
Microstructure, Microhardness and Tribological Properties of Bronze–Steel Bimetallic Composite Produced by Vacuum Diffusion Welding

Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Characterization
3. Results and Discussion
3.1. Microstructure
3.2. Microhardness
3.3. Tribological Properties
4. Conclusions
- (1)
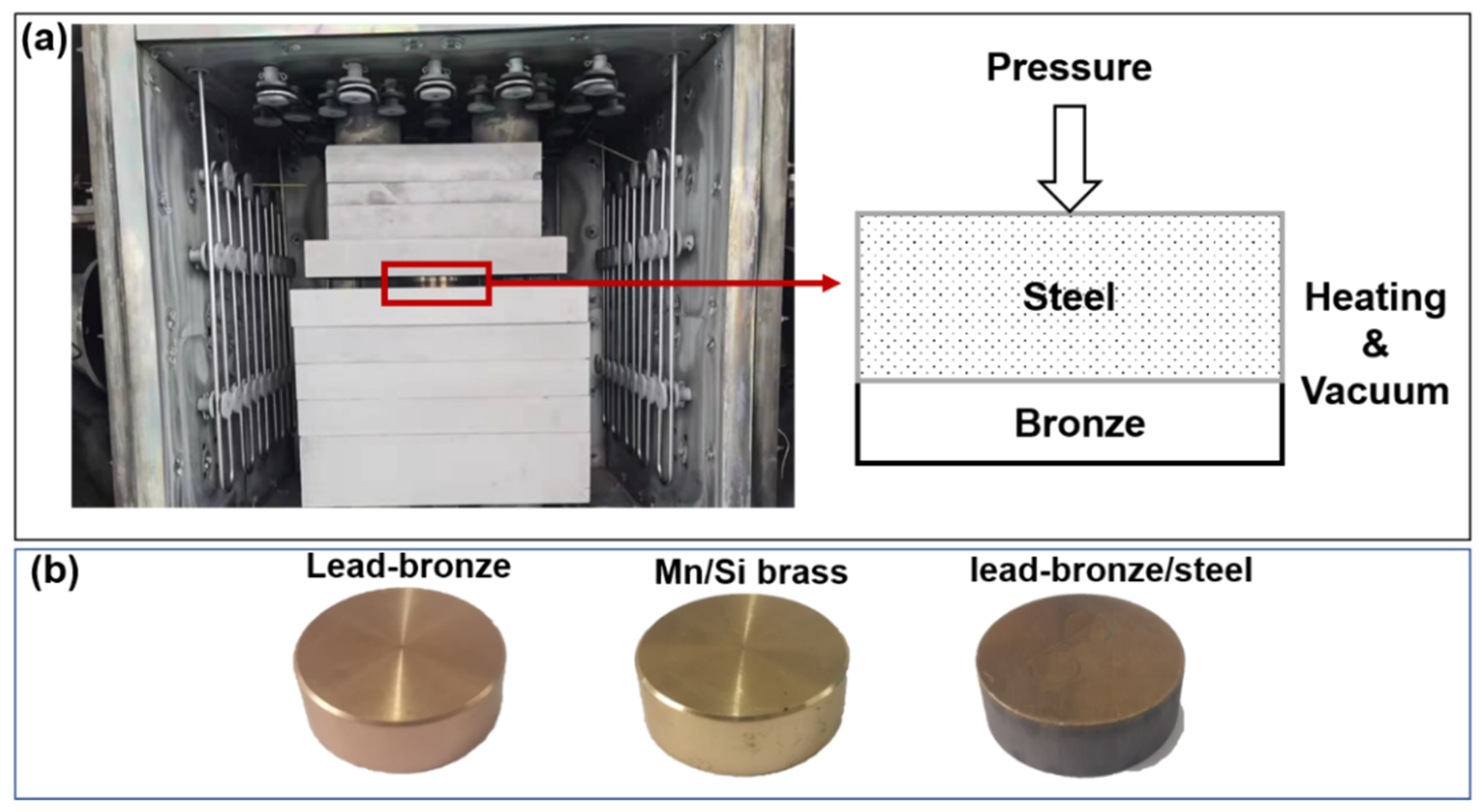
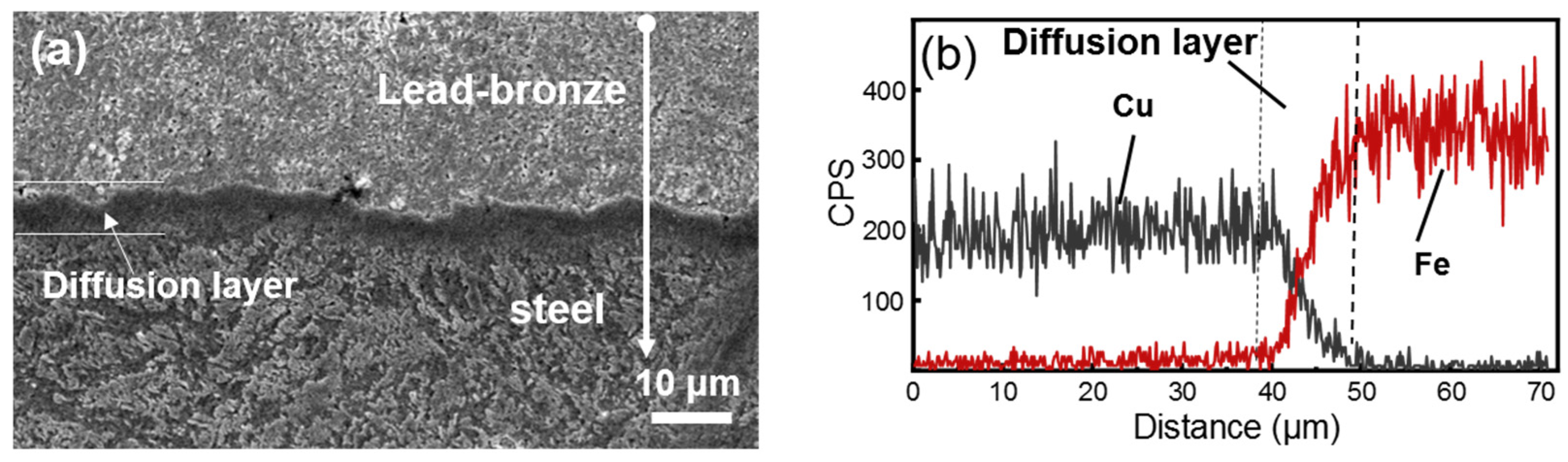
- The lead–bronze/steel bimetallic structure was produced by a vacuum diffusion welding technology. The lead–bronze layer was tightly bonded with steel and formed a continuous diffusion layer.
- (2)
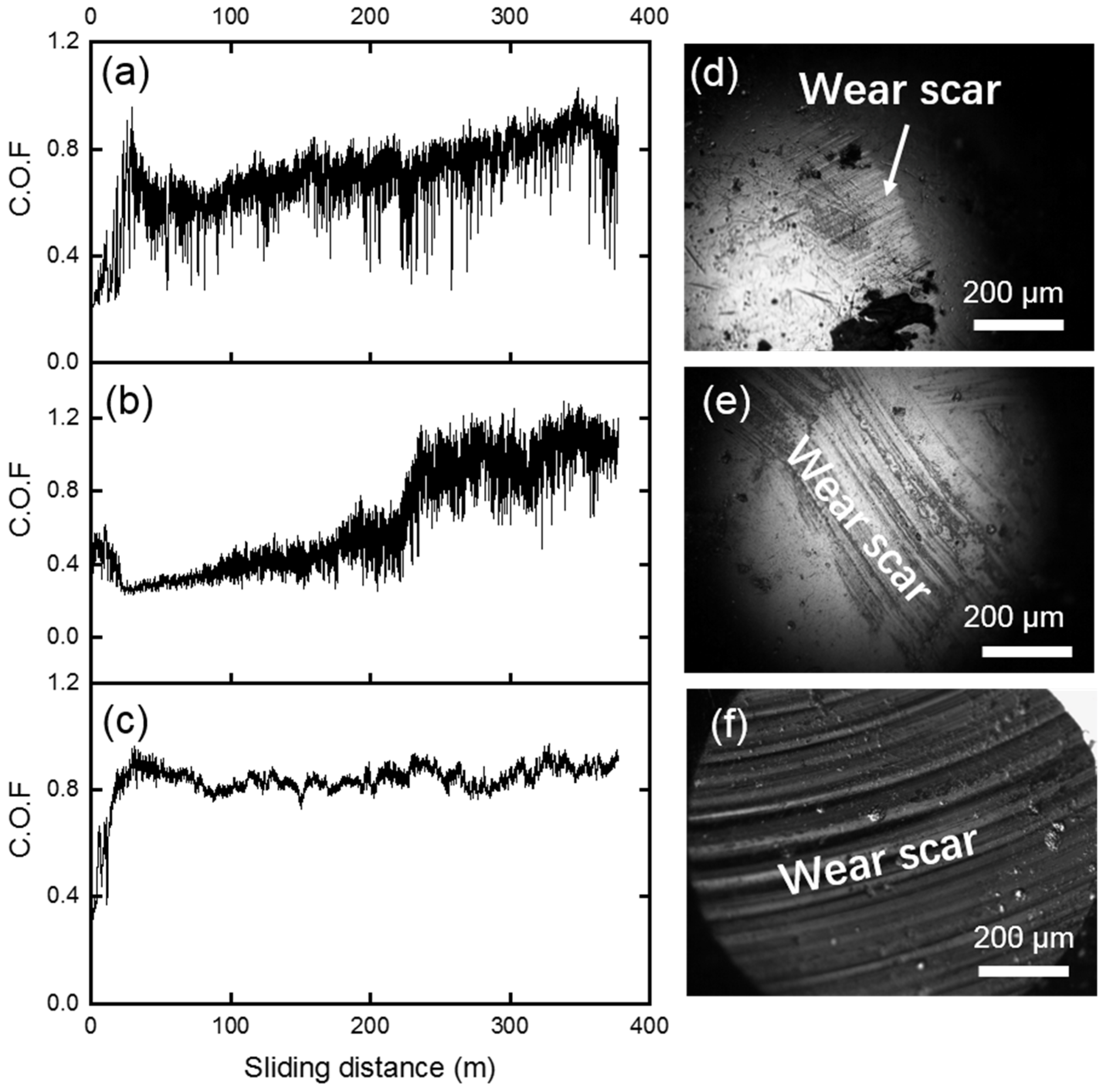
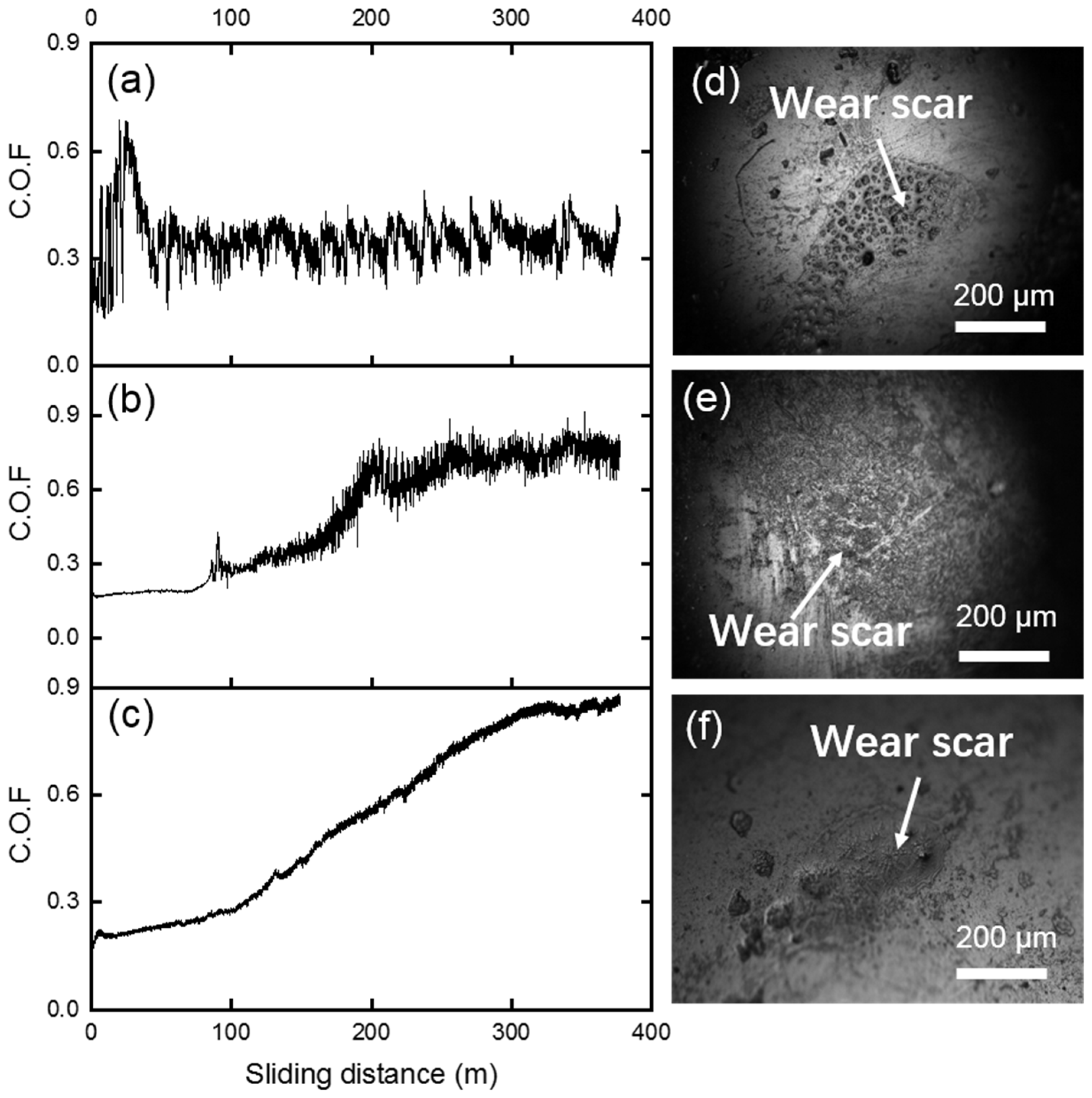
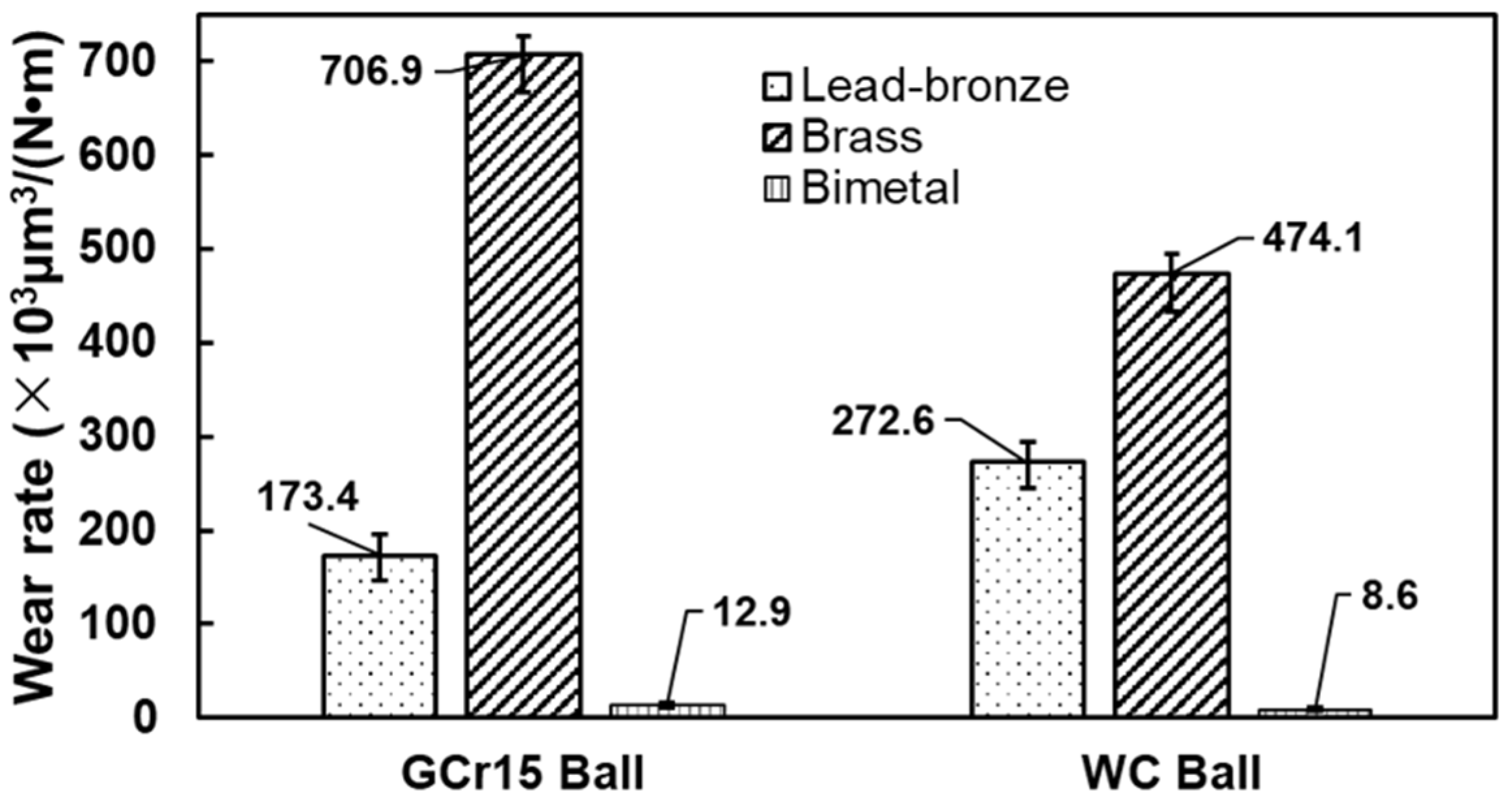
- The tribological properties of three samples, i.e., lead–bronze, Mn/Si brass and bimetallic materials were tested. Under a dry sliding condition and high load (~500 MPa), large amounts of plastic deformation occurred for the lead–bronze, which was due to its insufficient mechanical strength and the failure to form a lubricating film by the soft lead phase. The wear debris with lead was easy to be hardened and accelerated the adhesive wear and abrasive wear. This situation was more serious when the counterface material was a relatively soft metal (GCr15).
- (3)
- Although the lead-free Mn/Si–brass alloy had higher hardness, its wear performance was worse than the lead–bronze under the dry sliding condition, which was due to the severe abrasive wear derived from hard precipitations in the alloy.
- (4)
- The lead–bronze/steel bimetallic structure can minimize the use of lead in the copper alloy. Meanwhile, this bimetallic structure achieved a better wear resistance than the other two alloys. The steel layer can serve as a bearing layer to decrease the plastic deformation of the bronze layer and accelerate the formation of a dense hardened layer at the interfaces to avoid subsequent wear of the bronze surface. Nevertheless, this hardened layer caused severe scuffing on the counterface materials.
- (5)
- Therefore, lead–bronze/steel-structured material had the best wear resistance among the three materials. It is recommended to be applied in the key friction pairs of Axial piston pumps matched with hard counterface material, such as cemented carbide.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| DLC | Diamond-like Carbon |
| PVD | Physical Vapour Deposition |
| CVD | Chemical Vapour Deposition |
| SEM | Scanning Electron Microscope |
| EDX | Energy Dispersive X-ray Spectroscopy |
| SE | Secondary Electron |
| Hv | Vickers Hardness |
| COF | Coefficient of Friction |
| 2D | Two-dimension |
| 3D | Three-dimension |
| WC | Tungsten Carbide |
References
- Zhao, J.; Fu, Y.; Ma, J.; Fu, J.; Chao, Q.; Wang, Y. Review of cylinder block/valve plate interface in axial piston pumps: Theoretical models, experimental investigations, and optimal design. Chin. J. Aero. 2021, 34, 111–134. [Google Scholar] [CrossRef]
- Wang, D.; Song, Y.; Tian, J.; E, S.; Haidak, G. Research on the fluid film lubrication between the piston-cylinder interface. Aip Adv. 2018, 8, 105330. [Google Scholar] [CrossRef]
- Haidak, G.; Wang, D.; Shiju, E.; Liu, J. Study of the influence of slipper parameters on the power efficiency of axial piston pumps. Adv. Mech. Eng. 2018, 10, 1687814018801460. [Google Scholar] [CrossRef] [Green Version]
- D’Andrea, D.; Epasto, G.; Bonanno, A.; Guglielmino, E.; Benazzi, G. Failure analysis of anti-friction coating for cylinder blocks in axial piston pumps. Eng. Fail. Anal. 2019, 104, 126–138. [Google Scholar] [CrossRef]
- Lee, S.Y.; Hong, Y.S. Effect of CrSiN thin film coating on the improvement of the low-speed torque efficiency of a hydraulic piston pump. Surf. Coat. Technol. 2007, 202, 1129–1134. [Google Scholar] [CrossRef]
- Zhang, J.; Qiu, X.; Gong, X.; Kong, X. Wear behavior of friction pairs of different materials for ultra-high-pressure axial piston pump. Inst. Mech. Eng. Part E J. Proc. Mech. Eng. 2019, 233, 945–953. [Google Scholar] [CrossRef]
- Chao, Z.; Huang, S.; Du, J.; Wang, X.; Zhang, H. A new dynamic seven-stage model for thickness prediction of the film between valve plate and cylinder block in axial piston pumps. Adv. Mech. Eng. 2016, 8, 16878140166714469. [Google Scholar]
- Hong, Y.-S.; Lee, S.-Y.; Kim, S.-H.; Lim, H.-S. Improvement of the Low-Speed Friction Characteristics of a Hydraulic Piston Pump by PVD-Coating of TiN. J. Mech. Sci. Technol. 2006, 20, 358–365. [Google Scholar] [CrossRef]
- Hong, Y.-S.; Lee, S.-Y. A comparative study of Cr-X-N (X=Zr, Si) coatings for the improvement of the low-speed torque efficiency of a hydraulic piston pump. Met. Mater. Inter. 2008, 14, 33–40. [Google Scholar]
- Sola, R.; Veronesi, P.; Zardin, B.; Borghi, M. A study on PVD coatings for reduction of friction and wear of swashplate axial piston pumps and motors. Metall. Ital. 2020, 3, 14–23. [Google Scholar]
- Jiang, J.; Gao, L. Experimental study of friction, and wear of friction pairs material of axial piston pump. Mach. Tools Hydraul. 2015, 43, 1–4. [Google Scholar]
- Stepankin, I.N.; Pozdnyakov, E.P.; Kudritsky, V.G. Influence of the surface layer structure on the interaction character of friction pairs formed by X155CrMo12-1, 41Gr4, and 35GrMnSi4 steels with CuAl9Fe4 bronze. J. Fric. Wear 2016, 37, 179–183. [Google Scholar] [CrossRef]
- Kestursatya, M.; Kim, J.K.; Rohatgi, P.K. Wear performance of copper–graphite composite and a leaded copper alloy. Mater. Sci. Eng. A 2003, 339, 150–158. [Google Scholar] [CrossRef]
- Hsieh, C.-C.; Wang, J.-S.; Wu, P.T.-Y.; Wu, W. Microstructural development of brass alloys with various Bi and Pb additions. Met. Mater. Inter. 2013, 19, 1173–1179. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Atsumi, H. Fabrication and properties of lead-free machinable brass with Ti additive by powder metallurgy. Powder Technol. 2010, 205, 242–249. [Google Scholar] [CrossRef]
- Schultheiss, F.; Johansson, D.; Linde, M.; Tam, P.L.; Bushlya, V.; Zhou, J.; Nyborg, L.; Stahl, J.E. Machinability of CuZn21Si3P brass. Mater. Sci. Technol. 2016, 32, 1744–1750. [Google Scholar] [CrossRef]
- Taha, M.A.; E-Mahallawy, N.A.; Mousa, T.M.; Hamouda, R.M.; Yousef, A.F.A.G. Microstructure and castability of lead-free silicon brass alloys. Materialwiss. Werkst. 2012, 43, 699–704. [Google Scholar] [CrossRef]
- Yang, C.; Ding, Z.; Tao, Q.C.; Liang, L.; Ding, Y.F.; Zhang, W.W.; Zhu, Q.L. High-strength and free-cutting silicon brasses designed via the zinc equivalent rule. Mater. Sci. Eng. A-Struct. Mater. Prop. Micro. Proc. 2018, 723, 296–305. [Google Scholar] [CrossRef]
- Bie, L.; Chen, X.; Liu, P.; Zhang, T.; Xu, X. Morphology Evolution of Mn5Si3 Phase and Effect of Mn content on Wear Resistance of Special Brass. Met. Mater. Inter. 2020, 26, 431–443. [Google Scholar] [CrossRef]
- Samodurova, M.; Shaburova, N.; Samoilova, O.; Radionova, L.; Zakirov, R.; Pashkeev, K.; Myasoedov, V.; Erdakov, I.; Trofimov, E. A Study of Characteristics of Aluminum Bronze Coatings Applied to Steel Using Additive Technologies. Materials 2020, 13, 461. [Google Scholar] [CrossRef] [Green Version]
- Ju, J.; Zhou, Y.; Kang, M.; Wang, J. Optimization of Process Parameters, Microstructure, and Properties of Laser Cladding Fe-Based Alloy on 42CrMo Steel Roller. Materials 2018, 11, 2061. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bai, Q.; Ouyang, C.; Zhao, C.; Han, B.; Liu, Y. Microstructure and Wear Resistance of Laser Cladding of Fe-Based Alloy Coatings in Different Areas of Cladding Layer. Materials 2021, 14, 2839. [Google Scholar] [CrossRef] [PubMed]
- Vyas, H.D.; Mehta, K.P.; Badheka, V.; Doshi, B. Friction welding of dissimilar joints copper-stainless steel pipe consist of 0.06 wall thickness to pipe diameter ratio. J. Manuf. Process. 2021, 68, 1176–1190. [Google Scholar] [CrossRef]
- Gao, P.; Zhang, Y.; Mehta, K.P. Metallurgical and Mechanical Properties of Al–Cu Joint by Friction Stir Spot Welding and Modified Friction Stir Clinching. Met. Mater. Int. 2021, 27, 3085–3094. [Google Scholar] [CrossRef]
- Wu, P.; Deng, Y.; Fan, S.; Ji, H.; Zhang, X. A Study on Dissimilar Friction Stir Welded between the Al-Li-Cu and the Al-Zn-Mg-Cu Alloys. Materials 2018, 11, 1132. [Google Scholar] [CrossRef] [Green Version]
- Lyushinskiy, A.V.; Umerov, R.A. Diffusion welding of copper to silver. Svarochnoe Proizv. 2020, 12, 51–54. [Google Scholar]
- Tolun, F.; Celik, S. Analyzing the diffusion weldability of copper and porcelain. Mater. Test. 2016, 58, 735–741. [Google Scholar] [CrossRef]
- Jiang, X.; Li, J.; Liu, W.; Zhu, D.; Wang, B. Effects of Diffusion Welding Parameters on Microstructure and Properties of Al-Si-Al2O3 Alloys Joints. Asian J. Chem. 2014, 26, 5682–5686. [Google Scholar] [CrossRef]
- Hua, M.; Guo, W.; Law, H.W.; Ho, J.K.L. Half-transient liquid phase diffusion welding: An approach for diffusion welding of SiC(p)/A356 with Cu interlayer. Inter. J. Adv. Manuf. Technol. 2008, 37, 504–512. [Google Scholar] [CrossRef]
- Xue, K.; Tian, W.; Yan, S.; Li, H.; Li, P. Variations in mechanical properties of RAFM steel under vacuum diffusion welding with pre-deformation and subsequent heat treatment. Fusion Eng. Des. 2020, 152, 111470. [Google Scholar] [CrossRef]
- Gupta, R.; Srivastava, S.; Kumar, N.K.; Panthi, S.K. High leaded tin bronze processing during multi-directional forging: Effect on microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 654, 282–291. [Google Scholar] [CrossRef]
- Waheed, A.; Ridley, N. Microstructure and wear of some high-tensile brasses. J. Mater. Sci. 1994, 29, 1692–1699. [Google Scholar] [CrossRef]
- Zou, J.; Li, S.; Wei, Y.; Liang, S. Research of the bonded interface of Cu9Al4Fe/1Cr18Ni9Ti stainless steel bimetallic composite. Vacuum 2017, 146, 266–273. [Google Scholar] [CrossRef]
- Li, H.; Jie, J.; Liu, S.; Zhang, Y.; Li, T. Crystal growth and morphology evolution of D8(8) (Mn, Fe)(5)Si-3 phase and its influence on the mechanical and wear properties of brasses. Mater. Sci. Eng. A 2017, 704, 45–56. [Google Scholar] [CrossRef]
- Equey, S.; Houriet, A.; Mischler, S. Wear and frictional mechanisms of copper-based bearing alloys. Wear 2011, 273, 9–16. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (wt %) | Cu | Zn | Pb | Mn | Si | Al | Fe | Sn | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Lead–bronze | 78.54 | <0.03 | 15.35 | - | - | - | - | 4.75 | 1.33 |
| Mn/Si–brass | 58.53 | 35.65 | <0.5 | 2.79 | 0.77 | 1.26 | <0.35 | <0.3 | <0.25 |
| (wt %) | C | Si | Mn | P | S | Cr | Mo | Fe | |
| 42CrMo steel | 0.40 | 0.27 | 0.83 | <0.035 | <0.04 | 0.10 | 0.20 | balanced |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Tang, B.; Wang, L.; Wang, D.; Dong, W.; Li, X. Microstructure, Microhardness and Tribological Properties of Bronze–Steel Bimetallic Composite Produced by Vacuum Diffusion Welding. Materials 2022, 15, 1588. https://doi.org/10.3390/ma15041588
Wang X, Tang B, Wang L, Wang D, Dong W, Li X. Microstructure, Microhardness and Tribological Properties of Bronze–Steel Bimetallic Composite Produced by Vacuum Diffusion Welding. Materials. 2022; 15(4):1588. https://doi.org/10.3390/ma15041588
Chicago/Turabian StyleWang, Xiaoming, Boen Tang, Linlin Wang, Dongyun Wang, Weiping Dong, and Xiping Li. 2022. "Microstructure, Microhardness and Tribological Properties of Bronze–Steel Bimetallic Composite Produced by Vacuum Diffusion Welding" Materials 15, no. 4: 1588. https://doi.org/10.3390/ma15041588