
Effects of Intercooling Intensity on Temperature Field and Microstructure of Large-Scale 2219 Al Alloy Billet Prepared by Internal Electromagnetic Stirring Casting


Abstract
:1. Introduction
2. Materials and Methods
2.1. Governing Equations
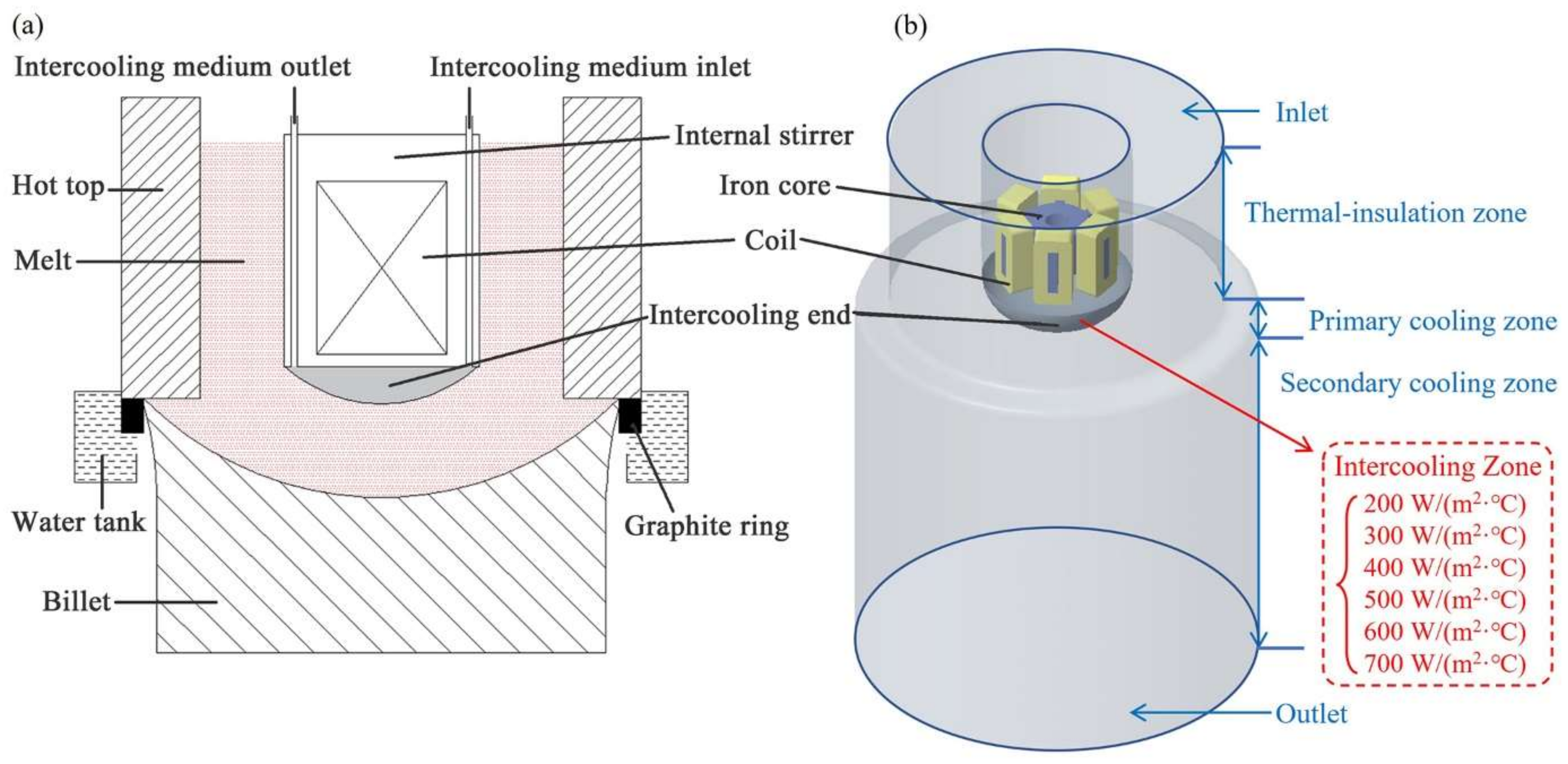
2.2. Boundary Conditions
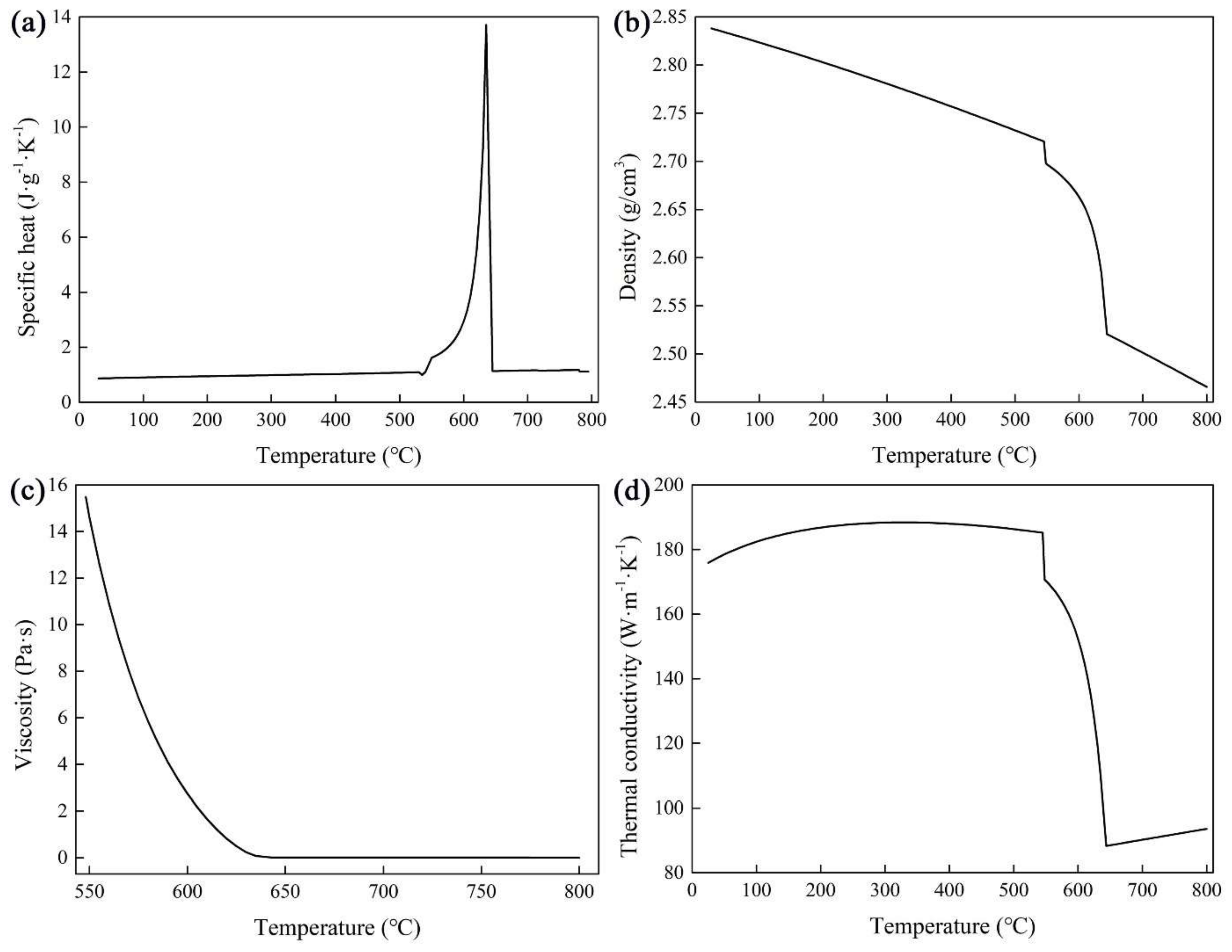
2.3. Materials and Properties
2.4. Experimentation
3. Results
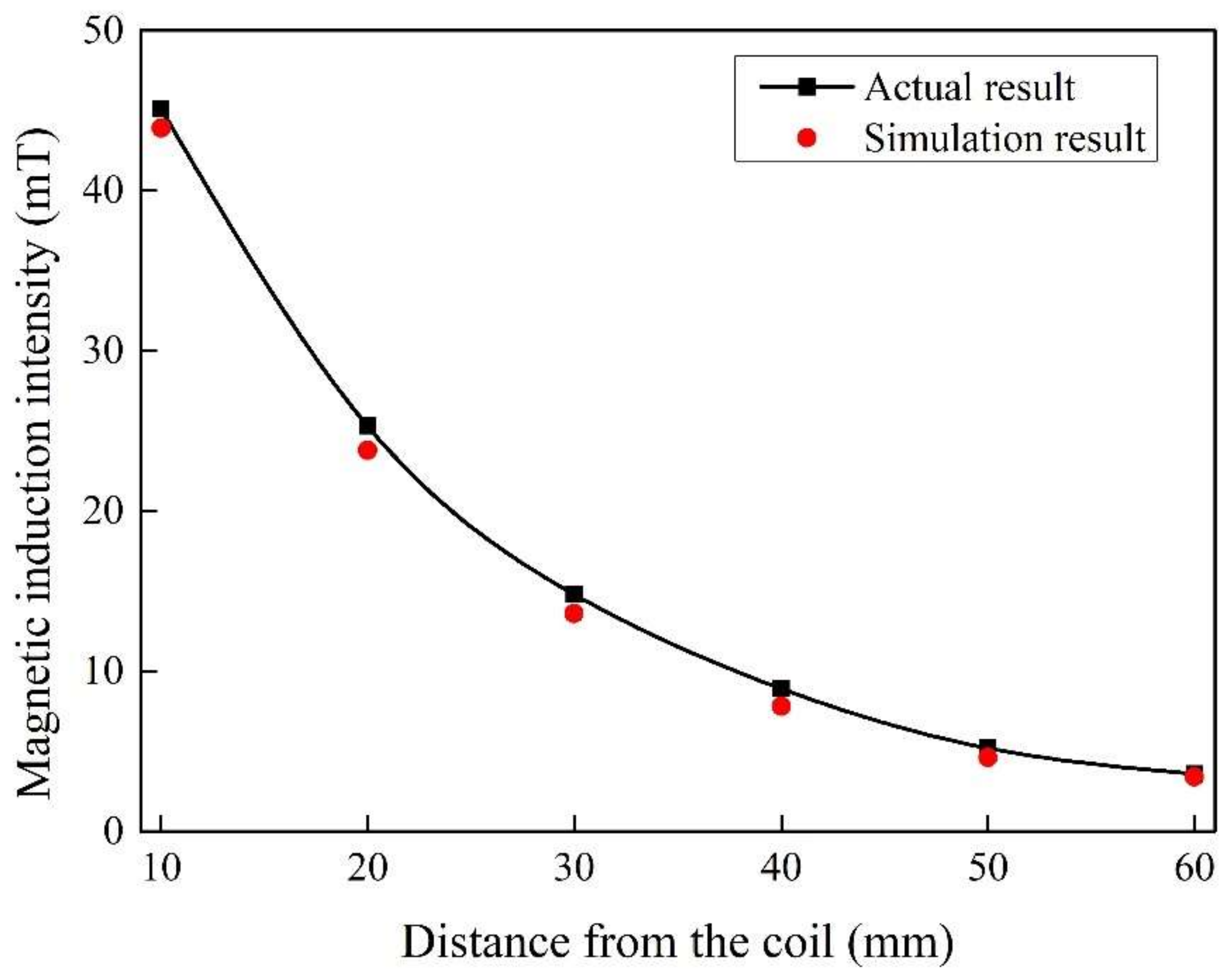
3.1. Magnetic Induction Intensity
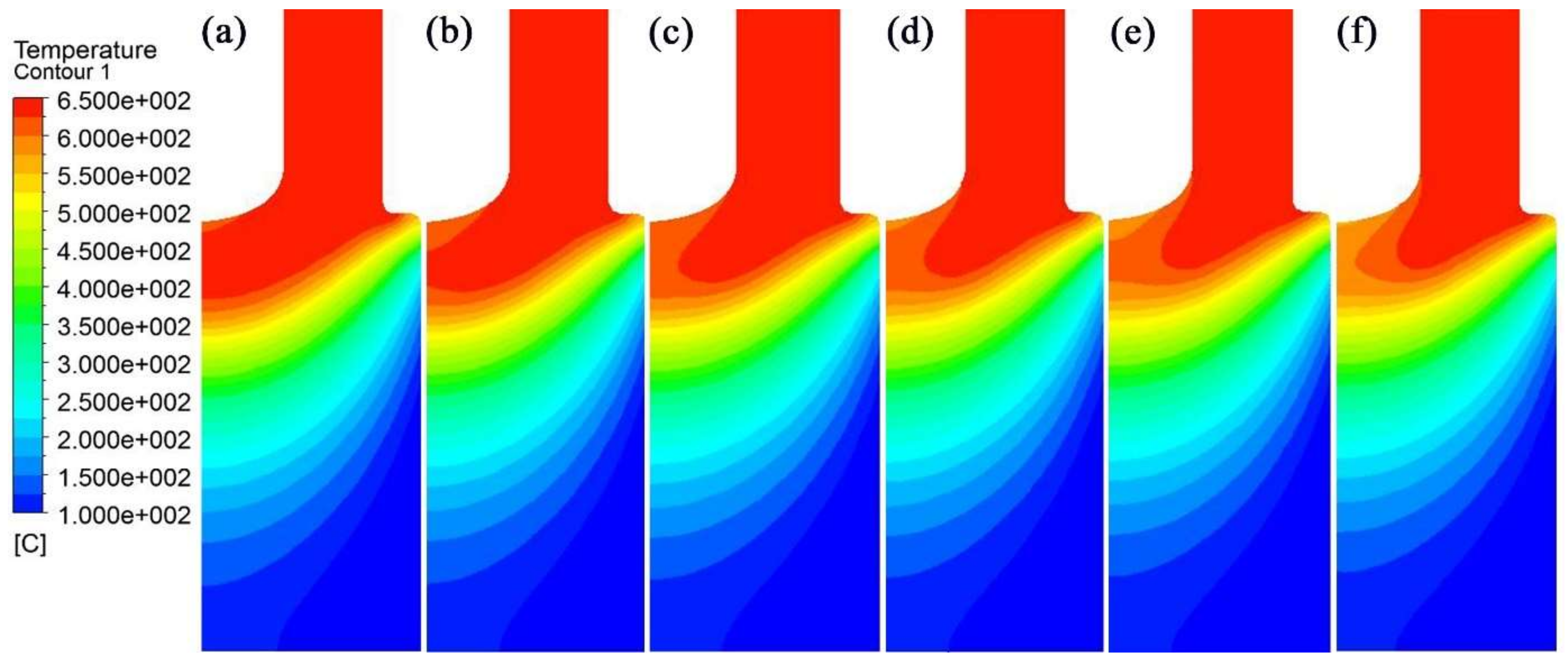
3.2. Temperature Field
3.3. Microstructure
3.4. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
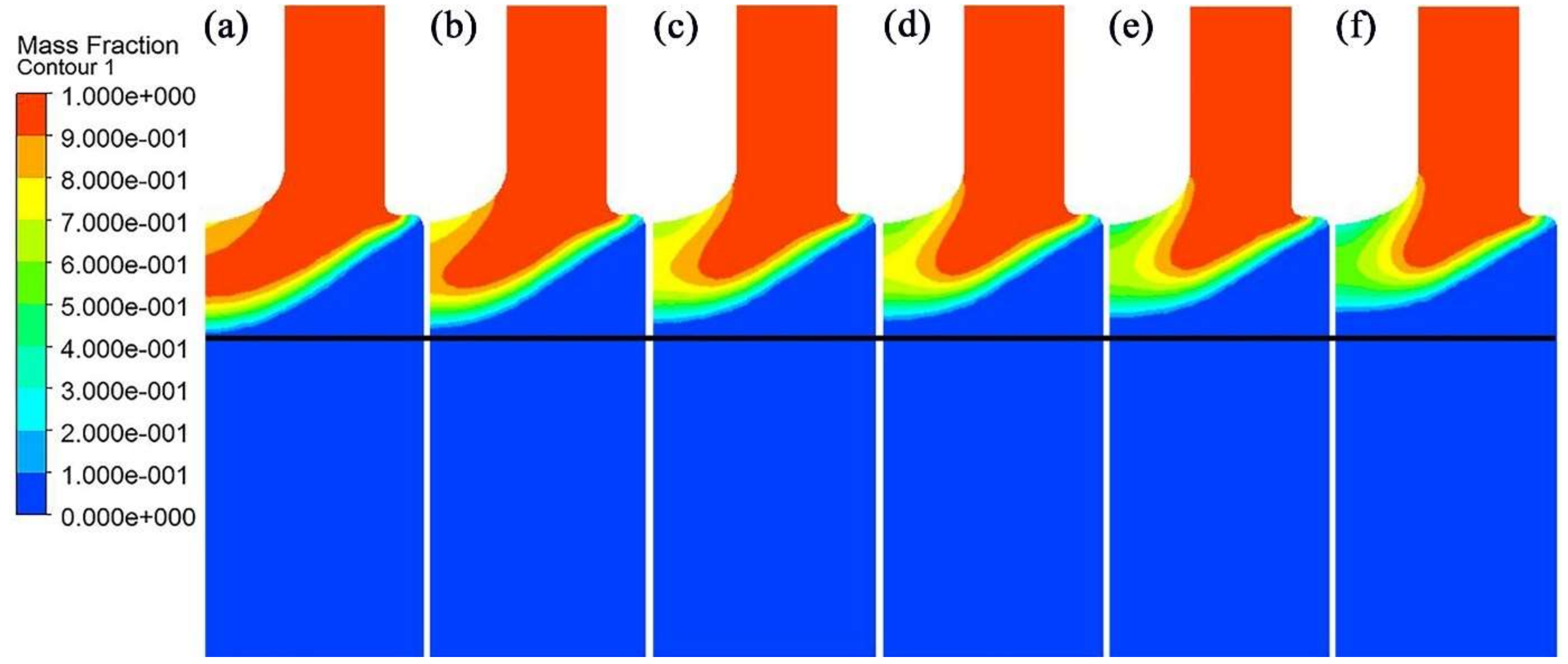
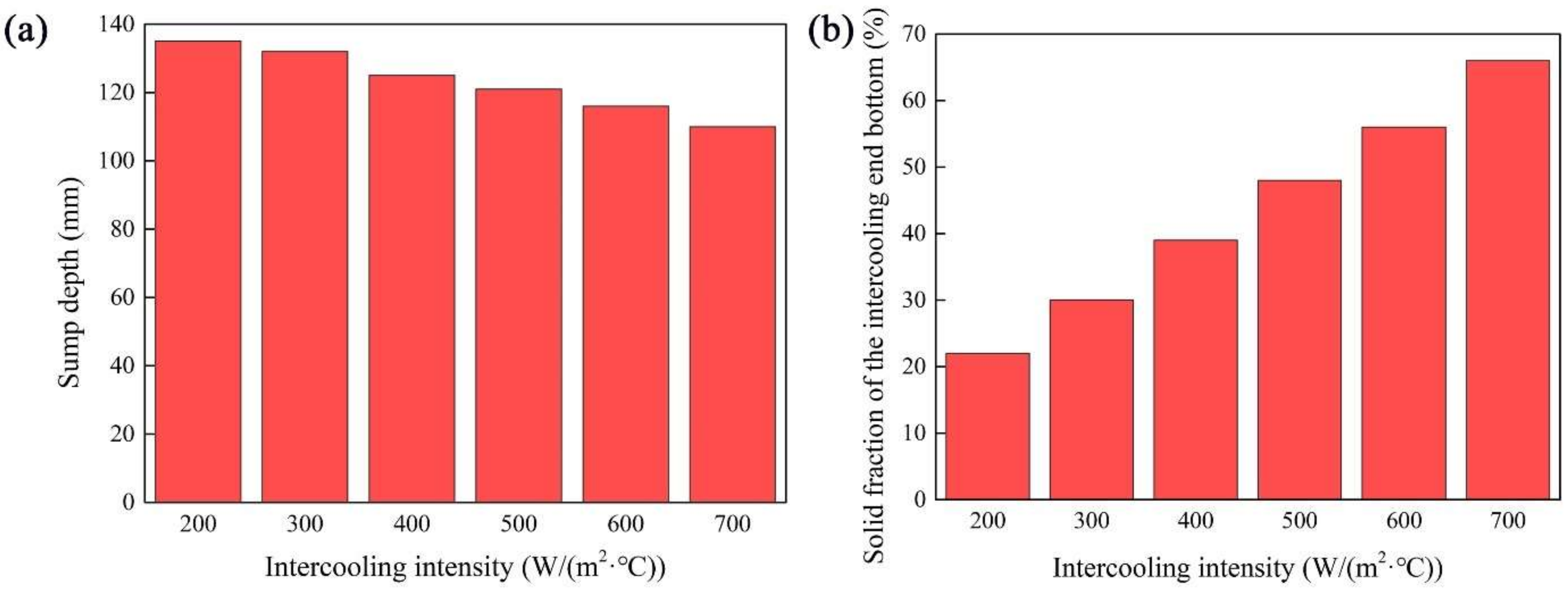
- The intercooling intensity significantly affects the temperature distribution and sump depth. The affected area increases and the sump depth decreases as the intercooling heat transfer coefficient increases. The heat transfer coefficient should not exceed 500 W/(m2 °C) because the solid fraction of the intercooling end bottom may exceed 50%.
- (2)
- The average grain sizes in the edge, 1/2 radius and center are 151 ± 13 μm, 159 ± 14 μm, and 149 ± 16 μm, respectively, under a liquid nitrogen flow rate of 160 L/min, which are much finer than that of 80 L/min and more homogeneous than that of 240 L/min.
- (3)
- The tensile strength, yield strength, and elongation under a liquid nitrogen flow rate of 160 L/min are 373–379 MPa, 275–278 MPa, and 6–7%, which is higher than that of 80 L/min and more homogeneous than that of 240 L/min.
- (4)
- The relationship between experimental liquid nitrogen flow rates and simulated heat transfer coefficients has been determined. A liquid nitrogen flow rate of 80 L/min, 160 L/min, and 240 L/min approximately correspond to the heat transfer coefficients of 200 W/(m2 °C), 300 W/(m2 °C), and 400 W/(m2 °C), respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Eskin, D.G. Physical Metallurgy of Direct Chill Casting of Aluminum Alloys; CRC Press: Boca Raton, FL, USA, 2008; pp. 9–12. [Google Scholar]
- Zhou, L.; Luo, Y.J.; Zhang, Z.L.; He, M.; Xu, Y.N.; Zhao, Y.L.; Liu, S.; Dong, L.J.; Zhang, Z.F. Microstructures and macrosegregation of Al–Zn–Mg–Cu alloy billet prepared by uniform direct chill casting. Materials 2021, 14, 708–716. [Google Scholar] [CrossRef] [PubMed]
- Qiu, Y.; Zhang, Z.F.; Luo, Y.J.; Gao, M.W.; Li, B.; Chen, C.S. Effect of coupled annular electromagnetic stirring and intercooling on the microstructures, macrosegregation and properties of large-sized 2219 aluminum alloy billets. Int. J. Mater. Res. 2018, 109, 469–475. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Y.J.; Mao, D.H.; Fan, G.F. Effect of ultrasonic bending vibration introduced by the L-shaped ultrasonic rod on solidification structure and segregation of sarge 2A14 ingots. Materials 2020, 13, 807–820. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, H.J.; Wang, C.; Mo, Y.; Wang, H.; Xu, J. Hot deformation and processing maps of Al–Zn–Mg–Cu alloy under coupling-stirring casting. Mater. Res. Technol. 2018, 8, 1224–1234. [Google Scholar] [CrossRef]
- Venugopal, S.; Venugopal, P.; Mannan, S.L. Optimisation of cold and warm workability of commercially pure titanium using dynamic materials model (DMM) instability maps. J. Mater. Process. Technol. 2008, 202, 201–215. [Google Scholar] [CrossRef]
- Wang, M.L.; Jin, P.P.; Wang, J.H.; Han, L. Hot deformation behavior of as-quenched 7005 aluminum alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 2796–2804. [Google Scholar] [CrossRef]
- Tiamiyu, A.A.; Badmos, A.Y.; Odeshi, A.G. Effects of temper condition on high strain-rate deformation of AA 2017 aluminum alloy in compression. Mater. Des. 2016, 89, 872–883. [Google Scholar] [CrossRef]
- Mohanty, P.S.; Gruzleski, J.E. Mechanism of grain refinement in aluminium. Acta. Metall. Mater. 1995, 43, 2001–2012. [Google Scholar] [CrossRef]
- Zou, H.; Pan, Q.L.; Shi, Y.J.; Chen, J.; Xiang, H.; Li, R.S.; Li, H. Effect of ultrasonic field on microstructure and mechanical properties of as-cast 7085 aluminum alloy. J. Cent. South Univ. 2018, 25, 1285–1294. [Google Scholar] [CrossRef]
- Li, R.Q.; Liu, Z.L.; Chen, P.H.; Zhong, Z.T.; Li, X.Q. Investigation on the manufacture of a large-scale aluminum alloy ingot: Microstructure and Macrosegregation. Adv. Eng. Mater. 2017, 19, 1600375. [Google Scholar] [CrossRef]
- Wang, F.Y.; Wang, X.J.; Cui, J.Z. Effect of low-frequency electromagnetic casting on micro-structure and macro-segregation of 5A90 alloy ingots. Materials 2020, 13, 2720–2733. [Google Scholar] [CrossRef] [PubMed]
- Zuo, Y.B.; Cui, J.Z.; Dong, J.; Xu, F.X. Effects of low frequency electromagnetic field on the as-cast microstructures and mechanical properties of superhigh strength aluminum alloy. Mater. Sci. Eng. A 2005, 408, 176–181. [Google Scholar] [CrossRef]
- Li, X.L.; Hu, S.; Wang, D.Y.; Qu, T.P.; Quan, Q.; Zhou, X.Z. Effect of electromagnetic frequency on the flow behavior in mold during bloom casting. Materials 2021, 11, 1828–1842. [Google Scholar] [CrossRef]
- Wang, Y.F.; Zhao, S.D.; Guo, Y. Numerical simulation and experimental investigation of the preparation of aluminium alloy 2A50 semi-solid billet by electromagnetic stirring. Materials 2020, 13, 5470–5491. [Google Scholar] [CrossRef]
- Guo, S.J.; Le, Q.C.; Zhao, Z.H.; Han, Y.; Cui, J.Z. Effect of a low frequency electromagnetic field on the direct-chill (DC) casting of AZ80 magnesium alloy ingots. Int. J. Mater. Res. 2006, 97, 1539–1544. [Google Scholar] [CrossRef]
- Tang, M.O.; Xu, J.; Zhang, Z.F.; Bai, Y.L. 3D Numerical Simulation of Flow and Temperature Field in Semi-Solid Slurry Preparation by A-EMS. Mater. Sci. Forum. 2011, 689, 16–23. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Chen, X.R.; Xu, J.; Shi, L.K. Numerical simulation on electromagnetic field, flow field and temperature field in semisolid slurry preparation by A-EMS. Rare Met. 2010, 29, 635–641. [Google Scholar] [CrossRef]
- Luo, Y.J.; Zhang, Z.F.; Gao, M.W.; Li, B.; Chen, C.S. Control of microstructure and macrosegregation of large-sized aluminium alloy billet by uniform direct chill casting. Int. J. Cast Met. Res. 2019, 32, 31–35. [Google Scholar] [CrossRef]
- Luo, Y.J.; Zhang, Z.F.; Li, B.; Gao, M.W.; Qiu, Y.; He, M. Effects of annular electromagnetic stirring coupled with intercooling on grain refinement and homogeneity during direct chill casting of large-sized 7005 alloy billet. JOM 2017, 69, 2640–2643. [Google Scholar] [CrossRef]
- Qiu, Y.; Zhang, Z.F. Effects of internal electromagnetic stirring on the microstructure refinement and composition homogenization of large-scale 7075 aluminum alloy billet. JOM 2021, 73, 3812–3818. [Google Scholar] [CrossRef]
- Qiu, Y.; Zhang, Z.F.; Zhao, H.D. Internal electromagnetic stirring method for preparing a large-sized aluminum alloy billet. Int. J. Mater. Res. 2019, 110, 1083–1086. [Google Scholar] [CrossRef]
- Qiu, Y.; Zhang, Z.F.; Zhao, H.D.; Xu, Y.T. Microstructure and macrosegregation of Ф508 mm 7050 aluminum alloy billet under internal electromagnetic stirring. Mater. Sci. Forum 2020, 993, 130–137. [Google Scholar] [CrossRef]
- Anderson-Wedge, K.; Avery, D.Z.; Daniewicz, S.R.; Sowards, J.W.; Allison, P.G.; Jordon, J.B.; Amaro, R.L. Characterization of the fatigue behavior of additive friction stir-deposition AA2219. Int. J. Fatigue 2021, 142, 105951–105960. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of pin profile and rotational speed of the tool on the formation of friction stir processing zone in AA2219 aluminium alloy. Mater. Sci. Eng. A 2007, 459, 7–18. [Google Scholar] [CrossRef]
- Lu, Y.L.; Wang, J.; Li, X.C.; Li, W.; Li, R.L. Zhou. D.S. Effects of pre-deformation on the microstructures and corrosion behavior of 2219 aluminum alloys. Mater. Sci. Eng. A 2018, 723, 204–211. [Google Scholar] [CrossRef]
- Wang, H.M.; Yi, Y.P.; Huang, S.Q. Influence of pre-deformation and subsequent ageing on the hardening behavior and microstructure of 2219 aluminum alloy forgings. J. Alloys Compd. 2016, 685, 941–948. [Google Scholar] [CrossRef]
- Hatić, V.; Mavrič, B.; Košnik, N.; Šarler, B. Simulation of direct chill casting under the influence of a low-frequency electromagnetic field. Appl. Math. Model. 2018, 54, 170–188. [Google Scholar] [CrossRef]
- Bakhtiyarov, S.I.; Overfelt, R.A.; Meir, A.J.; Schmidt, P.G. Experimental measurements of velocity, potential, and temperature distributions in liquid aluminum during electromagnetic stirring. J. Appl. Mech. 2003, 70, 351–358. [Google Scholar] [CrossRef]
- Caron, E.; Wells, M.A. Film boiling and water film ejection in the secondary cooling zone of the direct-chill casting process. Metall. Mater. Trans. B 2012, 43, 155–162. [Google Scholar] [CrossRef]
- Weckman, D.C.; Niessen, P.A. A numerical simulation of the D.C. continuous casting process including nucleate boiling heat transfer. Metall. Mater. Trans. B 1982, 13, 593–602. [Google Scholar]
- Luo, Y.J.; Zhang, Z.F. Numerical modeling of annular electromagnetic stirring with intercooling in direct chill casting of 7005 aluminum alloy billet. Prog. Nat. Sci. Mater. Int. 2019, 29, 81–87. [Google Scholar] [CrossRef]
- Liotti, E.; Lui, A.; Vincent, R.; Kumar, S.; Guo, Z.; Connolley, Y.; Dolbnya, I.P.; Hart, M.; Arnberg, L.; Mathiesen, R.H.; et al. A synchrotron X-ray radiography study of dendrite fragmentation induced by a pulsed electromagnetic field in an Al–15Cu alloy. Acta Mater. 2014, 70, 228–239. [Google Scholar] [CrossRef]
- Flemings, M.C. Behavior of metal alloys in the semisolid state. Metall. Trans. B 1991, 22, 269–293. [Google Scholar] [CrossRef]
- Guo, S.J.; Le, Q.C.; Zhao, Z.H.; Wang, Z.J.; Cui, J.Z. Microstructural refinement of DC cast AZ80 Mg billets by low frequency electromagnetic vibration. Mater. Sci. Eng. A 2005, 404, 323–329. [Google Scholar] [CrossRef]
- Zuo, Y.B.; Cui, J.Z.; Zhao, Z.H.; Zhang, H.T.; Li, L.; Zhu, Q.F. Mechanism of grain refinement of an Al–Zn–Mg–Cu alloy prepared by low-frequency electromagnetic casting. J. Mater. Sci. 2012, 47, 5501–5508. [Google Scholar] [CrossRef]
- Nadella, R.; Eskin, D.G.; Du, Q.; Katgerman, K. Macrosegregation in direct-chill casting of aluminium alloys. Prog. Mater. Sci. 2008, 53, 421–480. [Google Scholar] [CrossRef] [Green Version]
- Dong, Q.P.; Yin, Y.B.; Zhu, Z.; Nagaumi, H. Motion and distribution of floating grain in direct-chill casting of aluminum alloys: Experiments and numerical modeling. Materials 2020, 13, 5379–5393. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Q.F.; Zhao, Z.H.; Wang, X.J.; Cui, J.Z. Floating grains in the HDC casting 7075 aluminum alloy ingot. Appl. Mech. Mater. 2012, 117–119, 1531–1534. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Liquid Nitrogen Flow Rate | 80 L/min | 160 L/min | 240 L/min | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Position | Edge | 1/2 Radius | Center | Edge | 1/2 Radius | Center | Edge | 1/2 Radius | Center |
| Tensile strength (MPa) | 335 | 338 | 329 | 377 | 373 | 379 | 394 | 336 | 287 |
| Yield strength (MPa) | 246 | 244 | 237 | 275 | 276 | 278 | 302 | 241 | 203 |
| Elongation (%) | 4 | 5 | 4 | 7 | 6 | 6 | 8 | 5 | 3 |
| Liquid Nitrogen Flow Rate (L/min) | t1 (°C) | t2 (°C) | t3 (°C) | t4 (°C) |
|---|---|---|---|---|
| 80 | 208 | −105 | 617 | 442 |
| 160 | 173 | −107 | 604 | 403 |
| 240 | 154 | −108 | 595 | 384 |
| Experimental Results | Simulated Results | |||
|---|---|---|---|---|
| Liquid Nitrogen Flow Rate (L/min) | t3 (°C) | Heat Transfer Coefficient (W/(m2 °C)) | t3 (°C) | Heat Transfer Coefficient (W/(m2 °C)) |
| 80 | 617 | 186 | 624 | 200 |
| 160 | 604 | 290 | 615 | 300 |
| 240 | 595 | 387 | 603 | 400 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, Y.; Li, X.; Liu, M.; Zhou, N.; Zheng, K. Effects of Intercooling Intensity on Temperature Field and Microstructure of Large-Scale 2219 Al Alloy Billet Prepared by Internal Electromagnetic Stirring Casting. Materials 2022, 15, 1809. https://doi.org/10.3390/ma15051809
Qiu Y, Li X, Liu M, Zhou N, Zheng K. Effects of Intercooling Intensity on Temperature Field and Microstructure of Large-Scale 2219 Al Alloy Billet Prepared by Internal Electromagnetic Stirring Casting. Materials. 2022; 15(5):1809. https://doi.org/10.3390/ma15051809
Chicago/Turabian StyleQiu, Yang, Xintao Li, Mingyang Liu, Nan Zhou, and Kaihong Zheng. 2022. "Effects of Intercooling Intensity on Temperature Field and Microstructure of Large-Scale 2219 Al Alloy Billet Prepared by Internal Electromagnetic Stirring Casting" Materials 15, no. 5: 1809. https://doi.org/10.3390/ma15051809
APA StyleQiu, Y., Li, X., Liu, M., Zhou, N., & Zheng, K. (2022). Effects of Intercooling Intensity on Temperature Field and Microstructure of Large-Scale 2219 Al Alloy Billet Prepared by Internal Electromagnetic Stirring Casting. Materials, 15(5), 1809. https://doi.org/10.3390/ma15051809