
The Influence of Annealing on the Microstructural and Textural Evolution of Cold-Rolled Er Metal

Abstract
:1. Introduction
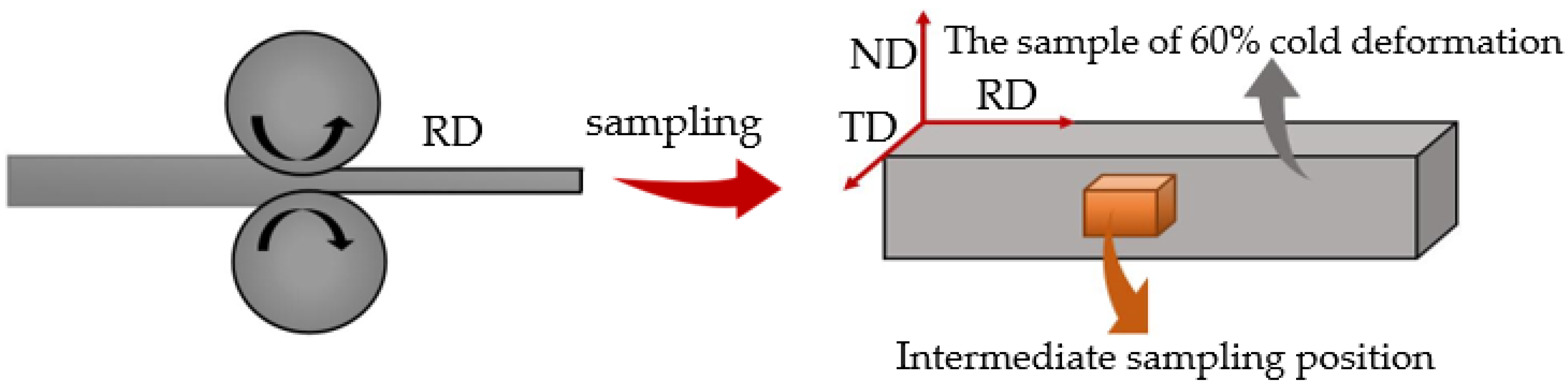
2. Materials and Methods
3. Results
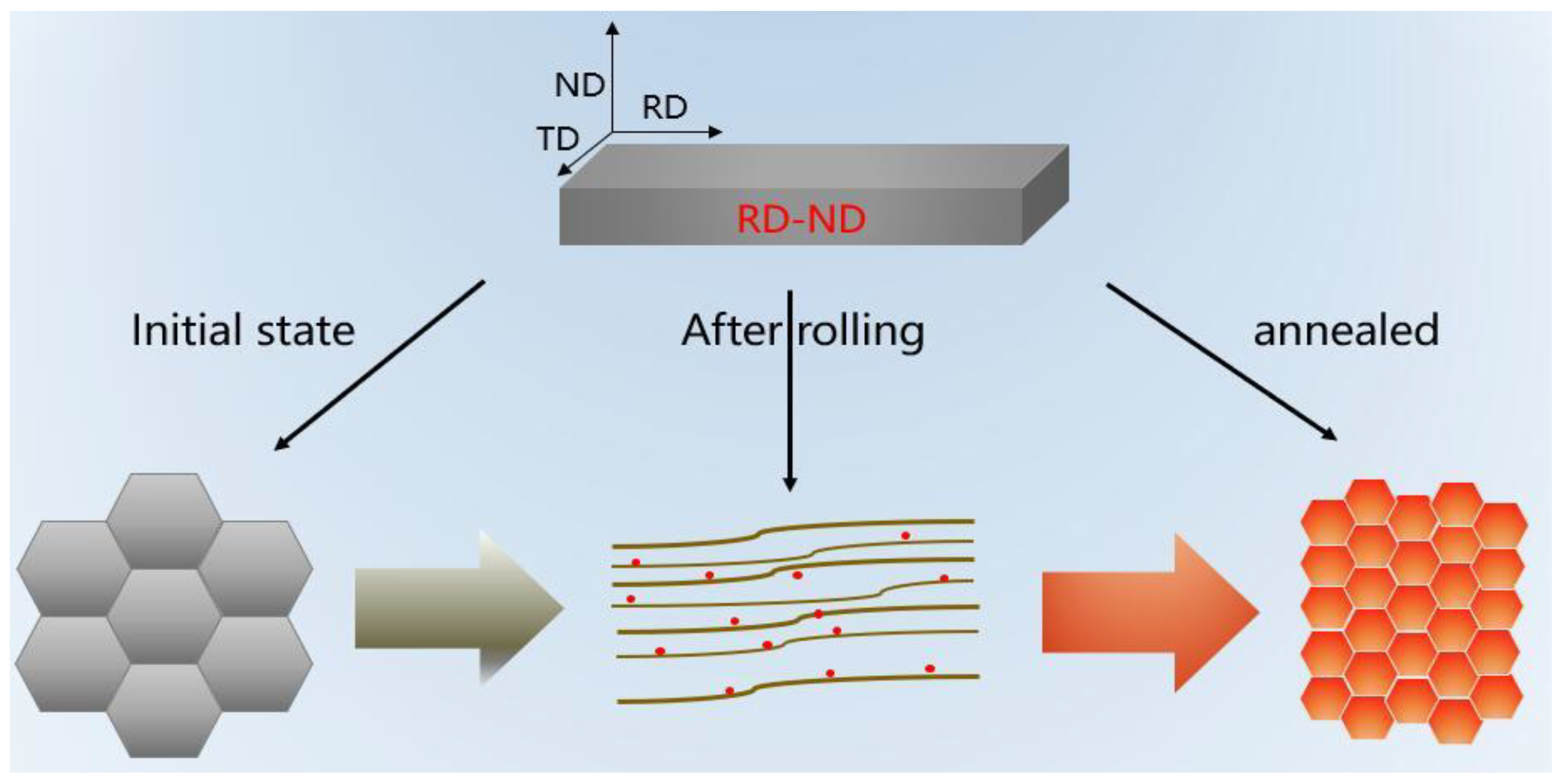
3.1. Sixty PercentCold-Rolling Deformation State of the Er Metal
3.2. Sixy Percent Cold-Rolling Deformation State of the Er Metal
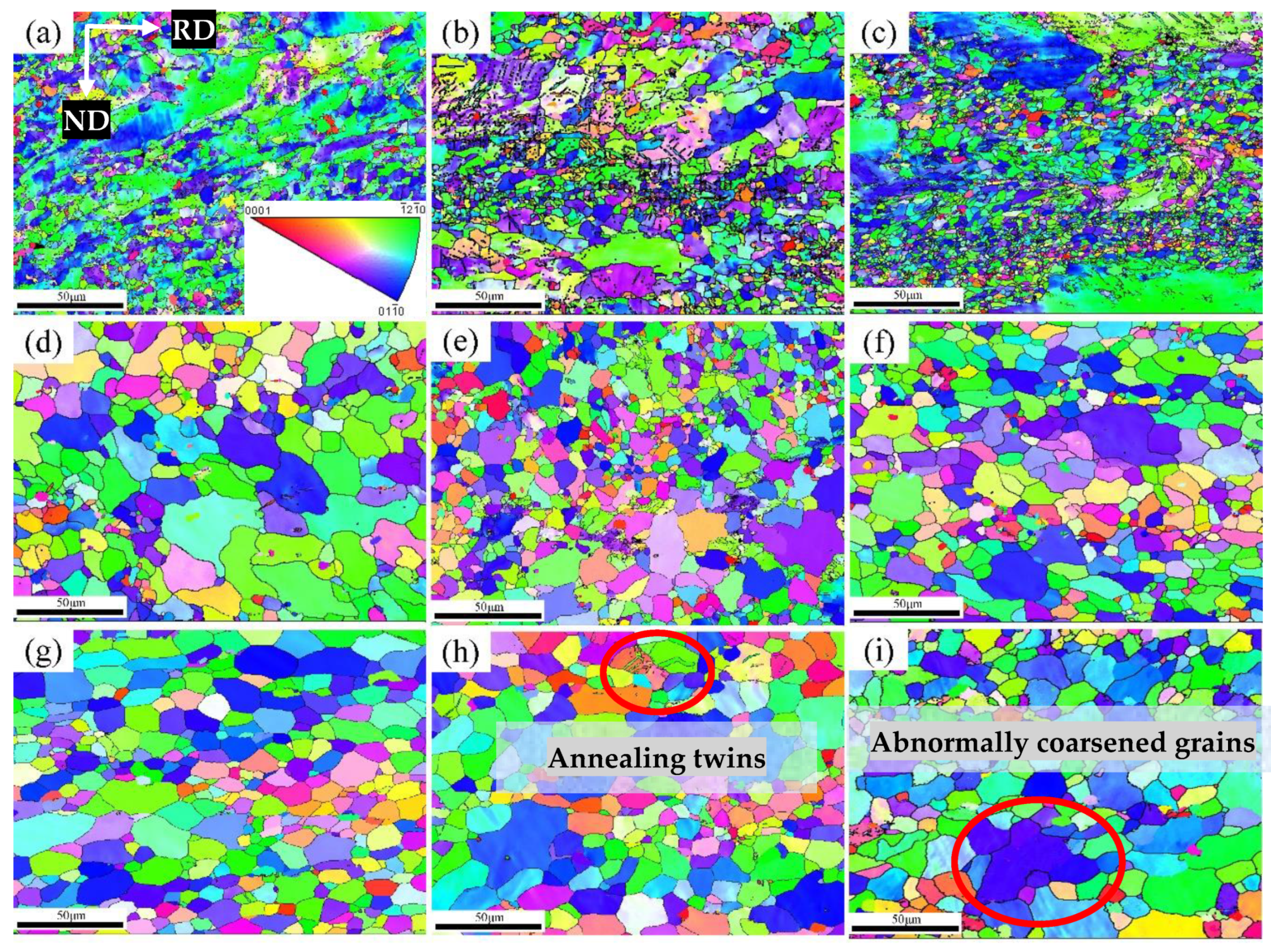
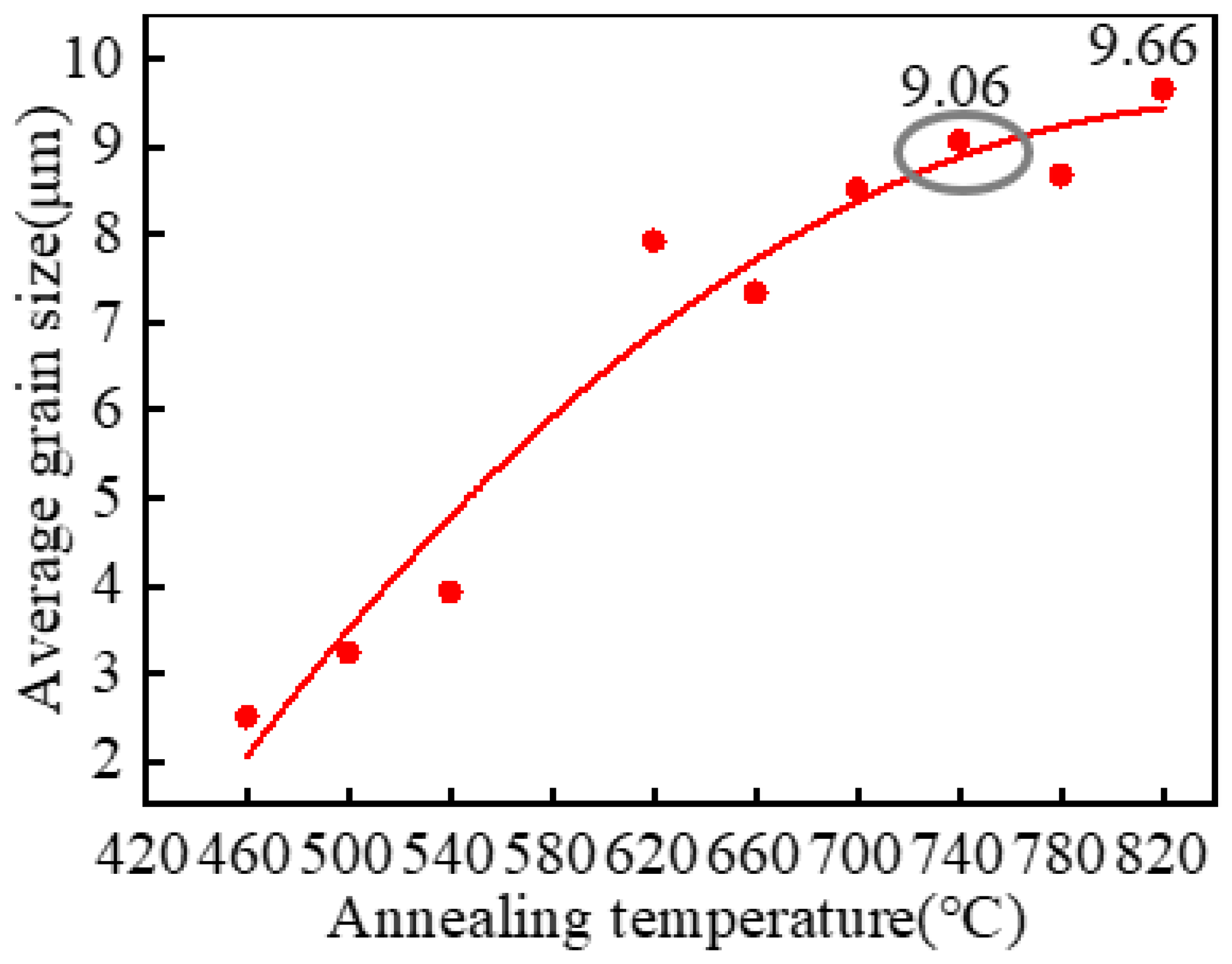
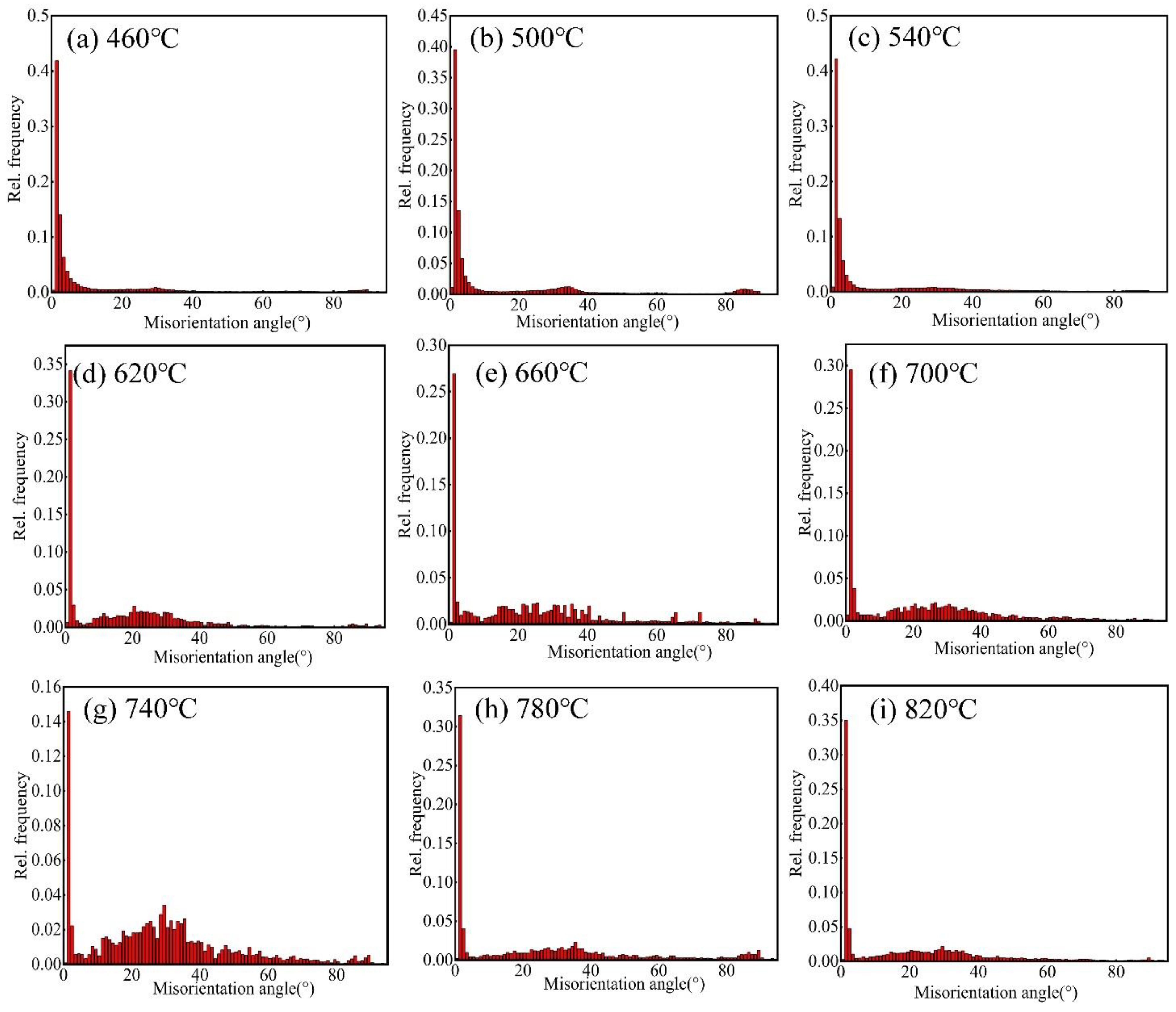
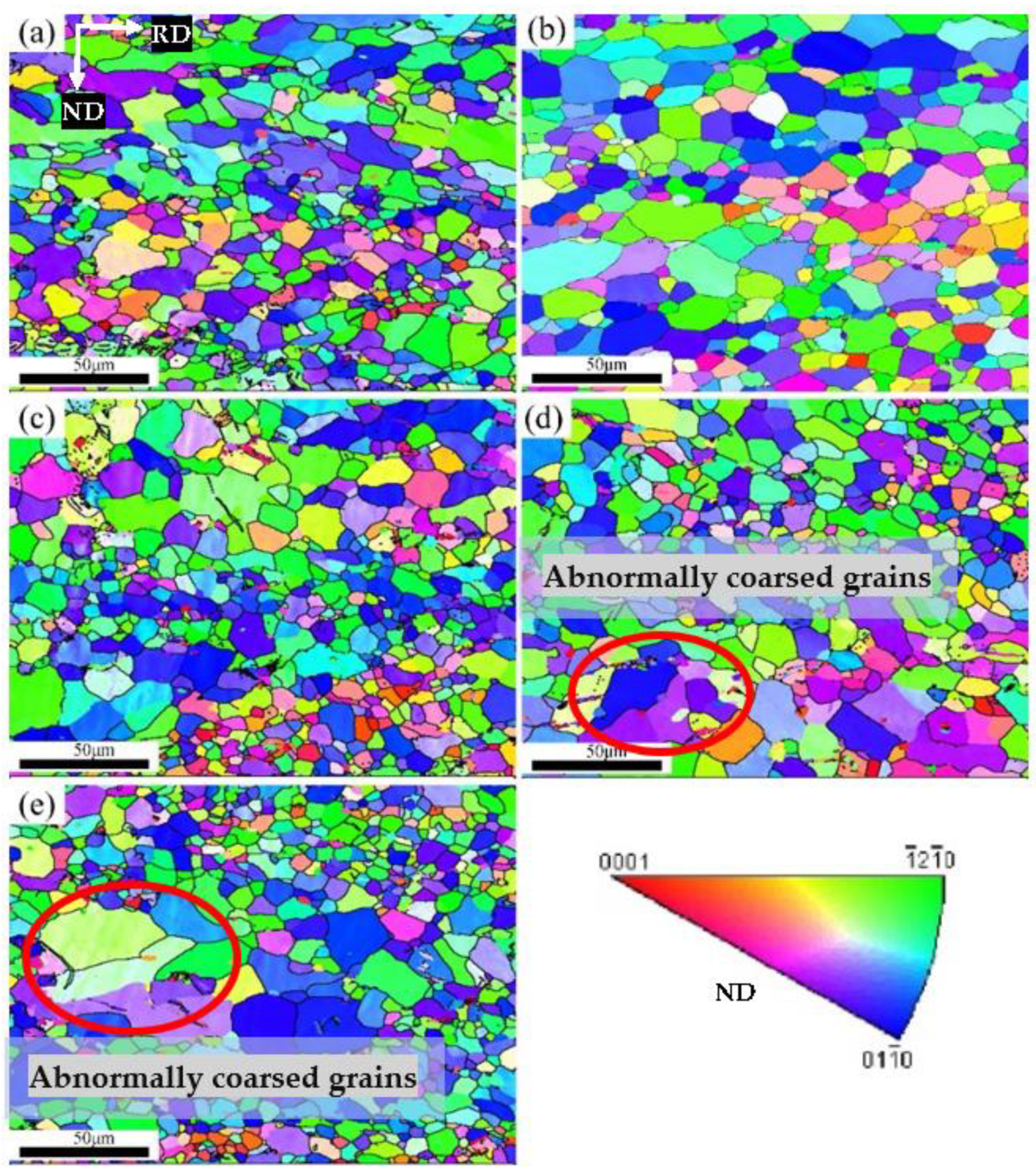
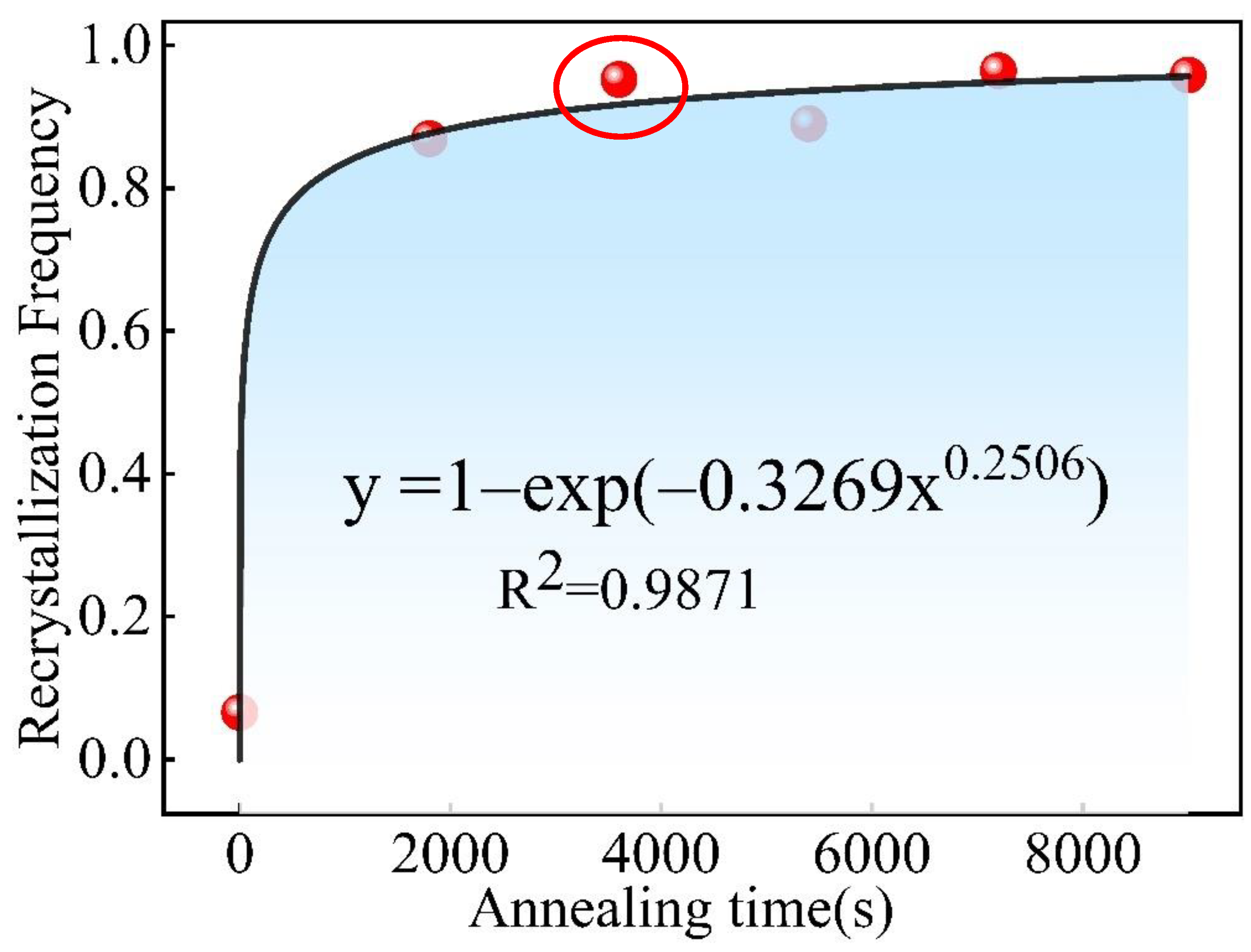
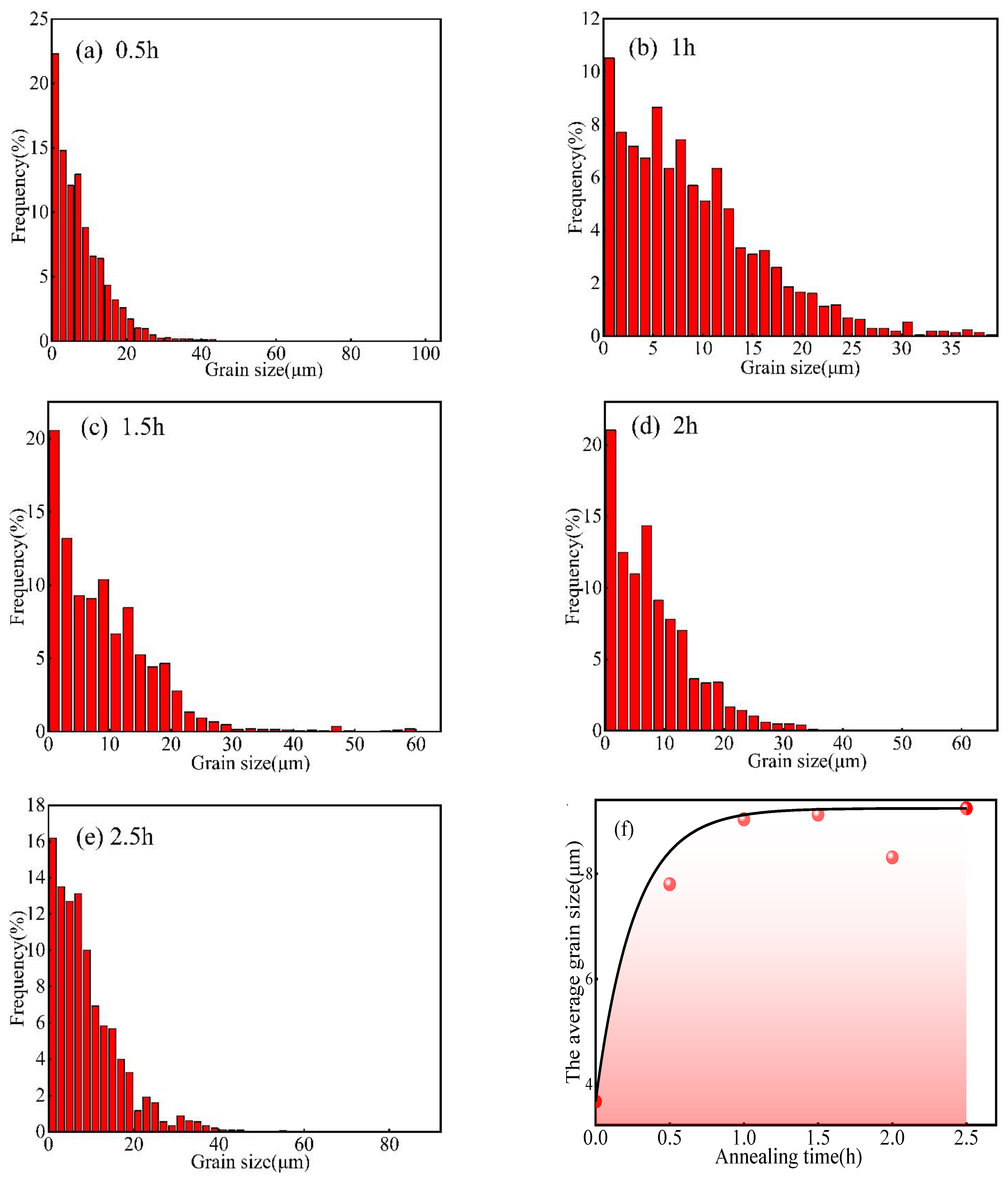
3.3. Effect of Annealing Duration on the Microstructure of Er Metal
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chin, W.C.; Cheong, K.Y.; Hassan, Z. Sm2O3 gate dielectric on Si substrate. Mater. Sci. Semicond. Proc. 2010, 13, 303–314. [Google Scholar] [CrossRef]
- Li, S.; Lin, Y.; Tang, S.; Feng, L.; Li, X. A review of rare-earth oxide films as high k dielectrics in MOS devices—Commemorating the 100th anniversary of the birth of Academician Guangxian Xu. J. Rare Earths 2021, 39, 121–128. [Google Scholar] [CrossRef]
- Sanna, S.; Plaickner, J.; Holtgrewe, K.; Wettig, V.M.; Speiser, E.; Chandola, S.; Esser, N. Spectroscopic Analysis of Rare-Earth Silicide Structures on the Si(111) Surface. Materials 2021, 14, 4104. [Google Scholar] [CrossRef] [PubMed]
- Banerjee, A.; Abhilash, S.; Umapathy, G.; Kabiraj, D.; Ojha, S.; Mandal, S. Material engineering to fabricate rare earth erbium thin films for exploring nuclear energy sources. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2018, 887, 34–39. [Google Scholar] [CrossRef]
- Shen, H.; Peng, S.; Long, X.; Xiang, X.; Zhou, X.; Yang, L.; Zu, X. Microstructure changes of erbium and erbium deuteride films induced by helium implantation. Mater. Lett. 2012, 80, 17–19. [Google Scholar] [CrossRef]
- Shen, H.; Peng, S.; Long, X.; Zhou, X.; Yang, L.; Sun, K.; Zu, X. Effect of thermal annealing on the microstructure and morphology of erbium films. Thin Solid Film. 2012, 520, 6196–6200. [Google Scholar] [CrossRef]
- Shen, H.; Peng, S.; Long, X.; Zhou, X.; Yang, L.; Zu, X. The effect of substrate temperature on the oxidation behavior of erbium thick films. Vacuum 2012, 86, 1097–1101. [Google Scholar] [CrossRef]
- Li, W.; Zhou, J.; Cai, S.; Yu, Z.; Zhang, J.; Fang, N.; Li, T.; Wu, Y.; Chen, T.; Xie, X.; et al. Uniform and ultrathin high-κ gate dielectrics for two-dimensional electronic devices. Nat. Electron. 2019, 2, 563–571. [Google Scholar] [CrossRef]
- Losurdo, M.; Giangregorio, M.M.; Bruno, G.; Yang, D.; Irene, E.A.; Suvorova, A.A.; Saunders, M. Er2O3 as a high-K dielectric candidate. Appl. Phys. Lett. 2007, 91, 091914. [Google Scholar] [CrossRef]
- Miritello, M.; Savio, R.L.; Piro, A.M.; Franzò, G.; Priolo, F.; Iacona, F.; Bongiorno, C. Optical and structural properties of Er2O3 films grown by magnetron sputtering. J. Appl. Phys. 2006, 100, 013502. [Google Scholar] [CrossRef]
- Pan, T.M.; Chen, C.L.; Wen, W.Y.; Hbu, S.J. Structural and Electrical Characteristics of Thin Erbium Oxide Gate Dielectrics. Appl. Phys. Lett. 2006, 89, F29. [Google Scholar] [CrossRef]
- Kondo, M.; Kurihara, K. Orientation Control of Perovskite Epitaxial Thin Film on Silicon Substrate with Yttria-Stabilized Zirconia Buffer Layers. In Proceedings of the 25th Electronics Division Meeting of the Ceramic-Society-of-Japan, Noda, Japan, 3–7 September 2006; pp. 69–72. [Google Scholar]
- Leskelä, M.; Kukli, K.; Ritala, M. Rare-earth oxide thin films for gate dielectrics in microelectronics. J. Alloys Compd. 2006, 418, 27–34. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Tayyebi, M.; Hashemi, R.; Faraji, G. Evaluation of Microstructure and Mechanical Properties of Multilayer Al5052–Cu Composite Produced by Accmulative Roll Bonding. Sov. Powder Metall. Met. Ceram. 2018, 57, 144–153. [Google Scholar] [CrossRef]
- Ren, D.; Ma, Y.; Zheng, R. Fe/Mg/Fe Multilayer Composite Sheet Fabricated by Roll Cladding. Materials 2022, 15, 4732. [Google Scholar] [CrossRef]
- Karganroudi, S.S.; Nasab, B.H.; Rahmatabadi, D.; Ahmadi, M.; Gholami, M.D.; Kasaeian-Naeini, M.; Hashemi, R.; Aminzadeh, A.; Ibrahim, H. Anisotropic Behavior of Al1050 through Accumulative Roll Bonding. Materials 2021, 14, 6910. [Google Scholar] [CrossRef]
- Leskelä, M.; Ritala, M. Rare-earth oxide thin films as gate oxides in MOSFET transistors. J. Solid State Chem. 2003, 171, 170–174. [Google Scholar] [CrossRef]
- Qin, H.; Jonas, J.J. Variant selection during secondary and tertiary twinning in pure titanium. Acta Mater. 2014, 75, 198–211. [Google Scholar] [CrossRef]
- Qin, H.; Jonas, J.J.; Yu, H.; Brodusch, N.; Gauvin, R.; Zhang, X. Initiation and accommodation of primary twins in high-purity titanium. Acta Mater. 2014, 71, 293–305. [Google Scholar] [CrossRef]
- Wang, B.; Li, J.; Sun, J.; Wang, X.; Liu, Z. Shear localization and its related microstructural evolution in the ultrafine grained titanium processed by multi-axial compression. Mater. Sci. Eng. A 2014, 612, 227–235. [Google Scholar] [CrossRef]
- Jannotti, P.; Lorenzo, N.; Walter, T.; Schuster, B.; Lloyd, J. Role of anisotropy in the ballistic response of rolled magnesium. Mech. Mater. 2021, 160, 103953. [Google Scholar] [CrossRef]
- Pal-Val, P.; Vatazhuk, O.; Ostapovets, A.; Král, L.; Pinc, J. Thermoactivated Dislocation Motion in Rolled and Extruded Magnesium: Data of the Low-Temperature Acoustic Experiment. Metals 2021, 11, 1647. [Google Scholar] [CrossRef]
- Stanford, N.; Sotoudeh, K.; Bate, P. Deformation mechanisms and plastic anisotropy in magnesium alloy AZ31. Acta Mater. 2011, 59, 4866–4874. [Google Scholar] [CrossRef]
- Kang, F.; Wang, J.T.; Peng, Y. Deformation and fracture during equal channel angular pressing of AZ31 magnesium alloy. Mater. Sci. Eng. A 2008, 487, 68–73. [Google Scholar] [CrossRef]
- Xiong, J.; Chen, Z.; Yi, L.; Hu, S.; Chen, T.; Liu, C. Microstructure and Mechanical Properties of Annealed Mg–0.6 Wt%Zr Sheets by Unidirectional and Cross Rolling. Mater. Sci. Eng. A 2014, 590, 60–65. [Google Scholar] [CrossRef]
- Taskaev, S.; Skokov, K.; Khovaylo, V.; Buchelnikov, V.; Pellenen, A.; Karpenkov, D.; Ulyanov, M.; Bataev, D.; Usenko, A.; Lyange, M.; et al. Effect of severe plastic deformation on the specific heat and magnetic properties of cold rolled Gd sheets. J. Appl. Phys. 2015, 117, 123914. [Google Scholar] [CrossRef]
- Taskaev, S.; Skokov, K.; Khovaylo, V.; Karpenkov, D.; Ulyanov, M.; Bataev, D.; Dyakonov, A.; Gutfleisch, O. Effects of severe plastic deformation on the magnetic properties of terbium. AIP Adv. 2018, 8, 048103. [Google Scholar] [CrossRef]
- Taskaev, S.; Buchelnikov, V.; Pellenen, A.P.; Kuz’Min, M.D.; Skokov, K.; Karpenkov, D.; Bataev, D.S.; Gutfleisch, O. Influence of thermal treatment on magnetocaloric properties of Gd cold rolled ribbons. J. Appl. Phys. 2013, 113, 17A933. [Google Scholar] [CrossRef]
- Taskaev, S.; Skokov, K.; Karpenkov, D.; Khovaylo, V.; Ulyanov, M.; Bataev, D.; Dyakonov, A.; Gutfleisch, O. Influence of severe plastic deformation on magnetocaloric effect of dysprosium. J. Magn. Magn. Mater. 2019, 479, 307–311. [Google Scholar] [CrossRef]
- Pei, H.; Meisong, H.; Yuchuan, F.; Hua, L.; Wenyang, Z.; Wei, L. Annealing Process of High Purity Scandium Metal. Heat Treat. Met. 2020, 45, 83–85. [Google Scholar]
- Wang, S.; Wu, D.-G.; Zhong, J.-M.; Chen, D.-H.; Li, Z.-A.; Wang, Z.-Q.; Pang, S.-M. Effect of annealing on the microstructure and mechanical properties of high purity erbium metal. Mater. Res. Express 2021, 8, 046510. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, X.; Li, Z.; Wang, S.; Wang, Y.; Li, J.; Wu, D.; Wang, Z.; Chen, D.; Lu, W.; et al. Effect of Cold Rolling and Annealing on the Microstructure and Texture of Erbium Metal. Materials 2022, 15, 1370. [Google Scholar] [CrossRef] [PubMed]
- Lu, W.; Xu, Y.; Shi, J.; Song, Y.; Li, X. Soft magnetic properties and giant magnetoimpedance effect in thermally annealed amorphous Co68Fe4Cr3Si15B10 alloy ribbons. J. Alloys Compd. 2015, 638, 233–238. [Google Scholar] [CrossRef]
- Han, X.; Hou, J.; Zhang, Z.; Barber, G.C.; Qiu, F.; Chang, F.; Kou, S.-Q. Bainite kinetic energy, activation energy, and tribological behavior of austempered AISI4340 steel. J. Mater. Res. Technol. 2021, 14, 1473–1481. [Google Scholar] [CrossRef]
- Marangoni, A.G. On the use and misuse of the avrami equation in characterization of the kinetics of fat crystallization. J. Am. Oil Chem. Soc. 1998, 75, 1465–1467. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
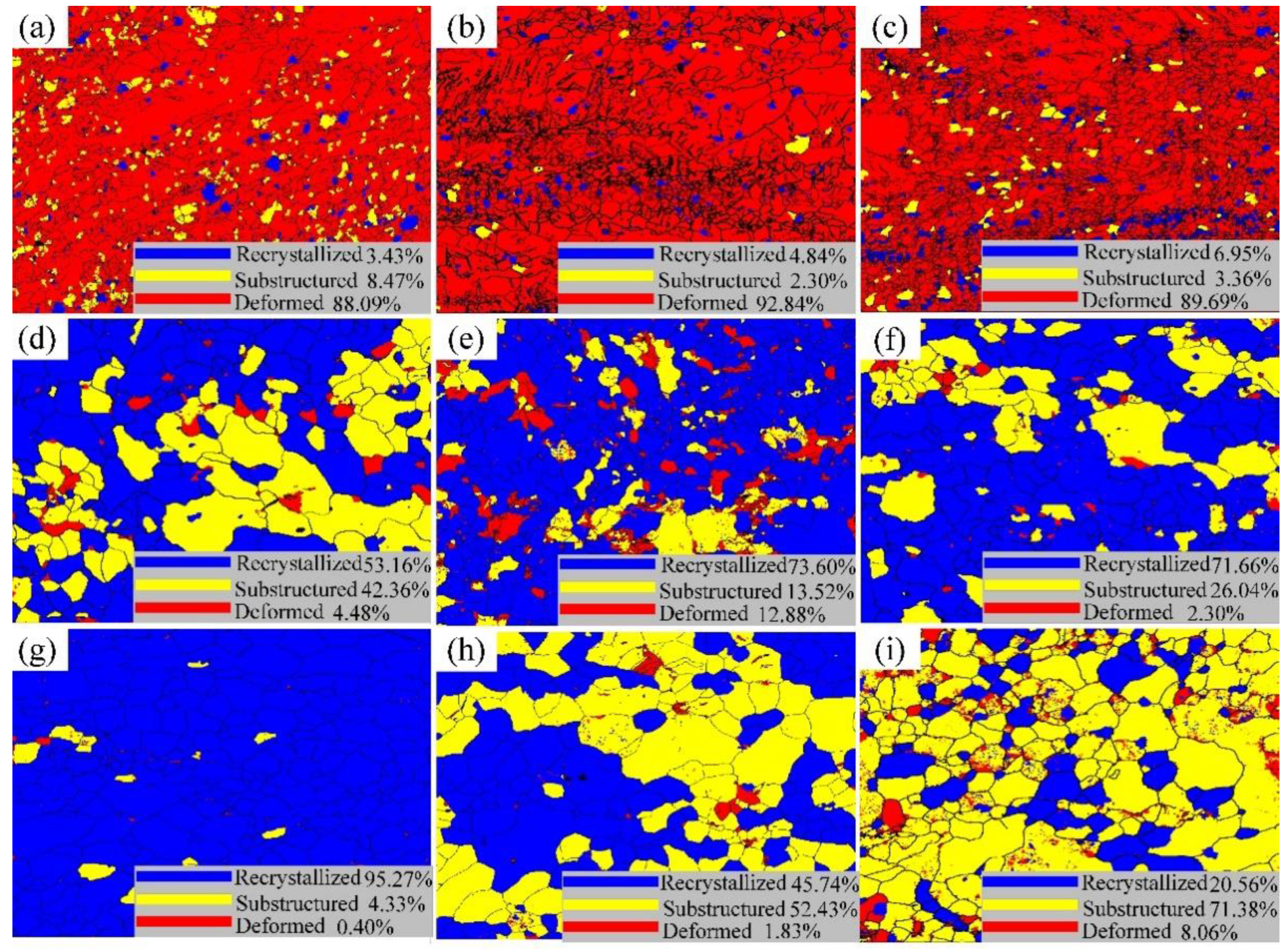
| Temperature (℃) | Recrystallized (%) | Substructure (%) | Deformed (%) |
|---|---|---|---|
| 460 | 3.43 | 8.47 | 88.09 |
| 500 | 4.84 | 2.30 | 92.84 |
| 540 | 6.95 | 3.36 | 89.69 |
| 620 | 53.16 | 42.36 | 4.48 |
| 660 | 73.60 | 13.52 | 12.88 |
| 700 | 71.66 | 26.04 | 2.30 |
| 740 | 95.27 | 4.33 | 0.40 |
| 780 | 45.74 | 52.43 | 1.83 |
| 820 | 20.56 | 71.38 | 8.06 |
| Annealing Temperature (°C) | P1 | P2 | P3 | P4 |
|---|---|---|---|---|
| 460 | 1.303 | 1.606 | 1.074 | 1.14 |
| 500 | 1.243 | 1.804 | 1.309 | 1.158 |
| 540 | 1.084 | 2.129 | 1.266 | 0.976 |
| 580 | 1.063 | 1.496 | 1.195 | 0.885 |
| 620 | 0.837 | 1.498 | 1.039 | 0.728 |
| 660 | 1.072 | 2.075 | 1.456 | 0.767 |
| Annealing Duration (h) | 0 | 0.5 | 1 | 1.5 | 2 | 2.5 |
| Recrystallization frequency (%) | 6.6 | 86.9 | 95.3 | 89.0 | 96.4 | 95.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Wang, Y.; Zhang, X.; Li, J.; Li, Z.; Yang, W.; Wu, D.; Wang, Z.; Chen, D.; Mao, N. The Influence of Annealing on the Microstructural and Textural Evolution of Cold-Rolled Er Metal. Materials 2022, 15, 8848. https://doi.org/10.3390/ma15248848
Chen S, Wang Y, Zhang X, Li J, Li Z, Yang W, Wu D, Wang Z, Chen D, Mao N. The Influence of Annealing on the Microstructural and Textural Evolution of Cold-Rolled Er Metal. Materials. 2022; 15(24):8848. https://doi.org/10.3390/ma15248848
Chicago/Turabian StyleChen, Shiying, Yixuan Wang, Xiaowei Zhang, Jinying Li, Zongan Li, Wensheng Yang, Daogao Wu, Zhiqiang Wang, Dehong Chen, and Ning Mao. 2022. "The Influence of Annealing on the Microstructural and Textural Evolution of Cold-Rolled Er Metal" Materials 15, no. 24: 8848. https://doi.org/10.3390/ma15248848
APA StyleChen, S., Wang, Y., Zhang, X., Li, J., Li, Z., Yang, W., Wu, D., Wang, Z., Chen, D., & Mao, N. (2022). The Influence of Annealing on the Microstructural and Textural Evolution of Cold-Rolled Er Metal. Materials, 15(24), 8848. https://doi.org/10.3390/ma15248848