
Microstructural and Mechanical Characterization of Newly Developed Zn-Mg-CaO Composite

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
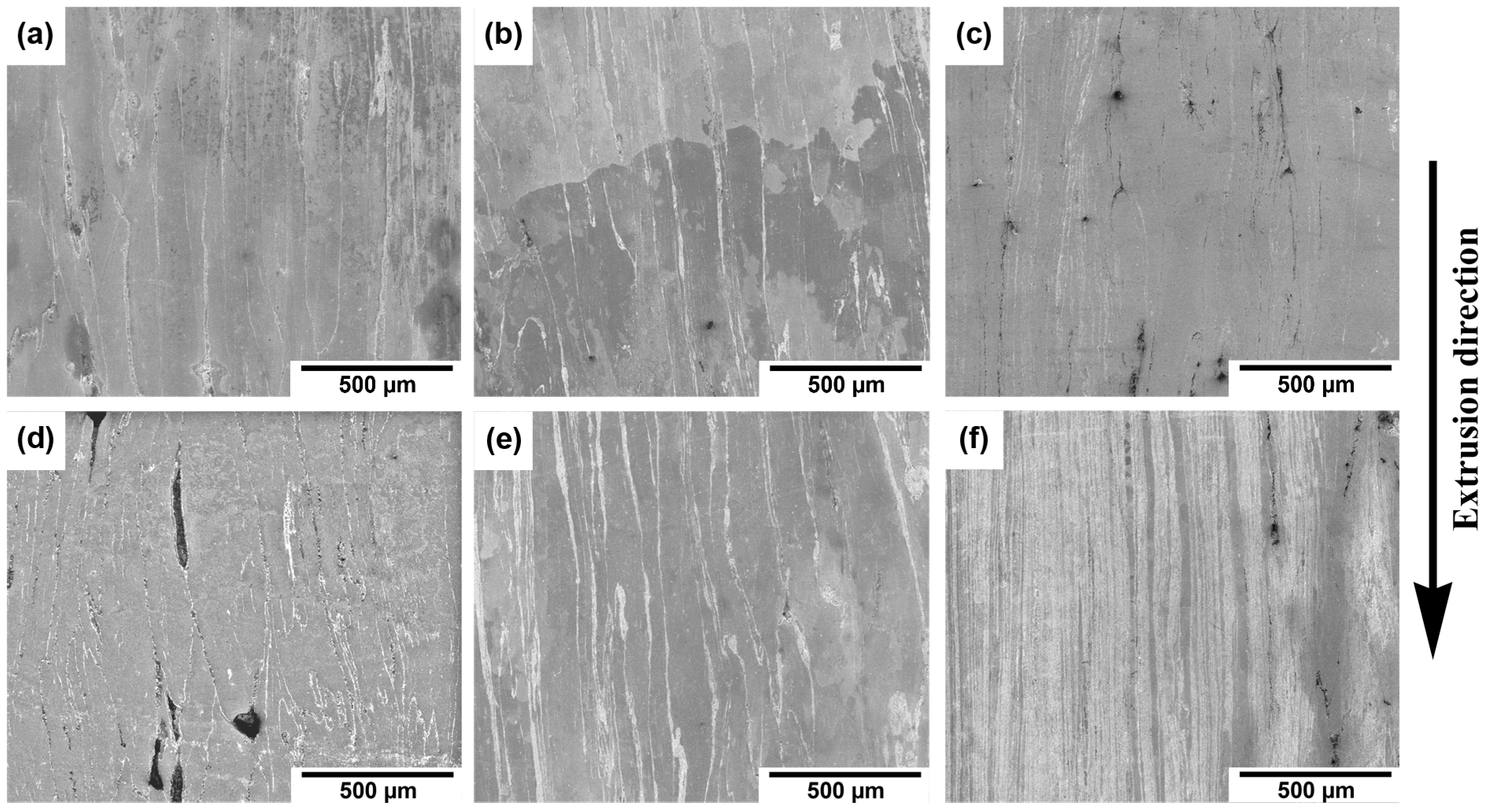
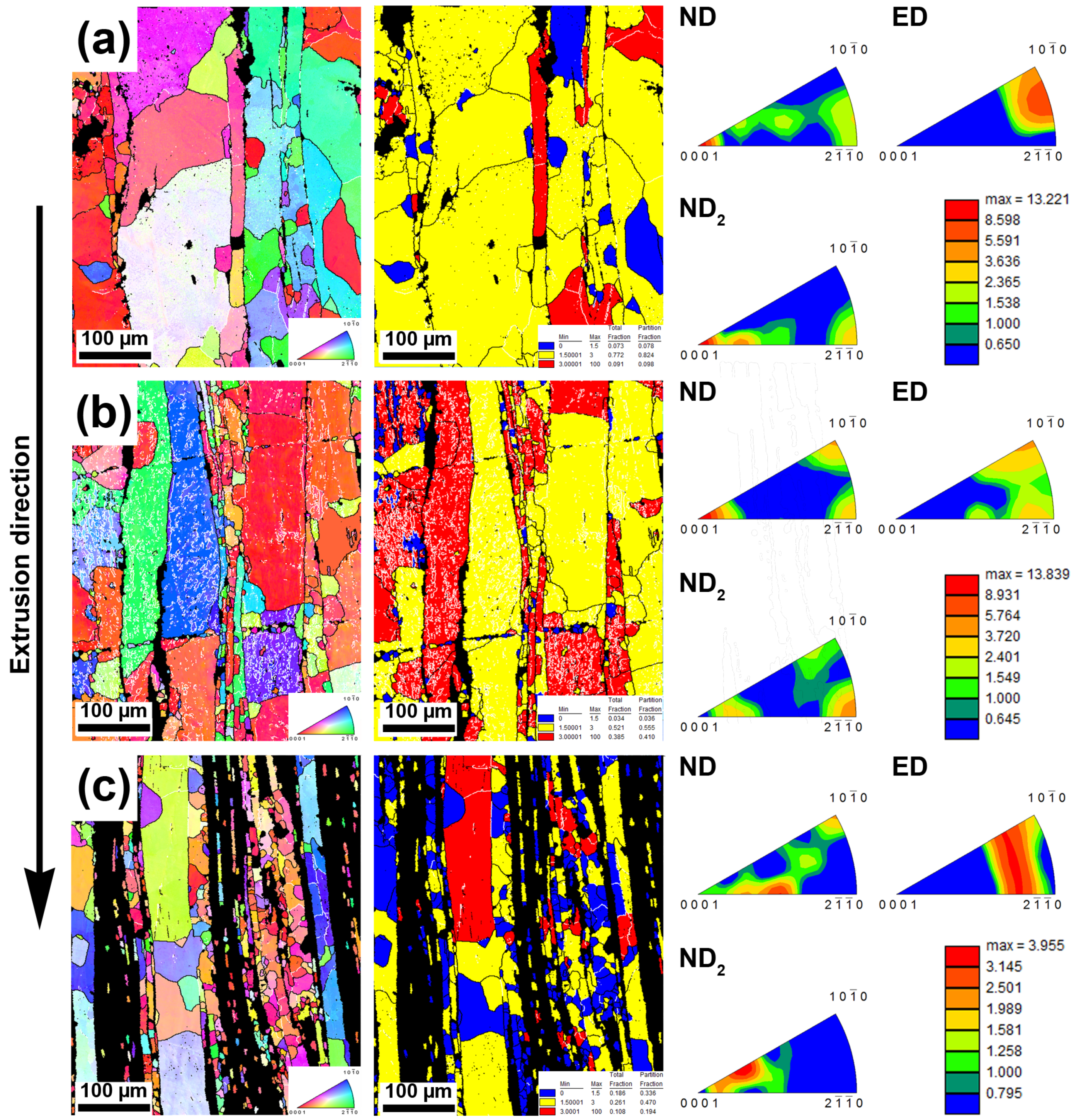
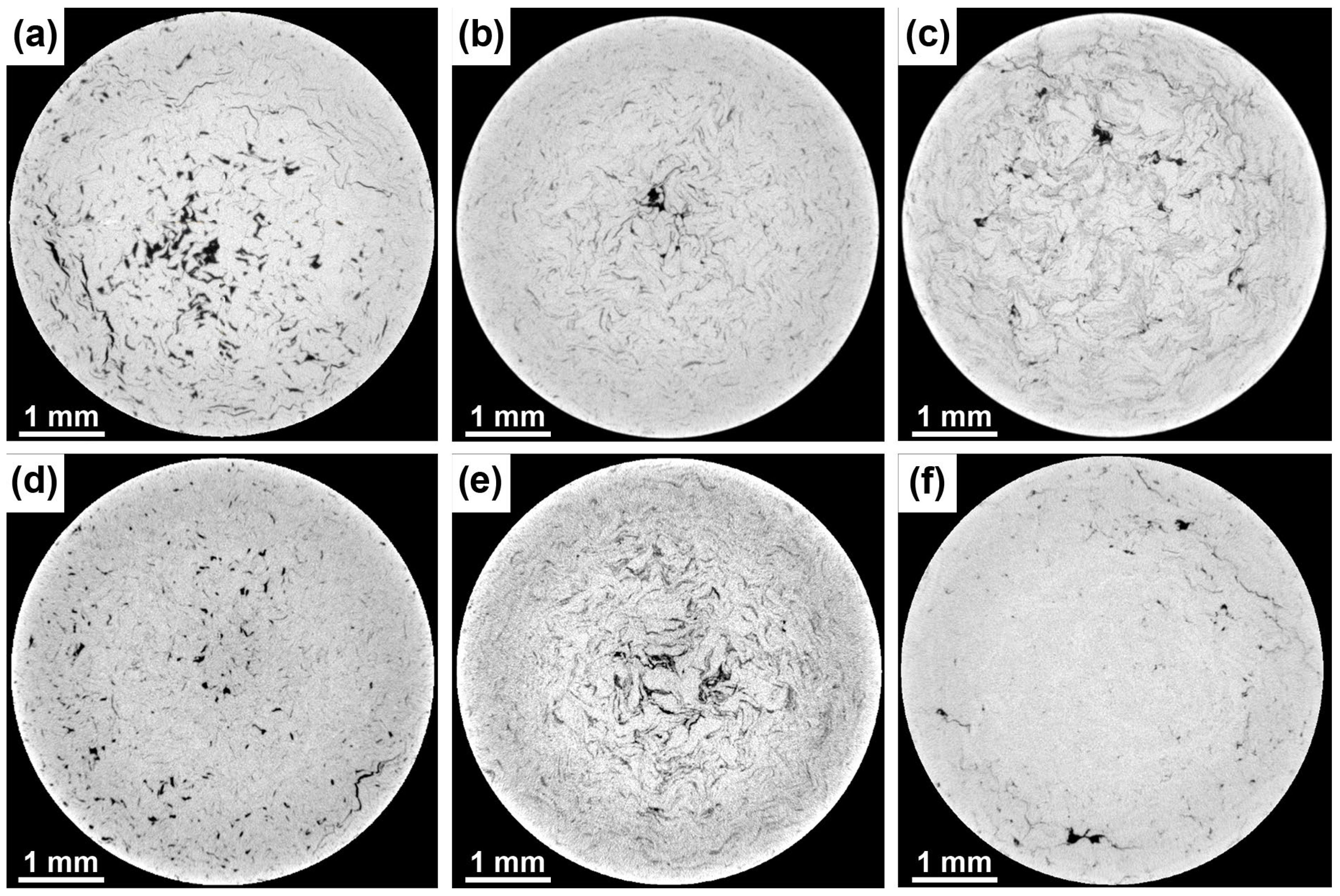
3.1. Microstructure
3.2. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
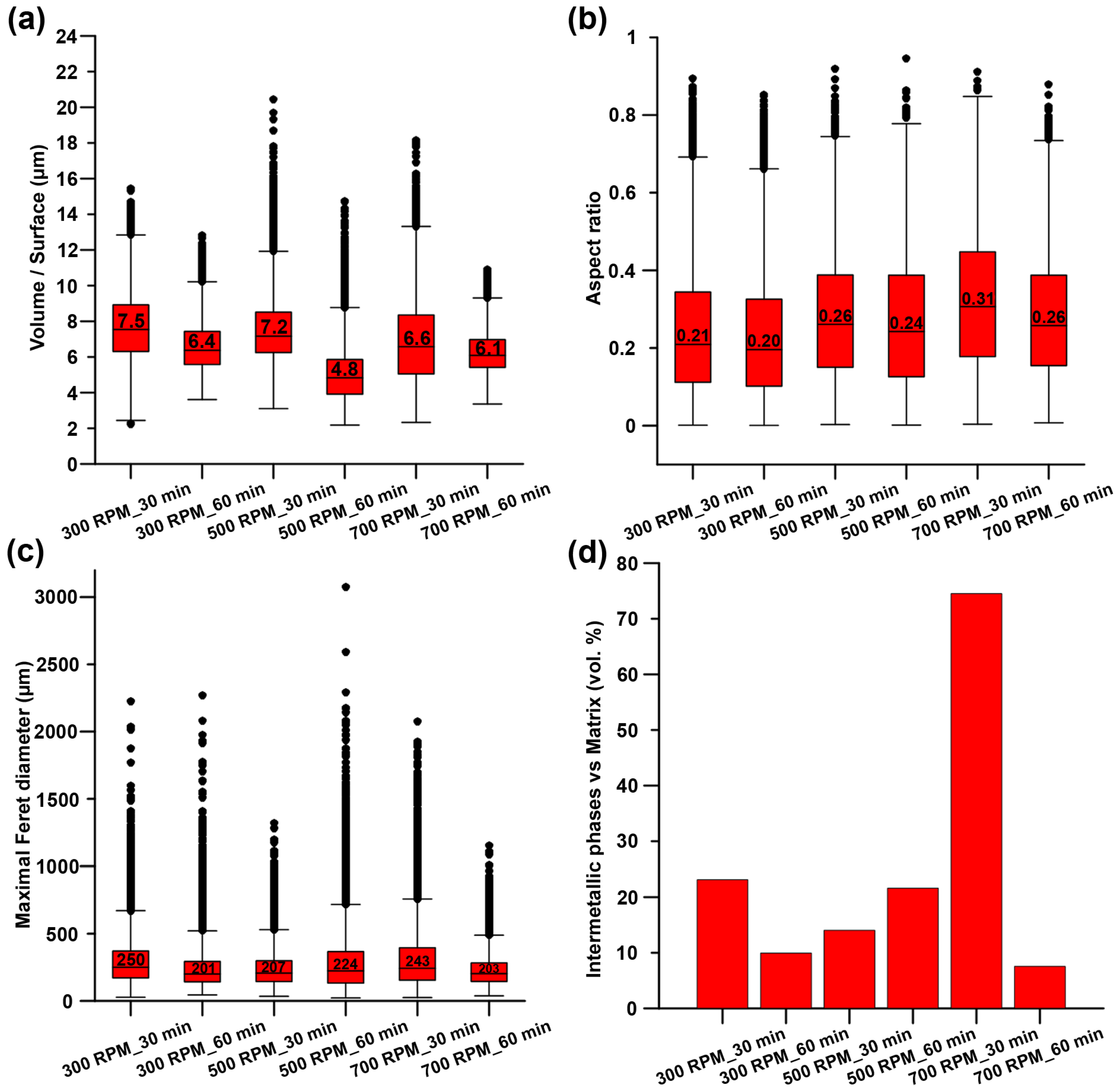
- The distribution of the intermetallic phases in the material was affected predominantly by milling conditions.
- (2)
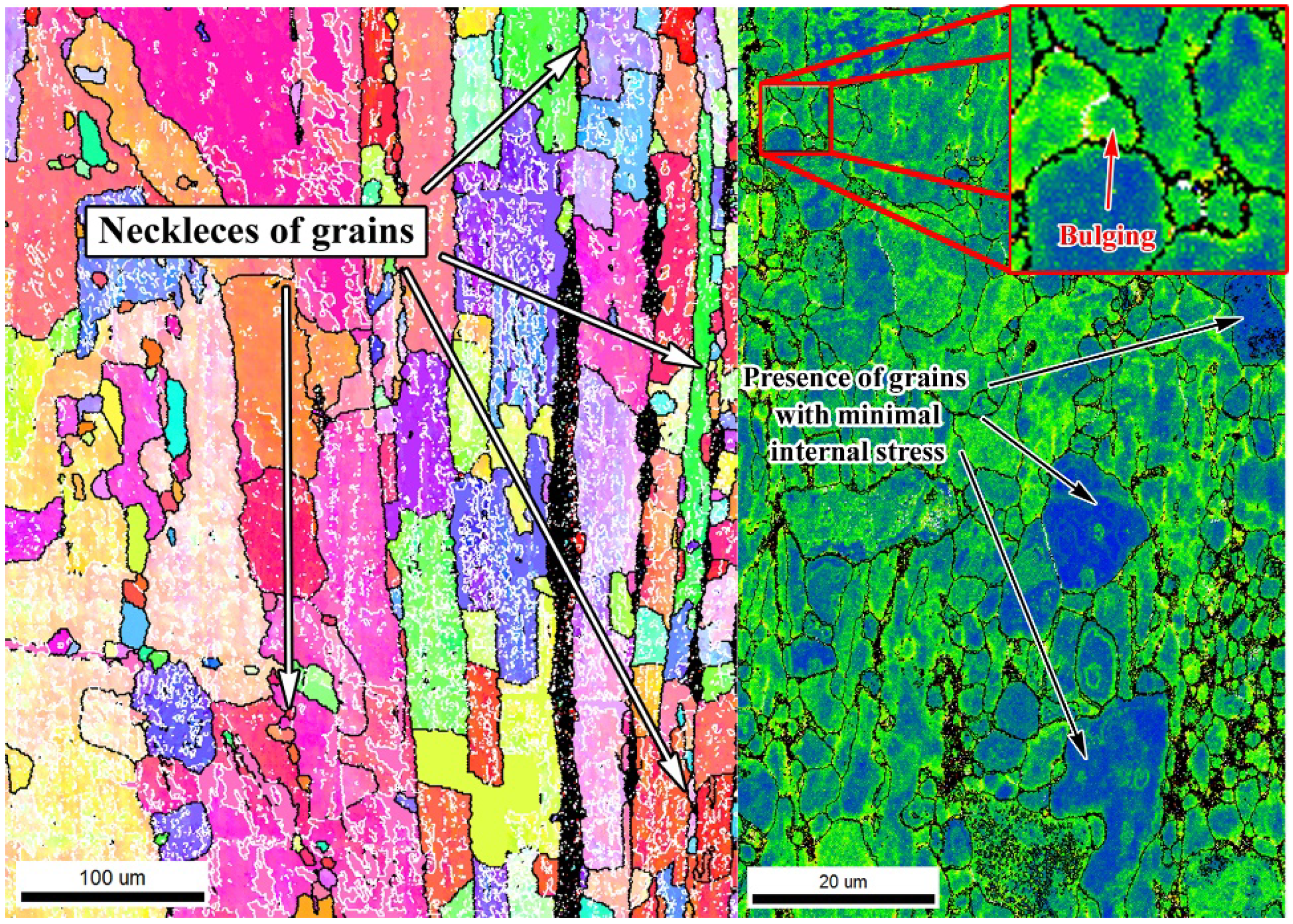
- Materials underwent DRX during the extrusion process. In addition, the combination of dDRX and cDRX was confirmed by the results without the possibility to determine the prevailing ones. It was confirmed that the influence of the PSN process was rather negligible.
- (3)
- The parameters of mechanical milling significantly affect the grain size of resulting materials after the extrusion process.
- (4)
- Compressive properties were affected by grain size, material texture, particles of intermetallic phases, and pores.
- Grain size had a significant effect on the compressive strengths of tested materials. With the increase in grain size, the mechanical properties decreased. However, the trend was inconsistent, suggesting the contribution of different factors to mechanical behavior.
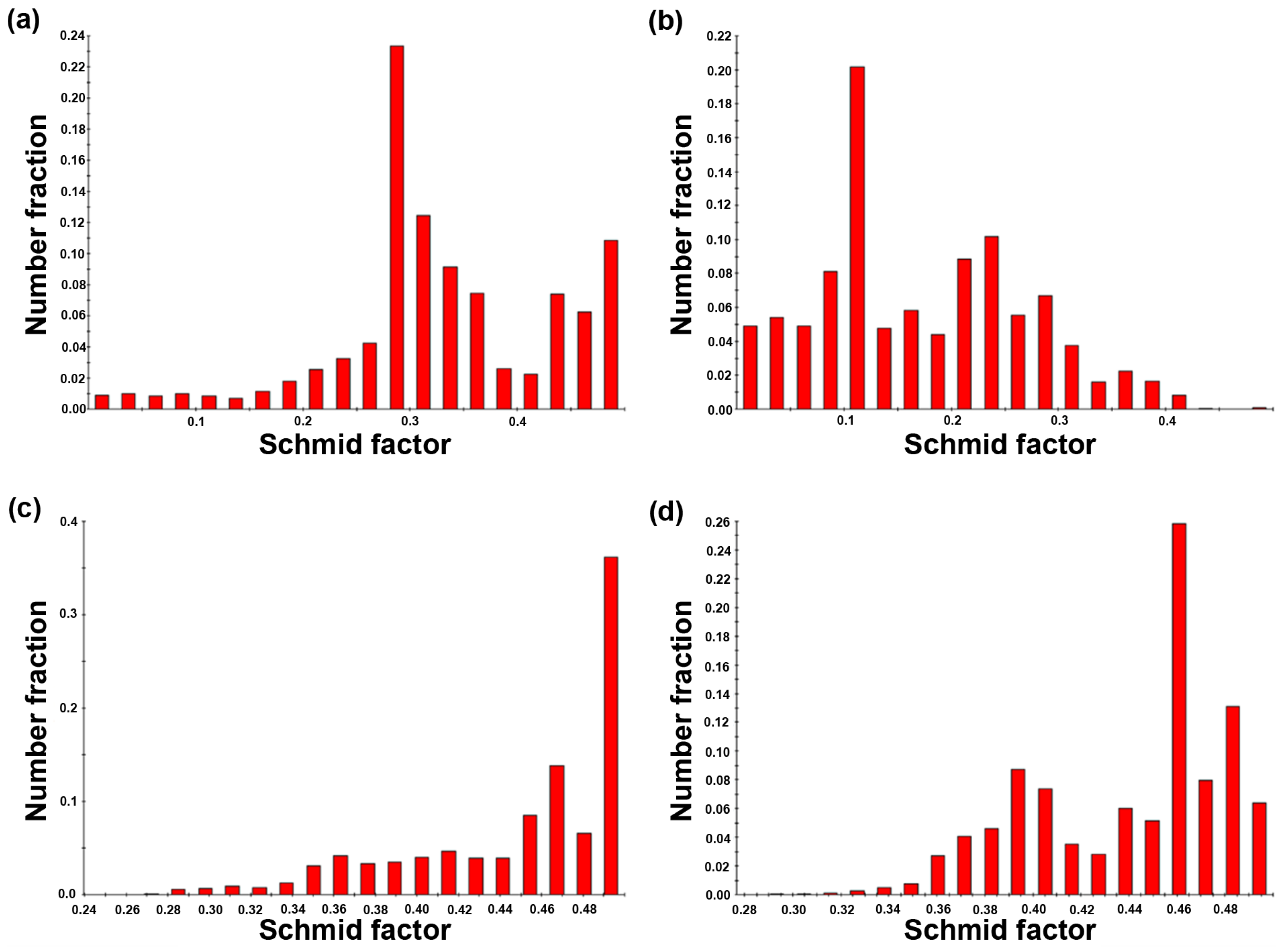
- Material texture pointed to activity of basal and <c + a> pyramidal slips during compression, which is in good agreement with the energetic requirements for possible slips in hcp crystal structures with a higher c/a ratio.
- The effect of conglomerates of intermetallic particles and pores was significantly dependent on the direction of loading and subsequent progress of deformation through the material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vojtěch, D.; Kubásek, J.; Šerák, J.; Novák, P. Mechanical and corrosion properties of newly developed biodegradable Zn-based alloys for bone fixation. Acta Biomater. 2011, 7, 3515–3522. [Google Scholar] [CrossRef]
- Purnama, A.; Hermawan, H.; Mantovani, D. Biodegradable Metal Stents: A Focused Review on Materials and Clinical Studies. J. Biomater. Tissue Eng. 2014, 4, 868–874. [Google Scholar] [CrossRef]
- Li, H.; Zheng, Y.; Qin, L. Progress of biodegradable metals. Prog. Nat. Sci. Mater. Int. 2014, 24, 414–422. [Google Scholar] [CrossRef] [Green Version]
- Čapek, J.; Pinc, J.; Msallamová, Š.; Jablonská, E.; Veřtát, P.; Kubásek, J.; Vojtěch, D. Thermal Plasma Spraying as a New Approach for Preparation of Zinc Biodegradable Scaffolds: A Complex Material Characterization. J. Therm. Spray Technol. 2019, 28, 826–841. [Google Scholar] [CrossRef]
- Yang, H.; Jia, B.; Zhang, Z.; Qu, X.; Li, G.; Lin, W.; Zhu, D.; Dai, K.; Zheng, Y. Alloying design of biodegradable zinc as promising bone implants for load-bearing applications. Nat. Commun. 2020, 11, 401. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Xie, X.; Zheng, Y.; Cong, Y.; Zhou, F.; Qiu, K.; Wang, X.; Chen, S.; Huang, L.; Tian, L. Development of biodegradable Zn-1X binary alloys with nutrient alloying elements Mg, Ca and Sr. Sci. Rep. 2015, 5, 10719. [Google Scholar] [CrossRef] [Green Version]
- Venezuela, J.; Dargusch, M.S. The influence of alloying and fabrication techniques on the mechanical properties, biodegradability and biocompatibility of zinc: A comprehensive review. Acta Biomater. 2019, 87, 1–40. [Google Scholar] [CrossRef] [Green Version]
- Zhu, S.; Wu, C.; Li, G.; Zheng, Y.; Nie, J.-F. Microstructure, mechanical properties and creep behaviour of extruded Zn-xLi (x = 0.1, 0.3 and 0.4) alloys for biodegradable vascular stent applications. Mater. Sci. Eng. A 2020, 777, 139082. [Google Scholar] [CrossRef]
- Liu, S.; Kent, D.; Doan, N.; Dargusch, M.; Wang, G. Effects of deformation twinning on the mechanical properties of biodegradable Zn-Mg alloys. Bioact. Mater. 2019, 4, 8–16. [Google Scholar] [CrossRef]
- Hybasek, V.; Kubasek, J.; Capek, J.; Alferi, D.; Pinc, J.; Jiru, J.; Fojt, J. Influence of model environment complexity on corrosion mechanism of biodegradable zinc alloys. Corros. Sci. 2021, 187, 109520. [Google Scholar] [CrossRef]
- Čapek, J.; Kubásek, J.; Pinc, J.; Fojt, J.; Krajewski, S.; Rupp, F.; Li, P. Microstructural, mechanical, in vitro corrosion and biological characterization of an extruded Zn-0.8Mg-0.2Sr (wt%) as an absorbable material. Mater. Sci. Eng. C 2021, 122, 111924. [Google Scholar] [CrossRef]
- Klíma, K.; Ulmann, D.; Bartoš, M.; Španko, M.; Dušková, J.; Vrbová, R.; Pinc, J.; Kubásek, J.; Ulmannová, T.; Foltán, R.; et al. Zn–0.8 Mg–0.2 Sr (wt.%) Absorbable Screws—An In-Vivo Biocompatibility and Degradation Pilot Study on a Rabbit Model. Materials 2021, 14, 3271. [Google Scholar] [CrossRef]
- Klíma, K.; Ulmann, D.; Bartoš, M.; Španko, M.; Dušková, J.; Vrbová, R.; Pinc, J.; Kubásek, J.; Vlk, M.; Ulmannová, T.; et al. A Complex Evaluation of the In-Vivo Biocompatibility and Degradation of an Extruded ZnMgSr Absorbable Alloy Implanted into Rabbit Bones for 360 Days. Int. J. Mol. Sci. 2021, 22, 13444. [Google Scholar]
- Bowen, P.K.; Drelich, J.; Goldman, J. Zinc Exhibits Ideal Physiological Corrosion Behavior for Bioabsorbable Stents. Adv. Mater. 2013, 25, 2577–2582. [Google Scholar] [CrossRef]
- Čapek, J.; Kubásek, J.; Pinc, J.; Maňák, J.; Molnárová, O.; Drahokoupil, J.; Čavojský, M. ZnMg0.8Ca0.2 (wt%) biodegradable alloy—The influence of thermal treatment and extrusion on microstructural and mechanical characteristics. Mater. Charact. 2020, 162, 110230. [Google Scholar] [CrossRef]
- Kubásek, J.; Pinc, J.; Hosová, K.; Straková, M.; Molnárová, O.; Duchoň, J.; Nečas, D.; Čavojský, M.; Knapek, M.; Godec, M.; et al. The evolution of microstructure and mechanical properties of Zn-0.8Mg-0.2Sr alloy prepared by casting and extrusion. J. Alloy. Compd. 2022, 906, 164308. [Google Scholar] [CrossRef]
- Guo, H.; Hu, J.; Shen, Z.; Du, D.; Zheng, Y.; Peng, J. In vitro and in vivo studies of biodegradable Zn-Li-Mn alloy staples designed for gastrointestinal anastomosis. Acta Biomater. 2021, 121, 713–723. [Google Scholar] [CrossRef]
- Yang, N.; Balasubramani, N.; Venezuela, J.; Almathami, S.; Wen, C.; Dargusch, M. The influence of Ca and Cu additions on the microstructure, mechanical and degradation properties of Zn–Ca–Cu alloys for absorbable wound closure device applications. Bioact. Mater. 2021, 6, 1436–1451. [Google Scholar] [CrossRef]
- Shi, Z.-Z.; Gao, X.-X.; Zhang, H.-J.; Liu, X.-F.; Li, H.-Y.; Zhou, C.; Yin, Y.-X.; Wang, L.-N. Design biodegradable Zn alloys: Second phases and their significant influences on alloy properties. Bioact. Mater. 2020, 5, 210–218. [Google Scholar] [CrossRef]
- Jan, P.; Španko, M.; Lacina, L.; Kubásek, J.; Ashcheulov, P.; Veřtát, P.; Školáková, A.; Kvítek, O.; Vojtěch, D.; Čapek, J. Influence of the pre-exposure of a Zn-0.8Mg-0.2Sr absorbable alloy in bovine serum albumin containing media on its surface changes and their impact on the cytocompatibility of the material. Mater. Today Commun. 2021, 28, 102556. [Google Scholar] [CrossRef]
- Pieła, K.; Wróbel, M.; Sztwiertnia, K.; Jaskowski, M.; Kawałko, J.; Bieda, M.; Kiper, M.; Jarzębska, A. Zinc subjected to plastic deformation by complex loading and conventional extrusion: Comparison of the microstructure and mechanical properties. Mater. Des. 2017, 117, 111–120. [Google Scholar] [CrossRef]
- Wang, X.; Ma, Y.; Meng, B.; Wan, M. Effect of equal-channel angular pressing on microstructural evolution, mechanical property and biodegradability of an ultrafine-grained zinc alloy. Mater. Sci. Eng. A 2021, 824, 141857. [Google Scholar] [CrossRef]
- Yao, C.; Wang, Z.; Tay, S.L.; Zhu, T.; Gao, W. Effects of Mg on microstructure and corrosion properties of Zn–Mg alloy. J. Alloy. Compd. 2014, 602, 101–107. [Google Scholar] [CrossRef]
- Li, Z.; Shi, Z.-Z.; Hao, Y.; Li, H.-F.; Zhang, H.-J.; Liu, X.-F.; Wang, L.-N. Insight into role and mechanism of Li on the key aspects of biodegradable ZnLi alloys: Microstructure evolution, mechanical properties, corrosion behavior and cytotoxicity. Mater. Sci. Eng. C 2020, 114, 111049. [Google Scholar] [CrossRef]
- Jia, B.; Yang, H.; Han, Y.; Zhang, Z.; Qu, X.; Zhuang, Y.; Wu, Q.; Zheng, Y.; Dai, K. In vitro and in vivo studies of Zn-Mn biodegradable metals designed for orthopedic applications. Acta Biomater. 2020, 108, 358–372. [Google Scholar] [CrossRef]
- Hosová, K.; Pinc, J.; Školáková, A.; Bartůněk, V.; Veřtát, P.; Školáková, T.; Průša, F.; Vojtěch, D.; Čapek, J. Influence of Ceramic Particles Character on Resulted Properties of Zinc-Hydroxyapatite/Monetite Composites. Metals 2021, 11, 499. [Google Scholar] [CrossRef]
- Gu, X.; Zhou, W.; Zheng, Y.; Dong, L.; Xi, Y.; Chai, D. Microstructure, mechanical property, bio-corrosion and cytotoxicity evaluations of Mg/HA composites. Mater. Sci. Eng. C 2010, 30, 827–832. [Google Scholar] [CrossRef]
- Mensah-Darkwa, K.; Gupta, R.K.; Kumar, D. Mechanical and Corrosion Properties of Magnesium–Hydroxyapatite (Mg–HA) Composite Thin Films. J. Mater. Sci. Technol. 2013, 29, 788–794. [Google Scholar] [CrossRef]
- Boskey, A.L. Bone composition: Relationship to bone fragility and antiosteoporotic drug effects. Bonekey Rep. 2013, 2, 447. [Google Scholar] [CrossRef] [Green Version]
- Huang, K.; Marthinsen, K.; Zhao, Q.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization behaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284–359. [Google Scholar] [CrossRef]
- Bauser, M.; Siegert, K. Extrusion, 2nd ed.; ASM International: Almere, The Netherlands, 2006. [Google Scholar]
- Zhou, W.; Yu, J.; Lu, X.; Lin, J.; Dean, T.A. A comparative study on deformation mechanisms, microstructures and mechanical properties of wide thin-ribbed sections formed by sideways and forward extrusion. Int. J. Mach. Tools Manuf. 2021, 168, 103771. [Google Scholar] [CrossRef]
- Pinc, J.; Čapek, J.; Hybášek, V.; Průša, F.; Hosová, K.; Maňák, J.; Vojtěch, D. Characterization of newly developed zinc composite with the content of 8 wt% of hydroxyapatite particles processed by extrusion. Materials 2020, 13, 1716. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jarzębska, A.; Bieda, M.; Maj, Ł.; Chulist, R.; Wojtas, D.; Strąg, M.; Sułkowski, B.; Przybysz, S.; Pachla, W.; Sztwiertnia, K. Controlled Grain Refinement of Biodegradable Zn-Mg Alloy: The Effect of Magnesium Alloying and Multi-Pass Hydrostatic Extrusion Preceded by Hot Extrusion. Metall. Mater. Trans. A 2020, 51, 6784–6796. [Google Scholar] [CrossRef]
- Kleiner, S.; Uggowitzer, P.J. Mechanical anisotropy of extruded Mg–6% Al–1% Zn alloy. Mater. Sci. Eng. A 2004, 379, 258–263. [Google Scholar] [CrossRef]
- Liu, S.; Kent, D.; Zhan, H.; Doan, N.; Dargusch, M.; Wang, G. Dynamic recrystallization of pure zinc during high strain-rate compression at ambient temperature. Mater. Sci. Eng. A 2020, 784, 139325. [Google Scholar] [CrossRef]
- Čapek, J.; Kubásek, J.; Pinc, J.; Drahokoupil, J.; Čavojský, M.; Vojtěch, D. Extrusion of the biodegradable ZnMg0.8Ca0.2 alloy—The influence of extrusion parameters on microstructure and mechanical characteristics. J. Mech. Behav. Biomed. Mater. 2020, 108, 103796. [Google Scholar] [CrossRef]
- Korbel, A.; Pospiech, J.; Bochniak, W.; Tarasek, A.; Ostachowski, P.; Bonarski, J. New structural and mechanical features of hexagonal materials after room temperature extrusion using the KoBo method. Int. J. Mater. Res. 2011, 102, 464–473. [Google Scholar] [CrossRef]
- Pinc, J.; Školáková, A.; Veřtát, P.; Čapek, J.; Žofková, Z.; Rieszová, L.; Habr, S.; Vojtěch, D. Microstructural characterization and optimization of the ZnMg0.8 (CaO)0.26 alloy processed by ball milling and subsequent extrusion. Manuf. Technol. 2020, 20, 484–491. [Google Scholar]
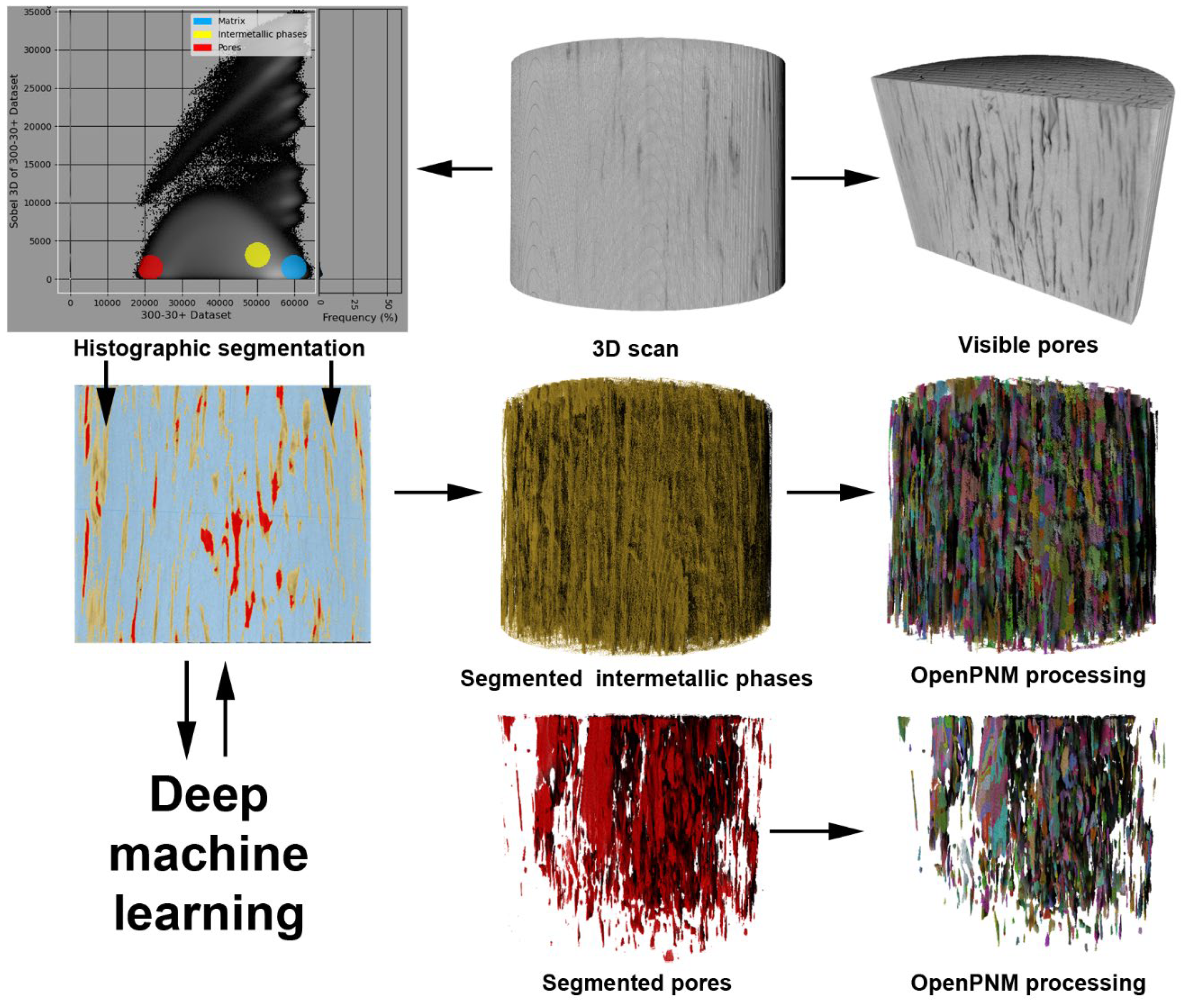
- Gostick, J.; Aghighi, M.; Hinebaugh, J.; Tranter, T.; Hoeh, M.A.; Day, H.; Spellacy, B.; Sharqawy, M.H.; Bazylak, A.; Burns, A.; et al. OpenPNM: A Pore Network Modeling Package. Comput. Sci. Eng. 2016, 18, 60–74. [Google Scholar] [CrossRef] [Green Version]
- Farge, J.C.T. Recrystallization of Zinc Alloys. Master’s Thesis, McGill University, Montréal, QC, Canada, 1965. [Google Scholar]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Sadeghi, A.; Pekguleryuz, M. Recrystallization and texture evolution of Mg–3%Al–1%Zn–(0.4–0.8)%Sr alloys during extrusion. Mater. Sci. Eng. A 2011, 528, 1678–1685. [Google Scholar] [CrossRef]
- Li, B.; Liao, M.; Ma, Q.; McClelland, Z. Structure of grain boundaries with 30°[0001] misorientation in dynamically recrystallized magnesium alloys. Comput. Mater. Sci. 2015, 101, 175–180. [Google Scholar] [CrossRef]
- Al-Samman, T.; Gottstein, G. Dynamic recrystallization during high temperature deformation of magnesium. Mater. Sci. Eng. A 2008, 490, 411–420. [Google Scholar] [CrossRef]
- Masoumi, M.; Pekguleryuz, M. The influence of Sr on the microstructure and texture evolution of rolled Mg–1%Zn alloy. Mater. Sci. Eng. A 2011, 529, 207–214. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Xie, F.; He, X.; Cao, S.; Mei, M.; Qu, X. Influence of pore characteristics on microstructure, mechanical properties and corrosion resistance of selective laser sintered porous Ti–Mo alloys for biomedical applications. Electrochim. Acta 2013, 105, 121–129. [Google Scholar] [CrossRef]
- Pinc, J.; Školáková, A.; Veřtát, P.; Duchoň, J.; Kubásek, J.; Lejček, P.; Vojtěch, D.; Čapek, J. Microstructure evolution and mechanical performance of ternary Zn-0.8Mg-0.2Sr (wt%) alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2021, 824, 141809. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, twinning, and fracture in hexagonal close-packed metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Jain, V.K.S.; Yazar, K.U.; Muthukumaran, S. Development and characterization of Al5083-CNTs/SiC composites via friction stir processing. J. Alloy. Compd. 2019, 798, 82–92. [Google Scholar] [CrossRef]
- Pinc, J.; Čapek, J.; Kubásek, J.; Průša, F.; Hybášek, V.; Veřtát, P.; Sedlářová, I.; Vojtěch, D. Characterization of a Zn-Ca5(PO4)3(OH) Composite with a High Content of the Hydroxyapatite Particles Prepared by the Spark Plasma Sintering Process. Metals 2020, 10, 372. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | RPM * | Time (min) | Pause Interval/Milling Interval ** (min) | Mixture: Powder/Milling Balls Weight Ratio | Atmosphere |
|---|---|---|---|---|---|
| 300 RPM_30 min | 300 | 30 | 10/10 | 1:5 | Ar |
| 300 RPM_60 min | 300 | 60 | |||
| 500 RPM_30 min | 500 | 30 | |||
| 500 RPM_60 min | 500 | 60 | |||
| 700 RPM_30 min | 700 | 30 | |||
| 700 RPM_60 min | 700 | 60 |
| Direction | Sample | CYS (MPa) | UCS (MPa) | n | K (MPa) |
|---|---|---|---|---|---|
| ED | 300 RPM_30 min | 88.21 ± 12.21 | 138.55 ± 32.78 | 0.20 ± 0.10 | 277.15 ± 86.57 |
| 500 RPM_30 min | 152.43 ± 10.53 | 344.66 ± 31.97 | 0.09 ± 0.02 | 427.65 ± 44.46 | |
| 700 RPM_30 min | 146.59 ± 13.96 | 261.82 ± 12.87 | 0.11 ± 0.01 | 357.25 ± 11.96 | |
| 300 RPM_60 min | 131.69 ± 13.79 | 193.33 ± 14.40 | 0.05 ± 0.02 | 220.39 ± 13.71 | |
| 500 RPM_60 min | 220.37 ± 14.99 | 343.20 ± 27.01 | 0.07 ± 0.01 | 402.21 ± 25.88 | |
| 700 RPM_60 min | 170.51 ± 1.59 | 272.04 ± 10.45 | 0.10 ± 0.01 | 375.65 ± 4.35 | |
| ND | 300 RPM_30 min | 49.15 ± 8.68 | - | 0.25 ± 0.01 | 144.68 ± 4.07 |
| 500 RPM_30 min | 59.33 ± 3.56 | 106.09 ± 0.37 | 0.19 ± 0.03 | 157.80 ± 10.14 | |
| 700 RPM_30 min | 76.20 ± 1.56 | 112.97 ± 1.51 | 0.17 ± 0.04 | 191.16 ± 20.93 | |
| 300 RPM_60 min | 54.42 ± 8.67 | - | 0.21 ± 0.02 | 169.51 ± 6.95 | |
| 500 RPM_60 min | 81.81 ± 1.63 | - | 0.13 ± 0.01 | 175.32 ± 4.28 | |
| 700 RPM_60 min | 87.08 ± 4.64 | 125.82 ± 7.71 | 0.17 ± 0.04 | 205.32 ± 17.96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pinc, J.; Kubásek, J.; Drahokoupil, J.; Čapek, J.; Vojtěch, D.; Školáková, A. Microstructural and Mechanical Characterization of Newly Developed Zn-Mg-CaO Composite. Materials 2022, 15, 8703. https://doi.org/10.3390/ma15238703
Pinc J, Kubásek J, Drahokoupil J, Čapek J, Vojtěch D, Školáková A. Microstructural and Mechanical Characterization of Newly Developed Zn-Mg-CaO Composite. Materials. 2022; 15(23):8703. https://doi.org/10.3390/ma15238703
Chicago/Turabian StylePinc, Jan, Jiří Kubásek, Jan Drahokoupil, Jaroslav Čapek, Dalibor Vojtěch, and Andrea Školáková. 2022. "Microstructural and Mechanical Characterization of Newly Developed Zn-Mg-CaO Composite" Materials 15, no. 23: 8703. https://doi.org/10.3390/ma15238703