
Mechanical Behaviour and Impact of Various Fibres Embedded with Eggshell Powder Epoxy Resin Biocomposite
 , and
, and
Abstract
:1. Introduction
2. Experimental Programme
2.1. Materials
2.1.1. Eggshell Powder Preparation
2.1.2. Fibres
2.1.3. Epoxy Resin
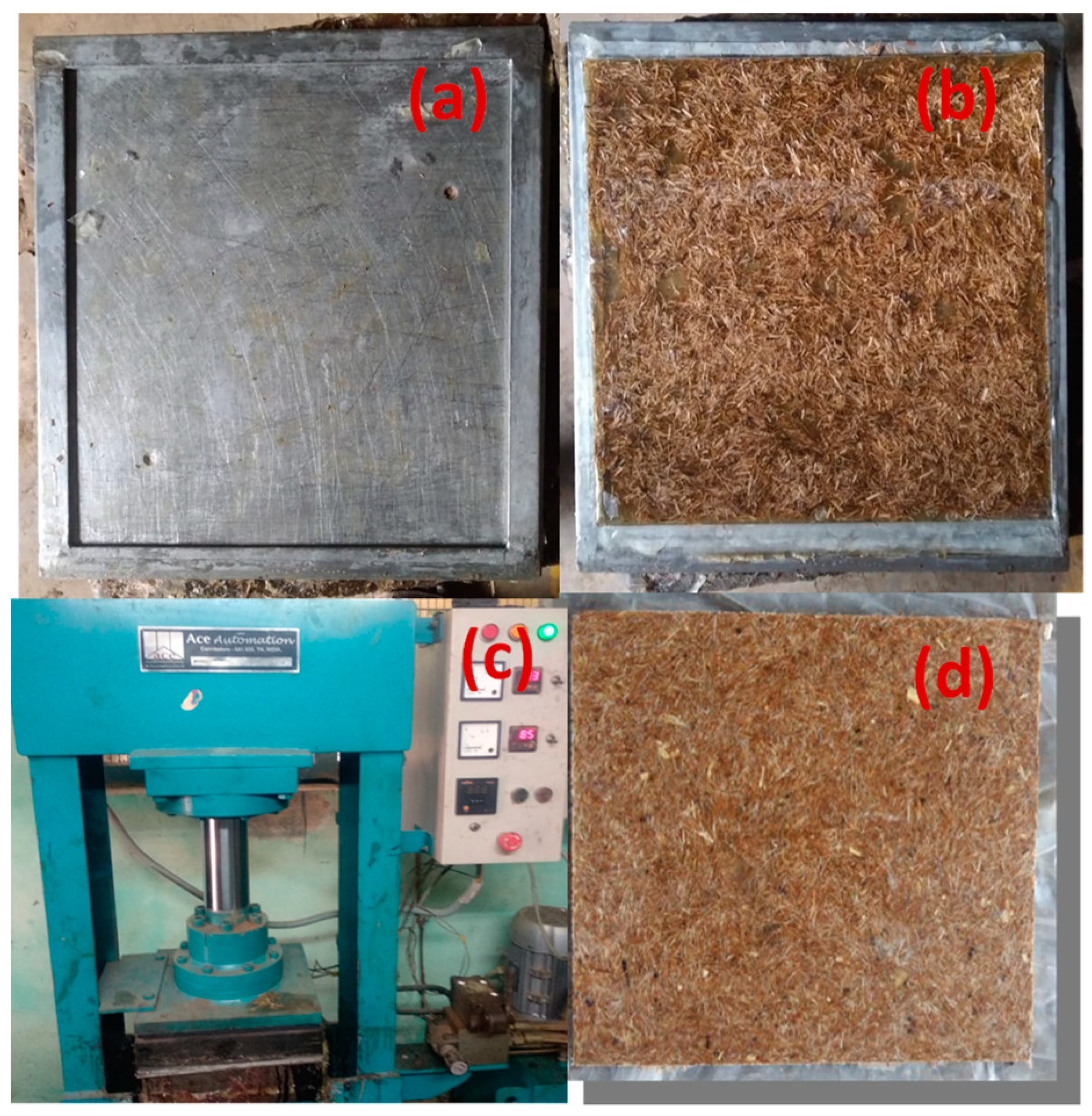
2.2. Processing
2.2.1. Matrix Preparation
2.2.2. Specimen Preparation
3. Tests conducted
3.1. Mechanical Properties Test
3.2. Biodegradable Test
- W1 = initial weight of the samples before soil burial test, g
- W2 = weight of the sample after soil burial test, g
4. Results and Discussion
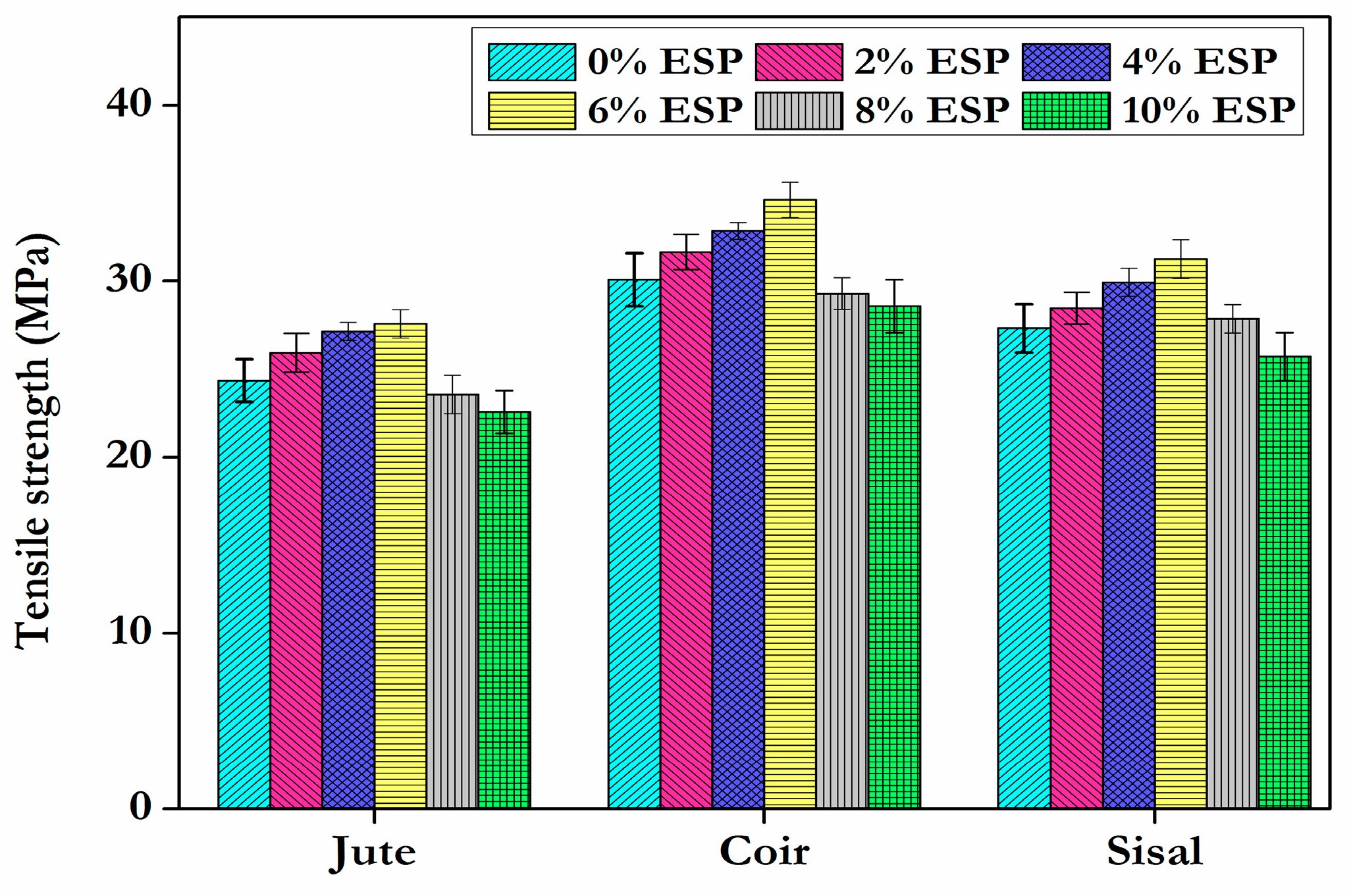
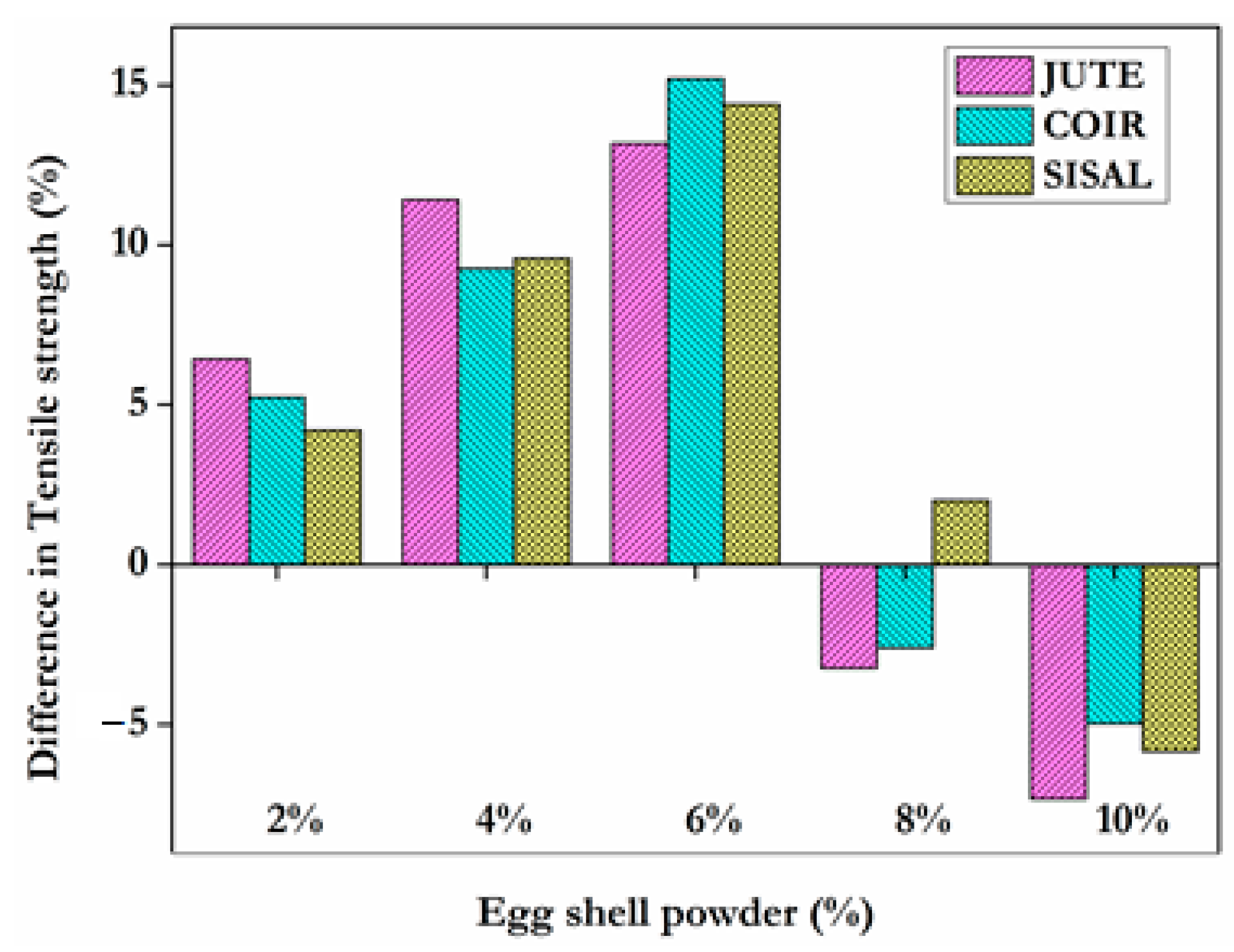
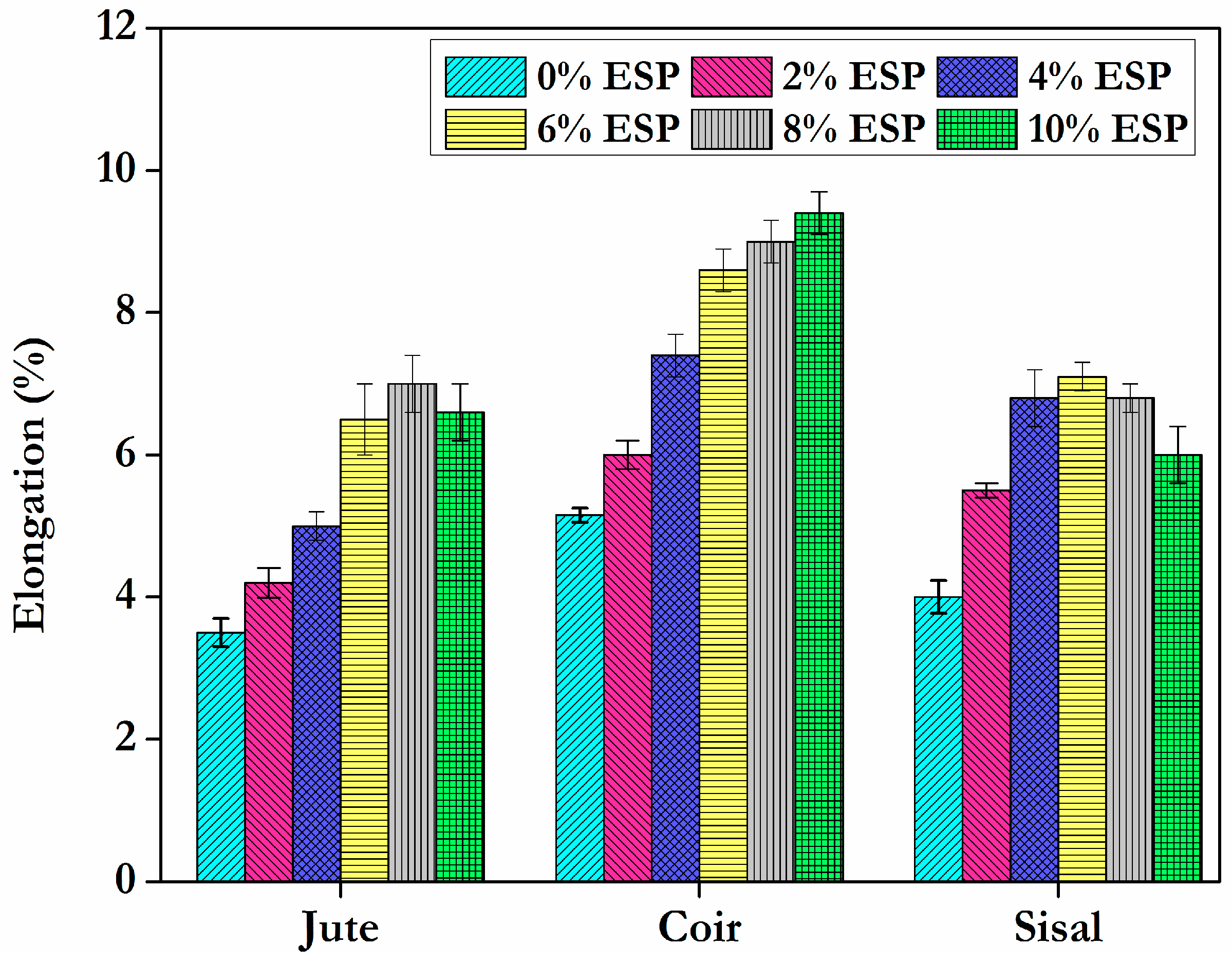
4.1. Tensile Strength
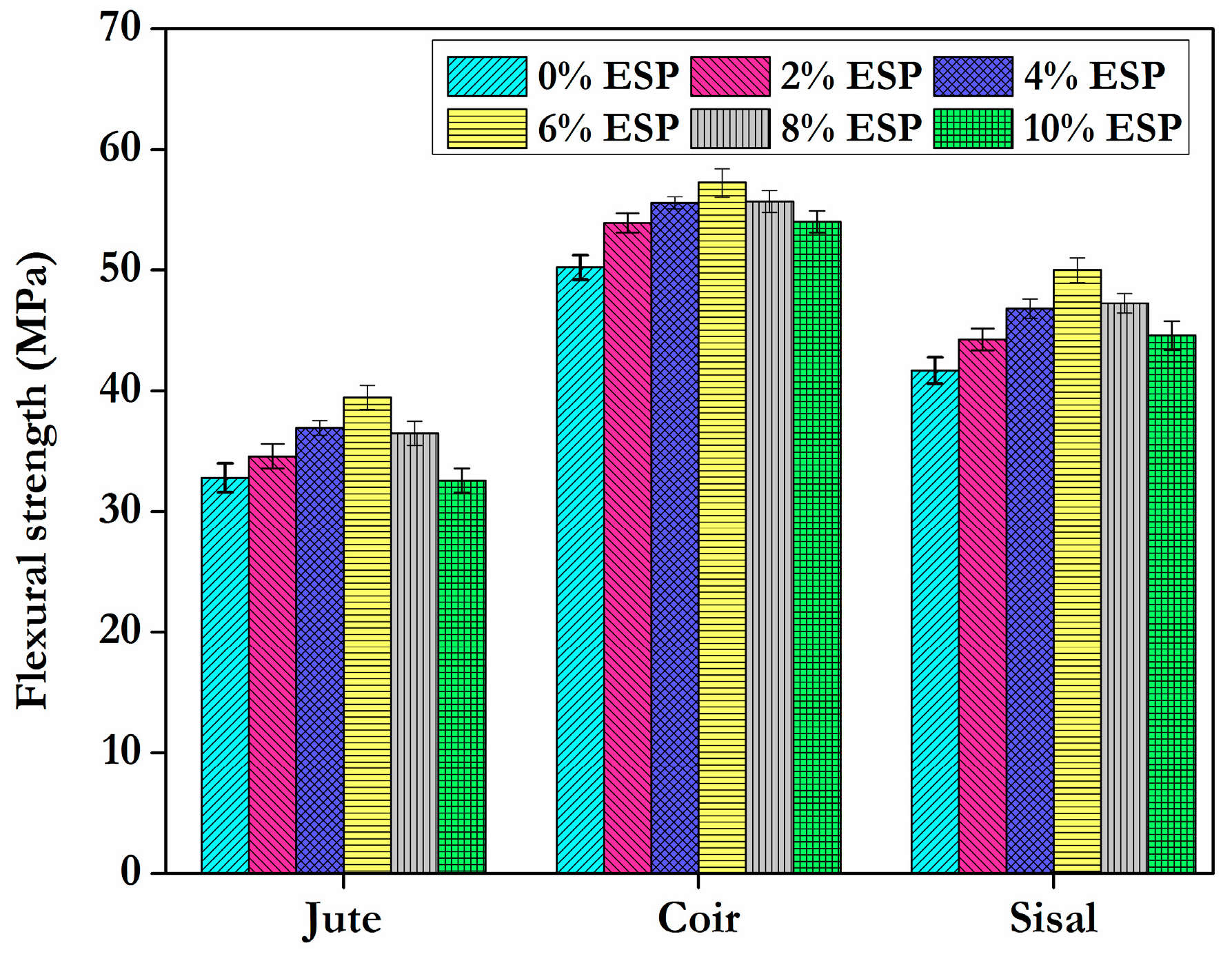
4.2. Flexural Test
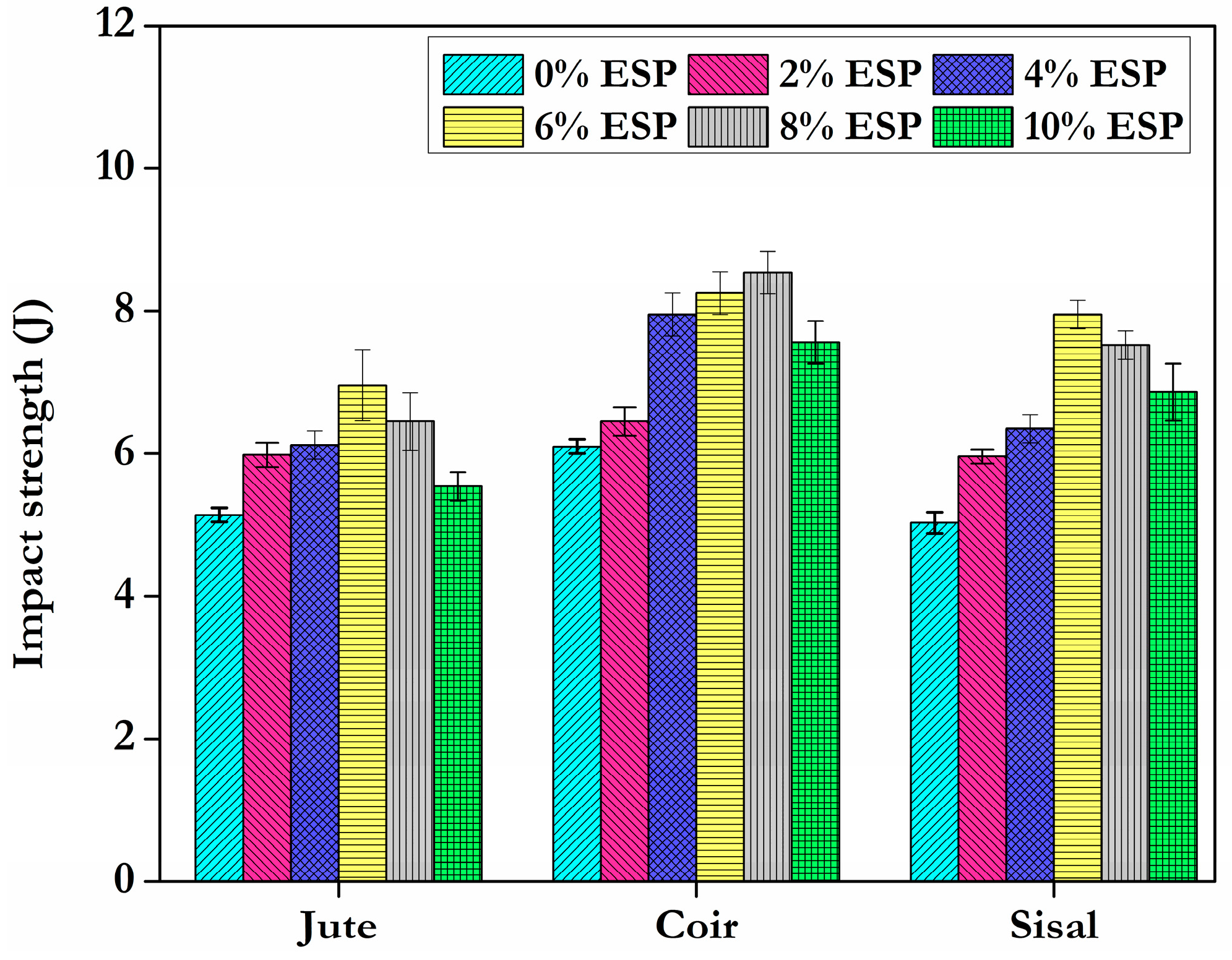
4.3. Impact Test
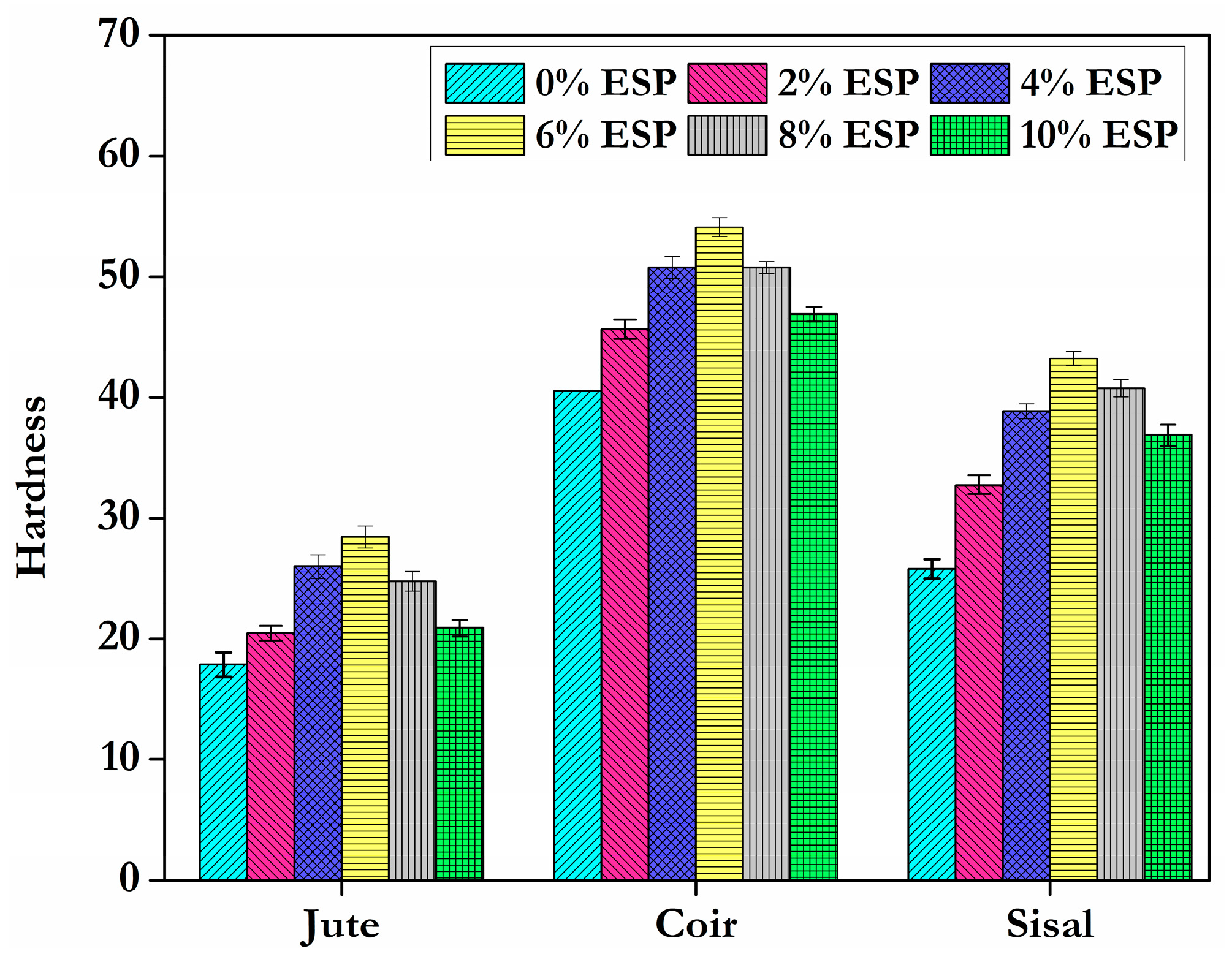
4.4. Hardness Test
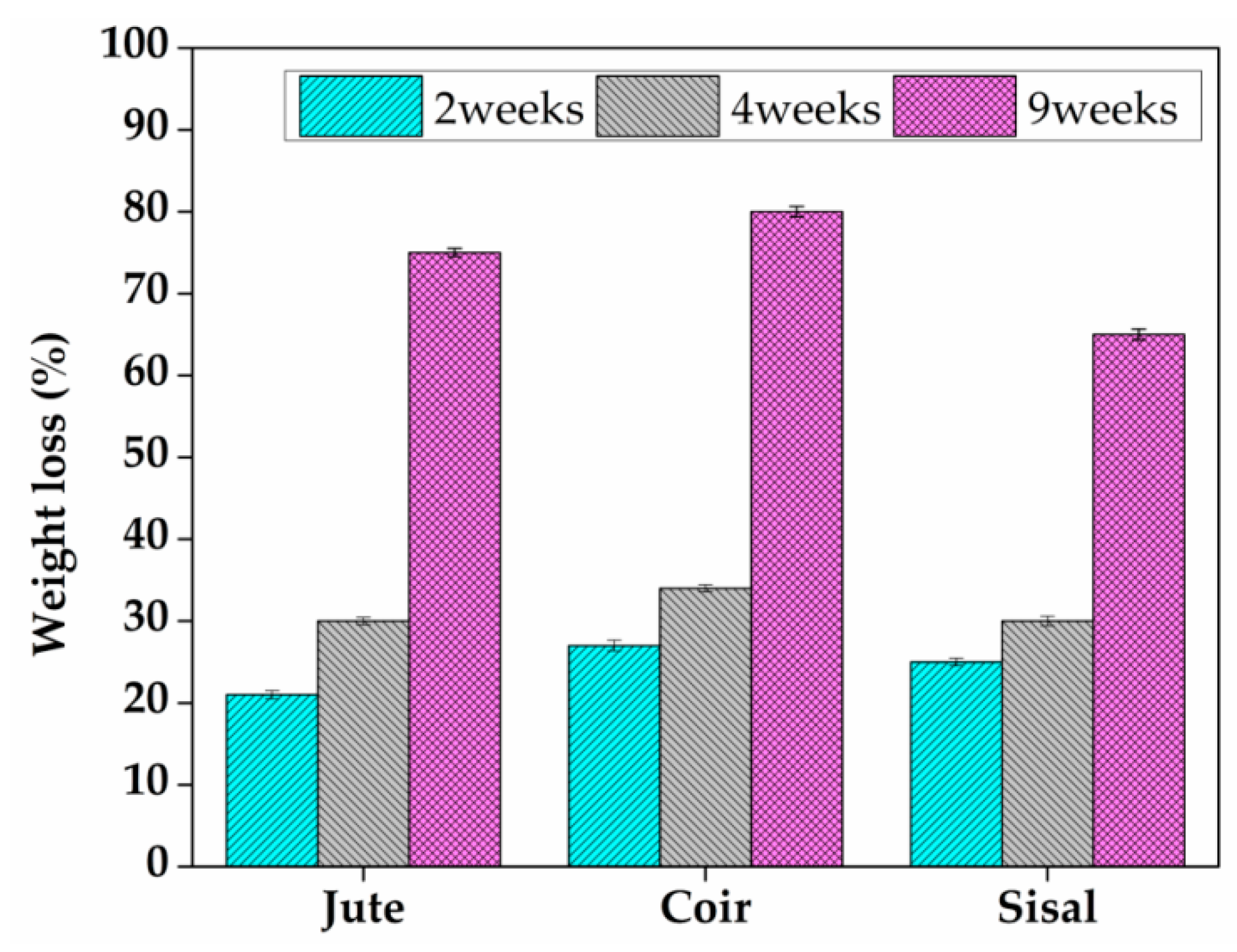
4.5. Soil Burial Test
5. Conclusions
- For all the fibre composites, the best amount of eggshell powder was found to be 6% by weight. The composites’ tensile strength and modulus increase as the filler loading increases from 2% to 10% wt.
- Increasing the filler quantity reduces the strength in all three types of fibres as the fiber and matrix bonding area decreases. The results show that 6% eggshell powder has good tensile properties and impact properties.
- The biodegradability of the fibres is improved with addition of time duration. This work aims to reduce the amount of eggshell waste that ends up in landfills. It will also try to find a replacement for eggshells in advanced engineering applications like automotive, aerospace, etc.
- Better mechanical properties are anticipated with homogeneous dispersion of filler particles in the matrix and good compatibility and adhesion of the fibre, matrix, and filler. Tribological studies using eggshell as fillers are still being conducted. As a result of this study, it is clear that there is a potential for using eggshell particle as a filler in composites and studying their wear behavior so that it can be employed in future structural and automobileapplications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Anuar, H.; Zuraida, A.; Morlin, B.; Kovács, J.G. Micromechanical Property Investigations of Poly(Lactic Acid)-Kenaf Fiber Biocomposites. J. Nat. Fibers 2011, 8, 14–26. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Arpitha, G.R.; Gopinath, V. Effect of Hybridization on Properties of Hemp-Carbon Fibre-Reinforced Hybrid Polymer Composites Using Experimental and Finite Element Analysis. World J. Eng. 2019, 16, 248–259. [Google Scholar] [CrossRef]
- Chen, X.; Ali, I.; Song, L.; Song, P.; Zhang, Y.; Maria, S.; Nazmus, S.; Yang, W.; Dhakal, H.N.; Li, H.; et al. A Review on Recent Advancement of Nano-Structured-Fiber-Based Metal-Air Batteries and Future Perspective. Renew. Sustain. Energy Rev. 2020, 134, 110085. [Google Scholar] [CrossRef]
- Hannan, Y. Composites’ Impact on the Energy Efficiency in the Industry Sector; Ph.D. Engineering in Air-Transport operation Technical Education Copenhagen TEC, Aviation Department, Denmark Skillman Project; Skillman.eu: Pistoia, Italy.
- Owuamanam, S.; Cree, D. Progress of Bio-Calcium Carbonate Waste Eggshell and Seashell Fillers in Polymer Composites: A Review. J. Compos. Sci. 2020, 4, 70. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A Short Review on Basalt Fiber Reinforced Polymer Composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Chaithanyasai, A.; Vakchore, P.R.; Umasankar, V. The Micro Structural and Mechanical Property Study of Effects of EGG SHELL Particles on the Aluminum 6061. Procedia Eng. 2014, 97, 961–967. [Google Scholar] [CrossRef] [Green Version]
- Ummartyotin, S.; Pisitsak, P.; Pechyen, C. Eggshell and Bacterial Cellulose Composite Membrane as Absorbent Material in Active Packaging. Int. J. Polym. Sci. 2016, 2016, 1047606. [Google Scholar] [CrossRef] [Green Version]
- Barkoula, N.M.; Alcock, B.; Cabrera, N.O.; Peijs, T. Flame-Retardancy Properties of Intumescent Ammonium Poly(Phosphate) and Mineral Filler Magnesium Hydroxide in Combination with Graphene. Polym. Polym. Compos. 2008, 16, 101–113. [Google Scholar] [CrossRef]
- Batouli, S.M.; Zhu, Y.; Nar, M.; D’Souza, N.A. Environmental Performance of Kenaf-Fiber Reinforced Polyurethane: A Life Cycle Assessment Approach. J. Clean. Prod. 2014, 66, 164–173. [Google Scholar] [CrossRef]
- Narayanan, V.; Elayaperumal, A. Banana Fiber Reinforced Polymer Composites-A Review. J. Reinf. Plast. Compos. 2010, 29, 2387–2396. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and Bonding Mechanisms of Plant Fibre Composites: An Overview; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; Volume 101, ISBN 7790390554. [Google Scholar]
- Ekielski, A.; Żelaziński, T.; Mishra, P.K.; Skudlarski, J. Properties of Biocomposites Produced with Thermoplastic Starch and Digestate: Physicochemical and Mechanical Characteristics. Materials 2021, 14, 6092. [Google Scholar] [CrossRef]
- Thomason, J.L.; Rudeiros-Fernández, J.L. Thermal Degradation Behaviour of Natural Fibres at Thermoplastic Composite Processing Temperatures. Polym. Degrad. Stab. 2021, 188, 109594. [Google Scholar] [CrossRef]
- Machaka, M.; Abou Chakra, H.; Elkordi Professor, A. Alkali Treatment of Fan Palm Natural Fibers for Use in Fiber Reinforced Concrete. Eur. Sci. J. 2014, 10, 1857–7881. [Google Scholar]
- Karim, N.; Sarker, F.; Afroj, S.; Zhang, M.; Potluri, P.; Novoselov, K.S. Sustainable and Multifunctional Composites of Graphene-Based Natural Jute Fibers. Adv. Sustain. Syst. 2021, 5, 2000228. [Google Scholar] [CrossRef]
- Sun, Z.; Zhang, L.; Liang, D.; Xiao, W.; Lin, J. Mechanical and Thermal Properties of PLA Biocomposites Reinforced by Coir Fibers. Int. J. Polym. Sci. 2017, 2017, 2178329. [Google Scholar] [CrossRef] [Green Version]
- Rahul, K.; Madhukar, H.S.; Karthik, M.N.; Pavana, K.B.; Kenneth, P.D.; Loyd, D. Processing and Characterisation of Banana Fiber Reinforced Polymer Nano Composite. Nanosci. Nanotechnol. 2017, 7, 34–37. [Google Scholar] [CrossRef]
- Tripathy, S.S.; Rout, J.; Mohanty, A.K.; Misra, M.; Nayak, S.K. Surface Modification of Coir Fibers. II. Cu(II)- IO4- Initiated Graft Copolymerization of Acrylonitrile onto Chemically Modified Coir Fibers. J. Appl. Polym. Sci. 2002, 84, 75–82. [Google Scholar] [CrossRef]
- Ozawa, M.; Kim, G.Y.; Choe, G.C.; Yoon, M.H.; Sato, R.; Rokugo, K. Thermal Properties of Jute Fber Concrete at High Temperature. J. Struct. Fire Eng. 2016, 7, 182–192. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Ramesh, M.; Deepa, C. Fabrication and Property Evaluation of Banana-Hemp-Glass Fiber Reinforced Composites. Procedia Eng. 2014, 97, 2032–2041. [Google Scholar] [CrossRef] [Green Version]
- Ayrilmis, N.; Jarusombuti, S.; Fueangvivat, V.; Bauchongkol, P. Coir Fiber Reinforced Polypropylene Composite Panel for Automotive Interior Applications. Fibers Polym. 2011, 12, 919–926. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Wang, X. Flexural Characteristics of Coir Fiber Reinforced Cementitious Composites. Fibers Polym. 2006, 7, 286–294. [Google Scholar] [CrossRef]
- Kunrath, K.; Kerche, E.F.; Rezende, M.C.; Amico, S.C. Mechanical, Electrical, and Electromagnetic Properties of Hybrid Graphene/Glass Fiber/Epoxy Composite. Polym. Polym. Compos. 2019, 27, 262–267. [Google Scholar] [CrossRef]
- Ganesan, K.; Kailasanathan, C.; Sanjay, M.R.; Senthamaraikannan, P. A New Assessment on Mechanical Properties of Jute Fiber Mat with Egg Shell Powder/Nanoclay-Reinforced Polyester Matrix Composites. J. Nat. Fibers 2018, 17, 1–9. [Google Scholar] [CrossRef]
- Balakrishnan, S.; Krishnaraj, C.; Raajeshkrishna, C.R. Investigation of Mechanical Properties of Jute Epoxy Composite with Fruit Waste (Citrullus Vulgaris Peel) Filler for Automotive Applications. Polym. Polym. Compos. 2020, 29, 1430–1441. [Google Scholar] [CrossRef]
- Jose, S.; Shanumon, P.S.; Paul, A.; Mathew, J.; Thomas, S. Physico-Mechanical, Thermal, Morphological, and Aging Characteristics of Green Hybrid Composites Prepared from Wool-Sisal and Wool-Palf with Natural Rubber. Polymers 2022, 14, 4882. [Google Scholar] [CrossRef] [PubMed]
- Sivakumar, A.A.; Canales, C.; Roco-Videla, Á.; Chávez, M. Development of Thermoplastic Cassava Starch Composites with Banana Leaf Fibre. Sustainability 2022, 14, 12732. [Google Scholar] [CrossRef]
- Maran, J.P.; Sivakumar, V.; Thirugnanasambandham, K.; Sridhar, R. Degradation Behavior of Biocomposites Based on Cassava Starch Buried under Indoor Soil Conditions. Carbohydr. Polym. 2014, 101, 20–28. [Google Scholar] [CrossRef] [PubMed]
- Mohan, T.P.; Kanny, K. Thermal, Mechanical and Physical Properties of Nanoegg Shell Particle-Filled Epoxy Nanocomposites. J. Compos. Mater. 2018, 52, 3989–4000. [Google Scholar] [CrossRef]
- Kumar, B.A.; Saminathan, R.; Tharwan, M.; Vigneshwaran, M.; Babu, P.S.; Ram, S.; Kumar, P.M. Materials Today: Proceedings Study on the Mechanical Properties of a Hybrid Polymer Composite Using Egg Shell Powder Based Bio-Filler. Mater. Today Proc. 2022, 69, 679–683. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Ray, D.; Mohanty, A.K.; Mishra, M. Natural-Fiber Composites in the Automotive Sector. In Properties and Performance of Natural-Fibre Composites; Woodhead Publishing: Sawston, UK, 2008; pp. 221–268. [Google Scholar] [CrossRef]
- Iyer, K.A.; Torkelson, J.M. Green Composites of Polypropylene and Eggshell: Effective Biofiller Size Reduction and Dispersion by Single-Step Processing with Solid-State Shear Pulverization. Compos. Sci. Technol. 2014, 102, 152–160. [Google Scholar] [CrossRef]
- Alamjuri, R.H.; Yusof, F.A. Biocomposite of Cassava Starch-Cymbopogan Citratus Fibre: Mechanical, Thermal and Biodegradation Properties. Polymers 2022, 14, 514. [Google Scholar]
- Jumaidin, R.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Thermal, Mechanical, and Physical Properties of Seaweed/Sugar Palm Fibre Reinforced Thermoplastic Sugar Palm Starch/Agar Hybrid Composites. Int. J. Biol. Macromol. 2017, 97, 606–615. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Fibre | Tensile Strength (MPa) | Youngs Modulus (GPa) | Elongation at Break (%) | Density (g/cm3) |
|---|---|---|---|---|
| Jute | 510–710 | 26.5 | 1.6 | 1.21 |
| Coir | 825–880 | 8 –15 | 15 | 1.40 |
| Sisal | 610–820 | 9–22 | 2–3 | 1.34 |
| S.No | Properties | Values |
|---|---|---|
| 1 | Transition strength (°C) | 120–130 |
| 2 | Tensile strength (N/mm2) | 85 |
| 3 | Tensile modulus (N/mm2) | 10,500 |
| 4 | Elongation at break (%) | 0.8 |
| 5 | Flexural strength (N/mm2) | 112 |
| 6 | Flexural modulus (N/mm2) | 10,000 |
| 7 | Compressive strength (N/mm2) | 190 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sivakumar, A.A.; Sankarapandian, S.; Avudaiappan, S.; Flores, E.I.S. Mechanical Behaviour and Impact of Various Fibres Embedded with Eggshell Powder Epoxy Resin Biocomposite. Materials 2022, 15, 9044. https://doi.org/10.3390/ma15249044
Sivakumar AA, Sankarapandian S, Avudaiappan S, Flores EIS. Mechanical Behaviour and Impact of Various Fibres Embedded with Eggshell Powder Epoxy Resin Biocomposite. Materials. 2022; 15(24):9044. https://doi.org/10.3390/ma15249044
Chicago/Turabian StyleSivakumar, Aburpa Avanachari, Sankarasabapathi Sankarapandian, Siva Avudaiappan, and Erick I. Saavedra Flores. 2022. "Mechanical Behaviour and Impact of Various Fibres Embedded with Eggshell Powder Epoxy Resin Biocomposite" Materials 15, no. 24: 9044. https://doi.org/10.3390/ma15249044