The Influence of Multiple Extrusions on the Properties of High Filled Polylactide/Multiwall Carbon Nanotube Composites

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Preparation
2.3. Material Characterization
2.3.1. Phase Morphology Analysis
2.3.2. Spectroscope Analysis
2.3.3. Thermal Behavior and Stability Analysis
- -
- First stage (Heating 1): the samples were heated at a constant rate of 10 °C/min from 0 °C to 300 °C.
- -
- Second stage: an isothermal stage lasting 5 min.
- -
- Third stage: the samples were cooled at a rate of 10 °C/min to 0 °C.
- -
- Fourth stage: an isothermal stage lasting 5 min.
- -
- Fifth stage (Heating 2): the samples were heated at a constant rate of 10 °C/min.
2.3.4. Melt Flow Rate
3. Results
3.1. Extrusion Process Analysis
3.2. Phase Morphology Analysis
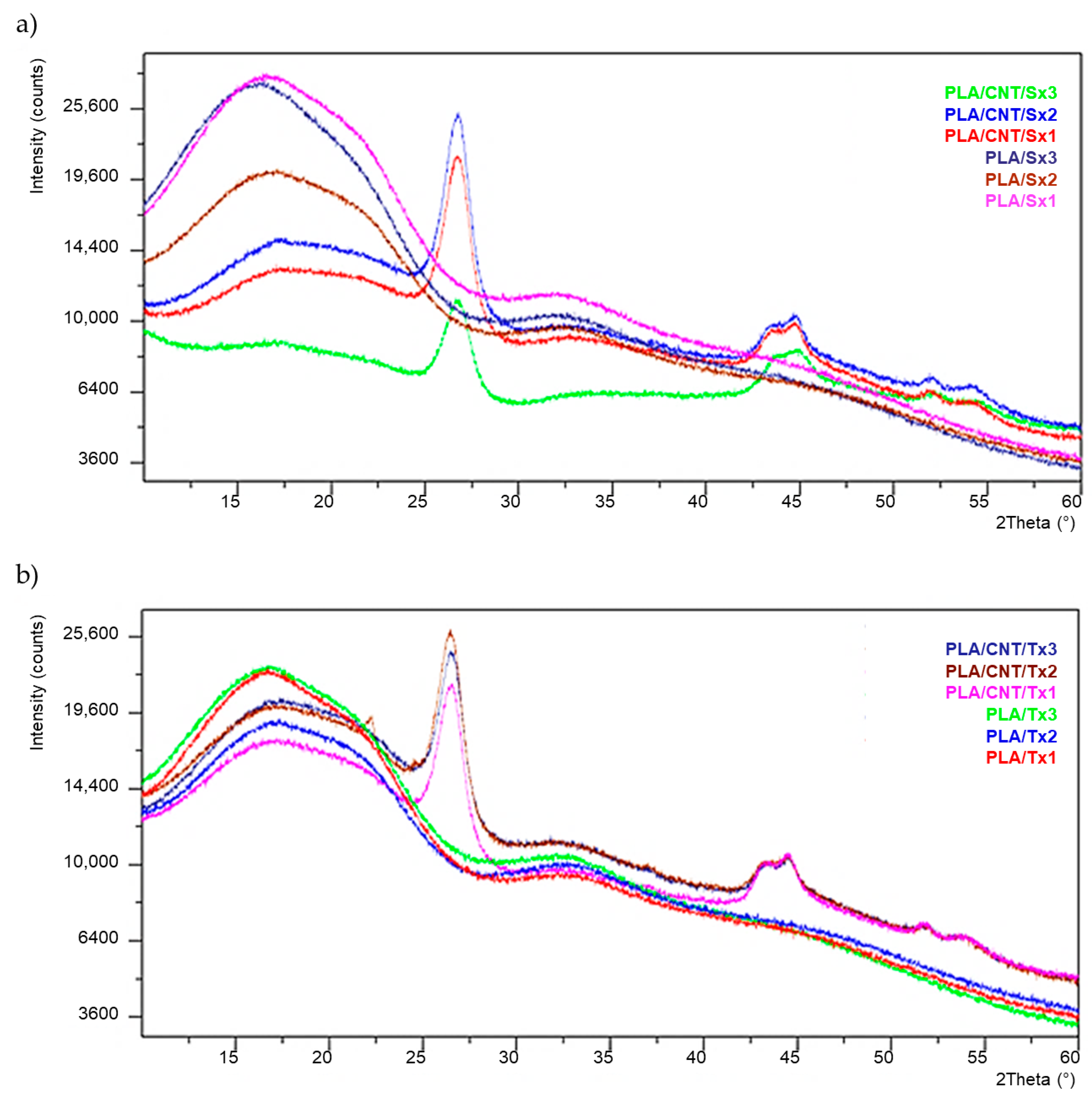
3.3. XRD Study
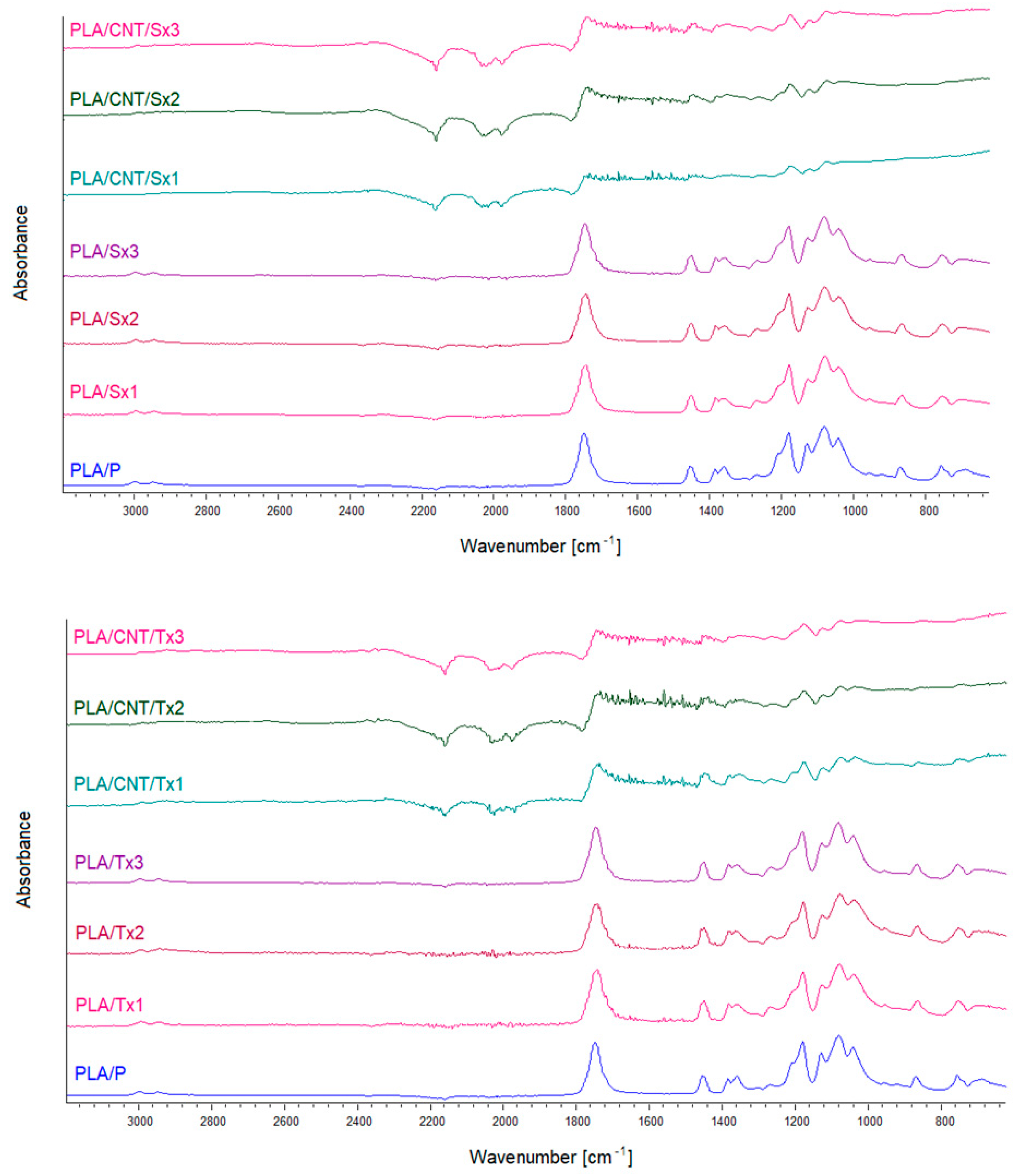
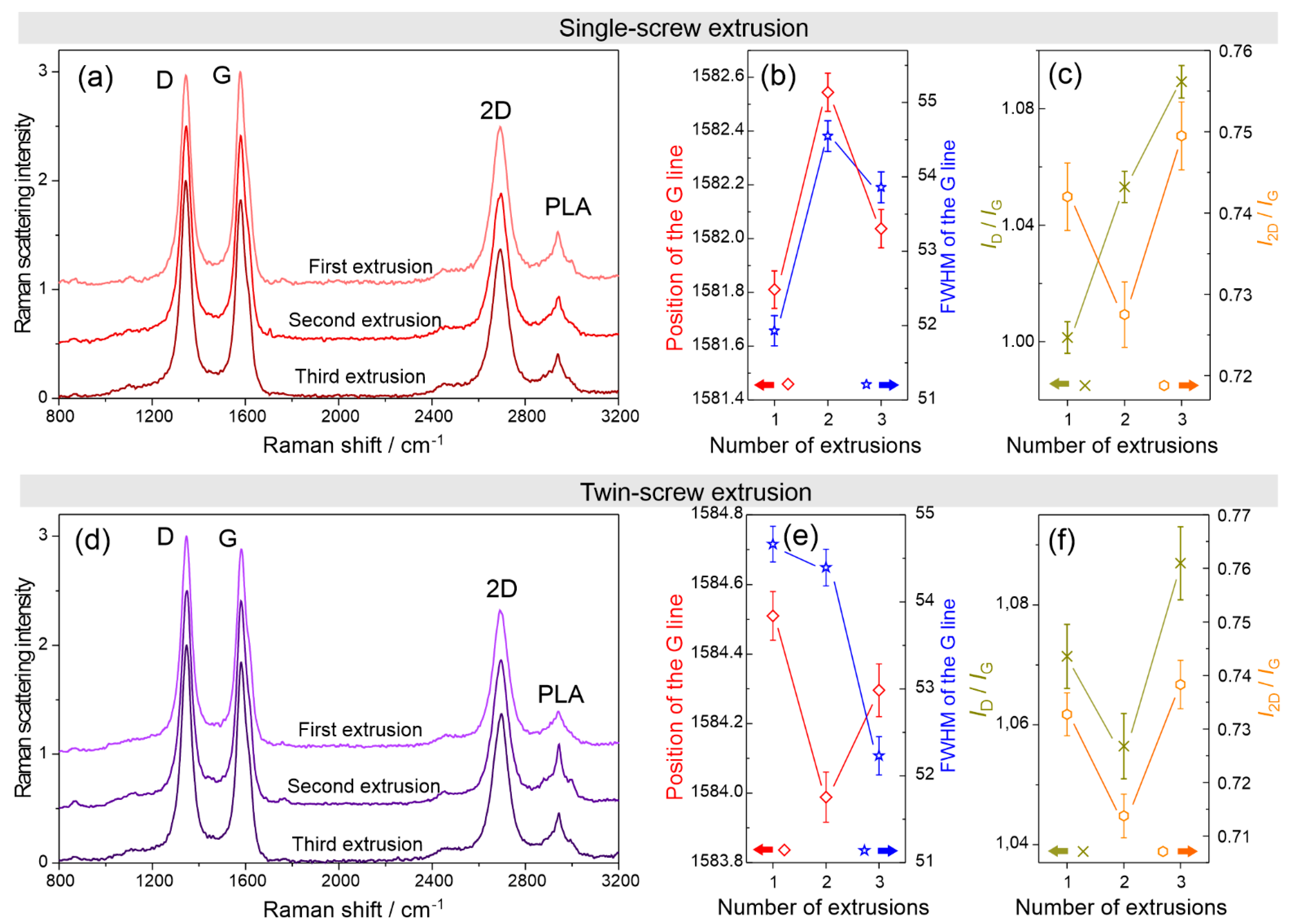
3.4. FTIR and Raman Analysis
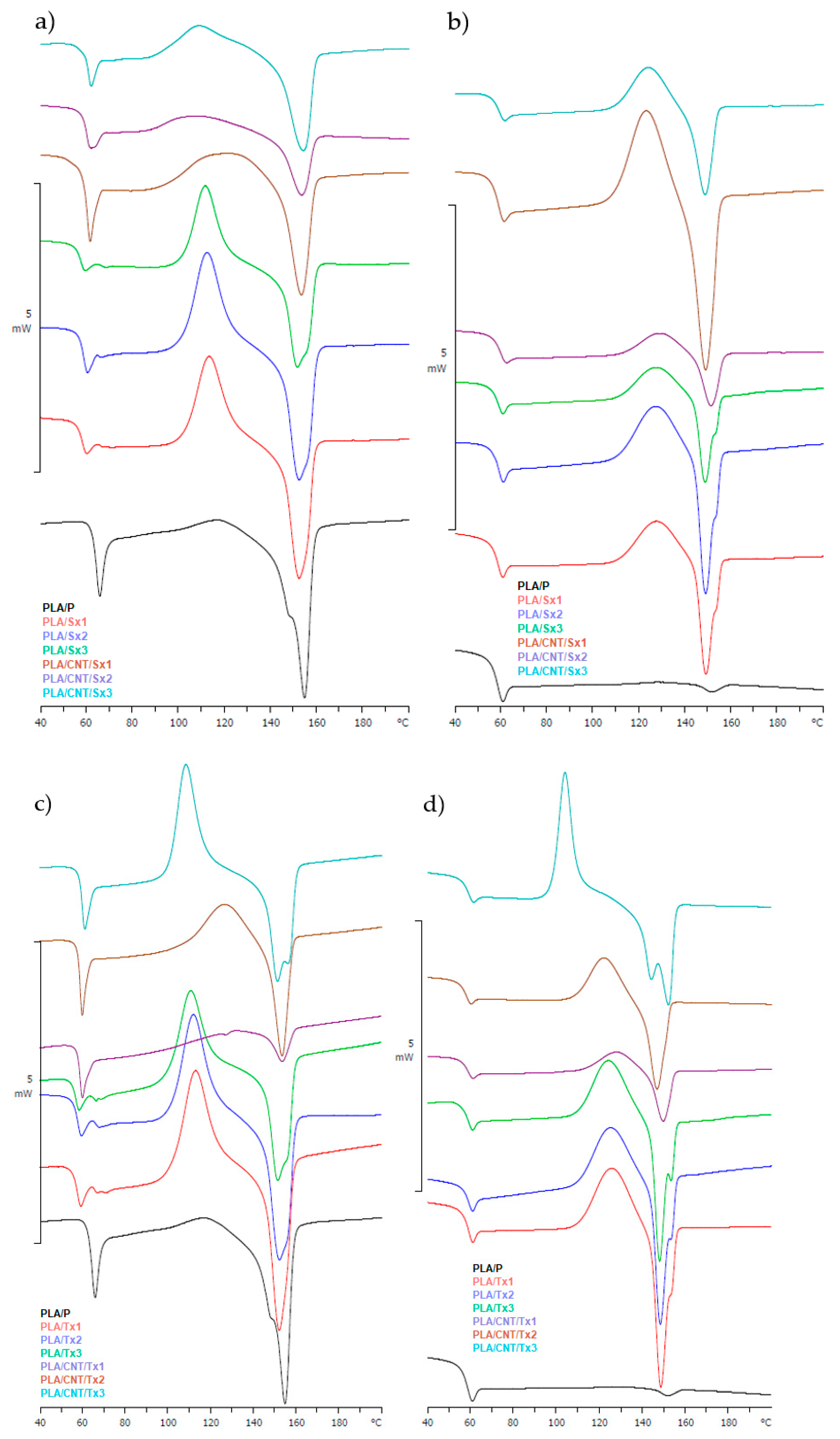
3.5. Thermal Behavior and Stability Analysis
3.6. Melt Flow Rate
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, R.; Razdan, S. Biodegradable Plastics. In Plastic and Microplastic in the Environment; John Wiley & Sons: Hoboken, NJ, USA, 2022; pp. 187–204. ISBN 978-1-119-80089-7. [Google Scholar]
- Zou, D.; Zheng, X.; Ye, Y.; Yan, D.; Xu, H.; Si, S.; Li, X. Effect of Different Amounts of Bamboo Charcoal on Properties of Biodegradable Bamboo Charcoal/Polylactic Acid Composites. Int. J. Biol. Macromol. 2022, 216, 456–464. [Google Scholar] [CrossRef] [PubMed]
- Aversa, C.; Barletta, M.; Gisario, A.; Pizzi, E.; Prati, R.; Vesco, S. Corotating Twin-Screw Extrusion of Poly(Lactic Acid) PLA/Poly(Butylene Succinate) PBS/ Micro-Lamellar Talc Blends for Extrusion Blow Molding of Biobased Bottles for Alcoholic Beverages. J. Appl. Polym. Sci. 2021, 138, 51294. [Google Scholar] [CrossRef]
- Akbari, A.; Majumder, M.; Tehrani, A. Polylactic Acid (PLA) Carbon Nanotube Nanocomposites. In Handbook of Polymer Nanocomposites. Processing, Performance and Application: Volume B: Carbon Nanotube Based Polymer Composites; Kar, K.K., Pandey, J.K., Rana, S., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 283–297. ISBN 978-3-642-45229-1. [Google Scholar]
- Zhou, Y.; Lei, L.; Yang, B.; Li, J.; Ren, J. Preparation and Characterization of Polylactic Acid (PLA) Carbon Nanotube Nanocomposites. Polym. Test. 2018, 68, 34–38. [Google Scholar] [CrossRef]
- Luo, J.; Wang, H.; Zuo, D.; Ji, A.; Liu, Y. Research on the Application of MWCNTs/PLA Composite Material in the Manufacturing of Conductive Composite Products in 3D Printing. Micromachines 2018, 9, 635. [Google Scholar] [CrossRef] [Green Version]
- Bortoli, L.S.D.; de Farias, R.; Mezalira, D.Z.; Schabbach, L.M.; Fredel, M.C. Functionalized Carbon Nanotubes for 3D-Printed PLA-Nanocomposites: Effects on Thermal and Mechanical Properties. Mater. Today Commun. 2022, 31, 103402. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kourinou, M.; Velidakis, E.; Mountakis, N.; Fischer-Griffiths, P.E.; Grammatikos, S.; Tzounis, L. Additive Manufacturing of Multifunctional Polylactic Acid (PLA)—Multiwalled Carbon Nanotubes (MWCNTs) Nanocomposites. Nanocomposites 2021, 7, 184–199. [Google Scholar] [CrossRef]
- Wang, L.; Qiu, J.; Sakai, E.; Wei, X. The Relationship between Microstructure and Mechanical Properties of Carbon Nanotubes/Polylactic Acid Nanocomposites Prepared by Twin-Screw Extrusion. Compos. Part A Appl. Sci. Manuf. 2016, 89, 18–25. [Google Scholar] [CrossRef]
- Ge, F.-F.; Wan, N.; Tsou, C.-H.; Chen, J.-C.; Wu, C.-S.; De Guzman, M.R.; Zeng, C.-Y.; Zhou, L.; Wang, Y.-T.; Luo, X.; et al. Thermal Properties and Hydrophilicity of Antibacterial Poly(Phenylene Sulfide) Nanocomposites Reinforced with Zinc Oxide-Doped Multiwall Carbon Nanotubes. J. Polym. Res. 2022, 29, 83. [Google Scholar] [CrossRef]
- Wang, S.; Liu, Y.; Huang, S.; Wu, H.; Li, Y.; Tian, Z.; Jiang, Z. Pebax–PEG–MWCNT Hybrid Membranes with Enhanced CO2 Capture Properties. J. Membr. Sci. 2014, 460, 62–70. [Google Scholar] [CrossRef]
- Ren, P.-G.; Hou, S.-Y.; Ren, F.; Zhang, Z.-P.; Sun, Z.-F.; Xu, L. The Influence of Compression Molding Techniques on Thermal Conductivity of UHMWPE/BN and UHMWPE/(BN+MWCNT) Hybrid Composites with Segregated Structure. Compos. Part A Appl. Sci. Manuf. 2016, 90, 13–21. [Google Scholar] [CrossRef]
- Bordbar, M.; Alimohammadi, T.; Khoshnevisan, B.; Khodadadi, B.; Yeganeh-Faal, A. Preparation of MWCNT/TiO2–Co Nanocomposite Electrode by Electrophoretic Deposition and Electrochemical Study of Hydrogen Storage. Int. J. Hydrog. Energy 2015, 40, 9613–9620. [Google Scholar] [CrossRef]
- Sarasua, J.R.; Arraiza, A.L.; Balerdi, P.; Maiza, I. Crystallinity and Mechanical Properties of Optically Pure Polylactides and Their Blends. Polym. Eng. Sci. 2005, 45, 745–753. [Google Scholar] [CrossRef]
- Standard PN-EN ISO 11357-(1-3); Tworzywa Sztuczne-Różnicowa Kalorymetria Skaningowa (DSC); Część 1: Zasady Ogólne; Część 2: Wyznaczanie Temperatury Zeszklenia i Stopnia Przejścia w Stan Szklisty; Część 3: Oznaczanie Temperatury Oraz Entalpii Topnienia i Krystalizacji. Polish Committe for Standardization: Warsaw, Poland, 2016–2020.
- Standard PN-EN ISO 1133-1; 2011 Tworzywa Sztuczne-Oznaczanie Masowego Wskaźnika Szybkości Płynięcia (MFR) i Objętościowego Wskaźnika Szybkości Płynięcia (MVR) Tworzyw Termoplastycznych-Część 1: Metoda Standardowa. Polish Committe for Standardization: Warsaw, Poland, 2011.
- Yang, Z.; Xin, C.; Mughal, W.; Li, X.; He, Y. High-Melt-Elasticity Poly(Ethylene Terephthalate) Produced by Reactive Extrusion with a Multi-Functional Epoxide for Foaming. J. Appl. Polym. Sci. 2018, 135, 45805. [Google Scholar] [CrossRef]
- Liu, J.; Lou, L.; Yu, W.; Liao, R.; Li, R.; Zhou, C. Long Chain Branching Polylactide: Structures and Properties. Polymer 2010, 51, 5186–5197. [Google Scholar] [CrossRef]
- Mysiukiewicz, O.; Barczewski, M.; Skórczewska, K.; Matykiewicz, D. Correlation between Processing Parameters and Degradation of Different Polylactide Grades during Twin-Screw Extrusion. Polymers 2020, 12, 1333. [Google Scholar] [CrossRef]
- Socher, R.; Krause, B.; Müller, M.T.; Boldt, R.; Pötschke, P. The Influence of Matrix Viscosity on MWCNT Dispersion and Electrical Properties in Different Thermoplastic Nanocomposites. Polymer 2012, 53, 495–504. [Google Scholar] [CrossRef]
- Villmow, T.; Pötschke, P.; Pegel, S.; Häussler, L.; Kretzschmar, B. Influence of Twin-Screw Extrusion Conditions on the Dispersion of Multi-Walled Carbon Nanotubes in a Poly(Lactic Acid) Matrix. Polymer 2008, 49, 3500–3509. [Google Scholar] [CrossRef]
- Singh, G.; Bhunia, H.; Rajor, A.; Jana, R.N.; Choudhary, V. Mechanical Properties and Morphology of Polylactide, Linear Low-Density Polyethylene, and Their Blends. J. Appl. Polym. Sci. 2010, 118, 496–502. [Google Scholar] [CrossRef]
- Saleh, T.A.; Agarwal, S.; Gupta, V.K. Synthesis of MWCNT/MnO2 and Their Application for Simultaneous Oxidation of Arsenite and Sorption of Arsenate. Appl. Catal. B Environ. 2011, 106, 46–53. [Google Scholar] [CrossRef]
- Che, B.D.; Nguyen, B.Q.; Nguyen, L.-T.T.; Nguyen, H.T.; Nguyen, V.Q.; Van Le, T.; Nguyen, N.H. The Impact of Different Multi-Walled Carbon Nanotubes on the X-Band Microwave Absorption of Their Epoxy Nanocomposites. Chem. Cent. J. 2015, 9, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Batakliev, T.; Georgiev, V.; Kalupgian, C.; Muñoz, P.A.R.; Ribeiro, H.; Fechine, G.J.M.; Andrade, R.J.E.; Ivanov, E.; Kotsilkova, R. Physico-Chemical Characterization of PLA-Based Composites Holding Carbon Nanofillers. Appl Compos. Mater. 2021, 28, 1175–1192. [Google Scholar] [CrossRef]
- Batakliev, T.; Petrova-Doycheva, I.; Angelov, V.; Georgiev, V.; Ivanov, E.; Kotsilkova, R.; Casa, M.; Cirillo, C.; Adami, R.; Sarno, M.; et al. Effects of Graphene Nanoplatelets and Multiwall Carbon Nanotubes on the Structure and Mechanical Properties of Poly(Lactic Acid) Composites: A Comparative Study. Appl. Sci. 2019, 9, 469. [Google Scholar] [CrossRef] [Green Version]
- Jun, Y.; Habibpour, S.; Hamidinejad, M.; Park, M.G.; Ahn, W.; Yu, A.; Park, C.B. Enhanced Electrical and Mechanical Properties of Graphene Nano-Ribbon/Thermoplastic Polyurethane Composites. Carbon 2021, 174, 305–316. [Google Scholar] [CrossRef]
- Yadav, N.; Nain, L.; Khare, S.K. Studies on the Degradation and Characterization of a Novel Metal-Free Polylactic Acid Synthesized via Lipase-Catalyzed Polymerization: A Step towards Curing the Environmental Plastic Issue. Environ. Technol. Innov. 2021, 24, 101845. [Google Scholar] [CrossRef]
- Yuniarto, K.; Purwanto, Y.A.; Purwanto, S.; Welt, B.A.; Purwadaria, H.K.; Sunarti, T.C. Infrared and Raman Studies on Polylactide Acid and Polyethylene Glycol-400 Blend. AIP Conf. Proc. 2016, 1725, 020101. [Google Scholar] [CrossRef] [Green Version]
- Kister, G.; Cassanas, G.; Vert, M. Effects of Morphology, Conformation and Configuration on the IR and Raman Spectra of Various Poly(Lactic Acid)s. Polymer 1998, 39, 267–273. [Google Scholar] [CrossRef]
- Amorin, N.S.Q.S.; Rosa, G.; Alves, J.F.; Gonçalves, S.P.C.; Franchetti, S.M.M.; Fechine, G.J.M. Study of Thermodegradation and Thermostabilization of Poly(Lactide Acid) Using Subsequent Extrusion Cycles. J. Appl. Polym. Sci. 2014, 131, 40023. [Google Scholar] [CrossRef]
- Yang, D.-Q.; Rochette, J.-F.; Sacher, E. Functionalization of Multiwalled Carbon Nanotubes by Mild Aqueous Sonication. J. Phys. Chem. B 2005, 109, 7788–7794. [Google Scholar] [CrossRef]
- Mueller, N.S.; Heeg, S.; Alvarez, M.P.; Kusch, P.; Wasserroth, S.; Clark, N.; Schedin, F.; Parthenios, J.; Papagelis, K.; Galiotis, C.; et al. Evaluating Arbitrary Strain Configurations and Doping in Graphene with Raman Spectroscopy. 2D Mater. 2017, 5, 015016. [Google Scholar] [CrossRef]
- Froehlicher, G.; Berciaud, S. Raman Spectroscopy of Electrochemically Gated Graphene Transistors: Geometrical Capacitance, Electron-Phonon, Electron-Electron, and Electron-Defect Scattering. Phys. Rev. B 2015, 91, 205413. [Google Scholar] [CrossRef] [Green Version]
- Signori, F.; Coltelli, M.-B.; Bronco, S. Thermal Degradation of Poly(Lactic Acid) (PLA) and Poly(Butylene Adipate-Co-Terephthalate) (PBAT) and Their Blends upon Melt Processing. Polym. Degrad. Stab. 2009, 94, 74–82. [Google Scholar] [CrossRef]
- Cock, F.; Cuadri, A.A.; García-Morales, M.; Partal, P. Thermal, Rheological and Microstructural Characterisation of Commercial Biodegradable Polyesters. Polym. Test. 2013, 32, 716–723. [Google Scholar] [CrossRef] [Green Version]
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.O.; Maspoch, M.L. Processing of Poly(Lactic Acid): Characterization of Chemical Structure, Thermal Stability and Mechanical Properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Mainil-Varlet, P.; Hauke, C.; Maquet, V.; Printzen, G.; Arens, S.; Schaffner, T.; Jérôme, R.; Perren, S.; Schlegel, U. Polylactide Implants and Bacterial Contamination: An Animal Study. J. Biomed. Mater. Res. 2001, 54, 335–343. [Google Scholar] [CrossRef] [PubMed]
- Usachev, S.V.; Lomakin, S.M.; Koverzanova, E.V.; Shilkina, N.G.; Levina, I.I.; Prut, E.V.; Rogovina, S.Z.; Berlin, A.A. Thermal Degradation of Various Types of Polylactides Research. The Effect of Reduced Graphite Oxide on the Composition of the PLA4042D Pyrolysis Products. Thermochim. Acta 2022, 712, 179227. [Google Scholar] [CrossRef]
- Morphology, Thermal and Dynamic Mechanical Properties of Poly(Lactic Acid)/Expandable Graphite (PLA/EG) Flame Retardant Composites-Mfiso Emmanuel Mngomezulu, Adriaan Stephanus Luyt, Maya Jacob John. 2019. Available online: https://journals.sagepub.com/doi/full/10.1177/0892705717744830 (accessed on 11 November 2022).
- Wang, L.; Wang, Y.; Huang, Z.; Weng, Y. Heat Resistance, Crystallization Behavior, and Mechanical Properties of Polylactide/Nucleating Agent Composites. Mater. Design 2015, 66, 7–15. [Google Scholar] [CrossRef]
- Xu, Z.; Niu, Y.; Wang, Z.; Li, H.; Yang, L.; Qiu, J.; Wang, H. Enhanced Nucleation Rate of Polylactide in Composites Assisted by Surface Acid Oxidized Carbon Nanotubes of Different Aspect Ratios. ACS Appl. Mater. Interfaces 2011, 3, 3744–3753. [Google Scholar] [CrossRef]
- Ronkay, F.; Molnár, B.; Nagy, D.; Szarka, G.; Iván, B.; Kristály, F.; Mertinger, V.; Bocz, K. Melting Temperature versus Crystallinity: New Way for Identification and Analysis of Multiple Endotherms of Poly(Ethylene Terephthalate). J. Polym. Res. 2020, 27, 372. [Google Scholar] [CrossRef]
- Kumar, S.; Ramesh, M.R.; Doddamani, M.; Rangappa, S.M.; Siengchin, S. Mechanical Characterization of 3D Printed MWCNTs/HDPE Nanocomposites. Polym. Test. 2022, 114, 107703. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | MWCNT (wt.%) | Single/Twin-Screw Extruder | Number of Extrusion Process |
|---|---|---|---|
| PLA/P | 0 | virgin | |
| PLA/Sx1 | 0 | single | 1 |
| PLA/Sx2 | 0 | single | 2 |
| PLA/Sx3 | 0 | single | 3 |
| PLA/CNT/Sx1 | 25 | single | 1 |
| PLA/CNT/Sx2 | 25 | single | 2 |
| PLA/CNT/Sx3 | 25 | single | 3 |
| PLA/Tx1 | 0 | twin | 1 |
| PLA/Tx2 | 0 | twin | 2 |
| PLA/Tx3 | 0 | twin | 3 |
| PLA/CNT/Tx1 | 25 | twin | 1 |
| PLA/CNT/Tx2 | 25 | twin | 2 |
| PLA/CNT/Tx3 | 25 | twin | 3 |
| Single-Screw Extruder | ||||||
|---|---|---|---|---|---|---|
| Sample | PLA/Sx1 | PLA/Sx2 | PLA/Sx3 | PLA/CNT/Sx1 | PLA/CNT/Sx2 | PLA/CNT/Sx3 |
| Mo [Nm] | 41.0 | 34.0 | 24.0 | 60.0 | 54.0 | 50.0 |
| Y [kg/h] | 2.70 | 2.18 | 1.57 | 1.12 | 0.98 | 0.90 |
| Twin-Screw Extruder | ||||||
|---|---|---|---|---|---|---|
| Sample | PLA/Tx1 | PLA/Tx2 | PLA/Tx3 | PLA/CNT/Tx1 | PLA/CNT/Tx2 | PLA/CNT/Tx3 |
| Tt [°C] | 198 | 200 | 200 | 207 | 203 | 198 |
| Mo [Nm] | 21.1 | 20.1 | 18.5 | 29.7 | 28.1 | 26.4 |
| W [kW] | 0.38 | 0.39 | 0.36 | 0.59 | 0.52 | 0.49 |
| Y [kg/h] | 3.25 | 3.10 | 3.05 | 1.85 | 1.83 | 1.80 |
| Single-Screw Extruder | ||||
|---|---|---|---|---|
| Sample | Zone 1 [°C] | Zone 2 [°C] | Zone 3 [°C] | Head [°C] |
| Set temperature | 170 | 175 | 180 | 180 |
| PLA/Sx1 | 170 | 175 | 180 | 180 |
| PLA/Sx2 | 172 | 174 | 179 | 180 |
| PLA/Sx3 | 170 | 175 | 180 | 180 |
| PLA/CNT/Sx1 | 170 | 201 | 210 | 180 |
| PLA/CNT/Sx2 | 172 | 184 | 187 | 180 |
| PLA/CNT/Sx3 | 172 | 183 | 186 | 179 |
| Twin-Screw Extruder | |||||
|---|---|---|---|---|---|
| Sample | Zone 1 [°C] | Zone 2 [°C] | Zone 3 [°C] | Zone 4 [°C] | Head [°C] |
| Set temperature | 175 | 180 | 180 | 185 | 185 |
| PLA/Tx1 | 176 | 183 | 183 | 185 | 183 |
| PLA/Tx2 | 172 | 178 | 181 | 186 | 182 |
| PLA/Tx3 | 170 | 179 | 180 | 185 | 186 |
| PLA/CNT/Tx1 | 177 | 200 | 196 | 188 | 188 |
| PLA/CNT/Tx2 | 179 | 190 | 182 | 187 | 185 |
| PLA/CNT/Tx3 | 177 | 185 | 186 | 188 | 183 |
| Sample | Peak Position 2θ [°] | FWHM [°] | d-Spacing [Å] | D [nm] |
|---|---|---|---|---|
| PLA/CNT/Sx1 | 26.72 | 1.38 | 3.33 | 5.99 |
| PLA/CNT/Sx2 | 26.71 | 1.35 | 3.33 | 5.86 |
| PLA/CNT/Sx3 | 26.73 | 1.49 | 3.33 | 5.42 |
| PLA/CNT/Tx1 | 26.49 | 1.27 | 3.36 | 6.36 |
| PLA/CNT/Tx2 | 26.46 | 1.29 | 3.37 | 6.26 |
| PLA/CNT/Tx3 | 26.51 | 1.26 | 3.36 | 6.41 |
| Sample | Heating 1 | Heating 2 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tm [°C] | ∆Hm [J/g] | Tg [°C] | Tcc [°C] | ΔHcc [J/g] | Xc1 [%] | Tm [°C] | ∆Hm [J/g] | Tg [°C] | Tcc [°C] | ΔHcc [J/g] | Xc2 [%] | |
| PLA/P | 154.8 | 28.0 | 64.1 | 116.6 | 5.0 | 35.5 | - | - | 58.5 | - | - | 0 |
| PLA/Sx1 | 152.5 | 27.9 | 57.8 | 113.3 | 27.9 | 0 | 149.2 | 13.9 | 58.2 | 127.6 | 13.8 | 0 |
| PLA/Sx2 | 152.6 | 27.0 | 58.3 | 112.4 | 27.0 | 0 | 149.1 | 15.4 | 58.6 | 127.2 | 15.6 | 0 |
| PLA/Sx3 | 151.2 | 29.8 | 57.0 | 111.6 | 27.1 | 2.1 | 148.8 | 13.0 | 58.5 | 127.0 | 12.5 | 0 |
| PLA/CNT/Sx1 | 153.5 | 11.4 | 59.8 | 108.8 | 10.9 | 0 | 151.3 | 6.5 | 59.4 | 129.0 | 6.5 | 0 |
| PLA/CNT/Sx2 | 153.5 | 11.8 | 59.9 | 119.3 | 11.1 | 0 | 149.1 | 15.0 | 58.6 | 123.1 | 14.7 | 0 |
| PLA/CNT/Sx3 | 154.4 | 19.0 | 60.5 | 109.2 | 15.6 | 3.7 | 148.8 | 11.5 | 58.2 | 124.0 | 11.2 | 0 |
| PLA/Tx1 | 152.2 | 27.2 | 56.7 | 112.9 | 26.8 | 0 | 148.5 | 20.6 | 58.7 | 125.7 | 20.5 | 0 |
| PLA/Tx2 | 152.1 | 27.2 | 57.5 | 111.7 | 27.2 | 0 | 148.2 | 19.5 | 59.0 | 124.9 | 19.2 | 0 |
| PLA/Tx3 | 151.4 | 27.9 | 56.4 | 110.5 | 27.5 | 0 | 147.9 | 23.0 | 58.8 | 124.2 | 22.2 | 0 |
| PLA/CNT/Tx1 | 153.7 | 5.5 | 58.5 | 130.8 | 4.4 | 0 | 149.6 | 9.1 | 58.6 | 127.9 | 9.1 | 0 |
| PLA/CNT/Tx2 | 153.4 | 16.3 | 58.5 | 126.2 | 16.3 | 0 | 146.8 | 14.6 | 57.1 | 122.2 | 14.5 | 0 |
| PLA/CNT/Tx3 | 151.4 156.2 | 28.7 | 59.6 | 108.4 | 28.2 | 0 | 144.1 152.1 | 27.1 | 58.4 | 103.9 | 27.1 | 0 |
| Sample | MFR (g/10 min) |
|---|---|
| Piston load: 2.16 kg; melt temperature: 190 °C | |
| PLA/P | 7.81 ± 0.08 |
| PLA/Sx1 | 7.47 ± 0.07 |
| PLA/Sx2 | 10.69 ± 0.19 |
| PLA/Sx3 | 13.36 ± 0.31 |
| PLA/Tx1 | 7.62 ± 0.15 |
| PLA/Tx2 | 9.01 ± 0.11 |
| PLA/Tx3 | 11.17 ± 0.17 |
| Piston load: 21.6 kg; melt temperature: 210 °C | |
| PLA/CNT/Sx1 | 0.07 ± 0.01 |
| PLA/CNT/Sx2 | 0.80 ± 0.05 |
| PLA/CNT/Sx3 | 1.06 ± 0.07 |
| PLA/CNT/Tx1 | 40.00 ± 4.88 |
| PLA/CNT/Tx2 | 105.10 ± 1.85 |
| PLA/CNT/Tx3 | 174.30 ± 1.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaczor, D.; Bajer, K.; Raszkowska-Kaczor, A.; Domek, G.; Madajski, P.; Szroeder, P. The Influence of Multiple Extrusions on the Properties of High Filled Polylactide/Multiwall Carbon Nanotube Composites. Materials 2022, 15, 8958. https://doi.org/10.3390/ma15248958
Kaczor D, Bajer K, Raszkowska-Kaczor A, Domek G, Madajski P, Szroeder P. The Influence of Multiple Extrusions on the Properties of High Filled Polylactide/Multiwall Carbon Nanotube Composites. Materials. 2022; 15(24):8958. https://doi.org/10.3390/ma15248958
Chicago/Turabian StyleKaczor, Daniel, Krzysztof Bajer, Aneta Raszkowska-Kaczor, Grzegorz Domek, Piotr Madajski, and Pawel Szroeder. 2022. "The Influence of Multiple Extrusions on the Properties of High Filled Polylactide/Multiwall Carbon Nanotube Composites" Materials 15, no. 24: 8958. https://doi.org/10.3390/ma15248958