
Impact of Thermophysical Properties of High-Alloy Tool Steels on Their Performance in Re-Purposing Applications

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Metallography
2.2. Thermophysical Properties
2.2.1. Thermal Conductivity
2.2.2. Electrical Resistivity
3. Results and Discussion
3.1. Microstructure of the Investigated Alloys
3.2. Thermophysical Properties as a Function of Temperature
3.2.1. Thermal Conductivity
3.2.2. Electrical Conductivity and Electronic Thermal Conductivity
4. Conclusions
- (i)
- Thermal conductivity depends on the microstructure of a material, which depends on the chemical composition and heat treatment.
- (ii)
- Due to the measurement temperature above the annealing temperature, the microstructure of an alloy changes, which is measurable in the thermophysical properties.
- (iii)
- The thermophysical properties are also dependent on the carbide morphology.
- (iv)
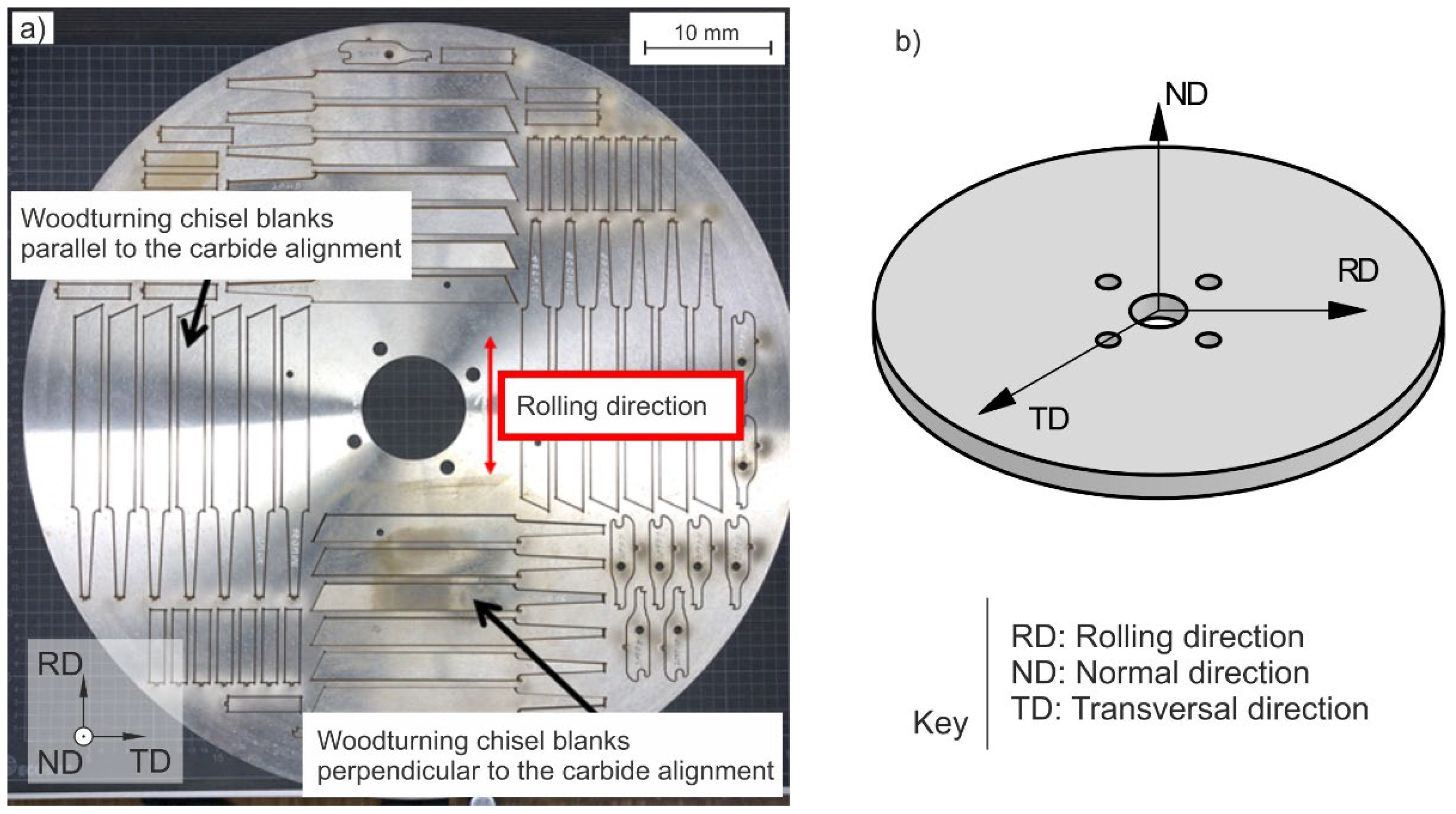
- Therefore, the removal of the repurposed chisel parallel to the rolling direction and, accordingly, also to the carbide orientation is to be preferred.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Basson, E. Steel in Figures. Available online: worldsteel.org/steel-topics/statistics/world-steel-in-figures-2022/ (accessed on 16 September 2022).
- Helbig, C.; Thorenz, A.; Tuma, A. Quantitative assessment of dissipative losses of 18 metals. Resour. Conserv. Recycl. 2020, 153, 104537. [Google Scholar] [CrossRef]
- Potting, J.; Hekkert, M.; Worrell, E.; Hanemaaijer, A. Circular Economy: Measuring Innovation in the Product Chain; Planbureau voor de Leefomgeving: The Hague, The Netherlands, 2017. [Google Scholar]
- Vitale, P.; Napolitano, R.; Colella, F.; Menna, C.; Asprone, D. Cement-Matrix Composites Using CFRP Waste: A Circular Economy Perspective Using Industrial Symbiosis. Materials 2021, 14, 1484. [Google Scholar]
- Yap, Z.S.; Khalid, N.H.A.; Haron, Z.; Mohamed, A.; Tahir, M.M.; Hasyim, S.; Saggaff, A. Waste Mineral Wool and Its Opportunities—A Review. Materials 2021, 14, 5777. [Google Scholar] [CrossRef] [PubMed]
- Hagedorn, W.; Jäger, S.; Wieczorek, L.; Kronenberg, P.; Greiff, K.; Weber, S.; Roettger, A. More than recycling—The potential of the circular economy shown by a case study of the metal working industry. J. Clean. Prod. 2022, 377, 134439. [Google Scholar]
- Kronenberg, P.; Wieczorek, L.; Weber, S.L.; Röttger, A. Quantification of methods used in field metallography using the example of quality assurance measures for a circular economy for high-alloy steels. Pract. Metallogr. 2022, 59, 296–316. [Google Scholar]
- Wilzer, J.; Lüdtke, F.; Weber, S.; Theisen, W. The influence of heat treatment and resulting microstructures on the thermophysical properties of martensitic steels. J. Mater. Sci. 2013, 48, 8483–8492. [Google Scholar] [CrossRef]
- Wilzer, J.; Küpferle, J.; Weber, S.; Theisen, W. Influence of alloying elements, heat treatment, and temperature on the thermal conductivity of heat treatable steels. Steel Res. Int. 2014, 86, 1234–1241. [Google Scholar] [CrossRef]
- Hafenstein, S.; Werner, E.; Wilzer, J.; Theisen, W.; Weber, S.; Sunderkötter, C.; Bachmann, M. Influence of temperature and tempering conditions on thermal conductivity of hot work tool steels for hot stamping applications. Steel Res. Int. 2015, 86, 1628–1635. [Google Scholar] [CrossRef]
- Weißbach, W. Werkstoffkunde: Strukturen, Eigenschaften, Prüfung; mit 245 Tabellen, 16th ed.; Vieweg: Wiesbaden, Germany, 2007. [Google Scholar]
- Zum Gahr, K.-H. Microstructure and Wear of Materials; Elsevier: Amsterdam, The Netherlands; New York, NY, USA, 2010. [Google Scholar]
- Walter, M.; Weber, S.; Boes, J.; Egels, G.; Theisen, W. Mechanisms of severe sliding abrasion of single phase steels at elevated temperatures: Influence of lattice structure and microstructural parameters. Wear 2017, 376–377, 468–483. [Google Scholar] [CrossRef]
- Berger, A.; Walter, M.; Benito, S.M.; Weber, S. Hot Wear of Single Phase fcc Materials—Influence of Temperature, Alloy Composition and Stacking Fault Energy. Metals 2021, 11, 2062. [Google Scholar] [CrossRef]
- Koniorczyk, P.; Sienkiewicz, J.; Zmywaczyk, J.; Dębski, A.; Zieliński, M.; Preiskorn, M. Effect of Microstructure on Thermophysical Properties of Heat-Treated Duplex Steel. Materials 2021, 14, 6043. [Google Scholar]
- Tritt, T.M. Measurement Techniques and Considerations for Determining Thermal Conductivity of Bulk Materials. In Thermal Conductivity: Theory, Properties, and Applications; Springer: New York, NY, USA, 2004. [Google Scholar]
- DIN 5144:1973-03; Drechslerbeitel. Beuth Verlag GmbH: Berlin, Germany, 1973. [CrossRef]
- Hust, J.G. Compability of Materials with Cryogens. In Materials at Low Temperatures; American Society for Metals: Russell, OH, USA, 1983. [Google Scholar]
- Parker, W.J.; Jenkins, R.J.; Butler, C.P.; Abbott, G.L. Flash Method of Determining Thermal Diffusivity, Heat Capacity, and Thermal Conductivity. J. Appl. Phys. 1961, 32, 1679–1684. [Google Scholar] [CrossRef]
- Yang, J. Theory of Thermal Conductivity. In Thermal Conductivity: Theory, Properties, and Applications; Tritt, T.M., Ed.; Kluwer Academic/Plenum: New York, NY, USA; London, UK, 2004; pp. 1–20. [Google Scholar]
- Uher, C. Thermal Conductivity of Metals. In Thermal Conductivity: Theory, Properties, and Applications; Tritt, T.M., Ed.; Kluwer Academic/Plenum: New York, NY, USA; London, UK, 2004; pp. 21–91. [Google Scholar]
- Bäcklund, N.G. An experimental investigation of the electrical and thermal conductivity of iron and some dilute iron alloys at temperatures above 100 K. J. Phys. Chem. Solids 1961, 20, 1–16. [Google Scholar] [CrossRef]
- Reed, R.P.; Clark, A.F. Martensitic Phase Transformations. In Materials at Low Temperatures; American Society for Metals, Metals Park: Russell, OH, USA, 1983. [Google Scholar]
- Wilzer, J. Wärmeleitfähigkeit Martensitisch Härtbarer Stähle—Physikalische Zusammenhänge. Einflussfaktoren und technischer Nutzen. 2014; unpublished. [Google Scholar]
- Williams, R.K.; Yarbrough, D.W.; Masey, J.W.; Holder, T.K.; Graves, R.S. Experimental determination of the phonon and electron components of the thermal conductivity of bcc iron. J. Appl. Phys. 1981, 52, 5167–5175. [Google Scholar] [CrossRef]
- Williams, R.K.; Graves, R.S.; Weaver, F.J.; Yarbrough, D.W. Effect of point defects on the phonon thermal conductivity of bcc iron. J. Appl. Phys. 1987, 62, 2778–2783. [Google Scholar] [CrossRef]
- Koshiba, S.; Kimura, S.; Harada, H. The carbides in high-speed steels. Met. Sci. Heat Treat. 1961, 3, 339–340. [Google Scholar]
- Madarasz, F.L.; Klemens, P.G. Phonon scattering by dislocations in metallic alloys. Phys. Rev. B 1981, 23, 2553. [Google Scholar] [CrossRef]
- Boissonnet, G.; Bonnet, G.; Pedraza, F. Thermo-Phyiscal Properties of HR3C and P92 Steels at High-Temperature. J. Mater. Appl. 2019, 8, 59–64. [Google Scholar] [CrossRef]
- Korzhavyi, P.A.; Ruban, A.V.; Odqvist, J.; Nilsson, J.-O.; Johansson, B. Electronic structure and effective chemical and magnetic exchange interactions in bcc Fe-Cr alloys. Phys. Rev. B 2009, 79, 54202. [Google Scholar] [CrossRef]
- Kittel, C. Einführung in die Festkörperphysik, 13th ed.; Kittel, C., Ed.; Oldenbourg: München, Germany, 2002. [Google Scholar]
- Berns, H.; Fischer, A.; Hänsch, W. Einfluss der Carbidorientierung auf Bruchzähigkeit und abrasiven Verschleißwiederstand lederburitischer Kaltarbeitsstähle. HTM J. Heat Treat. Mater. 1990, 45, 217–222. [Google Scholar] [CrossRef]
- Berns, H.; Trojahn, W. Einfluss der Carbide auf den Verschleiss ledeburitischer Kaltarbeitsstaehle. Radex-Rundschau 1985, 1, 560–567. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Si | Mn | Cr | Mo | W | V | Fe |
|---|---|---|---|---|---|---|---|---|
| L2 | 0.78 | 0.23 | 0.58 | 0.29 | - | - | 0.12 | Bal. |
| M2 | 0.79 | 0.33 | 0.34 | 3.84 | 4.66 | 6.28 | 1.82 | Bal. |
| D2 | 1.52 | 0.35 | 0.43 | 11.44 | 0.68 | - | 0.73 | Bal. |
| Material | L2 | D2 | M2 |
|---|---|---|---|
| Hardening | 850°/6 min/Oil | 1055 °C/30 min/Chill hardening to 70° | 1210 °C/15 min/Furnace cooling |
| Tempering | 200 °C/70 min/Salt water | 3 × 530 °C/480 min/Furnace cooling | 3 × 530 °C/120 min/Furnace cooling |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berger, A.; Benito, S.; Kronenberg, P.; Weber, S. Impact of Thermophysical Properties of High-Alloy Tool Steels on Their Performance in Re-Purposing Applications. Materials 2022, 15, 8702. https://doi.org/10.3390/ma15238702
Berger A, Benito S, Kronenberg P, Weber S. Impact of Thermophysical Properties of High-Alloy Tool Steels on Their Performance in Re-Purposing Applications. Materials. 2022; 15(23):8702. https://doi.org/10.3390/ma15238702
Chicago/Turabian StyleBerger, Aaron, Santiago Benito, Philipp Kronenberg, and Sebastian Weber. 2022. "Impact of Thermophysical Properties of High-Alloy Tool Steels on Their Performance in Re-Purposing Applications" Materials 15, no. 23: 8702. https://doi.org/10.3390/ma15238702
APA StyleBerger, A., Benito, S., Kronenberg, P., & Weber, S. (2022). Impact of Thermophysical Properties of High-Alloy Tool Steels on Their Performance in Re-Purposing Applications. Materials, 15(23), 8702. https://doi.org/10.3390/ma15238702