
Composition Optimisation of Selected Waste Polymer-Modified Bitumen

Abstract
:1. Introduction
2. Materials
2.1. Bitumen
2.2. Waste Plastomers
3. Methods
3.1. Microscope
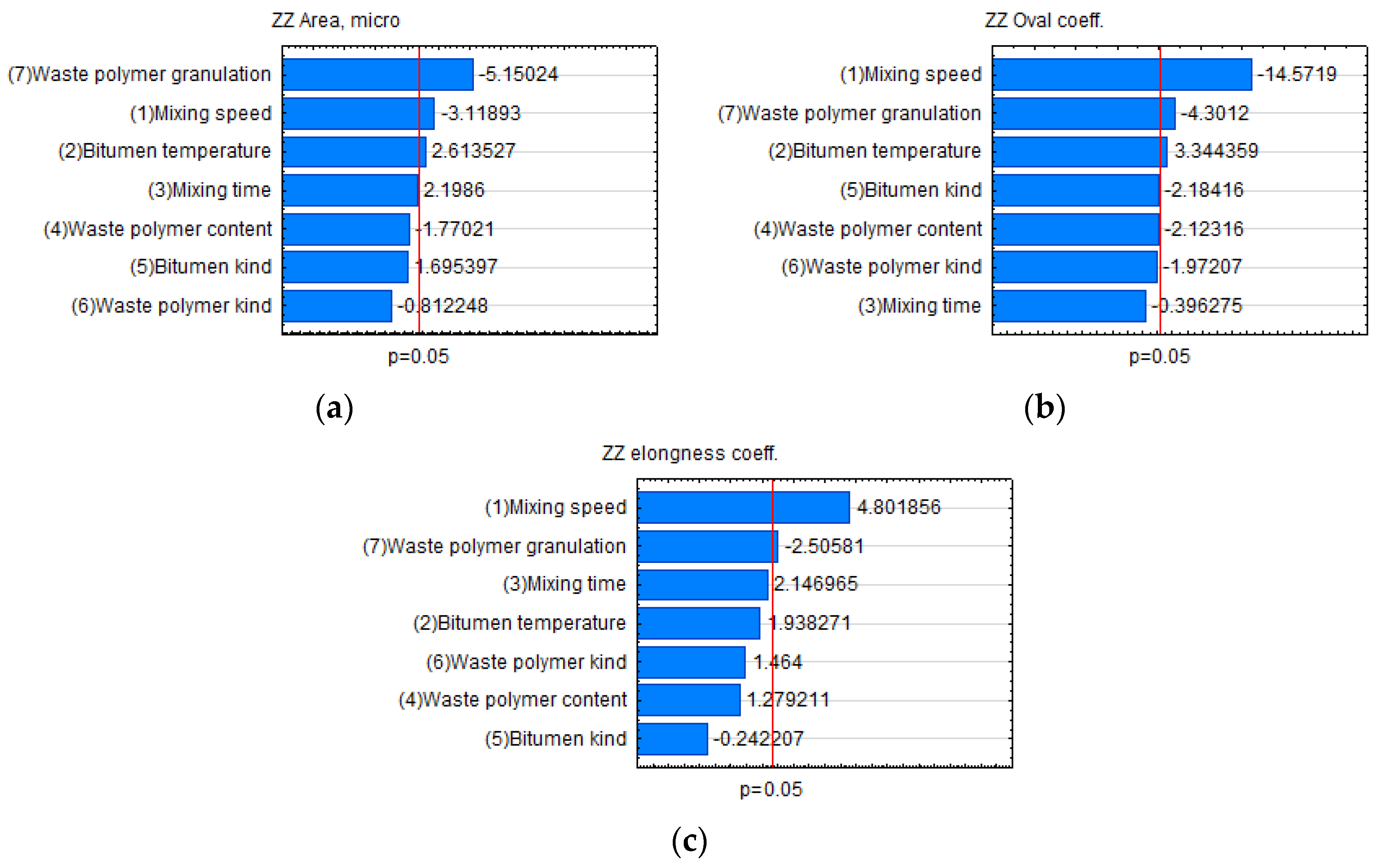
3.2. Plackett–Burman Design
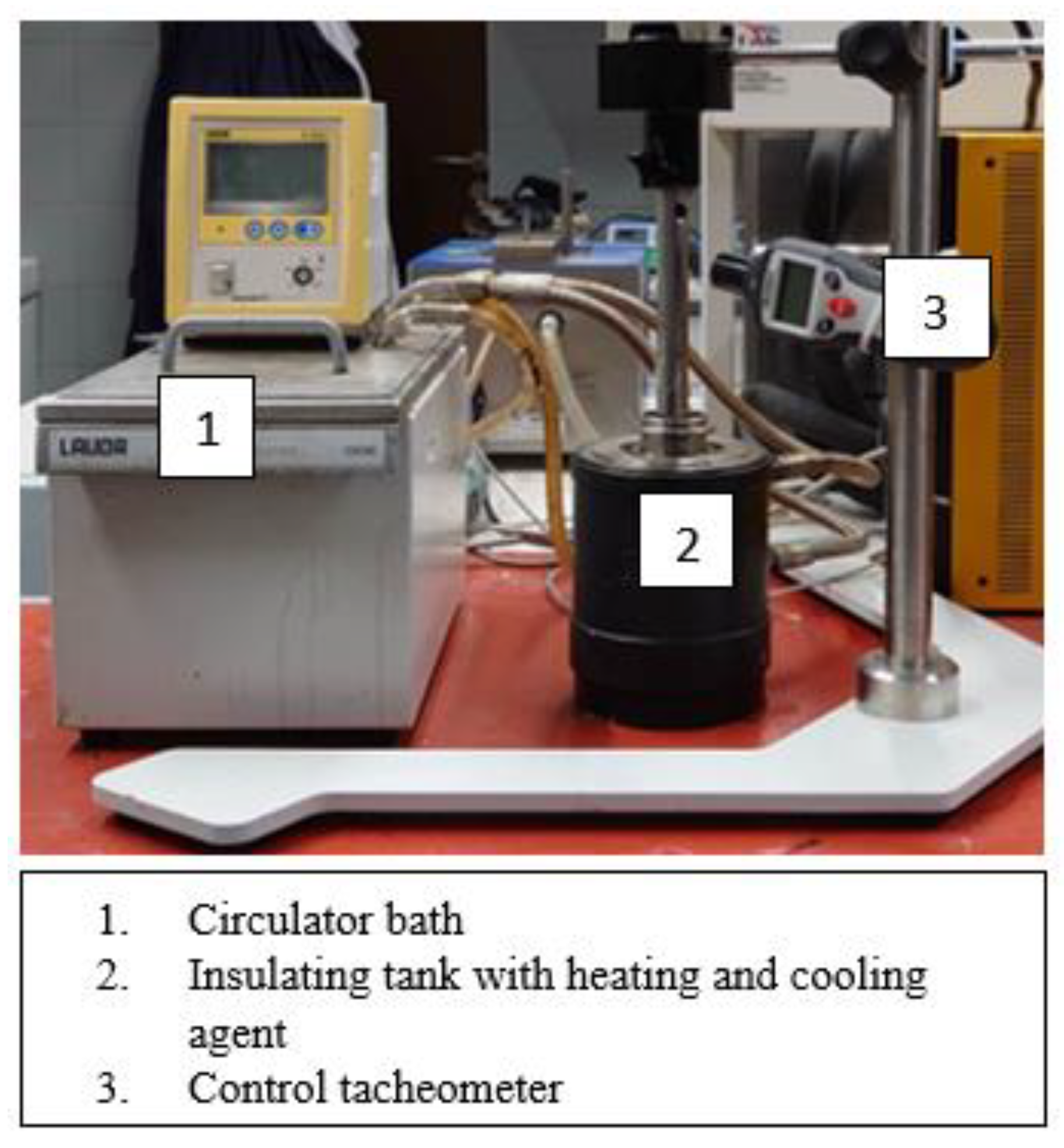
3.3. Blender Device Setup
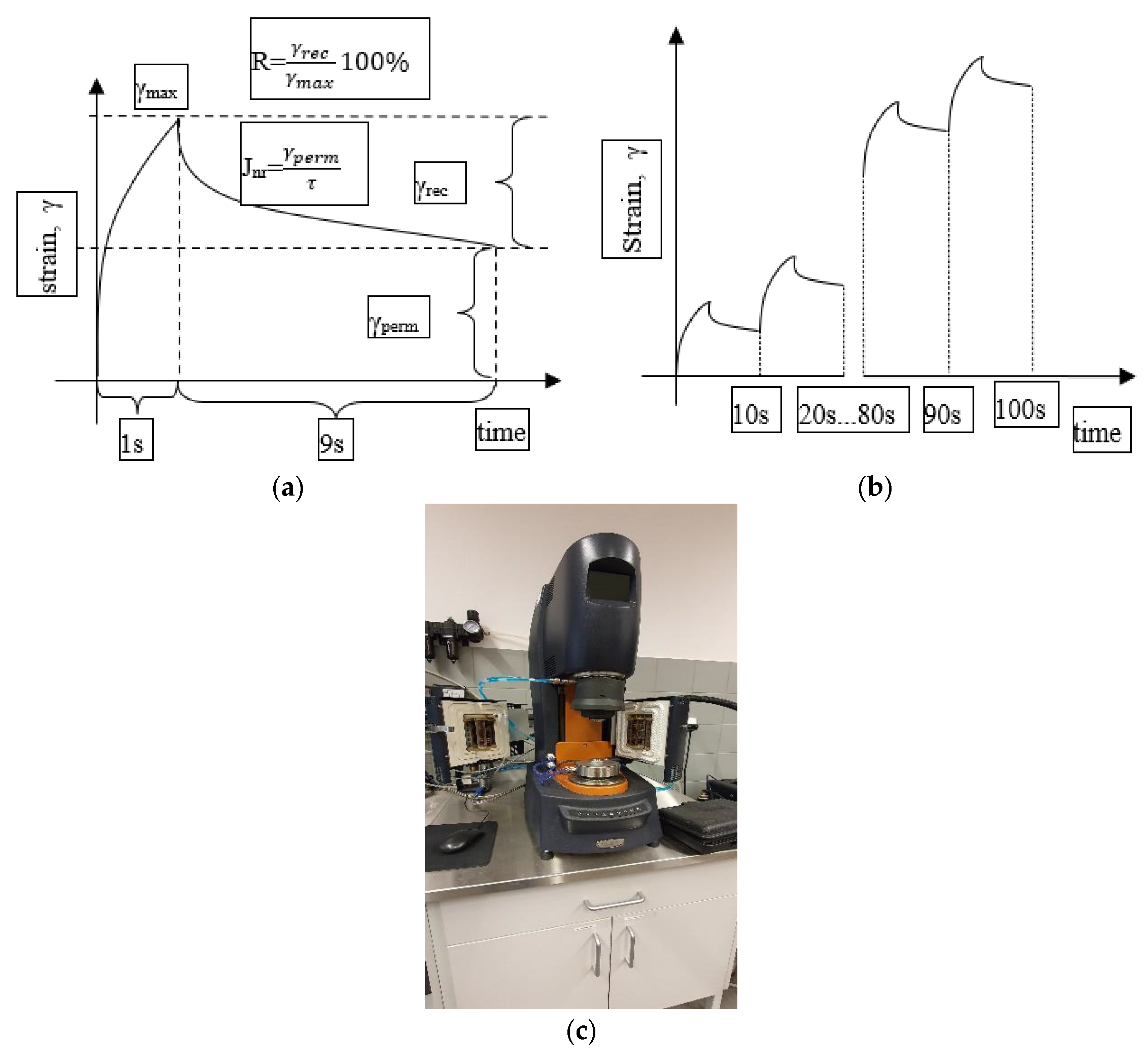
3.4. MSCR Test Setup
4. Results and Discussion
4.1. Basic Bitumen Properties
- Softening point (TR&B) acc. to EN1427 [40],
- Penetration grade acc. to EN 1426 [39],
- Breaking point (acc. to TFrass) acc. to EN 12593 [41],
- Dynamic viscosity (η135) at 135 °C acc. to ASTM D4402 [43],
- Cohesion (including Elongation) acc. to EN 13703 [42],
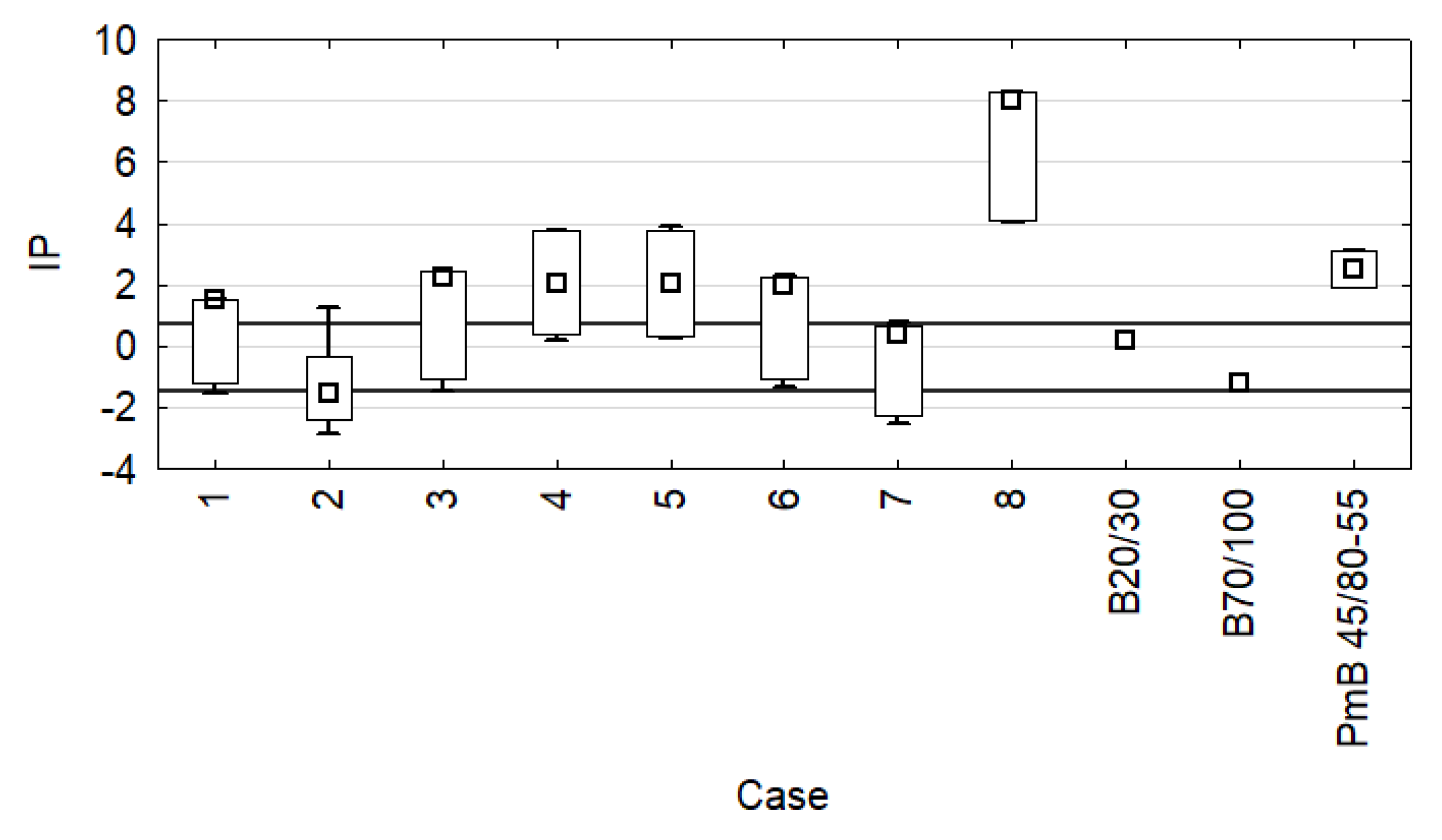
- Penetration index (IP) acc. to EN 12591 [52].
- The results of the designations adopted in the experiment are presented in Table 4.
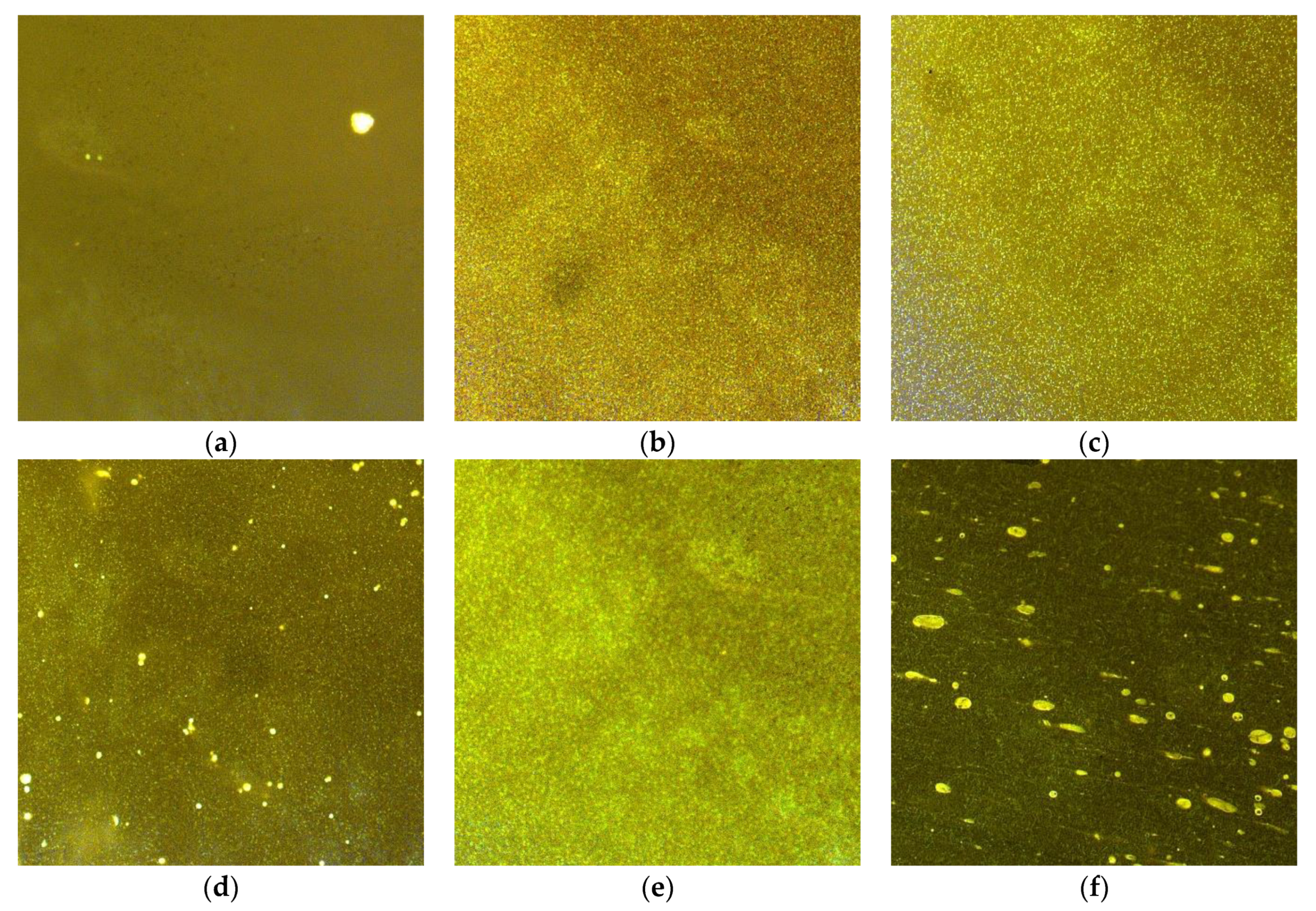
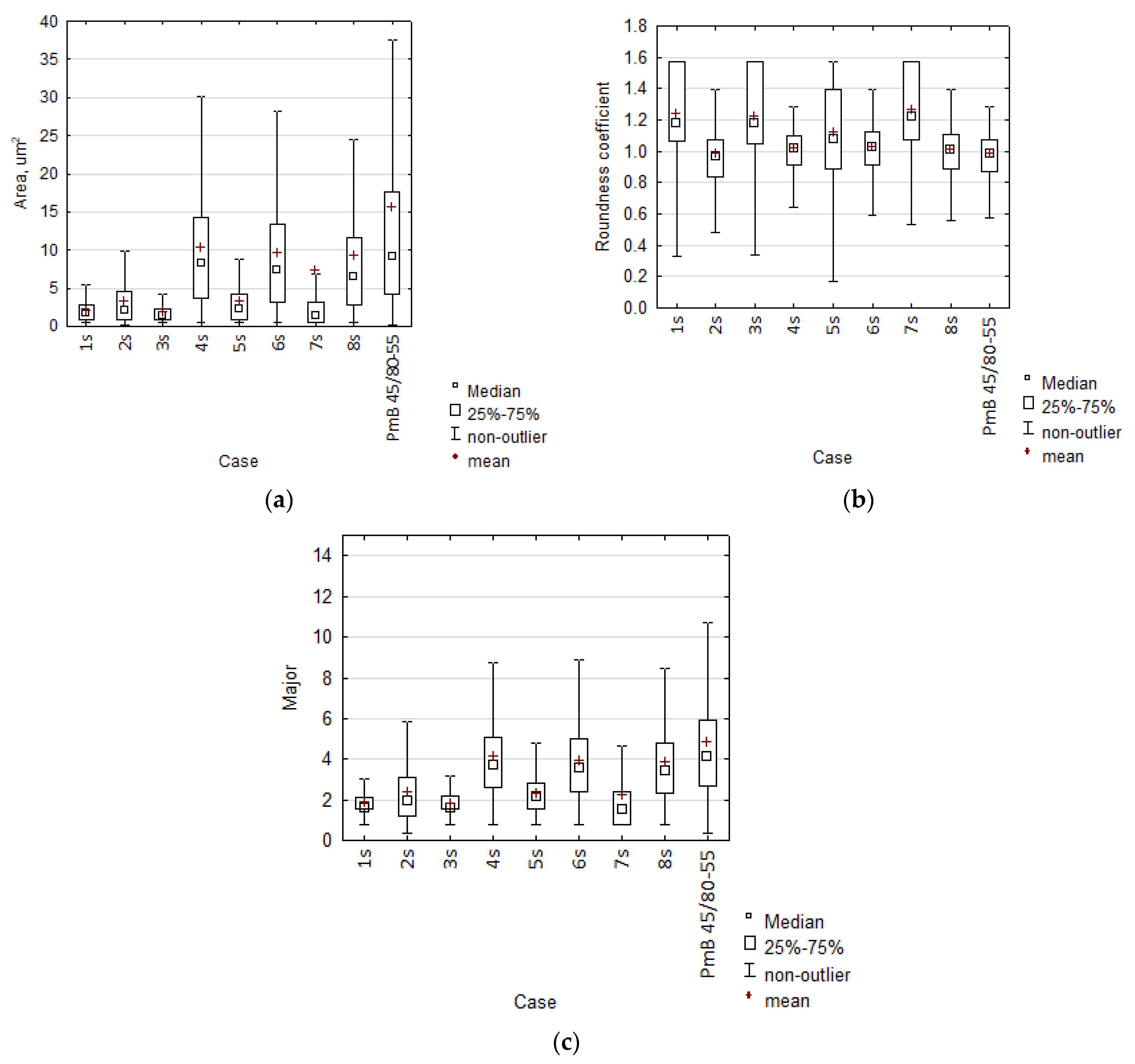
4.2. Polymer Particle Distribution
- Surface area
- Roundness coefficient described by the following Equation (2)
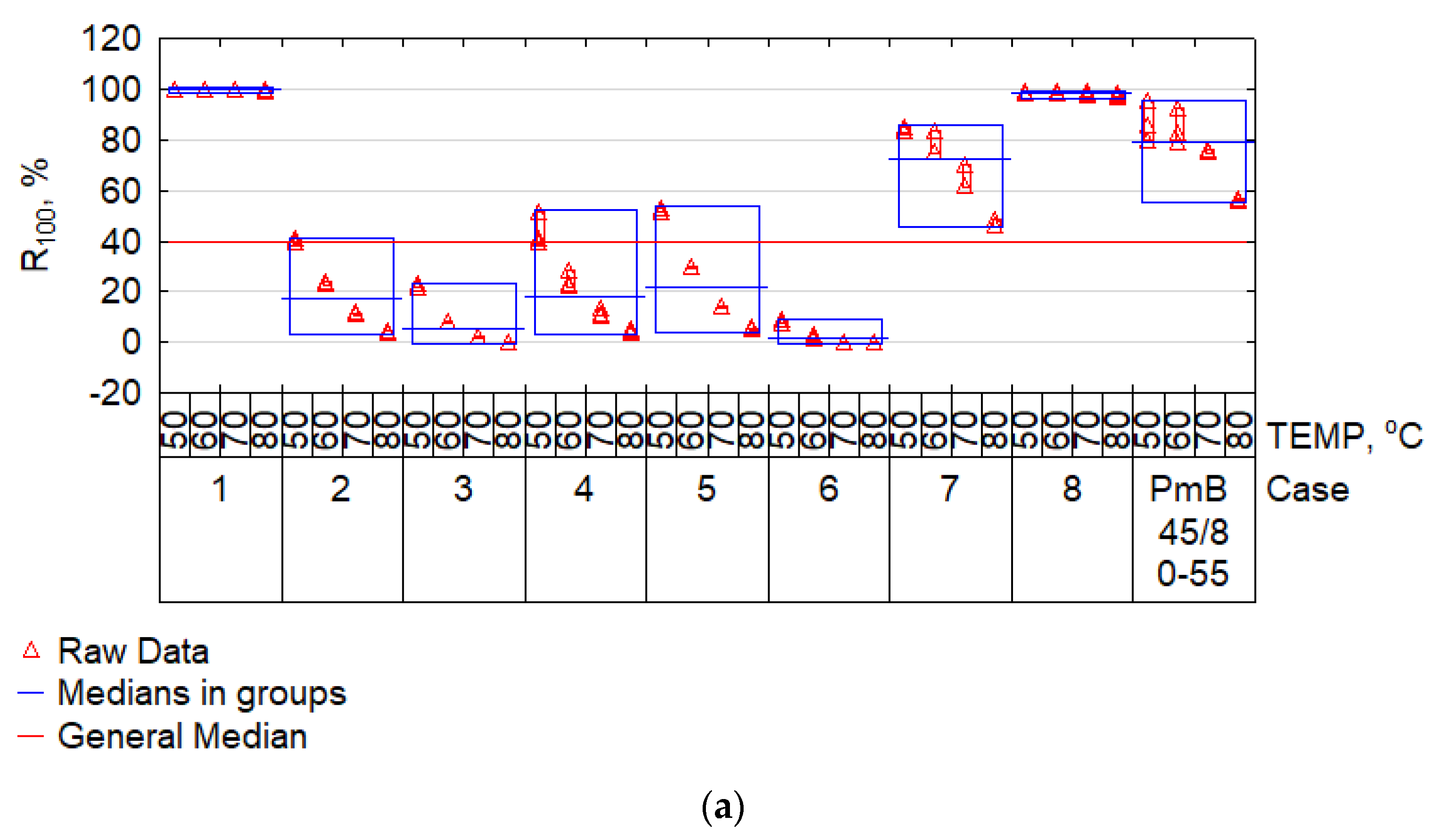
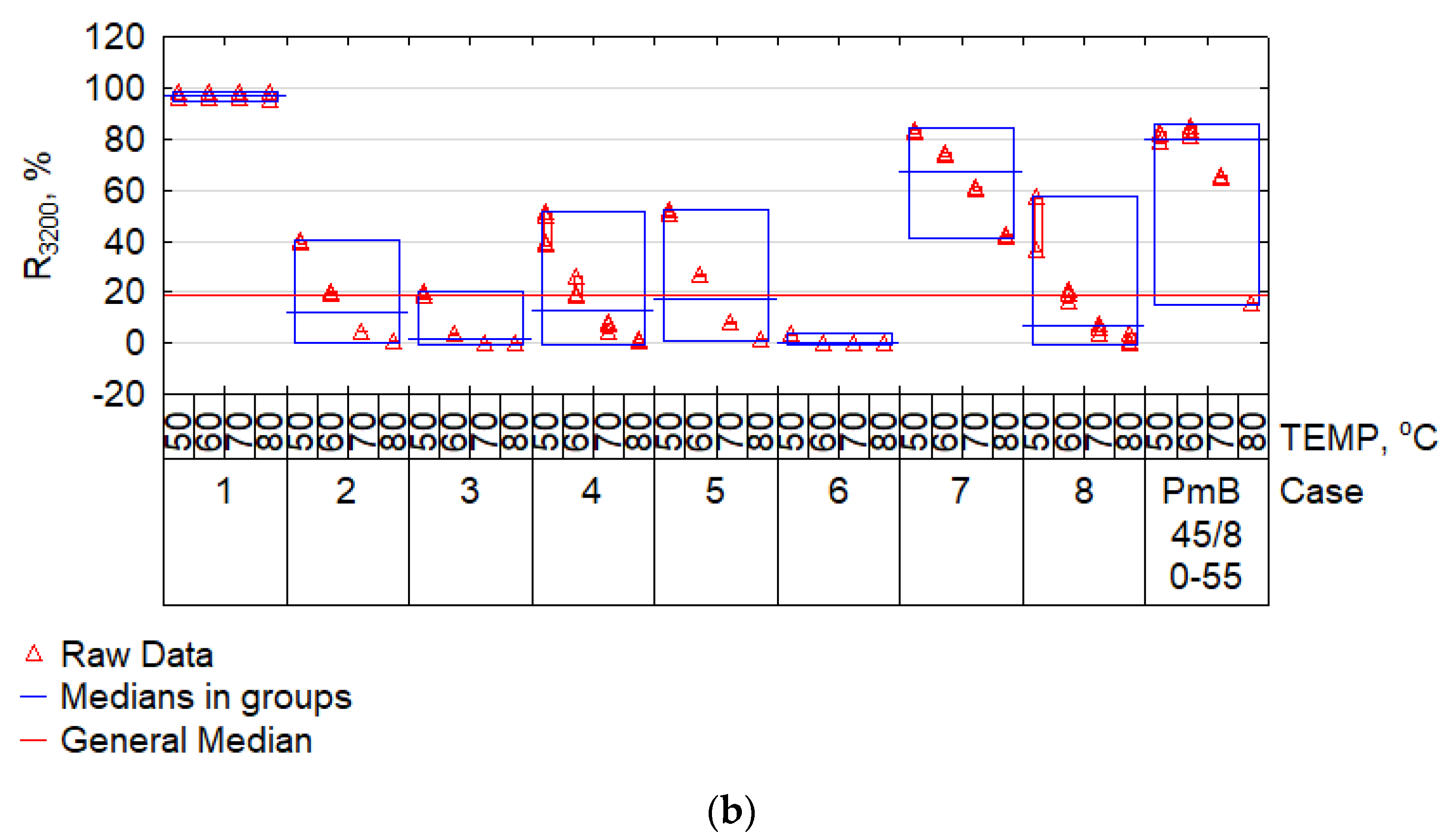
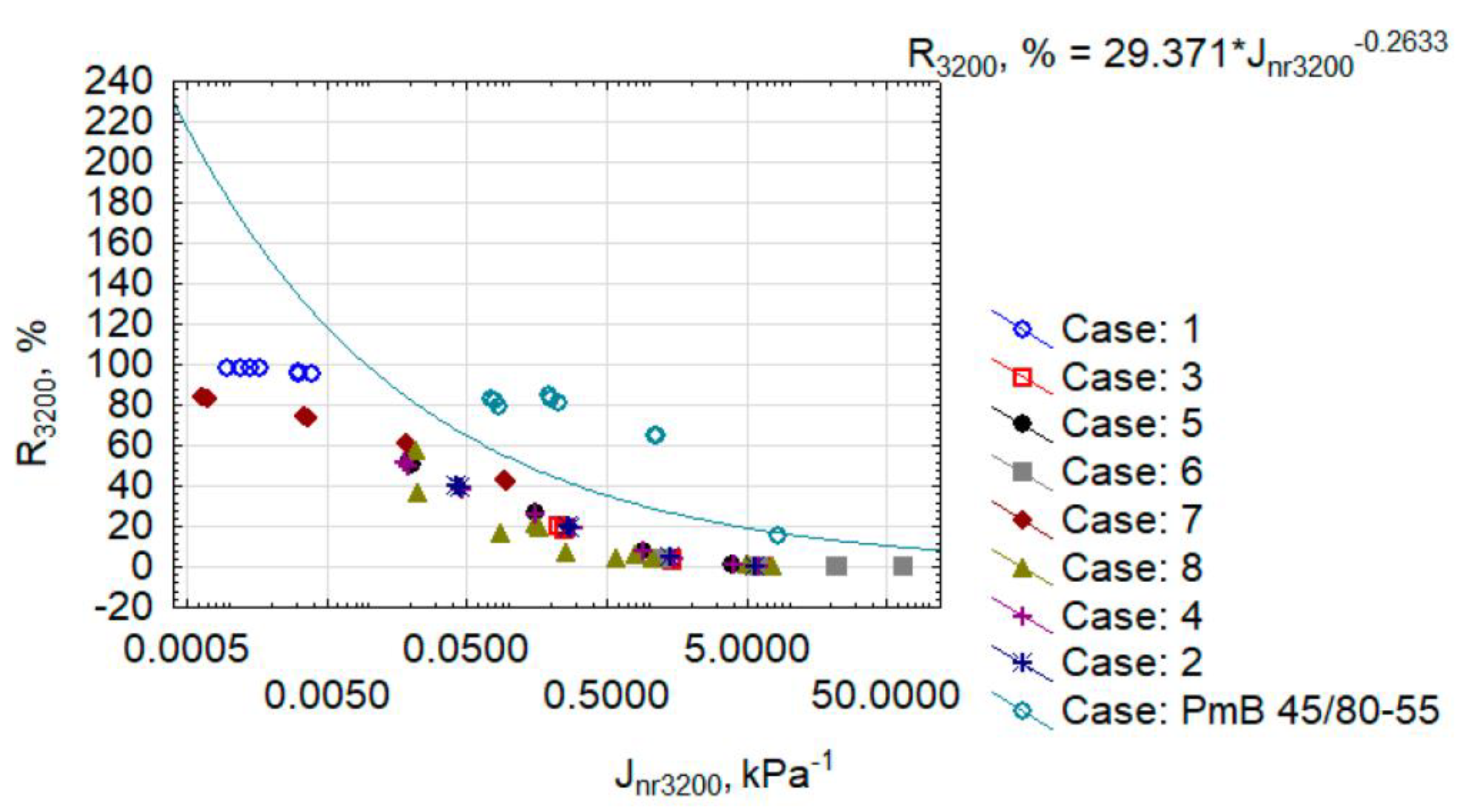
4.3. MSCR Measurement
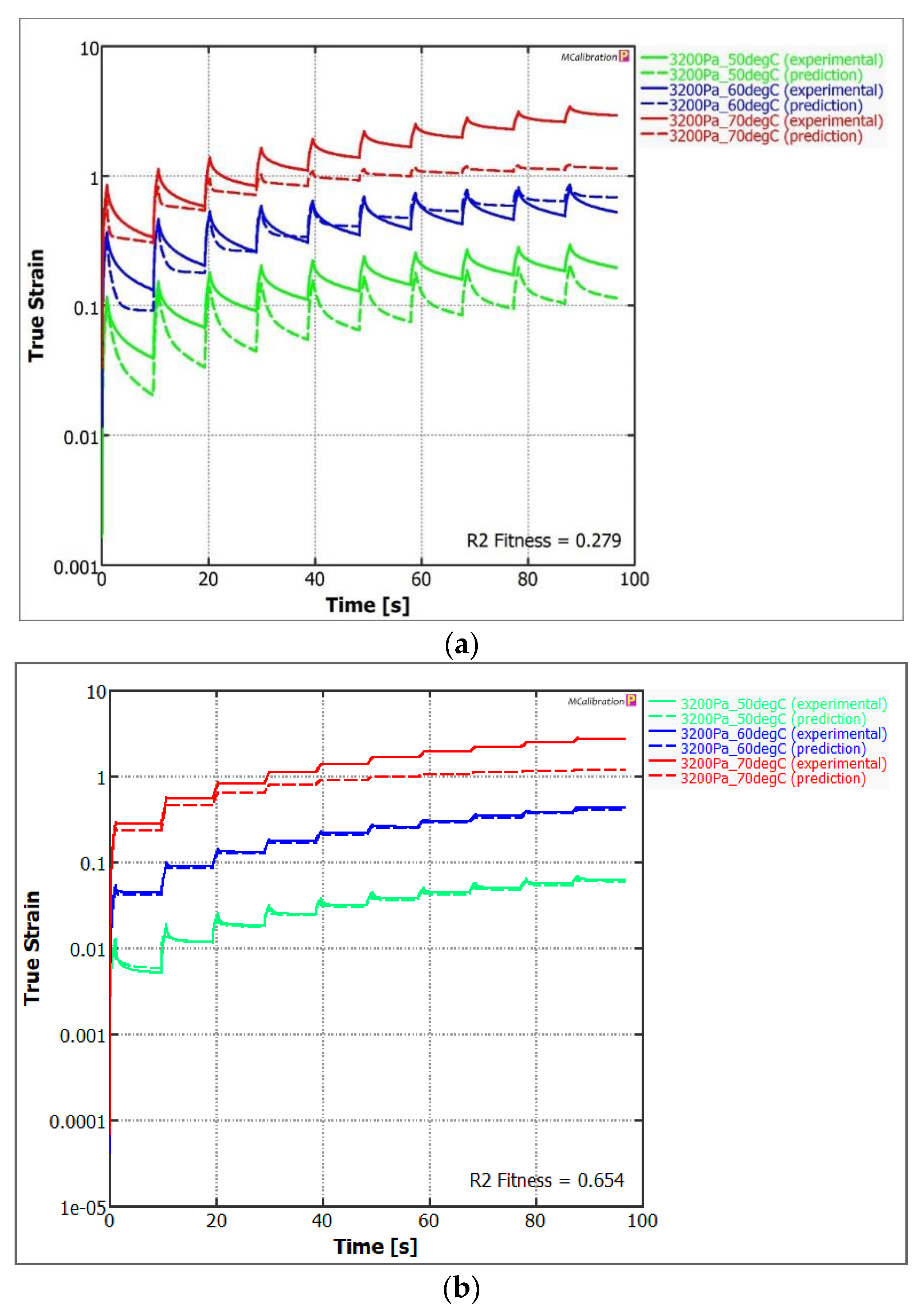
4.4. Viscoelastic Properties of Selected Polymer-Modified Bitumen
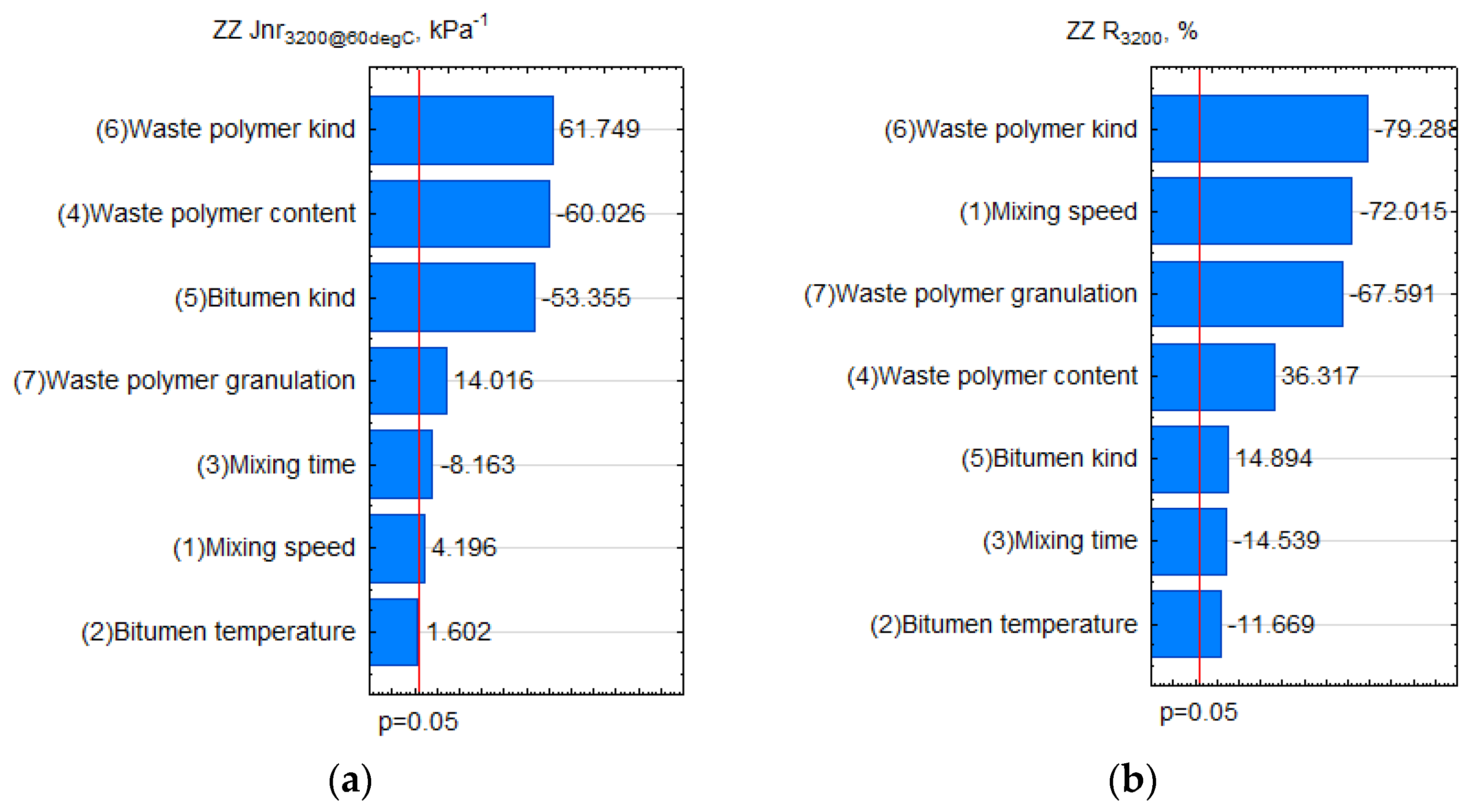
4.5. Optimisation Process
5. Conclusions
- The dispersion structure of waste plastomer particles in the bitumen matrix relies primarily on the mixing speed, plastomer particle size, and mixing temperature. Slow mixing resulted in the formation of more particles with a rounded shape than in the case of high-speed mixing. Almost all bitumen and plastomer mixtures obtained a fine-grained structure with a particle size < 10 μm. Therefore, it is expected that the required stability of bitumen storage will be maintained.
- Soft bitumen (70/100) can be effectively modified with smaller plastomer quantities than hard bitumen (50/70). The same rule applies as in bitumen modification using elastomer.
- Bitumen modified with fine-grained PP at a low mixing rate allows us to obtain low creep compliance (Jnr3200) and high elastic recovery (R3200), similar to the elastomer-modified bitumen.
- The use of bitumen modified with fine-grained PP allows us to obtain a similar instantaneous compliance module (Go) to the reference elastomer-modified bitumen.
- The use of PP enabled achieving a satisfactory result of bitumen modification compared to the application of PET over the given experimental range. As a result, the optimization of the bitumen 70/100 modification with PP made it possible to obtain a mixture with rheological properties very similar to those of bitumen PmB 45/80-55. The validation test confirmed this result.
- The best result was obtained by applying 5% fine-grained PP plastomer to bitumen 70/100 at 160 °C at a mixing speed of about 6300 rpm for 105 min. The obtained characteristics indicate an increase of cohesion relative to bitumen 70/100 while maintaining the properties at low (Fraass breaking point) and high service temperatures (TR&B) compared to elastomer-modified bitumen. In addition, this set of mixing process parameters provides the optimal viscosity required for proper aggregate coating (η < 2 Pas).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef] [PubMed]
- Karalar, M.; Bilir, T.; Çavuşlu, M.; Özkiliç, Y.O.; Sabri Sabri, M.M. Use of Recycled Coal Bottom Ash in Reinforced Concrete Beams as Replacement for Aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Çelik, A.İ.; Deifalla, A.F.; Ahmad, M.; Sabri Sabri, M.M. Performance Evaluation of Fiber-Reinforced Concrete Produced with Steel Fibers Extracted from Waste Tire. Front. Mater. 2022, 9, 1057128. [Google Scholar] [CrossRef]
- Mazurek, G.; Iwański, M. Multidimensional Analysis of the Effects of Waste Materials on Physical and Mechanical Properties of Recycled Mixtures with Foamed Bitumen. Appl. Sci. 2018, 8, 282. [Google Scholar] [CrossRef] [Green Version]
- Dughaishi, H.A.; Lawati, J.A.; Bilema, M.; Babalghaith, A.M.; Mashaan, N.S.; Yusoff, N.I.M.; Milad, A. Encouraging Sustainable Use of RAP Materials for Pavement Construction in Oman: A Review. Recycling 2022, 7, 35. [Google Scholar] [CrossRef]
- Gao, L.; Ni, F.; Charmot, S.; Luo, H. Influence on Compaction of Cold Recycled Mixes with Emulsions Using the Superpave Gyratory Compaction. J. Mater. Civ. Eng. 2014, 26, 04014081. [Google Scholar] [CrossRef]
- Xiao, F.; Yao, S.; Wang, J.; Li, X.; Amirkhanian, S. A Literature Review on Cold Recycling Technology of Asphalt Pavement. Constr. Build. Mater. 2018, 180, 579–604. [Google Scholar] [CrossRef]
- Cross, S.A. Experimental Cold In-Place Recycling with Hydrated Lime. Transp. Res. Rec. 1999, 1684, 186–193. [Google Scholar] [CrossRef]
- Kishchynskyi, S.; Nagaychuk, V.; Bezuglyi, A. Improving Quality and Durability of Bitumen and Asphalt Concrete by Modification Using Recycled Polyethylene Based Polymer Composition. Procedia Eng. 2016, 143, 119–127. [Google Scholar] [CrossRef]
- García-Morales, M.; Partal, P.; Navarro, F.J.; Martínez-Boza, F.J.; Gallegos, C. Processing, Rheology, and Storage Stability of Recycled EVA/LDPE Modified Bitumen. Polym. Eng. Sci. 2007, 47, 181–191. [Google Scholar] [CrossRef]
- Technical Activities Division; Transportation Research Board; National Academies of Sciences, Engineering, and Medicine. A Review of the Fundamentals of Asphalt Oxidation: Chemical, Physicochemical, Physical Property, and Durability Relationships; Transportation Research Board: Washington, DC, USA, 2009; ISBN 978-0-309-43565-9. [Google Scholar]
- Christensen, D.W.; Bonaquist, R. Use of Strength Tests for Evalu-Ating the Rut Resistance of Asphalt Concrete. J. Assoc. Asph. Paving Technol. 2002, 71, 697–711. [Google Scholar]
- Nizamuddin, S.; Boom, Y.J.; Giustozzi, F. Sustainable Polymers from Recycled Waste Plastics and Their Virgin Counterparts as Bitumen Modifiers: A Comprehensive Review. Polymers 2021, 13, 3242. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Birgisson, B.; Kringos, N. Polymer Modification of Bitumen: Advances and Challenges. Eur. Polym. J. 2014, 54, 18–38. [Google Scholar] [CrossRef] [Green Version]
- Read, J.; Whiteoak, D.; Hunter, R.N. The Shell Bitumen Handbook, 5th ed.; Thomas Telford: London, UK, 2003; ISBN 978-0-7277-3220-0. [Google Scholar]
- Dong, F.; Zhao, W.; Zhang, Y.; Wei, J.; Fan, W.; Yu, Y.; Wang, Z. Influence of SBS and Asphalt on SBS Dispersion and the Performance of Modified Asphalt. Constr. Build. Mater. 2014, 62, 1–7. [Google Scholar] [CrossRef]
- Airey, G. Rheological Properties of Styrene Butadiene Styrene Polymer Modified Road Bitumens. Fuel 2003, 82, 1709–1719. [Google Scholar] [CrossRef]
- Li, B.; Li, X.; Kundwa, M.J.; Li, Z.; Wei, D. Evaluation of the Adhesion Characteristics of Material Composition for Polyphosphoric Acid and SBS Modified Bitumen Based on Surface Free Energy Theory. Constr. Build. Mater. 2021, 266, 121022. [Google Scholar] [CrossRef]
- Padhan, R.K.; Sreeram, A. Enhancement of Storage Stability and Rheological Properties of Polyethylene (PE) Modified Asphalt Using Cross Linking and Reactive Polymer Based Additives. Constr. Build. Mater. 2018, 188, 772–780. [Google Scholar] [CrossRef]
- Airey, G.D. Rheological Evaluation of Ethylene Vinyl Acetate Polymer Modified Bitumens. Constr. Build. Mater. 2002, 16, 473–487. [Google Scholar] [CrossRef]
- Trojanová, M.; Decký, M.; Remišová, E. The Implication of Climatic Changes to Asphalt Pavement Design. Procedia Eng. 2015, 111, 770–776. [Google Scholar] [CrossRef] [Green Version]
- McNally, T. Introduction to Polymer Modified Bitumen (PmB). In Polymer Modified Bitumen; Elsevier: Amsterdam, The Netherlands, 2011; pp. 1–21. ISBN 978-0-85709-048-5. [Google Scholar]
- Singh, B.; Kumar, L.; Gupta, M.; Chauhan, G.S. Polymer-Modified Bitumen of Recycled LDPE and Maleated Bitumen. J. Appl. Polym. Sci. 2013, 127, 67–78. [Google Scholar] [CrossRef]
- Khakimullin, Y.N. Properties of Bitumens Modified by Thermoplastic Elastomers. Mech. Compos. Mater. 2000, 36, 417–422. [Google Scholar] [CrossRef]
- Airey, G.D. Styrene Butadiene Styrene Polymer Modification of Road Bitumens. J. Mater. Sci. 2004, 39, 951–959. [Google Scholar] [CrossRef]
- Giavarini, C.; De Filippis, P.; Santarelli, M.L.; Scarsella, M. Production of Stable Polypropylene-Modified Bitumens. Fuel 1996, 75, 681–686. [Google Scholar] [CrossRef]
- Pyshyev, S.; Gunka, V.; Grytsenko, Y.; Bratychak, M. Polymer Modified Bitumen: Review. ChChT 2016, 10, 631–636. [Google Scholar] [CrossRef]
- Liu, P.; Lu, K.; Li, J.; Wu, X.; Qian, L.; Wang, M.; Gao, S. Effect of Aging on Adsorption Behavior of Polystyrene Microplastics for Pharmaceuticals: Adsorption Mechanism and Role of Aging Intermediates. J. Hazard. Mater. 2020, 384, 121193. [Google Scholar] [CrossRef] [PubMed]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Casey, D.; McNally, C.; Gibney, A.; Gilchrist, M.D. Development of a Recycled Polymer Modified Binder for Use in Stone Mastic Asphalt. Resour. Conserv. Recycl. 2008, 52, 1167–1174. [Google Scholar] [CrossRef]
- Awad, A. UTILIZATION OF WASTE PLASTICS TO ENHANCE THE PERFORMANCE OF MODIFIED HOT MIX ASPHALT. GEOMATE 2017, 13, 132–139. [Google Scholar] [CrossRef]
- El-Naga, I.A.; Ragab, M. Benefits of Utilization the Recycle Polyethylene Terephthalate Waste Plastic Materials as a Modifier to Asphalt Mixtures. Constr. Build. Mater. 2019, 219, 81–90. [Google Scholar] [CrossRef]
- Choudhary, R.; Kumar, A.; Murkute, K. Properties of Waste Polyethylene Terephthalate (PET) Modified Asphalt Mixes: Dependence on PET Size, PET Content, and Mixing Process. Period. Polytech. Civil Eng. 2018. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, J.; Xiao, F.; Li, Z.; Wang, J.; Xu, Z. Performance Investigation and Sustainability Evaluation of Multiple-Polymer Asphalt Mixtures in Airfield Pavement. J. Clean. Prod. 2018, 189, 67–77. [Google Scholar] [CrossRef]
- Polacco, G.; Filippi, S.; Merusi, F.; Stastna, G. A Review of the Fundamentals of Polymer-Modified Asphalts: Asphalt/Polymer Interactions and Principles of Compatibility. Adv. Colloid Interface Sci. 2015, 224, 72–112. [Google Scholar] [CrossRef] [PubMed]
- Navarro, F.; García-Morales, M. The Use of Waste Polymers to Modify Bitumen. Polym. Modif. Bitum. 2011, 98–135. [Google Scholar] [CrossRef]
- EN 1426; Bitumen and Bituminous Binders—Determination of Needle Penetration. European Commission: Brussels, Belgium, 2015.
- EN 1427; Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method. European Commission: Brussels, Belgium, 2015.
- EN 12593; Bitumen and Bituminous Binders—Determination of the Fraass Breaking Point. European Commission: Brussels, Belgium, 2015.
- EN 13703; Bitumen and Bituminous Binders—Determination of Deformation Energy. European Commission: Brussels, Belgium, 2003.
- ASTM D4402; Standard Test Method for Viscosity Determination of Asphalt at Elevated Temperatures Using a Rotational Viscometer. European Commission: Brussels, Belgium, 2015.
- EN 13632; Bitumen and Bituminous Binders—Visualisation of Polymer Dispersion in Polymer Modified Bitumen. European Commission: Brussels, Belgium, 2010.
- Plackett, R.L.; Burman, J.P. THE DESIGN OF OPTIMUM MULTIFACTORIAL EXPERIMENTS. Biometrika 1946, 33, 305–325. [Google Scholar] [CrossRef]
- Mazurek, G.; Podsiadło, M. Optimisation of Polymer Addition Using the Plackett-Burman Experiment Plan. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1203, 022003. [Google Scholar] [CrossRef]
- Modarres, A.; Hamedi, H. Effect of Waste Plastic Bottles on the Stiffness and Fatigue Properties of Modified Asphalt Mixes. Mater. Des. 2014, 61, 8–15. [Google Scholar] [CrossRef]
- Brasileiro, L.; Moreno-Navarro, F.; Tauste-Martínez, R.; Matos, J.; Rubio-Gámez, M. Reclaimed Polymers as Asphalt Binder Modifiers for More Sustainable Roads: A Review. Sustainability 2019, 11, 646. [Google Scholar] [CrossRef] [Green Version]
- García-Morales, M.; Partal, P.; Navarro, F.J.; Martínez-Boza, F.; Mackley, M.R.; Gallegos, C. The Rheology of Recycled EVA/LDPE Modified Bitumen. Rheol. Acta 2004, 43, 482–490. [Google Scholar] [CrossRef]
- AASHTO T 350; Standard Method of Test for Multiple Stress Creep Recovery (MSCR) Test of Asphalt Binder Using a Dynamic Shear Rheometer (DSR). American Standard: Piscataway, NJ, USA, 2019.
- D’Angelo, J.A. The Relationship of the MSCR Test to Rutting. Road Mater. Pavement Des. 2009, 10, 61–80. [Google Scholar] [CrossRef]
- EN 12591; Bitumen and Bituminous Binders—Specifications for Paving Grade Bitumens. European Commission: Brussels, Belgium, 2009.
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of Image Analysis. Nat Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Ralph, B.; Kurzydłowski, K.J. The Philosophy of Microscopic Quantification. Mater. Charact. 1997, 38, 217–227. [Google Scholar] [CrossRef]
- EN 16659; Bitumen and Bituminous Binders—Multiple Stress Creep and Recovery Test (MSCRT). European Commission: Brussels, Belgium, 2015.
- Morales, R.; Bahia, H.; Swiertz, D. WHRP (0092-14-20) TPF-5 (302) Pooled Fund Project on “Modified Binder (PG+) Specifications and Quality Control Criteria”; University of Wisconsin-Madison: Madison, WI, USA, 2016. [Google Scholar]
- Nielsen, L.E.; Landel, R.F. Mechanical Properties of Polymers and Composites; Mechanical engineering, 2nd ed.; rev.expanded.; M. Dekker: New York, NY, USA, 1994; ISBN 978-0-8247-8964-0. [Google Scholar]
- Marques, S.P.C.; Creus, G.J. Computational Viscoelasticity; SpringerBriefs in applied sciences and technology. Computational mechanics; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2012; ISBN 978-3-642-25310-2. [Google Scholar]
- Veryst Engineering. Calibration Software from Veryst Engineering; Veryst Engineering: Needham, MA, USA, 2020. [Google Scholar]
- Yusoff, N.I.M.; Shaw, M.T.; Airey, G.D. Modelling the Linear Viscoelastic Rheological Properties of Bituminous Binders. Constr. Build. Mater. 2011, 25, 2171–2189. [Google Scholar] [CrossRef] [Green Version]
- Mazurek, G.; Iwański, M. Analysis of Selected Properties of Asphalt Concrete with Synthetic Wax. Bull. Pol. Acad. Sci. Tech. Sci. 2018, 66, 217–228. [Google Scholar] [CrossRef]
- Mazurek, G. Effect of Filler Type on Non-Linear Viscoelastic Characteristics of Asphalt Mastic. Arch. Civ. Eng. Arch. Civ. Eng. 2021, 67, 247–259. [Google Scholar] [CrossRef]
- Gajewski, M.; Szczerba, R.; Jemioło, S. Modelling of Elastomeric Bearings with Application of Yeoh Hyperelastic Material Model. Procedia Eng. 2015, 111, 220–227. [Google Scholar] [CrossRef] [Green Version]
- Bergstrom, J. Constitutive Modeling of the Large Strain Time-Dependent Behavior of Elastomers. J. Mech. Phys. Solids 1998, 46, 931–954. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2013; ISBN 978-1-118-14692-7. [Google Scholar]
- Bonaquist, R.F. Refining the Simple Performance Tester for Use in Routine Practice; NCHRP Report 614; Transportation Research Board: Washington, DC, USA, 2008; ISBN 978-0-309-09938-7. [Google Scholar]
- Iwański, M.; Mazurek, G.; Buczyński, P. Bitumen Foaming Optimisation Process on the Basis of Rheological Properties. Materials 2018, 11, 1854. [Google Scholar] [CrossRef]
- Iwański, M.; Mazurek, G.; Buczyński, P.; Iwański, M.M. Effects of Hydraulic Binder Composition on the Rheological Characteristics of Recycled Mixtures with Foamed Bitumen for Full Depth Reclamation. Constr. Build. Mater. 2022, 330, 127274. [Google Scholar] [CrossRef]
- Lazić, Ž.R. Design of Experiments in Chemical Engineering: A Practical Guide; Wiley-VCH: Weinheim, Germany, 2004; ISBN 3-527-31142-4. [Google Scholar]
- Hamad, K.; Kaseem, M.; Deri, F. Recycling of Waste from Polymer Materials: An Overview of the Recent Works. Polym. Degrad. Stab. 2013, 98, 2801–2812. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature | Neat Bitumen | Referenced Bitumen | Standard | |
|---|---|---|---|---|
| 20/30 | 70/100 | PmB 45/80-55 | ||
| Penetration at 25 °C, 0.1 mm | 27.4 ± 2.1 | 91.5 ± 3.1 | 66.6 ± 2.8 | PN-EN 1426 [39] |
| Softening point TR&B, °C | 61.3 ± 1.2 | 44.7 ± 0.7 | 63.7 ± 2.5 | PN-EN 1427 [40] |
| Fraass breaking point, °C | −10.4 ± 2.2 | −15.4 ± 2.0 | −17.7 ± 1.8 | PN-EN 12593 [41] |
| Elongation at 5 °C, cm (declared) | 143 | 316 | >400 | PN EN 14023 [42] |
| Cohesive energy, J/cm2 | - | 0.066 * | 7.4 | PN EN 14023 |
| Viscosity at 60 °C, Pas | 3624 | 112 | ASTM D 4402 [43] | |
| Viscosity at 90 °C, Pas | 96.4 | 7.6 | ||
| Viscosity at 135 °C, Pas | 1.43 ± 0.01 | 0.32 ± 0.01 | 3.32 ± 0.01 | |
| Feature | PP | PET |
|---|---|---|
| Melting point, °C | 165 | 256 |
| Glass transition point, °C | −10 | 75 |
| Density Mg/m3 | 0.91 | 1.32 |
| Melt flow index (g/10 min) | 0.22 | 35.1 |
| No. | Variables | Type | Unit | Code | Low Level/ Level One | High Level/ Level Two |
|---|---|---|---|---|---|---|
| 1. | Mixing speed | quantity | rpm/min−1 | A | 120 | 9500 |
| 2. | Mixing temperature | quantity | °C | B | 160 | 180 |
| 3. | Mixing time | quantity | min. | C | 30 | 180 |
| 4. | Waste polymer content | quantity | % | D | 2 | 5 |
| 5. | Bitumen type | quality | E | 20/30 | 70/100 | |
| 6. | Waste polymer type | quality | - | F | PP | PET |
| 7. | Waste polymer granulation | quality | - | G | <5.6 mm | >5.6 mm |
| Case | Independent Variable | Dependent Variable | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | TR&B | Penetration | Breaking Point | Cohesion | Elongation | Dynamic Viscosity | |
| rpm/min−1 | °C | min | % | - | - | - | °C | 0.1 mm | °C | J/cm2 | mm | Pas | |
| 1 s | 120 | 160 | 30 | 5 | 70/100 | PP | <5.6 | 53.7 ± 3.7 | 72.6 ± 0.8 | −9.9 ± 2.2 | 0.134 | 283 ± 161 | 0.53 ± 0.01 |
| 2 s | 9500 | 160 | 30 | 2 | 20/30 | PP | >5.6 | 78.8 ± 7.5 | 28.2 ± 0.8 | −10.7 ± 0.4 | 0.000 | 84 ± 14 | 2.2 ± 0.02 |
| 3 s | 120 | 180 | 30 | 2 | 70/100 | PET | >5.6 | 54.4 ± 4.5 | 86.7 ± 1.8 | −12.7 ± 2.3 | 0.098 | 290 ± 146 | 0.45 ± 0.01 |
| 4 s | 9500 | 180 | 30 | 5 | 20/30 | PET | <5.6 | 59.1 ± 5 | 21.3 ± 1.7 | −9.7 ± 1.3 | 0.000 | 97 ± 16 | 3.73 ± 0.1 |
| 5 s | 120 | 160 | 180 | 5 | 20/30 | PET | >5.6 | 56 ± 4.5 | 19 ± 3.5 | −10.3 ± 1 | 0.000 | 67 ± 16 | 3.32 ± 0.01 |
| 6 s | 9500 | 160 | 180 | 2 | 70/100 | PET | <5.6 | 55.2 ± 4.3 | 76.6 ± 2.5 | −11.9 ± 1.7 | 0.117 | 481 ± 270 | 0.53 ± 0.01 |
| 7 s | 120 | 180 | 180 | 2 | 20/30 | PP | <5.6 | 78.6 ± 7.6 | 28 ± 1 | −8.4 ± 1 | 0.000 | 146 ± 52 | 2.3 ± 0.16 |
| 8 s | 9500 | 180 | 180 | 5 | 70/100 | PP | >5.6 | 117.8 ± 20 | 21.4 ± 2.5 | −10.7 ± 0.9 | 0.000 | 70 ± 2 | 2.89 ± 0.07 |
| Parameters | 1 | 2 | 3 * | 4 | 5 | 6 * | 7 | 8 | PmB 45/80-55 |
|---|---|---|---|---|---|---|---|---|---|
| Go, kPa | 585.6 | 446.8 | 255.6 | 300.3 | 264 | 1.4 | 665.3 | 331.7 | 811.1 |
| g1 | 0.61 | 0.32 | 0.7 | 0.45 | 0.68 | 0.43 | 0.79 | 0.2 | 0.59 |
| t1, s | 0.003 | 0.03 | 0.008 | 0.26 | 0.04 | 0.61 | 0.31 | 0.07 | 0.002 |
| g2 | 0.39 | 0.21 | 0.39 | 0.49 | 0.4 | 0.11 | 0.39 | 0.19 | 0.38 |
| t2, s | 7 × 10−3 | 0.003 | 0.007 | 0.075 | 0.008 | 1.04 | 0.07 | 0.07 | 1 × 10−4 |
| g3 | 0.01 | 0.188 | 0.005 | 0.003 | 0.01 | 0.06 | 0.04 | 0.09 | 0.007 |
| t3, s | 0.21 | 0.07 | 0.72 | 5.93 | 0.88 | 0.32 | 0.19 | 0.08 | 0.27 |
| g4 | 0.08 | 0.17 | 0.014 | 0.12 | 0.013 | 0.09 | 0.017 | 0.01 | 0.09 |
| t4, s | 0.001 | 0.035 | 0.0008 | 0.02 | 0.03 | 0.78 | 0.004 | 0.06 | 0.003 |
| g5 | 0.04 | 0.001 | 1 × 10−6 | 0.001 | 0.003 | 9 × 10−4 | 0.06 | 0.07 | 0.004 |
| t5, s | 28.8 | 8.54 | 6.4 | 2.28 | 8.33 | 1.43 | 4.56 | 0.38 | 4.34 |
| R2 RMSEE,% | 0.83 28.9 | 0.66 20.3 | 0.44 32.6 | 0.64 23.6 | 0.84 12.4 | - 74.8 | 0.68 14.7 | 0.65 17.9 | 0.28 31.3 |
| WLF | |||||||||
| C1 | 1.14 | 3.7 | 1.94 | 3.7 | 2.71 | 1.96 | 4.56 | 13.4 | 2.8 |
| C2 | 29.5 | 50.3 | 49.3 | 52.2 | 38.1 | 37.5 | 57.7 | 166.7 | 34.4 |
| Variable | Penetration 0.1 mm | TR&B a °C | Fraass °C | Jnr3200 kPa−1 | R3200 % | η135 Pas |
|---|---|---|---|---|---|---|
| Intercept | 44.3042 | 67.8234 | −10.7833 | −80.4939 | 7225.412 | 1.9926 |
| (1) mixing speed | −8.3708 | 13.1487 | −0.0083 | 0.0000 | −0.004 | 0.2657 |
| (2) mixing temperature | −5.1292 | 12.7188 | 0.1333 | 0.0009 | −0.280 | 0.3476 |
| (3) mixing time | −7.8792 | 13.1694 | −0.7417 | −0.0006 | −0.047 | 0.3430 |
| (4) waste polymer content | −7.0542 | 12.8279 | 0.6583 | −0.2145 | 5809 | −0.0140 |
| (5) bitumen type | −19.6958 | −4.1272 | 1.7167 | −0.5719 | 7.146 | 0.8959 |
| (6) waste polymer type | 10.6958 | −13.4365 | −0.5917 | 0.6618 | −38.044 | −0.6251 |
| (7) waste polymer granulation | −5.8708 | 12.7481 | −1.1333 | 0.1502 | −32.431 | 0.2211 |
| R2 [66] | 0.98 | 0.98 | 0.66 | 0.99 | 0.98 | 0.99 |
| RMSEE [61] | 2.9 | 4.4 | 2.1 | 0.02 | 1.0 | 0.053 |
| Level | Penetration 0.1 mm | TR&B °C | TFraass °C | Jnr3200 kPa−1 | R3200 % | η135 Pas |
|---|---|---|---|---|---|---|
| Low (value 0) | 45 ÷ 80 | <55 | >−5 | 0.5 | <30 | >3 |
| High (value 1) | >80 | <−15 | 0.05 | >80 | <1 |
| Feature | Optimisation Results: Mixing Speed = 6315 rpm Mixing Temperature = 160 °C Mixing Time = 105 min. Waste Polymer Content = 5% Bitumen Type = 70/100 Waste Polymer Type = PP Waste Polymer Granulation ≤ 5.6 mm | PMB45/80-55 | |
|---|---|---|---|
| Optimal Results from Model (Theoretical) | Experimental Results from Optimal Setting (Validation) | Experiment (PMB45/80-55 Referenced) | |
| Penetration, 0.1 mm | 77 | 79 | 67 |
| TR&B, °C | 55 | 56 | 64 |
| TFraass, °C | −10.3 | −14.1 | −17.6 |
| Jnr3200, kPa−1 | 0.02 | 0.06 | 0.21 |
| R3200, % | 70.7 | 56 | 83 |
| η135, Pas | 1.2 | 1.0 | 2.4 |
| AASHTO T350 | not pass | not pass | pass |
| Energy, J/cm | - | 0.82 | 7.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazurek, G.; Šrámek, J.; Buczyński, P. Composition Optimisation of Selected Waste Polymer-Modified Bitumen. Materials 2022, 15, 8714. https://doi.org/10.3390/ma15248714
Mazurek G, Šrámek J, Buczyński P. Composition Optimisation of Selected Waste Polymer-Modified Bitumen. Materials. 2022; 15(24):8714. https://doi.org/10.3390/ma15248714
Chicago/Turabian StyleMazurek, Grzegorz, Juraj Šrámek, and Przemysław Buczyński. 2022. "Composition Optimisation of Selected Waste Polymer-Modified Bitumen" Materials 15, no. 24: 8714. https://doi.org/10.3390/ma15248714