
Effect of Hot Isostatic Pressing Process Parameters on Properties and Fracture Behavior of Tungsten Alloy Powders and Sintered Bars
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
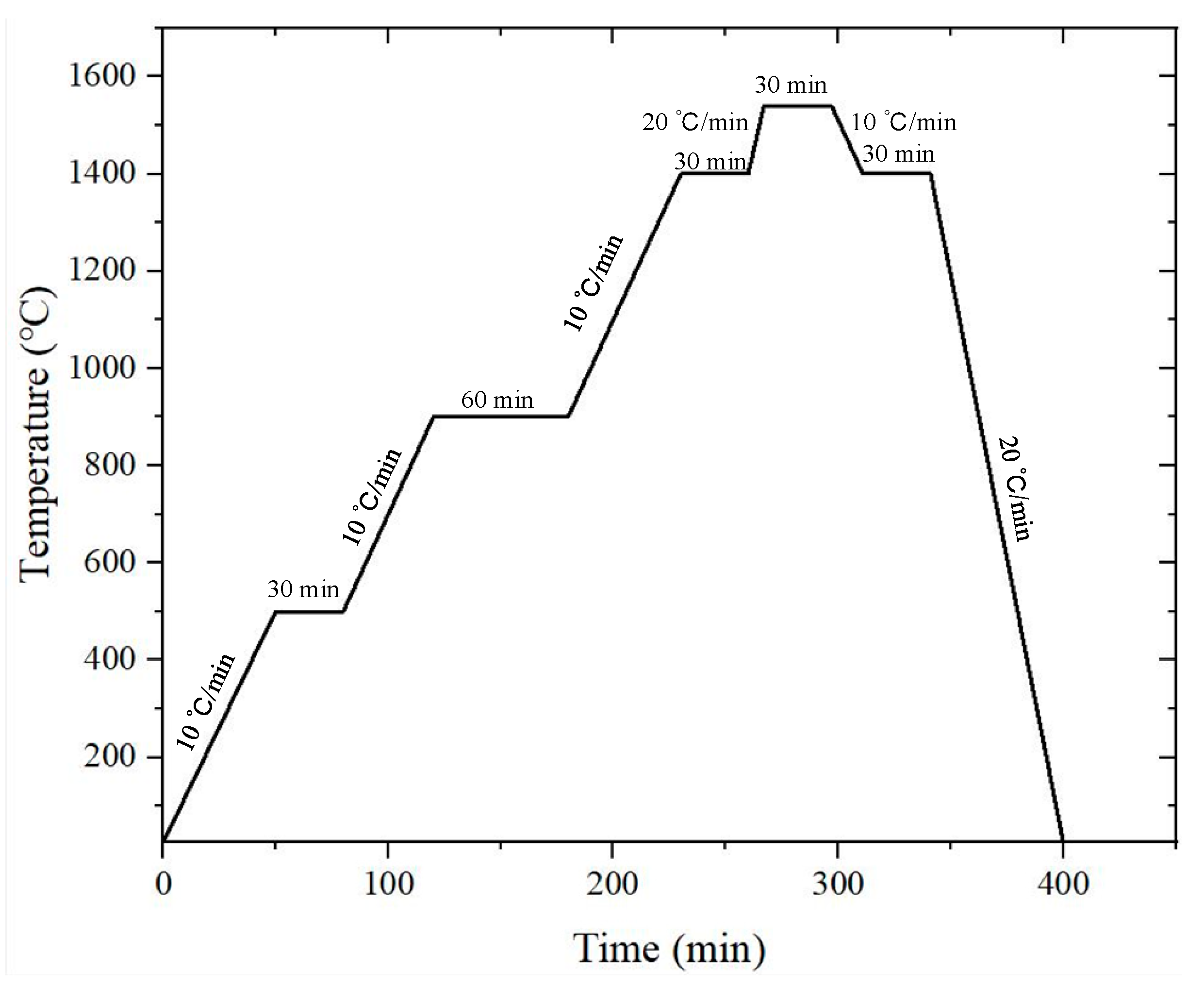
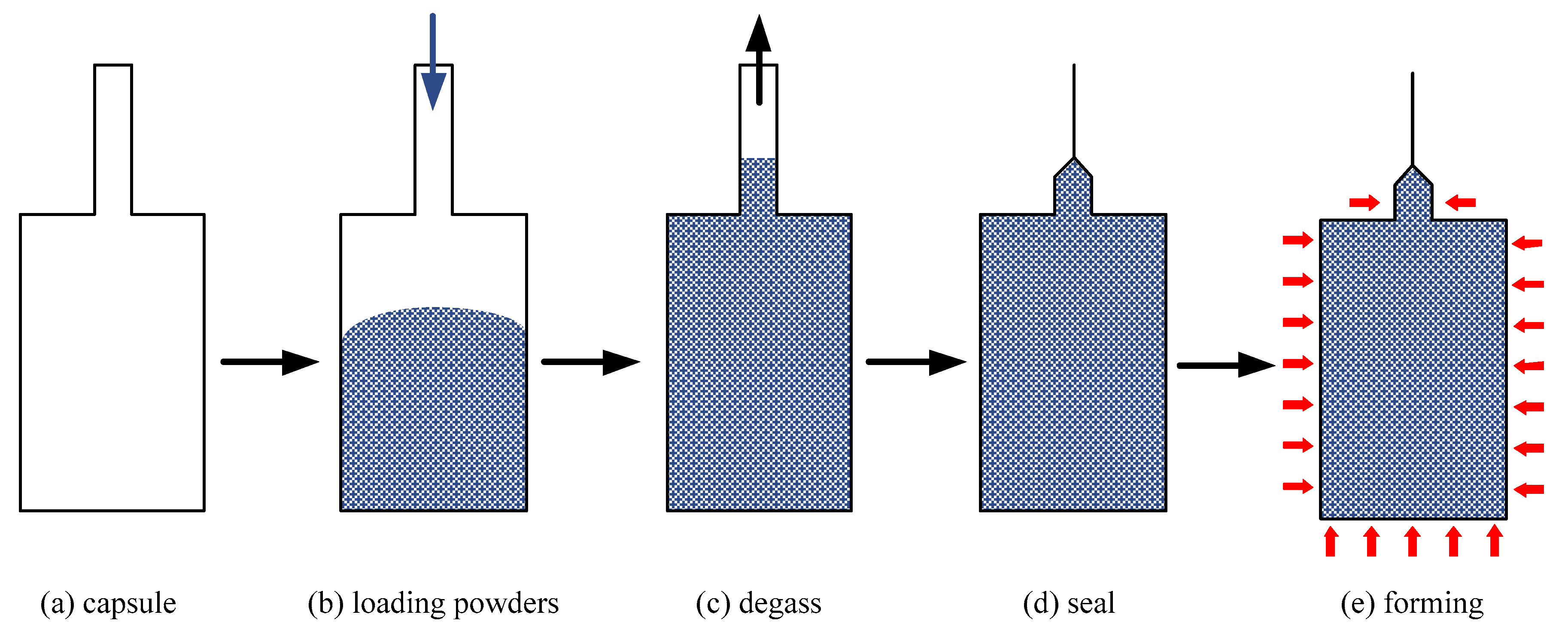
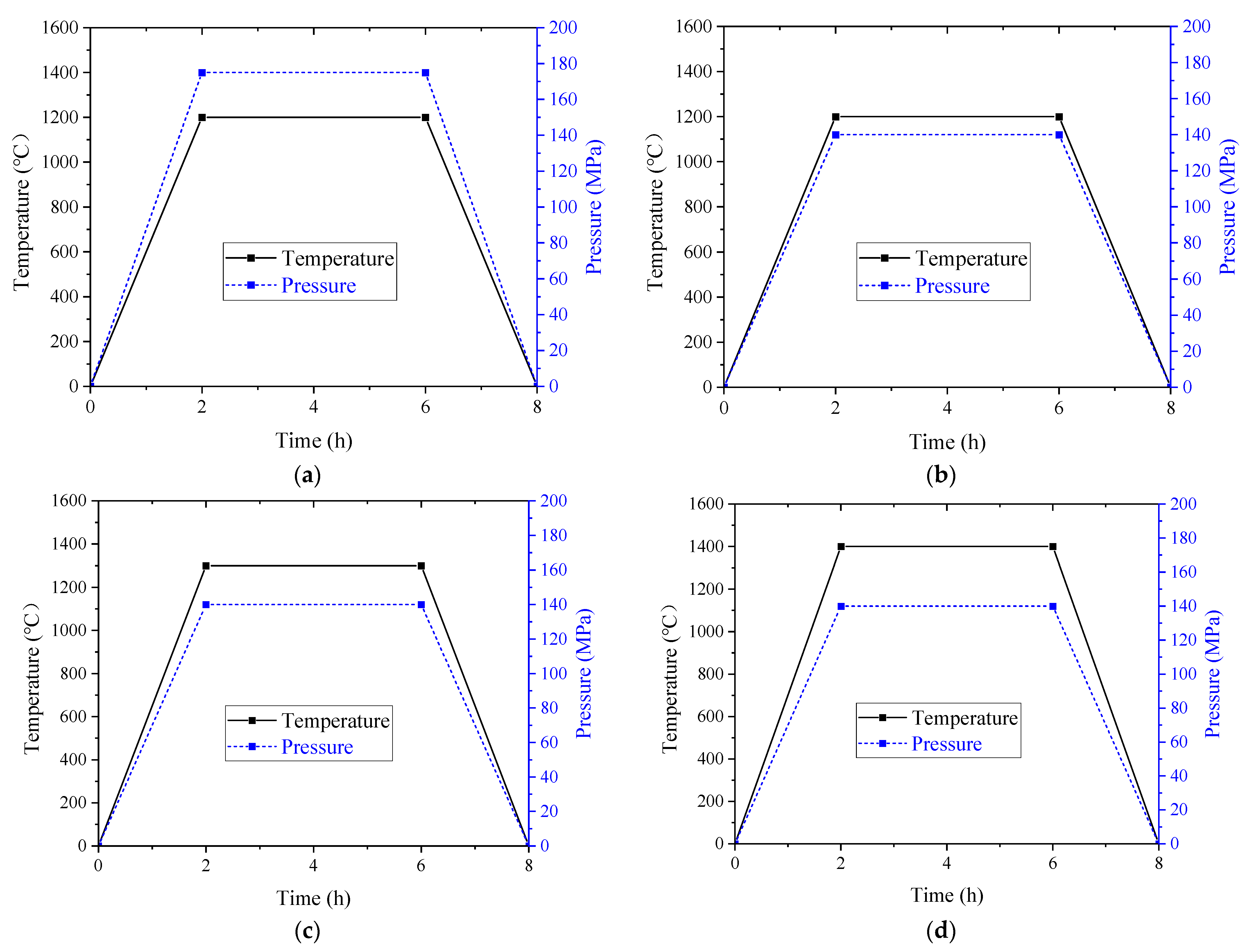
2.2. HIP Process
2.3. Characterization
3. Results and Discussion
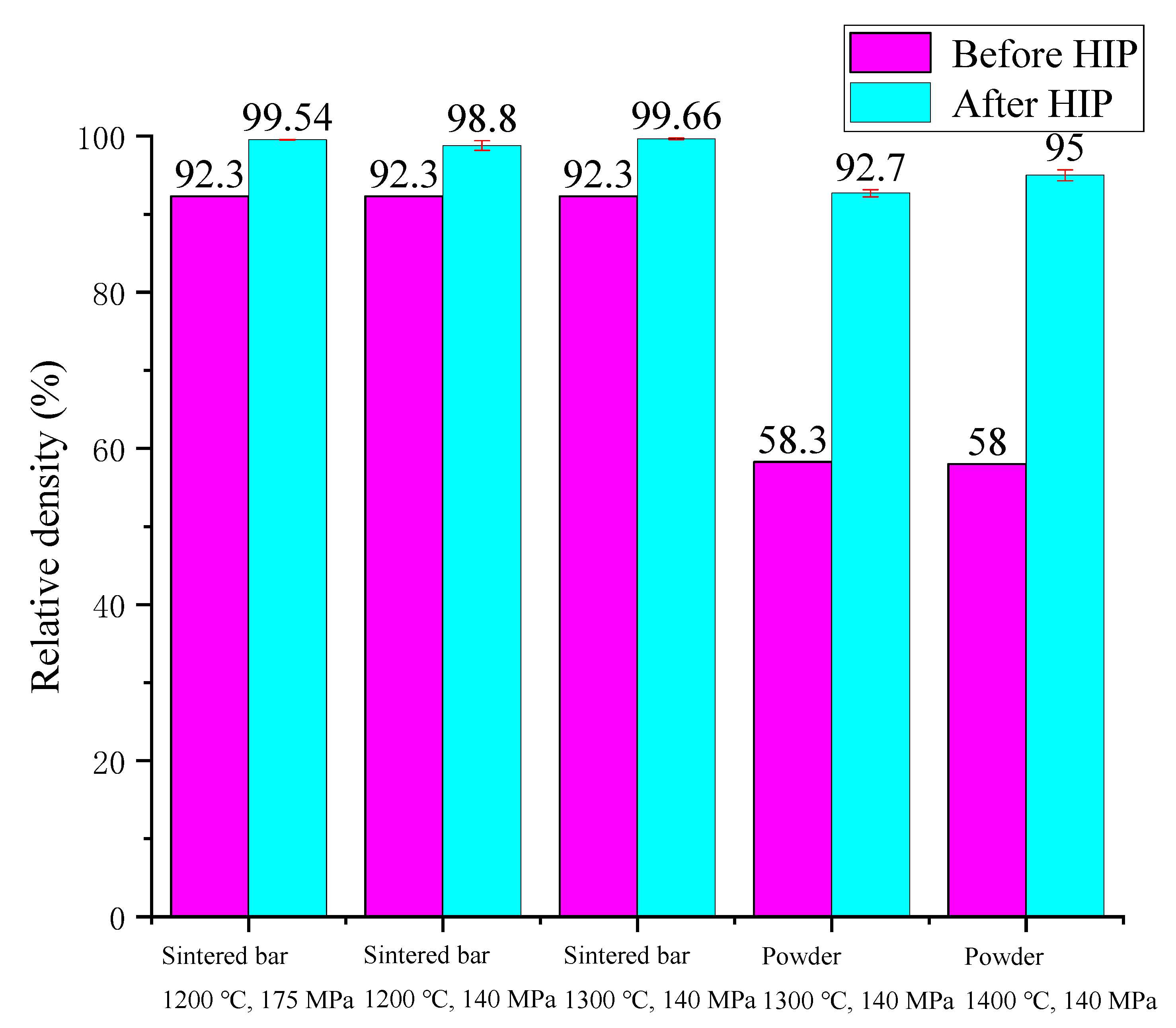
3.1. Relative Density
3.2. Rockwell Hardness
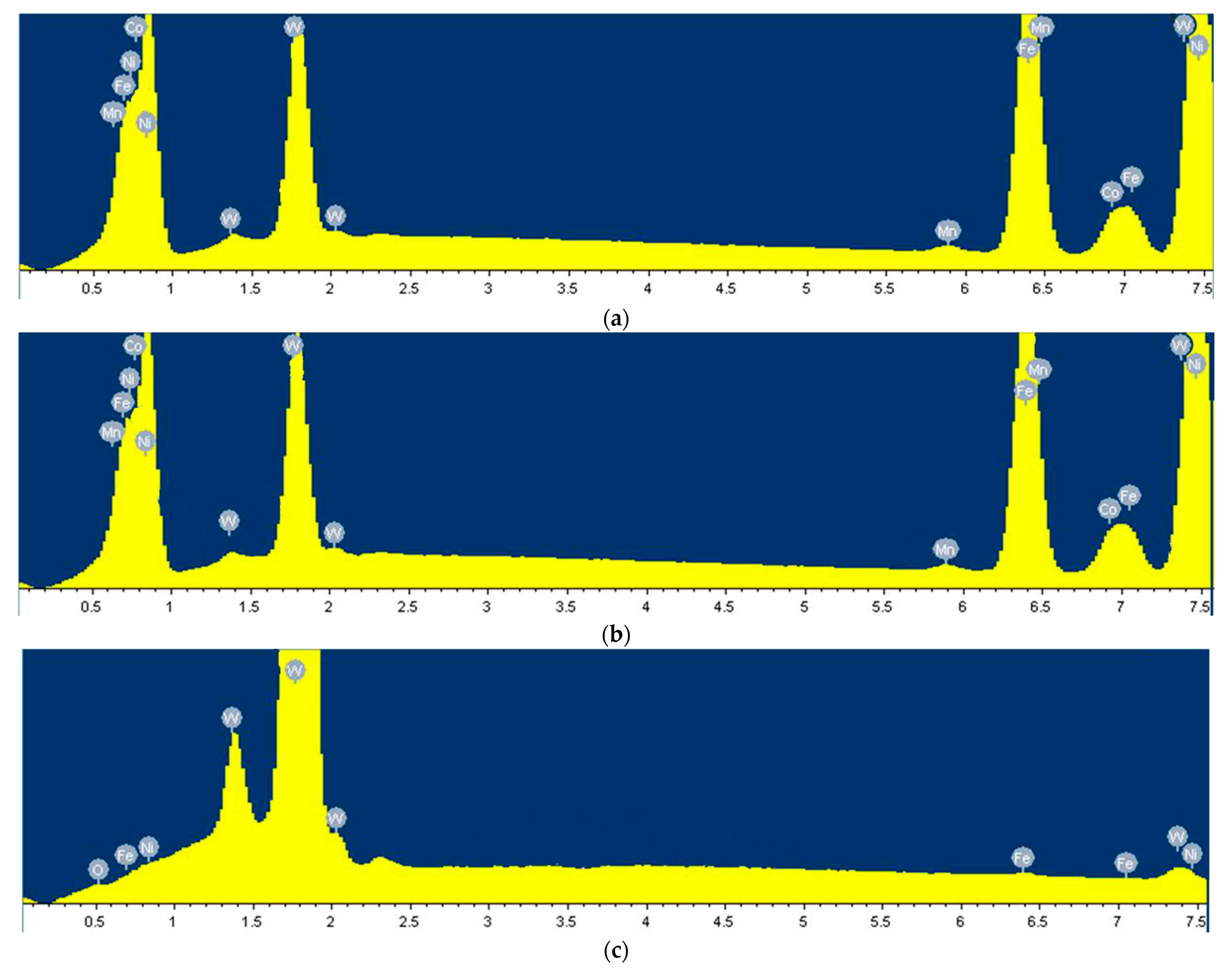
3.3. EDX Analysis
3.4. Mechanical Properties
3.5. Tensile Fracture Behaviors
4. Conclusions
- (1)
- The increase of temperature and pressure can improve the strength, elongation, and percentage reduction of area of the materials to a certain extent, but the increase of temperature was more obvious for its strengthening effect. At 1300 °C and 140 MPa, the sintered bar achieved excellent mechanical properties: yield strength increased by 16.5%, tensile strength increased by 16.1%, and fracture strength increased by 85.3%.
- (2)
- With the increase of temperature, the diffusivity of W to the γ phase was enhanced, resulting in an increase in the relative density of the sample. At the same time, the self-diffusivity of the W phase was also enhanced, resulting in the improvement of the hardness of the sample.
- (3)
- After the HIP, the fracture mode of tungsten alloy sintered bar samples was mainly ductile tear, which reflected high tensile strength and good ductility at the micro level. However, that of the tungsten alloy powder samples was mainly a full brittle fracture, which reflected extremely low tensile strength and elongation at the micro level.
- (4)
- Comparing the two processes, the mechanical properties of tungsten alloy powders formed directly via HIP were not as good as those of the sintered bars. However, it is predicted that increasing the temperature and pressure can further improve the mechanical properties. Therefore, in order to further improve the mechanical properties of tungsten alloys, the exploration of optimal process parameters will be carried out in future work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prabhu, G.; Arockia, K.R.; Nandy, T.K. Fine tungsten precipitates in the matrix phase and their influence on the mechanical properties of a tungsten heavy alloy. Philos. Mag. 2021, 101, 2004–2023. [Google Scholar]
- Natarajan, S.; Gopalan, V.; Rajan, R.A.A.; Jen, C.P. Effect of rare earth metals (Y, La) and refractory metals (Mo, Ta, Re) to improve the mechanical properties of W–Ni–Fe Alloy—A Review. Materials 2021, 14, 1660. [Google Scholar]
- Ye, H.; Huang, Y.B.; Wei, C.; Liu, Y.L. Densification and microstructure formation mechanisms of 80 W-14Ni-6Fe fabricated by laser powder bed fusion. J. Alloys Compd. 2022, 909, 164684. [Google Scholar]
- Byun, J.M.; Lee, E.S.; Heo, Y.J.; Jeong, Y.K.; Oh, S.T. Consolidation and properties of tungsten by spark plasma sintering and hot isostatic pressing. Int. J. Refract. Met. Hard Mater. 2021, 99, 105602. [Google Scholar]
- Chen, J.H.; Li, K.L.; Wang, Y.F.; Xing, L.L.; Yu, C.F.; Liu, H.L.; Ma, J.; Liu, W.; Shen, Z.J. The effect of hot isostatic pressing on thermal conductivity of additively manufactured pure tungsten. Int. J. Refract. Met. Hard Mater. 2020, 87, 105135. [Google Scholar]
- Senthilnathan, N.; Annamalai, A.R.; Venkatachalam, G. Sintering of tungsten and tungsten heavy alloys of W–Ni–Fe and W–Ni–Cu: A Review. Trans. Indian Inst. Met. 2017, 70, 1161–1176. [Google Scholar]
- Ping, L.; Rui, H.; Xue, K.M.; Chen, L.; Song, Q.C.; Wu, Y.C. Research progress in tungsten and its alloys by plastic processing. Rare Metal Mat. Eng. 2016, 45, 529–536. [Google Scholar]
- Qi, X.X.; Fang, X.L.; Zhu, D. Investigation of electrochemical micromachining of tungsten microtools. Int. J. Refract. Met. Hard Mater. 2018, 71, 307–314. [Google Scholar]
- Wang, J.; Jiang, Z.J. Application research progress of hot isostatic pressing technology in nickel-based single crystal superalloy. In Proceedings of the 2019 The 2nd International Symposium on Hydrogen Energy and Energy Technologies, Oasaka, Japan, 12–13 December 2020; Volume 155, p. 01012. [Google Scholar]
- Lang, L.H.; Xue, Y.; Bu, G.L.; Yang, H. Densification behavior of Ti-6Al-4V powder during hot isostatic pressing. Steel Res. Int. 2010, 81, 1328–1331. [Google Scholar]
- Martínez, J.; Savoini, B.; Monge, M.A.; Muñoz, A.; Pareja, R. Development of oxide dispersion strengthened W alloys produced by hot isostatic pressing. Fusion Eng. Des. 2011, 86, 2534–2537. [Google Scholar]
- Yan, T.Q.; Chen, B.Q.; Ji, X.; Guo, S.Q. Influence of hot isostatic pressing on microstructure, properties and deformability of selective laser melting TC4 alloy. China Foundry 2021, 18, 389–396. [Google Scholar]
- Xiao, F.N.; Miao, Q.; Wei, S.Z.; Li, Z.; Sun, T.L.; Xu, L.J. Microstructure and mechanical properties of W-ZrO2 alloys by different preparation techniques. J. Alloys Compd. 2019, 774, 210–221. [Google Scholar]
- Eddahbi, M.; Munoz, A.; Savoini, B.; Monge, M.A. Mechanical properties and microstructure of W/CuY and W/CuCrZr composites produced by hot isostatic pressing. Fusion Eng. Des. 2019, 146, 1829–1833. [Google Scholar]
- Palacios, T.; Aguitte, M.V.; Pastor, J.Y. Influence of the fabrication route of tunsgen-2 wt.% vanadium in the microstructure and mechanical properties. Fusion Eng. Des. 2018, 132, 60–66. [Google Scholar]
- Rabouhi, H.; Eyidi, D.; Khelfaoui, Y.; Khireddine, A. Microstructural and mechanical characterisation of WC–Co alloys elaborated by liquid phase sintering and hot isostatic pressing: Study of WC crystallites size evolution. Can. Metall. Q. 2022, 1–9. [Google Scholar] [CrossRef]
- Munoz, A.; Savoini, B.; Tejado, E.; Monge, M.A.; Pastor, J.Y.; Pareja, R. Microstructural and mechanical characteristics of W–2Ti and W–1TiC processed by hot isostatic pressing. J. Nucl. Mater. 2014, 455, 306–310. [Google Scholar]
- Wang, Y.; Zhu, D.G.; Jiang, X.S.; Sun, P.Q. Binderless sub-micron WC consolidated by hot pressing and treated by hot isostatic pressing. J. Ceram. Soc. Jpn. 2014, 122, 329–335. [Google Scholar]
- Hu, B.; Cai, G.S.; Fu, J.B.; Xin, Y.X.; Zhang, D.X.; Yuan, Y.F.; Guo, S.Y. Densification behavior of tungsten alloy powders during hot isostatic pressing. Mater. Today Commun. 2022, 31, 103576. [Google Scholar]
- Wang, S.; Ling, Y.H.; Zhao, P.; Zang, N.Z.; Wang, J.J.; Guo, S.B.; Zhang, J.; Xu, G.Y. Bonding tungsten, W–Cu-alloy and copper with amorphous Fe–W alloy transition. Fusion Eng. Des. 2013, 88, 248–252. [Google Scholar]
- Ye, L.; Han, Y.; Fan, J.L.; Du, Z.Y. Fabrication of ultrafine-grain and great-performance W–Ni–Fe alloy with medium W content. J. Alloys Compd. 2020, 846, 156237. [Google Scholar]
- Zhang, Y.; Huang, Y.F.; Liu, W.S.; Ma, Y.Z.; Wang, Y.; Liang, C.P. Effect of tantalum addition method on microstructure and mechanical properties of the 90(W–20Ta)–Ni–Fe alloy. Int. J. Refract. Met. Hard Mater. 2022, 105, 105848. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Powder | Mass Fraction/% | Purity/% | Major Impurity/% | |
|---|---|---|---|---|
| O | C | |||
| W | 93 | 99.98 | <0.01 | <0.005 |
| Ni | 4.45 | 99.98 | <0.012 | <0.005 |
| Fe | 2.2 | 99.98 | <0.01 | <0.006 |
| Co | 0.3 | 99.95 | <0.035 | <0.01 |
| Mn | 0.05 | 97.75 | <1.55 | <0.15 |
| Type | Size of Forming/mm | Maximum Temperature/°C | Maximum Pressure/MPa |
|---|---|---|---|
| RD-450 | 1600 | 200 |
| Material | Temperature (°C) | Pressure (MPa) | Dwell Time (h) |
|---|---|---|---|
| Sintered bar | 1200 | 175 | 4 |
| Sintered bar | 1200 | 140 | 4 |
| Sintered bar | 1300 | 140 | 4 |
| Powder | 1300 | 140 | 4 |
| Powder | 1400 | 140 | 4 |
| Corresponding Picture | Element | Category |
|---|---|---|
| (a) | Mn(0.47) Fe(25.64) Co(4.04) Ni(48.27) W(18.87) | weight percent |
| Mn(0.58) Fe(30.76) Co(4.59) Ni(55.09) W(6.88) | atomic percent | |
| (b) | Mn(0.42) Fe(24.20) Co(3.81) Ni(45.73) W(20.91) | weight percent |
| Mn(0.52) Fe(29.31) Co(4.40) Ni(52.72) W(8.98) | atomic percent | |
| (c) | O(0.76) Fe(0.20) Ni(0.27) W(94.34) | weight percent |
| O(7.68) Fe(0.57) Ni(0.75) W(83.03) | atomic percent |
| Parameter | Material | Elongation/% | Section Shrinkage/% | |||||
|---|---|---|---|---|---|---|---|---|
| Original | HIP | Improvement | Original | HIP | Improvement | |||
| 1200 °C, 175 MPa | sintered bar | 13.7 | 17.9 | 30.7 | 23.1 | 30.1 | 30.3 | |
| 1200 °C, 140 MPa | sintered bar | 13.7 | 16.5 | 20.4 | 23.1 | 29.3 | 26.8 | |
| 1300 °C, 140 MPa | sintered bar | 13.7 | 20.1 | 46.7 | 23.1 | 33.2 | 43.7 | |
| 1300 °C, 140 MPa | powder | 13.7 | 9.3 | −32.1 | 23.1 | 13.1 | −43.3 | |
| 1400 °C, 140 MPa | powder | 13.7 | 11.4 | −16.8 | 23.1 | 15.7 | −32.3 | |
| //MPa | /MPa | Fracture Strength/MPa | ||||||
| Original | HIP | Improvement | Original | HIP | Improvement | Original | HIP | Improvement |
| 910 | 973.3 | 63.3 | 657 | 713.6 | 56.6 | 854.4 | 1392.4 | 538 |
| 910 | 942.2 | 32.2 | 657 | 698.9 | 41.9 | 854.4 | 1334.2 | 479.8 |
| 910 | 1057.3 | 147.3 | 657 | 765.2 | 108.2 | 854.4 | 1582.8 | 728.4 |
| 910 | 793.6 | −116.4 | 657 | 523.5 | −133.5 | 854.4 | 913.2 | 58.8 |
| 910 | 876.5 | −33.5 | 657 | 641.1 | −15.9 | 854.4 | 1039.7 | 185.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, B.; Cai, G. Effect of Hot Isostatic Pressing Process Parameters on Properties and Fracture Behavior of Tungsten Alloy Powders and Sintered Bars. Materials 2022, 15, 8647. https://doi.org/10.3390/ma15238647
Hu B, Cai G. Effect of Hot Isostatic Pressing Process Parameters on Properties and Fracture Behavior of Tungsten Alloy Powders and Sintered Bars. Materials. 2022; 15(23):8647. https://doi.org/10.3390/ma15238647
Chicago/Turabian StyleHu, Biao, and Gaoshen Cai. 2022. "Effect of Hot Isostatic Pressing Process Parameters on Properties and Fracture Behavior of Tungsten Alloy Powders and Sintered Bars" Materials 15, no. 23: 8647. https://doi.org/10.3390/ma15238647