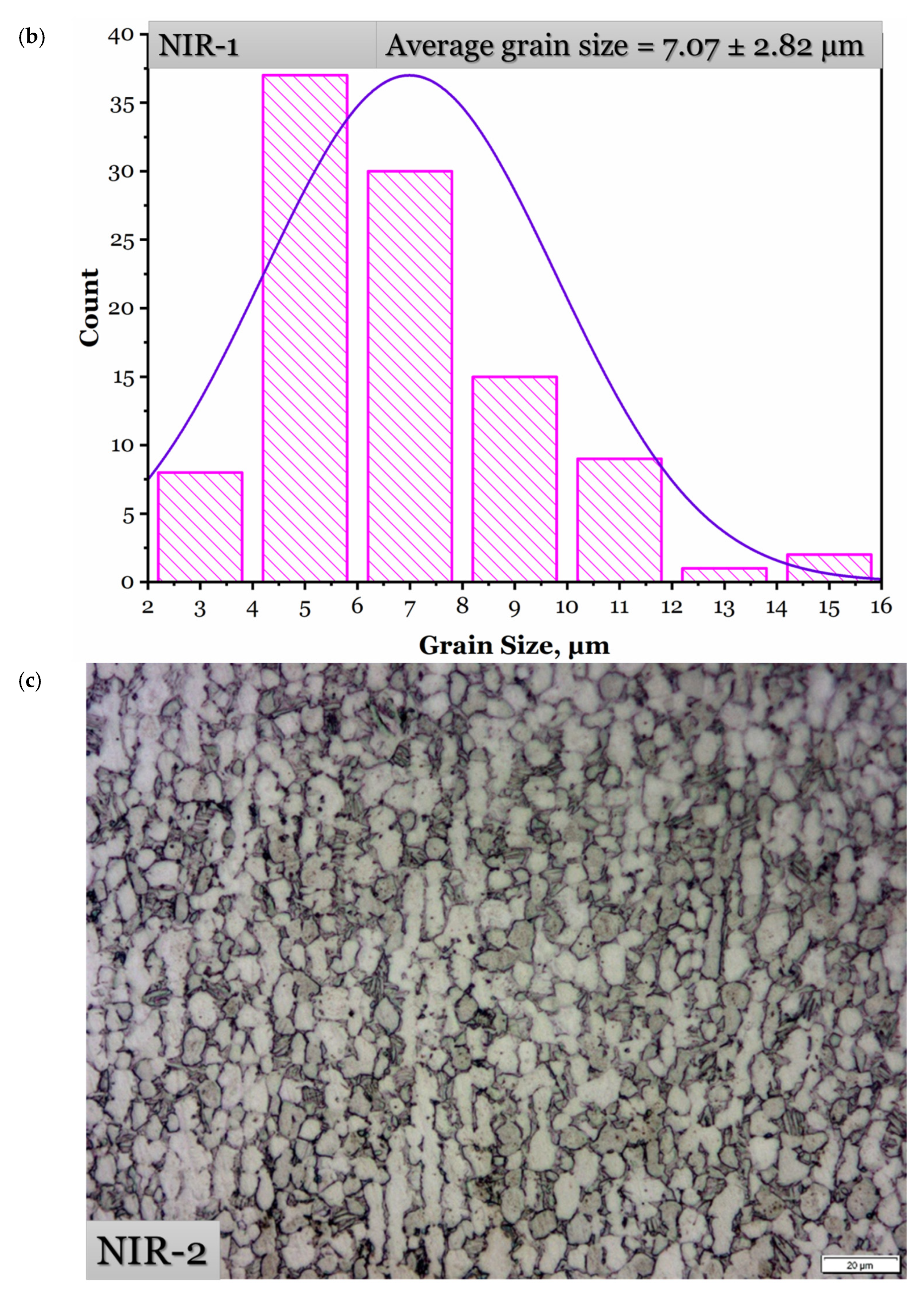
- Grain size of the as-received semi-finished hot-rolled plate is slightly affected after isothermal and non-isothermal hot-rolling strategies in the α + β range to produce the final sheet product, whereas the morphology and distribution of the phases are considerably affected.
- The dynamic flow softening is dominant in all IR strategies after the flow stress attains the peak at a low strain value. Then, dynamic flow softening occurs due to the dynamic recrystallization and α phase spheroidization. While a combination of flow softening and hardening takes place on the different passes of the NIR strategies.
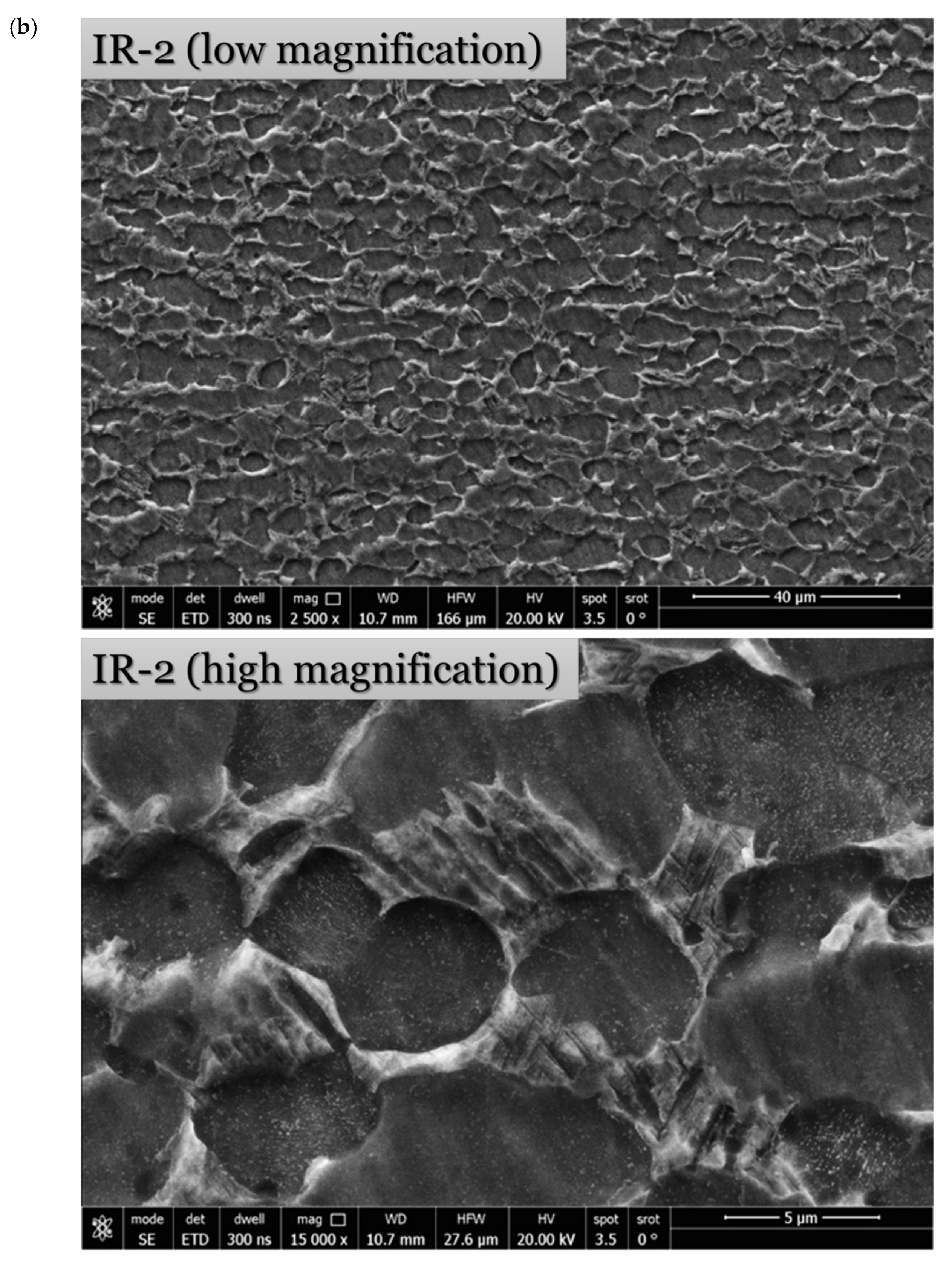
- The optimal microstructure that fructifies the best combination of mechanical properties is composed of fine constituents of α spheroids, equiaxed α, elongated α with low aspect ratio, acicular α colony, and fine recrystallized β phase.
- The optimal hot-rolling strategy that fulfills the criteria of the best combination of mechanical properties at the most cost-effective processing parameters is the IR-2 strategy, followed by the NIR-2 strategy. The IR-1 and NIR3 strategies manifest low mechanical and economic impact.
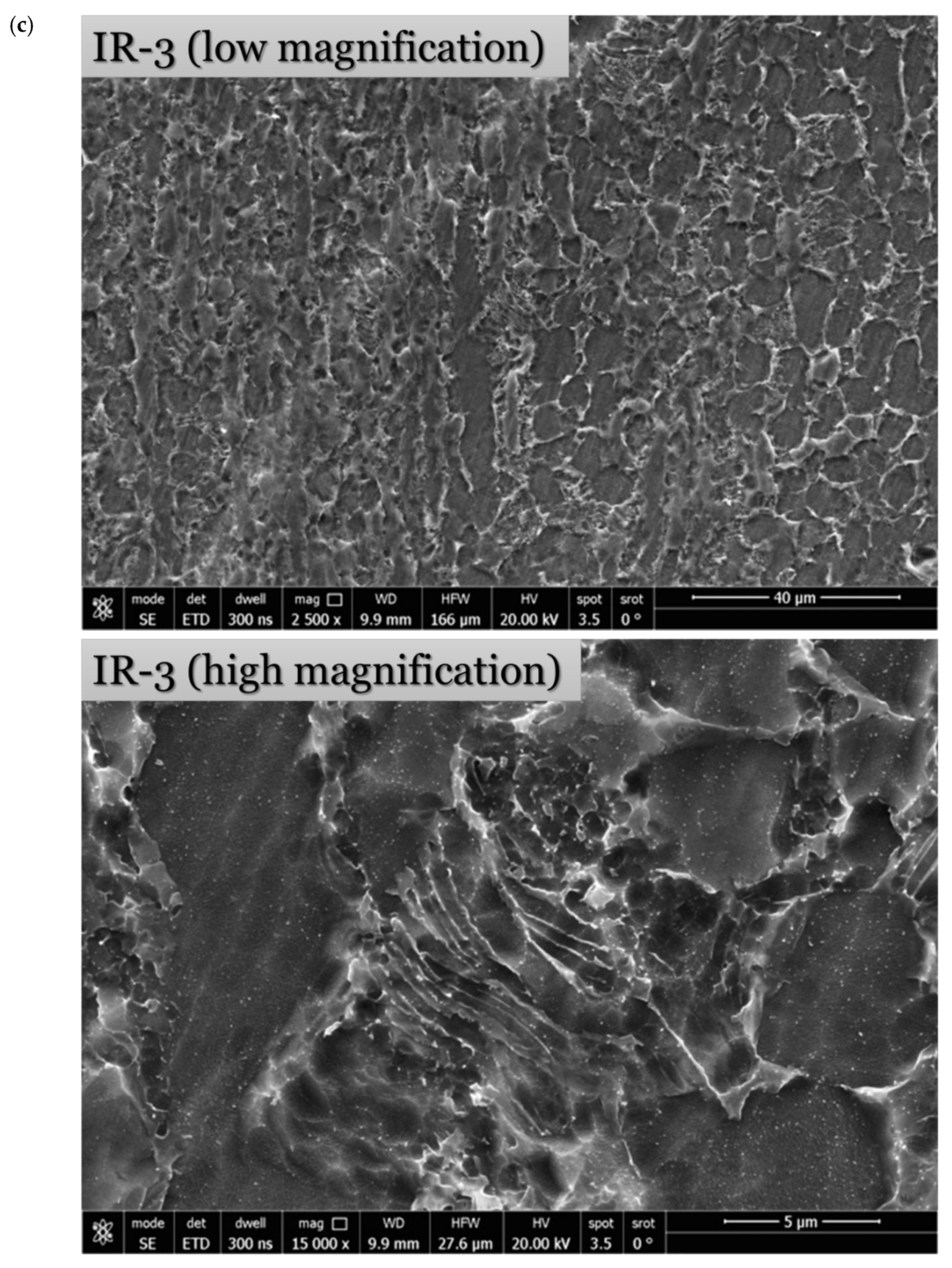
- The finished sheets produced by the IR-2 strategy can be used for producing very simple-shape products, utilizing subsequent sheet metal operations, and can be used for heavy-impact loading applications. In contrast, the finished sheets produced by the IR-3 strategy can be used to produce complex-shape products for heavy-impact loading applications by utilizing subsequent sheet metal operations.
- The finished sheets produced by NIR-1 and NIR-2 strategies can be used for producing complex-shape products, utilizing subsequent sheet metal operations, at a moderate toughness for light-impact loading applications.
Author Contributions
Funding
Conflicts of Interest
References
- Bruschi, S.; Buffa, G.; Ducato, A.; Fratini, L.; Ghiotti, A. Phase evolution in hot forging of dual phase titanium alloys: Experiments and numerical analysis. J. Manuf. Process. 2015, 20, 382–388. [Google Scholar] [CrossRef]
- Zhang, X.; Qu, S.J.; Feng, A.H.; Shen, J.; Chen, D.L. Hot deformation behavior of Ti-6Al-4V alloy: Effect of initial microstructure. J. Alloys Compd. 2017, 718, 170–181. [Google Scholar] [CrossRef]
- Luo, Y.; Liu, J.; Li, S.; Cheng, X. Effect of Hot-rolling Temperature on Microstructure and Dynamic Mechanical Properties of Ti-6Al-4V Alloy. Rare Met. Mater. Eng. 2018, 47, 1333–1340. [Google Scholar]
- Momeni, A.; Abbasi, S.M. Effect of hot working on flow behavior of Ti–6Al–4V alloy in single phase and two-phase regions. Mater. Des. 2010, 31, 3599–3604. [Google Scholar] [CrossRef]
- Salem, A.A.; Glavicic, M.G.; Semiatin, S.L. The effect of preheat temperature and inter-pass reheating on microstructure and texture evolution during hot rolling of Ti–6Al–4V. Mater. Sci. Eng. A 2008, 496, 169–176. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, Z.; Xu, K.; Zhang, J.; Xue, Y.; Wang, Q. Evolution of the α phase and microhardness for hot isostatic pressed Ti-6Al-4V alloy during multi-pass deformation. Mater. Charact. 2021, 178, 111263. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, H.; Zheng, J.; Ji, J.; Shi, Y.; Jia, L.; Yan, Z.; Dong, B.; Xue, Y. Microstructure characterization of hot isostatic pressed Ti–6Al–4V alloy under uniaxial compression and post heat treatment. J. Mater. Res. Technol. 2021, 15, 7070–7084. [Google Scholar] [CrossRef]
- Jha, J.S.; Toppo, S.P.; Singh, R.; Tewari, A.; Mishra, S.K. Flow stress constitutive relationship between lamellar and equiaxed microstructure during hot deformation of Ti-6Al-4V. J. Mater. Process. Technol. 2019, 270, 216–227. [Google Scholar] [CrossRef]
- Reda, R.; Magdy, M.; Rady, M. Ti–6Al–4V TIG Weld Analysis Using FEM Simulation and Experimental Characterization. Iran. J. Sci. Technol. Trans. Mech. Eng. 2020, 44, 765–782. [Google Scholar] [CrossRef]
- Reda, R.; Nofal, A.; Hussein, A.-H. Effect of Single and Duplex Stage Heat Treatment on the Microstructure and Mechanical Properties of Cast Ti–6Al–4V Alloy. Met. Microstruct. Anal. 2013, 2, 388–393. [Google Scholar] [CrossRef] [Green Version]
- Hu, Z.; Dean, T. Aspects of forging of titanium alloys and the production of blade forms. J. Mater. Process. Technol. 2001, 111, 10–19. [Google Scholar] [CrossRef]
- Abbasi, S.; Momeni, A. Effect of hot working and post-deformation heat treatment on microstructure and tensile properties of Ti-6Al-4V alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 1728–1734. [Google Scholar] [CrossRef]
- Liu, H.; Wang, Q.; Zhang, J.; Xu, K.; Xue, Y. Effect of multi-pass deformation on hot flow behavior and microstructure evolution mechanism of Ti-6Al-4V alloy fabricated by hot isostatic pressing. J. Mater. Res. Technol. 2022, 17, 2229–2248. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G.; Prasad, Y.V.R.K. Microstructural mechanisms during hot working of commercial grade Ti–6Al–4V with lamellar starting structure. Mater. Sci. Eng. A 2002, 325, 112–125. [Google Scholar] [CrossRef]
- Velay, V.; Matsumoto, H.; Vidal, V.; Chiba, A. Behavior modeling and microstructural evolutions of Ti-6Al-4V alloy under hot forming conditions. Int. J. Mech. Sci. 2016, 108–109, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Beal, J.D.; Boyer, R.; Sanders, D. Forming of Titanium and Titanium Alloys. In Metalworking: Sheet Forming; ASM Handbook: Almere, The Netherlands, 2006; Volume 14B, pp. 656–669. [Google Scholar]
- El-Shenawy, E.; Reda, R. Optimization of TMCP strategy for microstructure refinement and flow-productivity characteristics enhancement of low carbon steel. J. Mater. Res. Technol. 2019, 8, 2819–2831. [Google Scholar] [CrossRef]
- Guo, B.; Aranas, C.; Foul, A.; Ji, X.; Fall, A.; Jahazi, M.; Jonas, J.J. Effect of multipass deformation at elevated temperatures on the flow behavior and microstructural evolution in Ti-6Al-4V. Mater. Sci. Eng. A 2018, 729, 119–124. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | C | O | N | H | Ti |
|---|---|---|---|---|---|---|---|---|
| wt% | 5.89 | 4.2 | 0.2 | 0.1 | 0.2 | 0.0016 | 0.0053 | Balance |
| Rolling Strategy | Temperature (°C) | Deformation/Pass (%) | Time (S) |
|---|---|---|---|
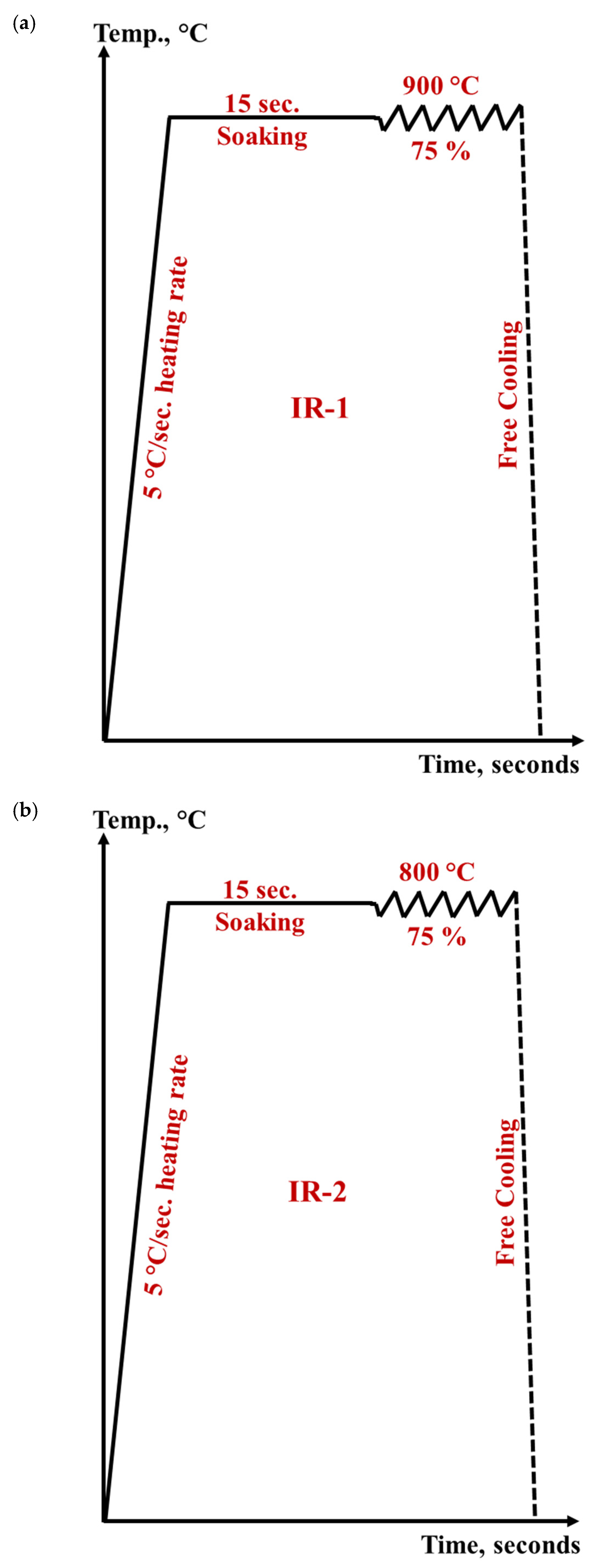
| IR-1 | Heating 0–900 | 0 | 180 |
| Soaking at 900 | 0 | 15 | |
| 1st stroke at 900 | 75 | 7.5 | |
| Cooling 900–70 | 0 | 415 | |
| Total | 75 | 617.5 | |
| IR-2 | Heating 0–800 | 0 | 160 |
| Soaking at 900 | 0 | 15 | |
| 1st stroke at 800 | 75 | 7.5 | |
| Cooling 800–70 | 0 | 365 | |
| Total | 75 | 547.5 | |
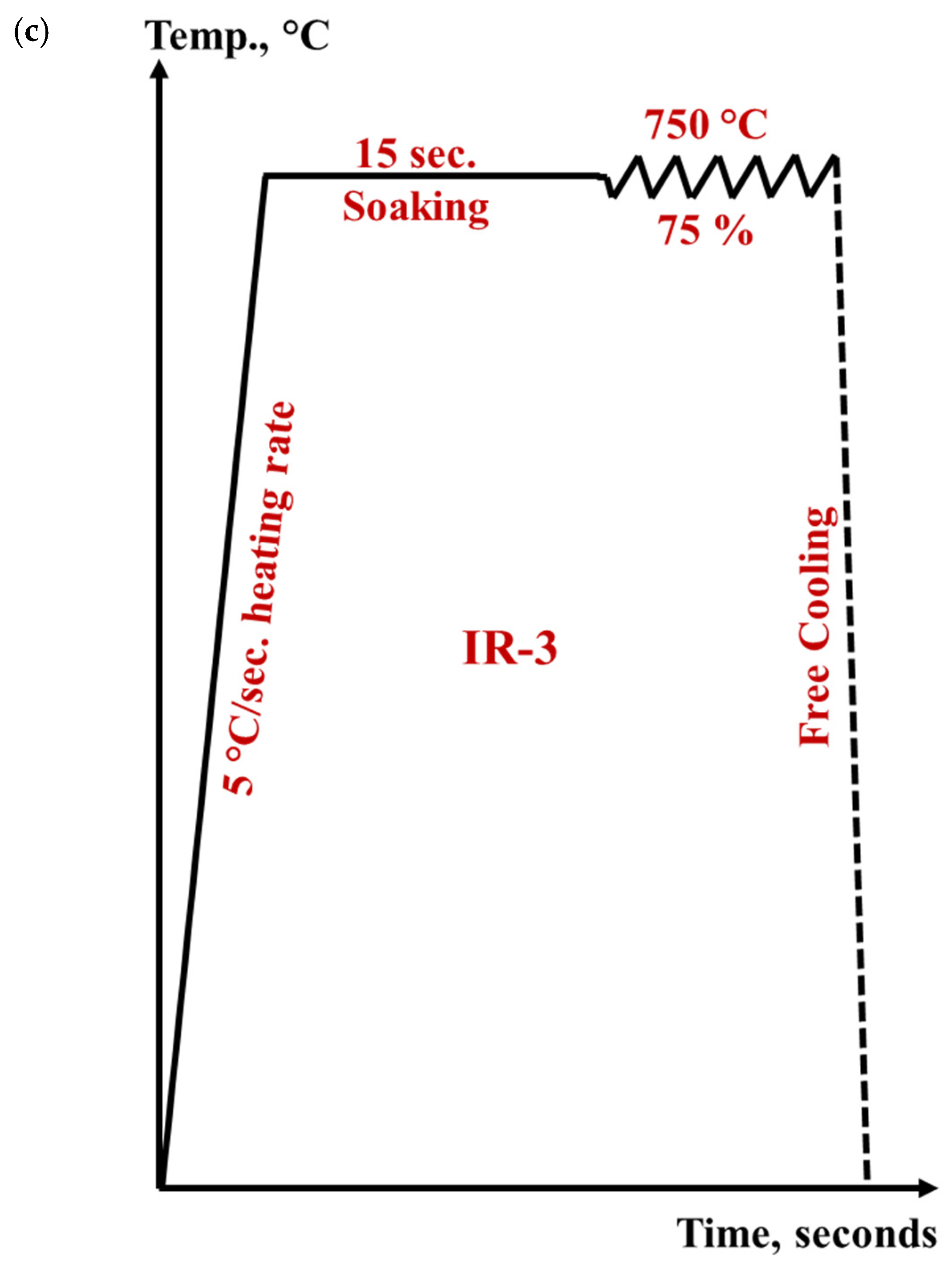
| IR-3 | Heating 0–750 | 0 | 150 |
| Soaking at 750 | 0 | 15 | |
| 1st stroke at 750 | 75 | 7.5 | |
| Cooling 750–70 | 0 | 340 | |
| Total | 75 | 512.5 | |
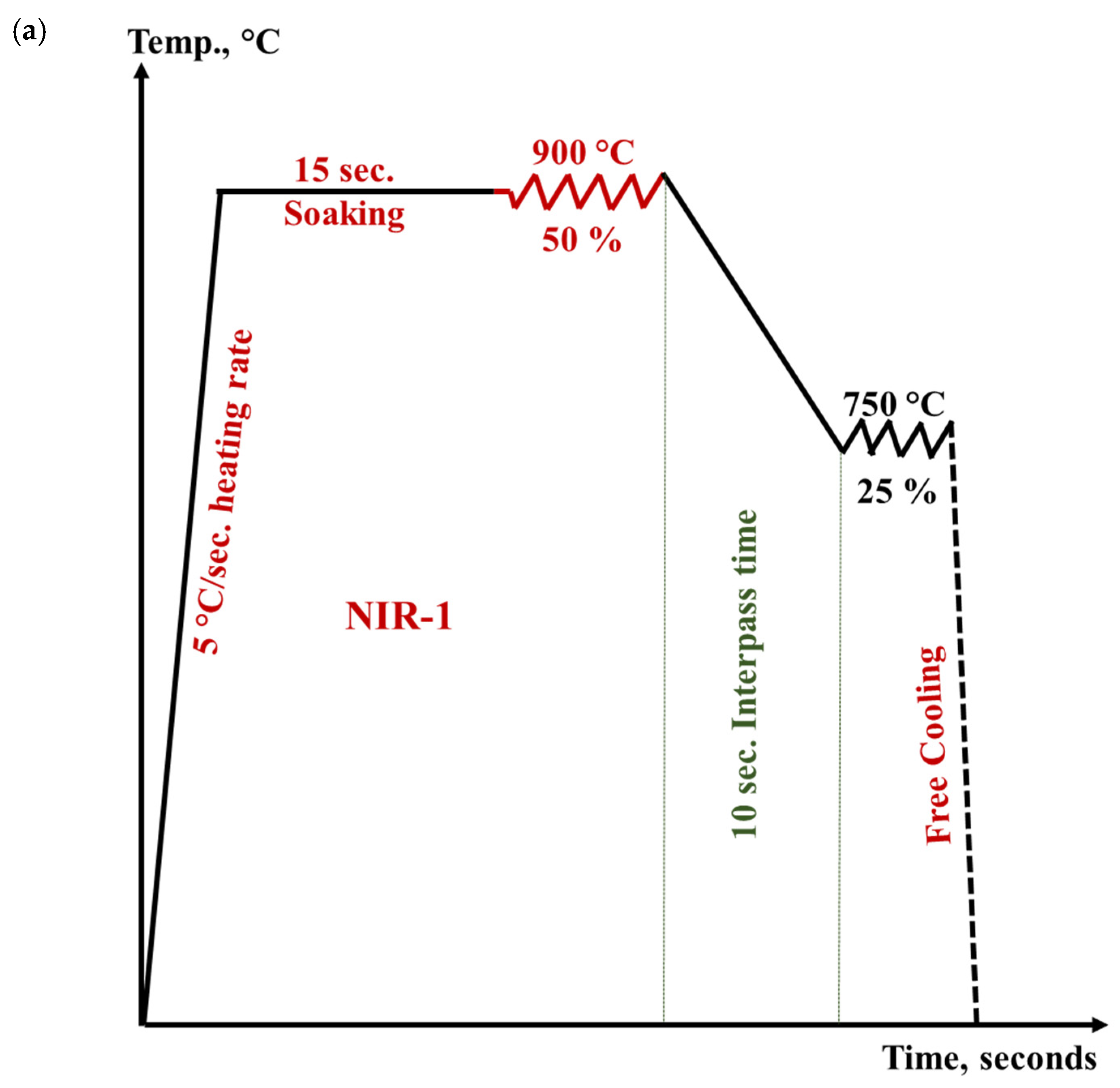
| NIR-1 | Heating 0–900 | 0 | 180 |
| Soaking at 900 | 0 | 15 | |
| 1st stroke at 900 | 50 | 5 | |
| Interpass time | 0 | 10 | |
| 2nd stroke at 750 | 25 | 2.5 | |
| Cooling 750–70 | 0 | 340 | |
| Total | 75 | 552.5 | |
| NIR-2 | Heating 0–900 | 0 | 180 |
| Soaking at 900 | 0 | 15 | |
| Cooling 900–850 | 0 | 10 | |
| 1st stroke at 850 | 35 | 3.5 | |
| Interpass time | 0 | 10 | |
| 2nd stroke at 800 | 25 | 2.5 | |
| Interpass time | 0 | 10 | |
| 3rd stroke at 750 | 15 | 1.5 | |
| Cooling 750–70 | 0 | 340 | |
| Total | 75 | 572.5 | |
| NIR-3 | Heating 0–900 | 0 | 180 |
| Soaking at 900 | 0 | 15 | |
| 1st stroke at 900 | 40 | 4 | |
| Interpass time | 0 | 10 | |
| 2nd stroke at 850 | 20 | 2 | |
| Interpass time | 0 | 10 | |
| 3rd stroke at 800 | 10 | 1 | |
| Interpass time | 0 | 10 | |
| 4th stroke at 750 | 5 | 0.5 | |
| Cooling 750–70 | 0 | 340 | |
| Total | 75 | 572.5 |
| Rolling Strategy | UTS (MPa) | YS (MPa) | El. (%) | YS/UTS Ratio | Strain-Hardening Exponent (n) | Tensile Toughness (J) |
|---|---|---|---|---|---|---|
| As-received alloy | 985.21 | 712.5 | 18.17 | 0.723 | 0.06 | 154.19 |
| IR-1 | 1339.78 | 1128.9 | 3.95 | 0.843 | 0.08 | 48.76 |
| IR-2 | 1304.6 | 1200 | 19.89 | 0.919 | 0.04 | 249.19 |
| IR-3 | 1075.19 | 925 | 16.83 | 0.860 | 0.06 | 168.27 |
| NIR-1 | 1200.86 | 1080 | 9.57 | 0.899 | 0.05 | 109.17 |
| NIR-2 | 1232.1 | 1030.9 | 8.48 | 0.837 | 0.09 | 95.99 |
| NIR-3 | 1132.23 | 1057.35 | 6.15 | 0.934 | 0.05 | 67.29 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Shenawy, E.; Mohamed, H.; Reda, R. Effect of Hot-Rolling Strategy on the Flow Behavior, Productivity, and Mechanical Performance of Ti-6Al-4V Alloy. Materials 2022, 15, 8344. https://doi.org/10.3390/ma15238344
El-Shenawy E, Mohamed H, Reda R. Effect of Hot-Rolling Strategy on the Flow Behavior, Productivity, and Mechanical Performance of Ti-6Al-4V Alloy. Materials. 2022; 15(23):8344. https://doi.org/10.3390/ma15238344
Chicago/Turabian StyleEl-Shenawy, Eman, Hussein Mohamed, and Reham Reda. 2022. "Effect of Hot-Rolling Strategy on the Flow Behavior, Productivity, and Mechanical Performance of Ti-6Al-4V Alloy" Materials 15, no. 23: 8344. https://doi.org/10.3390/ma15238344