
Experimental Investigation on the Formability of Al-Mg Alloy 5052 Sheet by Tensile and Cupping Test

Abstract
:1. Introduction
2. Material and Experimental Methods
2.1. Material
2.2. Experimental Methods
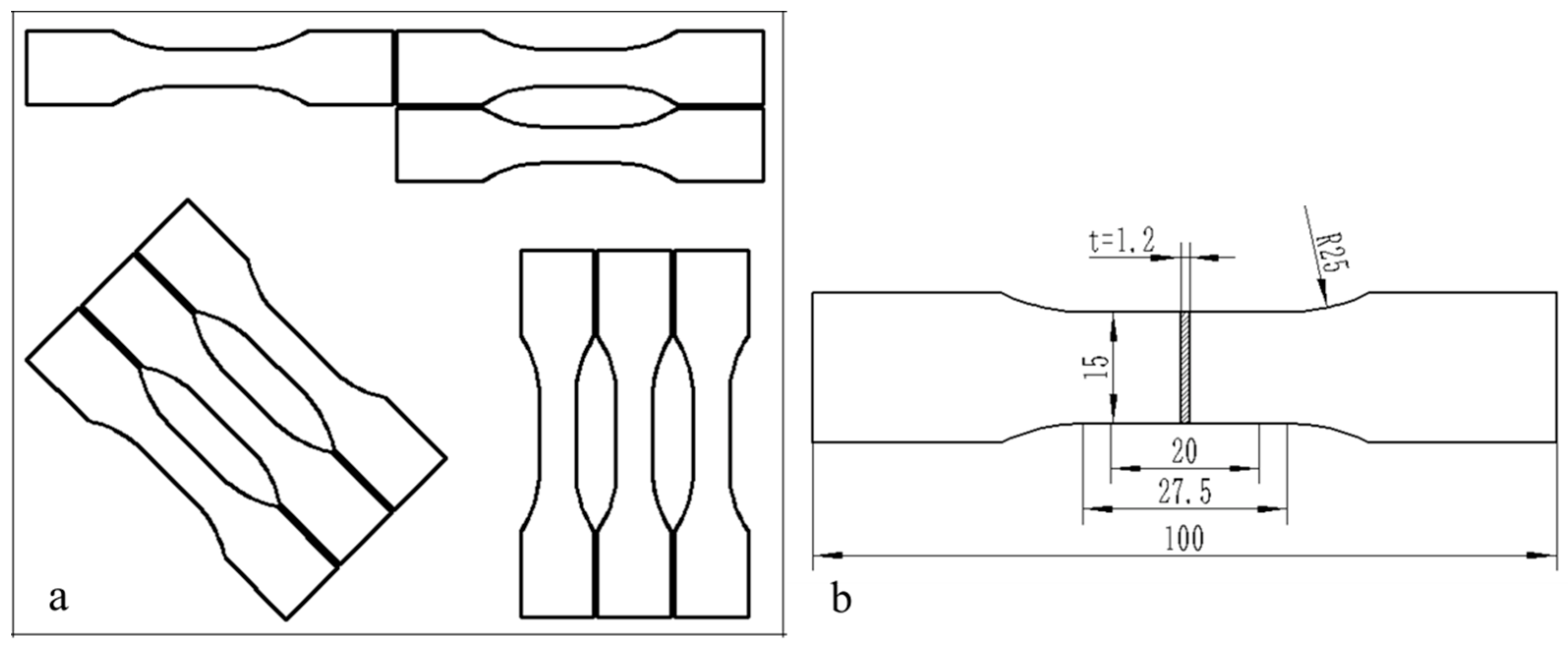
2.2.1. Tensile Testing
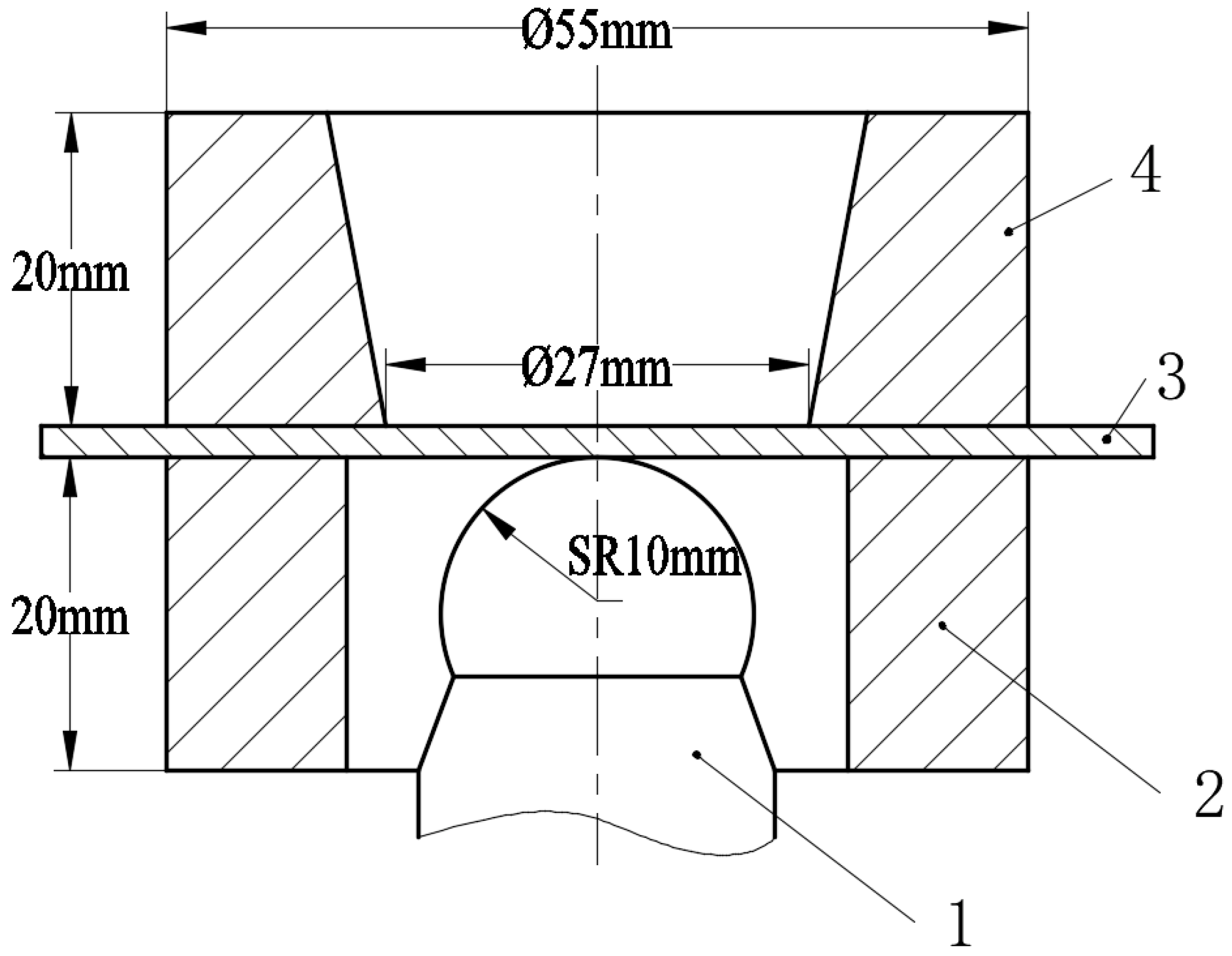
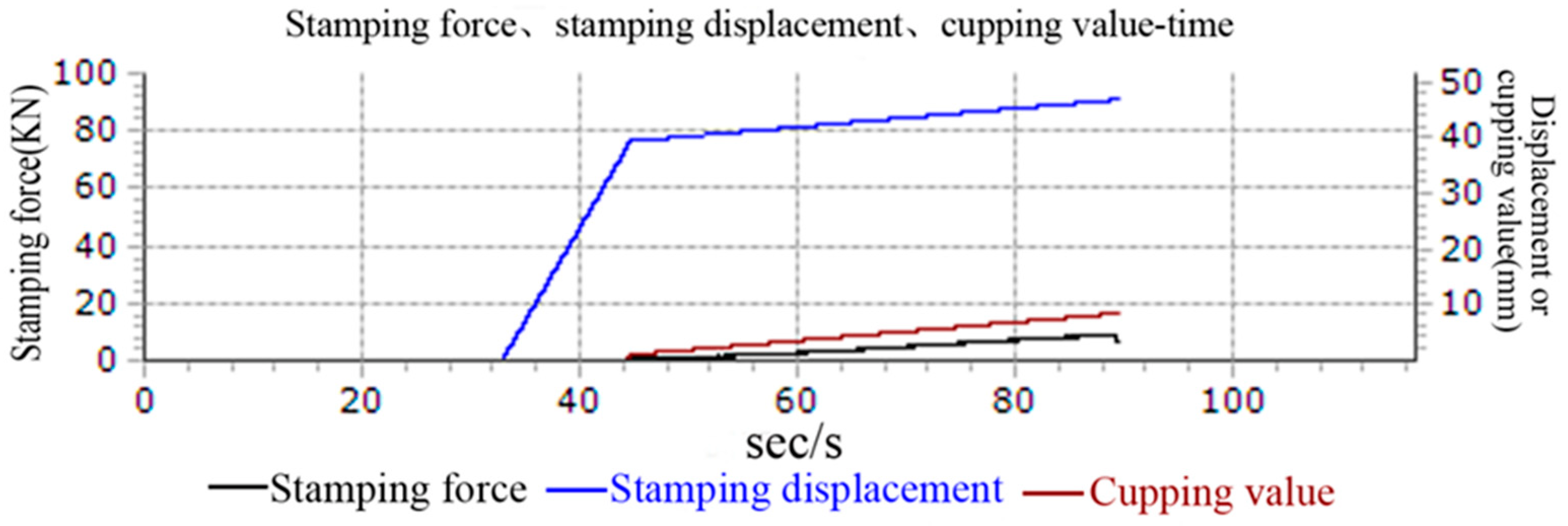
2.2.2. Cupping Test
3. Results and Discussion
3.1. Tensile Testing in Different Directions
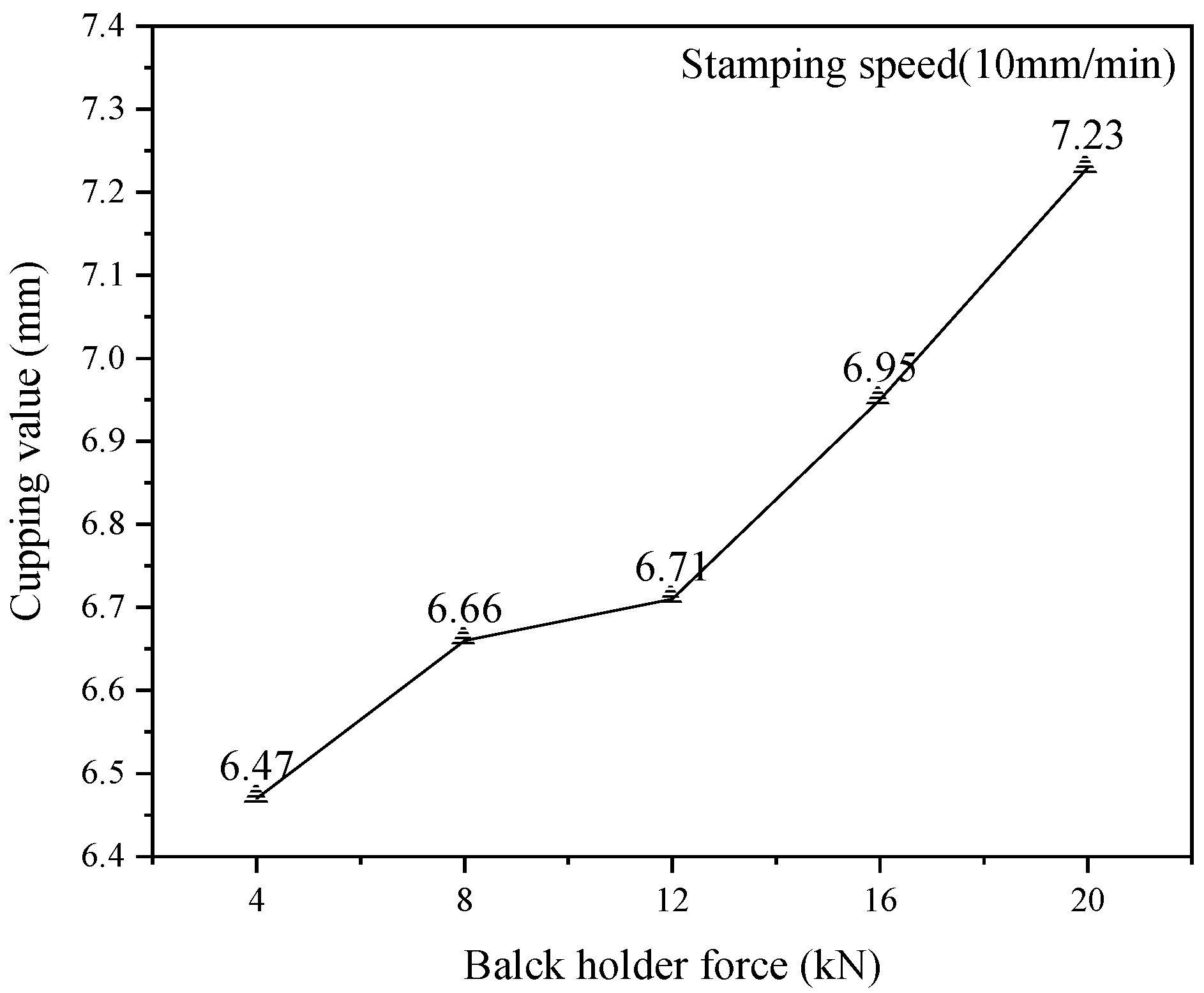
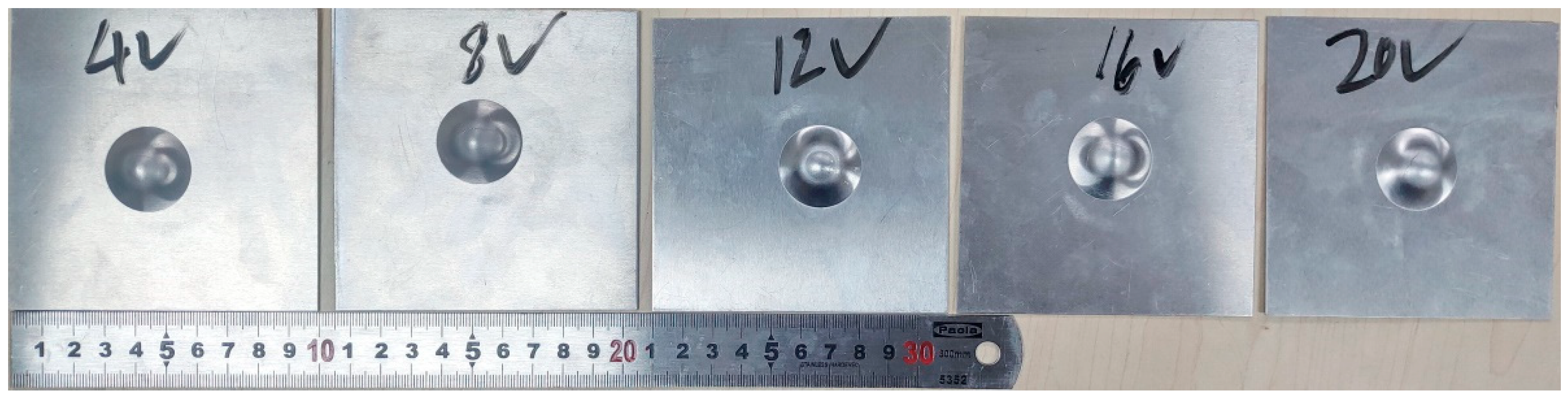
3.2. Cupping Test at Different Blank Holder Forces
3.3. Cupping Test at Different Punch Velocities
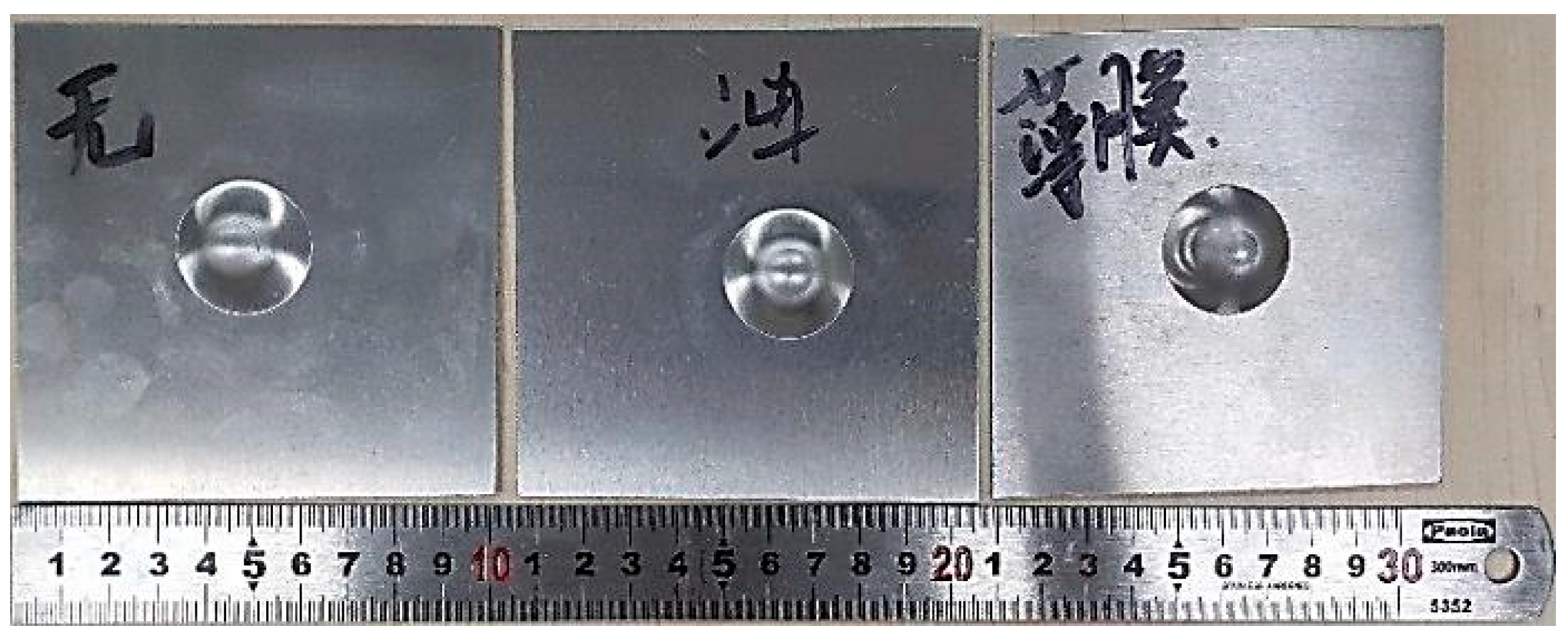
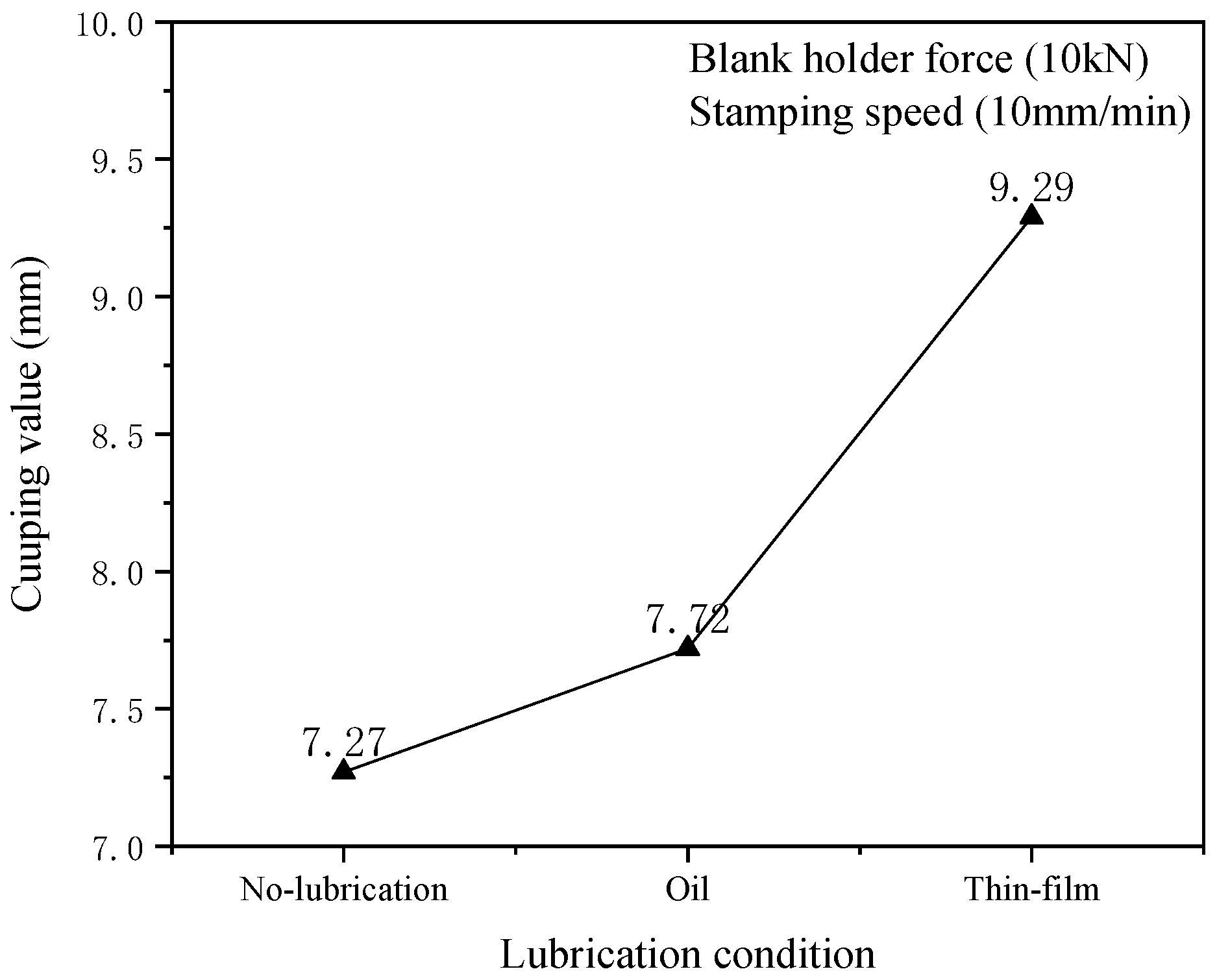
3.4. Cupping Test under Different Lubrication Conditions
4. Conclusions
- (1)
- In this study, the maximum blank holder force is 20kN in the experimental process. The biggest cupping value was obtained with this condition. The stress state and the direction of the tensile stress of the aluminum alloy sheet was changed in the cupping process with the increase of blank holder force. The part of force of the punch was counteracted to the tensile stress when the blank holder force reached a higher value. Thus, the formability of an aluminum alloy sheet was improved by increasing the blank-holder force.
- (2)
- Within the specified strain rate, the coordination ability of the deformation and the transformation ability from strong zone to weak zone of material were improved with the increase of the strain rate. Meanwhile, the hardening had effects on the formability of the aluminum alloy sheet in the cupping process. Thus, the bulging property could be improved by increasing the strain rate.
- (3)
- The cupping ability could be improved by reducing the friction coefficients between the punch and aluminum alloy sheet. Therefore, the bulging property of 5052 aluminum sheets could be improved by choosing good lubrication conditions.
- (4)
- The effect of the rolling direction on the anisotropy of a 5052 aluminum alloy sheet is obvious, which indicated that the anisotropy factor should be carefully considered in the aluminum alloy sheet forming process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hue, D.T.H.; Tran, V.-K.; Nguyen, V.-L.; Lich, L.V.; Dinh, V.-H.; Nguyen, T.-G. High strain-rate effect on microstructure evolution and plasticity of aluminum 5052 alloy nano-multilayer: A molecular dynamics study. Vacuum 2022, 201, 111104. [Google Scholar] [CrossRef]
- Shen, Y.H.; Song, Y.L.; Hua, L.; Lu, J. Influence of plastic deformation on martensitic transformation during hot stamping of complex structure auto parts. J. Mater. Eng. Perform. 2017, 26, 1830–1838. [Google Scholar] [CrossRef]
- Zedan, M.J.; Doos, Q.M. New method of resistance spot welding for dissimilar 1008 low carbon steel-5052 aluminum alloy. Procedia Struct. Integr. 2018, 9, 37–46. [Google Scholar] [CrossRef]
- Ilman, M.N. Microstructure and mechanical properties of friction stir spot welded AA5052-H112 aluminum alloy. Heliyon 2021, 7, e06009. [Google Scholar] [CrossRef]
- Liu, J.; Zhuang, L. Cylindrical cup-drawing characteristics of aluminum-polymer sandwich sheet. Int. J. Adv. Manuf. Technol. 2018, 97, 1885–1896. [Google Scholar] [CrossRef]
- Yuan, S.J.; Cheng, W.J.; Liu, W.I.; Xu, Y.C. A novel deep drawing process for aluminum alloy sheets at cryogenic temperatures. Int. J. Adv. Manuf. Technol. 2020, 284, 116743. [Google Scholar] [CrossRef]
- Wang, Z.J.; Zheng, L.H.; Liu, Z.G.; Xiang, N.; Wang, P.Y. Investigation of viscous pressure forming for 6K21-T4 aluminum alloy car panels. Int. J. Adv. Manuf. Technol. 2016, 85, 2525–2534. [Google Scholar] [CrossRef]
- Swapna, D.; Rao, C.S.; Radhika, S. Formability of lightweight materials—A Review. Mater. Today Proc. 2019, 18, 426–435. [Google Scholar] [CrossRef]
- Dewang, Y.H.; Hora, M.S.; Panthi, S.K. Effect of process parameters on deformation behavior of AA5052 sheets in stretch flanging process. Mater. Today: Proc. 2017, 4, 9316–9326. [Google Scholar] [CrossRef]
- Igbudu, S.O.; Fadare, D.A. Comparison of loading functions in the modelling of automobile aluminum alloy wheel under static radial load. Open J. Appl. Sci. 2015, 5, 403–413. [Google Scholar] [CrossRef] [Green Version]
- Sangik, L.; Byungmin, K.; Hye-Jin, L.; Jonghun, Y. Warm forging of an aluminum alloy for the differential case in an automobile transmission. Proc. Inst. Mech. Eng. Part D. 2016, 230, 1131–1139. [Google Scholar] [CrossRef]
- Tigran, A.; Ghassan, T.K.; Peter, A.F.; Georges, A. Formability prediction of aluminum sheet alloys under isothermal forming conditions. J. Manuf. Process. 2015, 20, 406–413. [Google Scholar] [CrossRef]
- Bansal, A.; Jiang, B.; Ni, J. Die-less fabrication of miniaturized parts through single point incremental micro-forming. J. Manuf. Process. 2019, 43, 20–25. [Google Scholar] [CrossRef]
- Baruah, A.; Pandivelan, C.; Jeevanantham, A.K. Optimization of AA5052 in incremental sheet forming using grey relational analysis. Measurement 2017, 106, 95–100. [Google Scholar] [CrossRef]
- Yang, X.M.; Wang, B.Y.; Zhou, J.; Dang, L.M.; Xiao, W.C.; Wang, Y.Q. Influence of process parameters on deep drawing of 2060 Al–Li alloy under hot stamping process. Int. J. Lightweight Mater. Manuf. 2020, 3, 36–42. [Google Scholar] [CrossRef]
- Talapatra, A.; Agarwal, S.K.; Pandit, S.; Sengupta, A.; Saha, J. Formability characterization of composite sheet materials by Erichsen cupping testing method. Int. J. ChemTech. Res. 2014, 6, 1883–1886. [Google Scholar] [CrossRef]
- Singh, M.; Choubey, A.K.; Sasikumar, C. Formability analysis of aluminum alloy by Erichsen cupping test method. Mater. Today Proc. 2017, 4, 805–810. [Google Scholar] [CrossRef]
- Pranavi, U.; Ramulu, P.J.; Chandramouli, C.; Govardhan, D.; Prasad, P.R. Formability analysis of aluminum alloys through deep drawing process. Mater. Sci. Eng. 2016, 149, 012–025. [Google Scholar] [CrossRef]
- Hashemi, A.; Mashhadi, M.M.; Jooybari, M.B.; Gorji, H. Study of the effect of material properties and sheet thickness on formability of conical parts in hydro-mechanical deep drawing assisted by radial pressure. Adv. Mater. Res. 2012, 445, 149–154. [Google Scholar] [CrossRef]
- Aminzahed, I.; Mashhadi, M.M.; Sereshk, M.R. Influence of drawn radius in micro deep drawing process of rectangular work pieces via size dependent analysis using piezoelectric actuator. Inter. J. Interact. Des. Manuf. 2017, 11, 893–902. [Google Scholar] [CrossRef]
- Aminzahed, I.; Mashhadi, M.M.; Sereshk, M.R. Investigation of holder pressure and size effects in micro deep drawing of rectangular work pieces driven by piezoelectric actuator. Mater. Sci. Eng. C. 2017, 71, 685–689. [Google Scholar] [CrossRef] [PubMed]
- GB/T 4156-2020; Metallic Materials Sheet and Strip Erichsen Cupping Test. Standards Press of China: Beijing, China, 2020. (In Chinese)
- Xiao, B.; Wang, D.P.; Chen, F.J.; Wang, Y. Development of ZrF4-containing CsF-AlF3 flux for brazing 5052 aluminium alloy with Zn-Al filler metal. Mater. Des. 2016, 90, 610–617. [Google Scholar] [CrossRef]
- GB/T 3880.2-2012; Wrought Aluminium and Aluminium Alloy Plates, Sheets and Strips for General Engineering-Part 2: Mechanical Properties. Standards Press of China: Beijing, China, 2012. (In Chinese)
- Rasheed, M.; Shihab, S.; Sabah, O.W. An investigation of the structural, electrical and optical properties of graphene-oxide thin films using different solvents. J. Phys. Conf. Ser. 2021, 1795, 012052. [Google Scholar] [CrossRef]
- Davies, J.R. (Ed.) Tensile Testing, 2nd ed.; ASM International, Materials Park: Novelty, OH, USA, 2004. [Google Scholar]
- Reddy, M.R.N.; Theja, M.S.; Tilak, M.G. Modified Erichsen cupping test for copper, brass, aluminium and stainless steel. SIJ Trans. Ind. Financ. Bus. Manag. 2013, 1, 52–57. [Google Scholar] [CrossRef]
- Fang, J.L. Ductility test of copper foil with cup test. Elec. Process Technol. 2018, 39, 253–258. (In Chinese) [Google Scholar] [CrossRef]
- GB/T 228-2002; Metallic Materials-Test Pieces for Tensile Testing. Standards Press of China: Beijing, China, 2002. (In Chinese)




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Cu | Mg | Zn | Mn | Cr | Fe | Al |
|---|---|---|---|---|---|---|---|---|
| Standard value | ≤0.25 | ≤0.10 | 2.2~2.8 | ≤0.1 | ≤0.10 | 0.1~0.35 | ≤0.40 | Bal. |
| Item | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation after Fracture (%) |
|---|---|---|---|
| Standard value | 210–260 | ≥130 | ≥6 |
| The Sampled Direction | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Percentage Elongation (%) |
|---|---|---|---|
| 0° | 88 | 132 | 14.0 |
| 45° | 50 | 80 | 17.5 |
| 90° | 83 | 118 | 20 |
| Lubrication Conditions | No Lubrication | Oil Lubrication | Thin-Film Lubrication |
|---|---|---|---|
| Friction coefficients | 0.1~0.15~ | 0.1~0.12 | 0.08~0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, H.; Yang, T.; Ren, Y.; Peng, Y.; Xue, S.; Zheng, L. Experimental Investigation on the Formability of Al-Mg Alloy 5052 Sheet by Tensile and Cupping Test. Materials 2022, 15, 8949. https://doi.org/10.3390/ma15248949
He H, Yang T, Ren Y, Peng Y, Xue S, Zheng L. Experimental Investigation on the Formability of Al-Mg Alloy 5052 Sheet by Tensile and Cupping Test. Materials. 2022; 15(24):8949. https://doi.org/10.3390/ma15248949
Chicago/Turabian StyleHe, Hongmei, Tao Yang, Yi Ren, Yi Peng, Song Xue, and Lixuan Zheng. 2022. "Experimental Investigation on the Formability of Al-Mg Alloy 5052 Sheet by Tensile and Cupping Test" Materials 15, no. 24: 8949. https://doi.org/10.3390/ma15248949